Изобретение относится к области микроэлектронной техники и может быть использовано при разработке технологического оборудования для изготовления гибридных микросхем большого формата, упрощения и удешевления такого оборудования.
Широко известно оборудование (Flip Chip Equipment For High End Electro-Optical Modules, IEEE Proc. of ECTC, Seattle, Wash., May 1998, p. 176), предназначенное для изготовления гибридных микросхем путем соединения двух полупроводниковых подложек через множество микроконтактов методом «перевернутого кристалла» (Flip Chip method), при котором множество микроконтактов одной полупроводниковой подложки, например фоточувствительной матрицы с количеством элементов порядка 105, расположенных на нижней платформе, соединяются с соответствующим количеством контактов другой полупроводниковой подложки, например кремниевой микросхемы считывания, расположенной на верхней платформе, сдавливанием при определенном усилии, например 200-1000 H (Book, "Flip Chip Technologies," John H. Lau, Editor McGraw-Hill, NY, 1995. ISBN 0-07-036609-8). В настоящее время примерами такого оборудования являются установки сборки методом Flip Chip, такие как FC-150, FC-300, фирмы SET (Франция) или NM-SB50A Flip Chip Bonder фирмы SYSTA.
Недостатком вышеупомянутых Flip Chip установок является то, что максимальное усилие сжатия полупроводниковых подложек на этих устройствах не превышает 1000 H (1 кН), а также сложность конструкции, изготовления и, как следствие, дороговизна. Эти установки предназначались для сборки матриц с числом соединяемых микроконтактов порядка 100000. Необходимое усилие сжатия полупроводниковых подложек для современных фоточувствительных матриц большого формата значительно превышает значение 1000 H, поскольку в них число соединяемых микроконтактов составляет от 1000000 и более. Соответственно, в десять и более раз должно быть и усилие сжатия - порядка 10000 H и более, так как оно приблизительно пропорционально числу микроконтактов. При этом с увеличением усилия сжатия снижается точность совмещения соединяемых микроконтактов, что недопустимо.
Для решения проблемы соединения множества микроконтактов двух полупроводниковых подложек большего формата при большом усилии сжатия в настоящее время технологический процесс разбивают на две стадии: на первой, предварительной стадии, делается максимально точное (~1мкм) совмещение и предварительное соединение двух подложек при малом усилии сжатия (до 1000 H), а затем на другом оборудовании производится дополнительное сжатие предварительно соединенных подложек при повышенных усилиях до 10000 Н. Предварительное соединение полупроводниковых подложек осуществляют, например, на установке SET FC 150, с применением усилия сжатия до 1000 Н, при этом соблюдается основное требование к этой операции - обеспечивается точность совмещения соединяемых микроконтактов не хуже 1 мкм. После этого слабо соединенные, подложки переносят на соединительный пресс для матриц большого формата, который может обеспечить усилие сжатия на порядок большее.
Примером такого пресса, который взят за прототип, является электрический соединительный пресс для матриц большого формата (Large Device Bonding Press) LPD150 фирмы SET (Франция), который является наиболее близким техническим решением к заявленному (LPD150 Large Device Bonding Press, Technical Specifications, S.E.T., Smart Equipement Technology SAS, 131, impasse Barteudet - BP24, 74490 Saint Jeore, France, Web это устройство представлено и на http://www.set-sas.fr/en/cat422816-421389-LDP150.html?Cookie=set
Соединительный пресс для матриц большого формата состоит из основания, на которое помещена нижняя платформа для расположения на ней матриц большого формата, верхней платформы для передачи сдавливающего усилия на матрицы большого формата. Кроме того, соединительный пресс для матриц большого формата содержит специальный электрический шаговый двигатель, который создает непосредственно повышенное усилие сжатия с последующей передачей его через винтовую передачу на верхнюю платформу, а также он содержит сложную механическую и электрическую системы измерения величины усилия сжатия с применением тензодатчика.
Кроме того, необходимо изготавливать специальный механизм установки плоскопараллельности, каким в прототипе является очень сложный и дорогостоящий в изготовлении механизм установки плоскопараллельности с помощью полусферы на воздушной подушке, нужное положение которой обеспечивается вакуумной фиксацией.
Недостатком вышеуказанного соединительного пресса является то, что усилие сжатия осуществляется в нем специальным электрическим шаговым двигателем. Такой двигатель должен развивать на подающий винтовой привод усилие до 10 КН, заявляемое в технических характеристиках соединительного пресса для матриц большого формата. Такое усилие создает крутящий момент силы в винтовом приводе, используемом в установке, которое передается к соединяемым подложкам, что может привести к значительному (более 1-10 мкм) смещению микроконтактов полупроводниковой подложки, расположенной на верхней платформе, относительно соответствующих микроконтактов, расположенных на нижней платформе.
Предотвращение таких смещений при больших усилиях сжатия достигается предъявлением сверхвысоких требований как к самому двигателю, прежде всего к величине развиваемого им момента вращения на валу, так и к жесткости всех элементов конструкции пресса. Кроме того, механические части пресса должны не только обладать требуемой жесткостью, но и должны изготавливаться с очень большой точностью, что увеличивает дороговизну изготовления всей системы в целом и также является недостатком пресса. Поскольку необходимо сохранение начальной точности совмещения микроконтактов подложек не менее 1 мкм, то вся конструкция, включая специальный силовой электрический шаговый двигатель, должна обеспечивать смещения и изгибы всех ее частей, как жестко соединенных, так и подвижных, на порядок меньшие, чтобы не создавать боковые смещающие усилия, передаваемые на верхнюю полупроводниковую подложку, в противном случае предварительное совмещение микроконтактов подложек может быть нарушено. В результате для выполнения всех вышеперечисленных требований пресс имеет размеры 1,4×1,2×1,8 м и вес более 20 кН (2 т) и является практически нетранспортабельным. Таким образом, сложность конструкции пресса, как следствие его дороговизна, большие габариты и вес также являются недостатками прототипа.
Оценим, по порядку величины, сдвиговые усилия, которые могут возникнуть в матрице большого формата при передаче вращательного движения шагового двигателя в поступательное движение, необходимое для сжатия например через упорный шарикоподшипник со стальными шариками диаметром Д=5 мм. Известно, что коэффициент трения качения для пары сталь - сталь составляет около ft ст≈0,5 мм. Тогда при создании вертикального сжимающего усилия в 10 кН общая горизонтальная сила сдвига составит ft=10 2ft ст/Д=2 кН. Если эта сила действует на 106 микроконтактов матрицы формата 106 пкс, то на один микроконтакт будет воздействовать сила, величиной 2 10-3 Н. Нами экспериментально установлено, что разрушающее сдвиговое усилие для индиевого микроконтакта, диаметром около 20 мкм составляет ≈510-3 Н, т.е. такого же порядка. Очевидно, что не разрушающее усилие, а сдвиговое, приводящее к рассовмещению микроконтактов, значительно меньше разрушающего, т.е. в этом случае неизбежно будет значительно ухудшаться, исходная точность совмещения микроконтактов. Для компенсации сдвиговых сил необходимы высокопрочные и прецизионные, и, следовательно дорогостоящие, элементы конструкции, что и сделано, в установке FC-150 принятой за прототип.
Техническим результатом изобретения является повышение усилия сжатия - до 14 КН при сохранении точности совмещения множества микроконтактов предварительно соединенных при пониженном - до 1 КН - усилии сжатия при значительном упрощении конструкции и удешевлении изготовления соединительного пресса для матриц большого формата.
Технический результат достигается тем, что соединительный пресс для матриц большого формата, состоящий из основания, на котором помещена нижняя платформа для расположения на ней матриц большого формата, верхней платформы для передачи сдавливающего усилия на матрицы большого формата, а также он содержит блок усиления сдавливающего усилия, состоящий из осевой конструкции, усилительного рычага с расположенным на нем подвижным элементом самоформирования углубления для приложения усилия сжатия и пневматического блока, конусного элемента передачи усилия сжатия, который свободно расположен на матрице большого формата, состоящего из конуса с нижним плоским основанием и опорного шарика с диаметром закругления, в 14-60 раз меньшим диаметра основания конусного элемента передачи усилия сжатия, при этом твердость материала опорного шарика должна быть не менее чем в 12 раз больше твердости материала подвижного элемента для самоформирования углубления для приложения усилия сжатия.
Основание соединительного пресса выполнено из металла.
В соединительном прессе нижняя платформа для расположения на ней матриц большого формата и верхняя платформа для передачи сдавливающего усилия на матрицы большого формата выполнены из сапфира.
Конус с нижним плоским основанием в соединительном прессе выполнен из металла.
Кроме того, подвижный элемент самоформирования углубления для приложения усилия сжатия выполнен из алюминия, или отожженной меди, или олова.
Сущность изобретения поясняется нижеследующим описанием и прилагаемыми к нему фигурами.
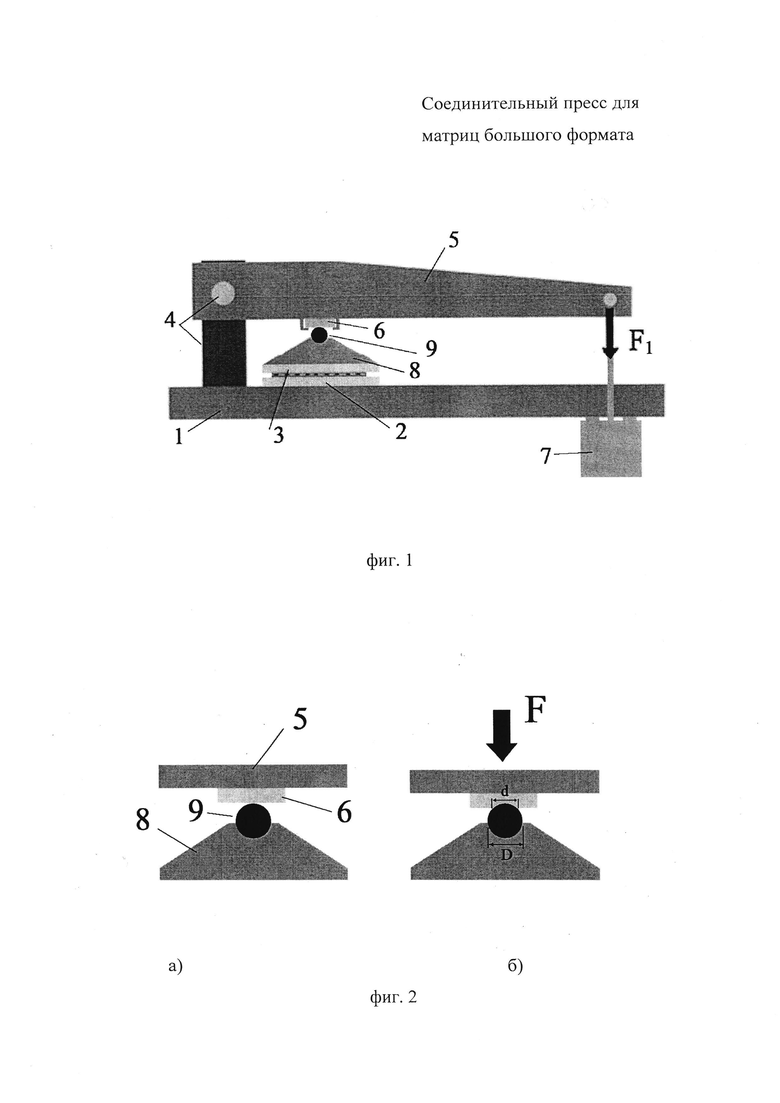
На фиг. 1 схематически показана конструкция соединительного пресса для матриц большого формата.
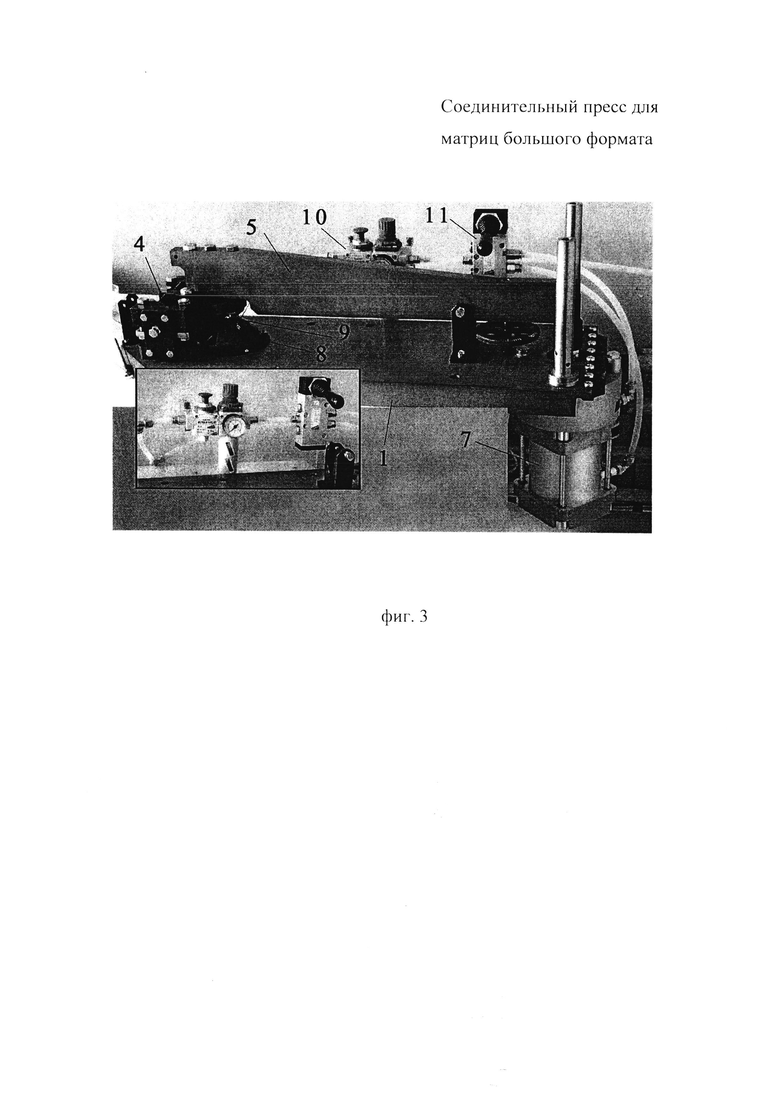
На фиг. 2 показан процесс самоформирования углубления для приложения усилия сжатия.
На фиг. 3 показана фотография действующего образца соединительного пресса для матриц большого формата.
На фиг. 1 схематически показана конструкция соединительного пресса для матриц большого формата где:
1 - основание, на котором помещена нижняя платформа;
2 - нижняя платформа для расположения на ней матриц большого формата;
3 - верхняя платформа для передачи усилия сжатия на матрицы большого формата;
4 - осевая конструкция блока усиления сдавливающего усилия F1;
5 - усилительный рычаг;
6 - подвижный элемент самоформирования углубления для приложения усилия сжатия, расположенный на усилительном рычаге;
7 - воздушный поршень пневматического блока для создания сдавливающего усилия F1;
8 - конус с нижним плоским основанием;
9 - опорный шарик;
F1 - сдавливающее усилие, развиваемое воздушным поршнем пневматического блока для создания усилия сжатия.
На фиг. 2 показана схема процесс самоформирования углубления для приложения усилия сжатия F.
а) - расположение элементов соединительного пресса для матриц большого формата до приложения к опорному шарику усилия сжатия, где:
5 - фрагмент нижней части усилительного рычага с расположенным на нем подвижным элементом самоформирования углубления для приложения усилия сжатия;
6 - подвижный элемент самоформирования углубления для приложения усилия сжатия расположенный на усилительном рычаге;
8 - конус с нижним плоским основанием.
9 - опорный шарик;
б) - расположение элементов соединительного пресса для матриц большого формата после приложения к опорному шарику усилия сжатия F, здесь:
d - диаметр углубления, образовавшегося при вдавливании опорного шарика в материал подвижного элемента самоформирования углубления для приложения усилия сжатия.
D - диаметр опорного шарика.
На фиг. 3 показана фотография действующего образца соединительного пресса для матриц большого формата, где:
1 - основание, на котором помещена нижняя платформа;
4 - осевая конструкция блока усиления сдавливающей силы;
5 - усилительный рычаг;
7 - воздушный поршень пневматического блока для создания сдавливающего усилия;
8 - конус с нижним плоским основанием;
9 - опорный шарик;
10 - регулятор давления пневматического блока для создания сдавливающего усилия;
11 - переключатель потока сжатого воздуха пневматического блока для создания сдавливающего усилия
В соединительном прессе для матриц большого формата элементы в статическом состоянии организованы следующим образом.
Соединительный пресс для матриц большого формата состоит из основания 1, на котором помещена нижняя платформа 2, также он содержит блок усиления сдавливающего усилия, состоящий из осевой конструкции 4, усилительного рычага 5 с расположенным на нем подвижным элементом 6 самоформирования углубления для приложения усилия сжатия, и конусного элемента передачи усилия сжатия, состоящего из конуса с нижним плоским основанием 8, расположенным на верхней платформе 3, и опорного шарика 9, а пневматический блок для создания сдавливающего усилия содержит воздушный поршень 7, регулятор давления 10 и переключатель потока сжатого воздуха 11.
Принцип действия и работа соединительного пресса для матриц большого формата состоят в следующем.
Первым важным элементом предлагаемой конструкции является применение усилительного рычага 5, который позволяет создавать повышенное усилие сжатия F, причем предварительное уменьшенное сдавливающее усилие F1, создается пневматическим блоком. Основой пневматического блока является цилиндр с поршнем 7, работающий от сжатого воздуха. Регулировка давления в поршне и его контроль не представляет никакой сложности, и может осуществляться простыми, общеизвестными пневмоприборами, показанными на Фиг. 3: регулятором давления пневматического блока для создания сдавливающего усилия с манометром 10 для измерения величины давления сжатого воздуха и переключателем потока сжатого воздуха 11 пневматического блока. Переключатель потока сжатого воздуха 11 в нейтральном положении блокирует поступление сжатого воздуха в цилиндр с поршнем, в верхнем положении подает сжатый воздух на низ поршня, а в нижнем положении на верх поршня. Пневмоцилиндр с диаметром поршня 100 мм, работающий от сжатого воздуха при давлении до 6 атм., может создавать сдавливающее усилие F1 на штоке до 2 кН. Усилительный рычаг 5 передает это сдавливающее усилие с усилением на опорный шарик 9. Усиление происходит в К раз, где К равно отношению плеча рычага (расстоянию от центра оси усилительного рычага до оси приложения усилия F1), к расстоянию от центра оси усилительного рычага до точки касания усилительного рычага с опорным шариком. Величина коэффициента К зависит от конкретной конструкции соединительного пресса для матриц большого формата и оптимально находится в пределах 5-13 единиц. Таким образом, исходное усилие F 2 кН может быть увеличено до величины F×К=10-20 КН. При этом система измерения величины сдавливающего усилия основана на очень простой схеме измерения манометром давления сжатого воздуха на поршень, умноженного на его площадь.
Вторым принципиальным моментом является способ передачи усилия сжатия от усилительного рычага 5 на матрицу большого формата.
Передача усилия сжатия F от усилительного рычага 5 на матрицу большого формата осуществляется через подвижный элемент 6 самоформирования углубления для приложения усилия сжатия, установленный на усилительном рычаге 5, и через опорный шарик 9 конусного элемента передачи усилия сжатия 8 и верхнюю платформу 3.
Предлагается использовать подвижный элемент 6 самоформирования углубления для приложения усилия сжатия, выполненный из достаточно пластичного материала, так, чтобы углубление для приложения усилия сжатия формировалось самим опорным шариком 9 при вдавливании его в материал подвижного элемента 6 самоформирования углубления для приложения усилия сжатия непосредственно при приложении усилия сжатия.
На фиг. 2 показаны две фазы процесса самоформирования углубления: на фиг. 2а показан момент касания подвижного элемента с вершиной опорного шарика и на фиг. 2б показана конечная фаза самоформирования углубления для приложения усилия сжатия под воздействием усилия сжатия F. Таким образом, в нашем случае, одновременно решается как проблема точного совпадения формы углубления с формой опорного шарика 9, так и проблема точного совмещения углубления с опорным шариком 9. При этом не возникат никакие боковые или радиальные смещения матрицы большого формата, поскольку принципиально отсутствуют боковые или радиальные силы, приводящие к смещениям предварительно соединенных при пониженном усилии сжатия матриц большого формата относительно друг друга.
После выполнения операции сжатия подвижный элемент 6 самоформирования углубления сдвигается на величину, большую значения диаметра углубления d и подвижный элемент самоформирования углубления 6 может быть использован для очередной операции сжатия.
Рассмотрим требования, которые предъявляются к материалу подвижного элемента 6 самоформирования углубления. Необходимо, чтобы выполнялись два основных условия: первое - это то, что при образовании углубления сам опорный шарик 9 не должен деформироваться, чтобы его можно было использовать многократно, это означает, что его твердость должна быть гораздо большей по сравнению с твердостью подвижного элемента 6 самоформирования углубления. Примем за исходное требование к материалу подвижного элемента 6, что его твердость должна быть как минимум в 12 раз меньше твердости опорного шарика 9. Естественно применить для работы соединительного пресса для матриц большого формата шарик от шарикоподшипника. Твердость высокопрочной стали по Бринеллю составляет около 4500 МПа. Тогда недорогими и технологичными материалами для подвижного элемента 6 могут служить материалы приведенные в Таблице:
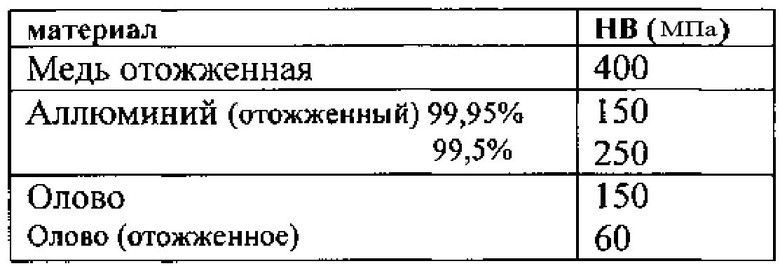
Вторым естественным требованием является то, что конечная глубина углубления для приложения усилия сжатия в подвижном элементе 6 должна быть значительно меньше по сравнению с радиусом опорного шарика 9. Это означает, что конечный диаметр углубления d, формирующегося в подвижном элементе 6, должен быть небольшим по сравнению с диаметром опорного шарика 9, например должен составлять ½ величины R, т.е. 1/4D.
Исходной величиной для конкретных оценок параметров элементов конструкции является размер матрицы большого формата. В настоящее время диагональ прямоугольной (квадратной) матрицы большого формата с числом элементов 106-4×106 элементов составляет 40-80 мм. Порядка такого размера, соответственно, должен быть диаметр нижней 2 и верхней 3 платформы и диаметр нижней части конусного элемента 8. При сдавливании матрицы большого формата не должен возникать перекос между верхним и нижним ее элементами, чтобы не происходило замыкание между микроконтактами в наиболее сжатой части матрицы. Для этого положение точки приложения сдавливающего усилия должно располагаться вблизи центра прямоугольной (квадратной) матрицы большого формата. Опыт показывает, что точность положения точки приложения сдавливающего усилия должна составлять около 5% от величины диагонали прямоугольной (квадратной) матрицы большого формата, т.е. составлять 2-4 мм, тогда диаметр опорного шарика D должен быть заметно больше этой величины, и если он будет больше, например, в 3 раза, то величина D составит 6-12 мм.
Оценим твердость материала подвижного элемента 6 самоформирования углубления. Будем исходить, что в качестве опорного шарика 9 лучше всего использовать шарик подшипника с твердостью стали НВ=4500 МПа.
Твердость по Бринеллю НВ, которая также определяется вдавливанием в материал более твердого шарика, связана с величинами d, F и h известными соотношениями:
НВ=F/πDh, d=2h (D/h-1)1/2,
где F - вдавливающее усилие,
D - диаметр шарика,
d - диаметр отпечатка в материале после приложения к шарику вдавливающего усилия,
h - глубина углубления.
Для d=D/3, из этих соотношений получаем, что для сжимающего усилия 1000 Н, при диаметре шарика 6-12 мм, твердость материала подвижного элемента должна составлять 76-312 МПа. Причем диаметр опорного шарика должен быть в 14-60 раз меньшим диаметра основания конусного элемента передачи усилия сжатия. Как видно из Таблицы, из перечисленных в ней материалов всегда можно подобрать подходящий, чтобы обеспечить вышеперечисленным требованиям, в нашем случае это могут быть отожженные алюминий, медь или олово. Практика показывает, что для современных матриц большого формата требуемое усилие сжатия, которое зависит от формата матрицы и пластичности индиевых микроконтактов, может варьироваться и достигать больших величин. В этом случае, очевидно, необходимо подбирать нужную комбинацию «материал подвижного элемента - диаметр опорного шарика» для применения заявляемой конструкции соединительного пресса.
Третьим принципиальным моментом конструкции является свободное расположение верхней платформы 3 на плоскости матрицы большого формата. В этом случае плоскость верхней платформы 3 автоматически располагается плоскопараллельно к плоскости матрицы большого формата к плоскости нижней платформы 2, которая располагается на основании 1, и отпадает необходимость в изготовлении специального механизма установки плоскопараллельности.
Для экспериментальной реализации предлагаемого технического решения был изготовлен действующий образец соединительного пресса для матриц большого формата представленный на фиг. 3. Для этого варианта соединительного пресса в качестве нижней 2 и верхней 3 платформ были изготовлены: полированные сапфировые диски диаметром 100 мм и толщиной 6 мм; подвижный элемент 6 самоформирования углубления из отожженной меди твердостью НВ 400, размером 30×30×1,7 мм; в качестве опорного шарика 9 использовался стальной шарик шарикоподшипника диаметром 10 мм и повышенной прочности; пневматический блок 7, 10, 11 фиг. 3 для создания сдавливающего усилия собран из 4 компонент, усилительный рычаг 5 выполнен из стали с коэффициентом усиления усилия сжатия К=7. Осевая конструкция 4 блока усиления выполнена с использованием известных конструктивных элементов. Она предназначена для безлюфтового поворота усилительного рычага 5. Это достигается за счет плотного прижима оси к треугольному пазу жесткой пружинистой планкой, при этом продольное смещение оси жестко фиксируется прижимом оси к упору. Пневматический блок для создания сдавливающего усилия был сформирован на основе 4 компонент фирмы CAMOZZI: воздушного поршня пневматического блока 7, работающего от сжатого воздуха с диаметром поршня 100 мм, регулятора давления сжатого воздуха, манометра на 6 атм 10 и пневмопереключателя 11.
Данный соединительный пресс был испытан для дополнительного сжатия матриц большого формата размерностью 1024×1024 элементов, с шагом 27 мкм и обеспечил усилие сжатия 7 КН без ухудшения первоначальной точности совмещения микроконтактов, предварительное соединение микроконтактов осуществлялось на установке FC-150 фирмы SET (Франция), с усилием сжатия 1 кН.
Использование предлагаемого решения привело к значительному упрощению конструкции соединительного пресса для матриц большого формата и удешевлению более чем на порядок стоимости его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Микроконтакт для фотоприемной гибридной микросхемы | 2016 |
|
RU2621889C1 |
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1447616A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| НАКЛОНЯЮЩЕ-КАЧАЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ГИБРИДИЗАЦИИ МИКРОСХЕМ МЕТОДОМ ПЕРЕВЕРНУТОГО КРИСТАЛЛА | 2009 |
|
RU2411179C1 |
| УЗЕЛ ОГРАНИЧЕНИЯ, ВКЛЮЧАЮЩИЙ КОМПЕНСАТОР ТОЛЩИНЫ ТКАНИ | 2013 |
|
RU2644272C2 |
Изобретение относится к области микроэлектронной техники и может быть использовано при разработке технологического оборудования для изготовления гибридных микросхем большого формата, упрощения и удешевления такого оборудования. Заявленный соединительный пресс для матриц большого формата состоит из основания на котором помещена нижняя платформа для расположения на ней матриц большого формата, верхней платформы для передачи усилия сжатия на матрицы большого формата, причем содержит блок усиления сдавливающего усилия, состоящий из осевой конструкции, усилительного рычага с расположенным на нем подвижным элементом самоформирования углубления для приложения усилия сжатия, пневматического блока, а также конусного элемента передачи усилия сжатия, свободно расположенного на матрице большого формата, состоящего из конуса с нижним плоским основанием и опорного шарика диаметром, в 14-60 раз меньшим диаметра основания конусного элемента передачи усилия сжатия, при этом твердость материала опорного шарика должна быть не менее чем в 12 раз больше твердости материала подвижного элемента самоформирования углубления для приложения усилия сжатия. Техническим результатом является повышение усилия сжатия до 14 кН при сохранении точности совмещения множества микроконтактов, а также значительном упрощении конструкции и удешевлении изготовления соединительного пресса. 4 з.п. ф-лы, 3 ил., 1 табл.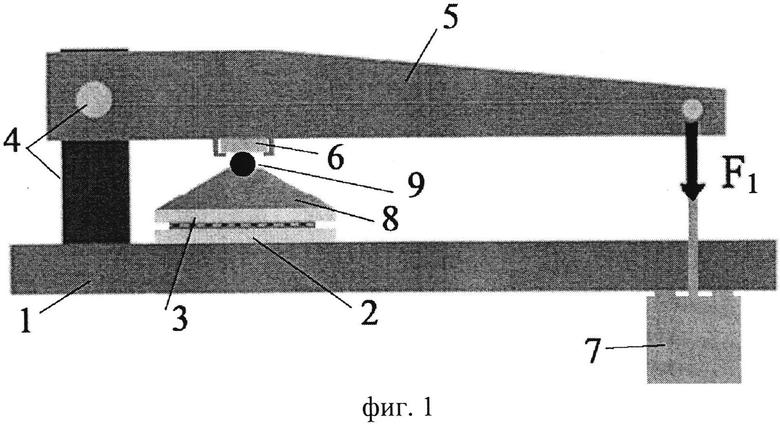
1. Соединительный пресс для матриц большого формата, состоящий из основания, на котором помещена нижняя платформа для расположения на ней матриц большого формата, верхней платформы для передачи усилия сжатия на матрицы большого формата, отличающийся тем, что он содержит блок усиления сдавливающего усилия, состоящий из осевой конструкции, усилительного рычага с расположенным на нем подвижным элементом самоформирования углубления для приложения усилия сжатия, пневматического блока, а также конусного элемента передачи усилия сжатия, свободно расположенного на матрице большого формата, состоящего из конуса с нижним плоским основанием и опорного шарика диаметром, в 14-60 раз меньшим диаметра основания конусного элемента передачи усилия сжатия, при этом твердость материала опорного шарика должна быть не менее чем в 12 раз больше твердости материала подвижного элемента самоформирования углубления для приложения усилия сжатия.
2. Соединительный пресс по п. 1, отличающийся тем, что основание выполнено из металла.
3. Соединительный пресс по п. 1, отличающийся тем, что нижняя платформа для расположения на ней матриц большого формата и верхняя платформа для передачи усилия сжатия на матрицы большого формата выполнены из сапфира.
4. Соединительный пресс по п. 1, отличающийся тем, что конус с нижним плоским основанием выполнен из металла.
5. Соединительный пресс по п. 1, отличающийся тем, что подвижный элемент самоформирования углубления для приложения усилия сжатия выполнен из алюминия, или отожженной меди, или олова.
| МНОГОКОНТАКТНОЕ ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕ | 2002 |
|
RU2207661C1 |
| МНОГОКОНТАКТНОЕ ГИБРИДНОЕ СОЕДИНЕНИЕ | 2008 |
|
RU2383966C1 |
| WO 2001007506 A2 01.02.2001 | |||
| WO 2010043966 A2 22.04.2010. | |||

