Изобретение относится к изготовлению необожженных огнеупорных продуктов в виде прессованных формовок для получения огнеупорной кладки, далее называемой также футеровкой, или обмуровкой, или обкладкой, в промышленной печи большого объема, в которой в окислительной или по существу окислительной атмосфере обжигают цемент, известь, оксид магния или долому. Изобретение относится также к полученной в результате этого применения промышленной печи большого объема. Выражение "по существу окислительная атмосфера" должно означать, что при эксплуатации промышленной печи кладка основную часть времени будет подвергаться действию окислительной атмосферы и лишь периодически также нейтральной атмосферы.
Цемент, известь, оксид магния или долому обжигают во вращающихся трубчатых печах или шахтных печах большого объема в окислительной или по существу окислительной атмосфере, футеровка таких печей состоит, как правило, из обожженных огнеупорных продуктов.
В ЕР 1599697 A1 предлагается применять необожженные кирпичи из огнеупорного материала для футеровки промышленных печей больших объемов в промышленности цемента, извести, доломита и магнезита, которые в обращенной к пламени поверхностной области футерованной стены содержат углеродные носители в форме графита или сажи и, кроме того, углерод, происходящий из углеродсодержащего вяжущего. Кирпичи могут состоять из различных огнеупорных материалов и помимо MgO содержать, наряду с прочим, также шпинели.
Углеродные носители, в частности графит, придают известным кирпичам нежелательно высокую теплопроводность, так что требуются меры для защиты всегда имеющегося металлического кожуха печи. Кроме того, графит удорожает огнеупорный продукт. Кроме того, графит делает поверхность кирпичей гладкой, что мешает каменщикам при укладке футеровки печи из-за опасности скольжения. Кроме того, при длительном воздействии окислительной атмосферы на углеродную связь в кирпиче, несмотря на присутствие антиоксидантов, которые должны защищать углерод от окисления, вяжущая сила структуры ослабляется или даже теряется уже при относительно низких температурах, из-за чего существенно ухудшается прочность структуры кирпичей.
AT 171428 В сообщает о применении, наряду с прочим, в цементных вращающихся печах необожженных кирпичей из некислого огнеупорного материала, которые в качестве вяжущего содержат соединения оксида магния с углекислотой вследствие обработки углекислым газом.
В настоящее время промышленные печи большого объема для получения цемента, извести, оксида магния и доломы футеруют обожженными огнеупорными продуктами на основе MgO и/или СаО в виде обожженных кирпичей. Эти обожженные кирпичи представляют собой:
магнезиохромитные кирпичи
магнезиально-шпинельные и шпинельные кирпичи
кирпичи из диоксида циркония, стабилизированного оксидом магния, и циркония, стабилизированного оксидом магния
кирпичи из магнезиального герцинита и магнезиального галаксита
доломитовые, доломит-магнезитовые и известковые кирпичи
форстеритные и оливиновые кирпичи
кирпичи из магнезиального форстерита
кирпичи из магнезиального плеонаста
магнезитовые кирпичи
(Gerald Routschka, Hartmut Wuthnow: Карманный справочник "Feuerfeste Werkstoffe" (Огнеупорные материалы), 4 изд., 2007, Vulkan-Verlag, с.171-185 и 197-235).
В области огнеупорных продуктов различают в соответствии с классификацией магнезиально-шпинельные кирпичи, которые содержат по меньшей мере 40 мас. % MgO, шпинельные кирпичи, содержащие более 20 мас. % и менее 40 мас. % MgO. Сырьем служат спеченные шпинели и плавленые шпинели.
К группе шпинели в рамках применения согласно изобретению относятся также минералогические композиции герцинит, галаксит, плеонаст.
Огнеупорные кирпичи, образованные из гранулята огнеупорных материалов, обычно требуют связки между частицами гранулята, чтобы сохранить стабильность формы кирпича. При комнатной температуре для придания формы основным огнеупорным кирпичам, например, на основе MgO для цементной промышленности используется, как правило, органическое вяжущее, например, из лигносульфоната или кислого крахмального раствора или же из синтетической смолы.
После формообразования посредством прессования прессованный кирпич сохраняет стабильность формы, пригоден для обращения и укладки в печную вагонетку. Затем проводится сушка, чтобы удалить жидкую воду, а после этого обжиг. При этом обжиге, проходящем окислительно, органическое вяжущее выгорает. Хотя остатки вяжущего могут обнаруживаться до температур максимум примерно 1000°C, но вяжущая сила теряется уже примерно с 400°C. Поэтому говорят о временном вяжущем или о временной связке. Однако прочности кирпича все же достаточно, чтобы провести его через процесс обжига. Керамическое спекание, которое придает обожженному кирпичу его прочность для применения в футеровке промышленной печи, начинается, в зависимости от огнеупорного материала, при примерно 900°C, при этом скорость спекания повышается с температурой и зависит также от продолжительности обжига. В таком случае после обжига имеется полностью керамическая связка по всей структуре кирпича в результате спекания, органические фракции в соединении больше не встречаются, так как углерод полностью сгорел.
Известные, применяющиеся в настоящее время вышеназванные обожженные огнеупорные продукты имеют тот недостаток, что их получение очень трудоемко, так как после прессования должен проводиться процесс обжига. Помимо того, что этот процесс обжига очень энергоемкий, он может приводить к множеству дефектов, а именно к так называемым дефектам обжига. В этой связи можно назвать, например, трещины, прогар, стекание и коробление. Кроме того, естественно имеющаяся неоднородность распределения температуры в обжиговой печи приводит к различию свойств кирпичей, даже если состав необожженных кирпичей перед обжигом одинаков. Таким образом, могут происходить нежелательные колебания свойств кирпичей, например прочности, пористости, упругости. Кроме того, не гарантируется достаточное соблюдение заданных размеров от кирпича к кирпичу, так как из-за разной усадки при обжиге происходит изменение формы кирпичей.
Задачей изобретения является, в частности, по существу устранить недостатки указанных известных, обожженных и необожженных графитсодержащих огнеупорных продуктов на основе MgO и/или СаО и с меньшими затратами получить не содержащие графита огнеупорные продукты с соответствующей меньшей теплопроводностью, при гарантии выдерживания заданных размеров от кирпича к кирпичу, и обеспечить достаточную прочность структуры для огнеупорного продукта in situ, то есть при работе промышленной печи с огневым разогревом, независимо от температуры.
Эта задача решена признаками пункта 1 и пунктов 8 и 9. Предпочтительные усовершенствования изобретения охарактеризованы в зависимых пунктах.
Согласно одному варианту осуществления изобретения, применяются необожженные кирпичи из частиц огнеупорного материала или смеси по меньшей мере двух огнеупорных материалов, которые ранее применялись для вышеописанных обожженных кирпичей, и из них прессуются кирпичи.
Исходные огнеупорные материалы для вышеуказанных известных обожженных огнеупорных продуктов специалисту известны. Кроме того, они описаны в указанном месте вышеуказанного справочника. Точные указания на определенные составы предлагаемых изобретением необожженных продуктов в рамках изобретения не требуются, так как производители используют для своих огнеупорных продуктов собственные рецептуры и грануляты. Точные данные в рамках настоящего изобретения также нецелесообразны, так как речь идет не о конкретной рецептуре, а об изменениях рецептуры, согласно изобретению, в отношении вяжущего и усилия прессования, а также в известных случаях о термообработке после прессования.
Согласно прежнему уровню знаний, необожженные огнеупорные материалы или смеси материалов для вышеописанных обожженных кирпичей не годятся для получения из них в обычных, в отношении давления и типа установок, условиях прессования кирпичей, которые в необожженном состоянии были бы применимы, в соответствии с их прочностью и реакциями компонентов структуры, in situ при обжиге цемента, извести, оксида магния или доломы для футеровки указанных промышленных печей и которые гарантировали бы такую же прочность и другие прочностные характеристики, что и получаемые из этих материалов обожженные огнеупорные продукты. Это объясняется, во-первых, тем, что не настроены целенаправленно способы получения, в частности, не установлены подходящие, определяемые эмпирически давления прессования, подходящая сушка и подходящий отжиг. Кроме того, это, в частности, объясняется также тем, что гранулят не содержит соответствующей изобретению комбинации нескольких зависящих от температуры типов вяжущих, которая благодаря по меньшей мере одному первому временному вяжущему гарантирует, как правило, в результате сушки и/или отжига после прессования, уже в диапазоне температур от 90 до 400, в частности от 150 до 300°C, достаточную для обращения и возведения футеровки прочность и в которой предусмотрено по меньшей мере одно второе временное вяжущее для обеспечения достаточной прочности in situ в диапазоне температур от 300 до 1000, в частности от 400 до 900°C. В диапазоне еще более высоких температур частицы огнеупорных материалов образуют соответствующую их материалу керамическую связку.
Необожженные огнеупорные продукты согласно изобретению должны в течение длительного времени выдерживать in situ или переносить без ущерба для их прочности имеющийся в их объеме значительный перепад температур между их обращенной к внутреннему пространству печи стороне и обращенной к кожуху печи стороне, при котором температура меняется от высоких температур с внутренней стороны футеровки печи, например 1500°C, до почти комнатной температуры с внешней стороны от футеровки.
Обожженные кирпичи вследствие их обжига имеют по существу керамическую связку, которая не вызывает в этом отношении никаких проблем in situ.
При керамическом обжиге частиц огнеупорных материалов с получением обожженных кирпичей, который осуществляется в печи для обжига керамики, начиная, как правило, с примерно 900°C, образуется в качестве керамической связки характерная огнеупорная структура, например, в результате спекания, превращений, твердофазных реакций, рекристаллизации, образования жидких фаз расплава, а также процессов растворения и осаждения. Напротив, предлагаемые изобретением необожженные, изготовленные с первым временным вяжущим кирпичи в обращенных к пламени поверхностных зонах in situ, то есть в отапливаемой промышленной печи, создают посредством по меньшей мере одного второго временного вяжущего промежуточные связующие ступени и в конце концов также керамическую связку и структуру, которая в основном совпадает со структурой обожженных кирпичей, но не совсем идентична, так как наряду с температурой и временем (тепловая энергия) на минералы огнеупорных материалов в обращенных к пламени поверхностных зонах необожженных кирпичей влияют in situ атмосфера промышленной печи и компоненты сырья для получения цемента, извести, оксида магния и доломы, которые соприкасаются с кирпичами.
Неожиданно оказалось, что влияние этих параметров промышленной печи in situ в сочетании с комбинацией вяжущих согласно изобретению может существенно способствовать улучшению свойств применяемых согласно изобретению огнеупорных необожженных продуктов по сравнению с образованными из таких же материалов обожженными огнеупорными продуктами. По-видимому, эти параметры, в частности парциальное давление кислорода, влияют уже на образующуюся in situ минеральную структуру керамической связки в поверхностной зоне таким образом, что отсутствуют, например, обусловленные минералогически изменения объема кирпича, которые могли бы привести к его разрушению.
Изобретение дает необожженные кирпичи с обычными размерами (Карманный справочник, с. 30, 31), которые имеют in situ достаточную, сохраняющуюся в кладке прочность, независимо от того, какой температуре и какому перепаду температур они подвергаются. Так как кирпичи, например, в цементных печах типично подвергаются перепаду температур (горячая сторона примерно 1450°C, холодная сторона примерно 300°C), их связка подстраивается так, чтобы в любое время имелась достаточная прочность во всем кирпиче. На горячей стороне, которая, как правило, подвергается температурам >1200°C и которая имеет такие температуры в зоне горячей стороны толщиной, например, до 5 см, происходит спекание, так что там in situ образуется керамическая связка. В зоне холодной стороны, которая имеет, например, температуры <400°C и может иметь толщину, например, до 5 см, отсчитываемую от основания кирпича, вышеописанная временная органическая связка первого вяжущего вносит свой вклад в прочность, тем самым, там оно является, согласно изобретению, не временным, а длительного действующим вяжущим. Таким образом, если бы не имелось второго временного вяжущего, как предлагается настоящим изобретением, прочность лежащей между этими зонами центральной зоны кирпича оказалась бы в "яме", так как временной органической связки первого вяжущего больше бы не было, а спекание еще не могло произойти.
Согласно изобретению, применяются, в частности, следующие необожженные, не содержащие графита, содержащие по меньшей мере одно первое временное и по меньшей мере одно второе временное вяжущее огнеупорные продукты в форме необожженных, прессованных фасонных кирпичей:
магнезиохромит
магнезиальная шпинель
шпинель
диоксид циркония, стабилизированный оксидом магния
цирконий, стабилизированный оксидом магния
магнезиальный герцинит
магнезиальный галаксит
доломит, доломит-магнезия
оксид кальция
форстерит
оливин
магнезиальный форстерит
магнезиальный плеонаст
оксид магния
Как уже указывалось выше, для продуктов можно применять известные рецептуры, и каждый производитель может исходить из привычных для него рецептур, так что для осуществимости изобретения не требуются делать никаких более точных указаний состава.
Существенно, что из этих рецептур прессованием получают кирпичи, которые имеют прочность на сжатие выше 20 МПа, предпочтительно от 30 до 130 МПа, в частности от 40 до 120 МПа, в высшей степени предпочтительно от 50 до 100 МПа, предпочтительно после термообработки после прессования, и полученное в результате этого упрочнение обеспечивается временной связкой первым вяжущим.
Указанных прочностей достигают, например, следующими мерами, по отдельности или в комбинации:
а) Гранулометрический состав частиц материала
Предпочтительно следует стремиться к гранулометрическому распределению согласно Fuller, Furnas или Litzow. Для повышения стойкости к изменениям температуры можно также предусмотреть разрывы в гранулометрическом составе, которые сами по себе известны.
b1) Формование кирпичей прессованием
Предпочтительно применяются гидравлические прессы, или винтовые прессы, или ударные прессы, или коленчатые прессы, или вакуумные прессы, или изостатические прессы, или также виброуплотнительные машины при давлении прессования, например, от 50 до 250, в частности от 80 до 200 МПа.
b2) Уплотнение смесей при применении неформованных масс, например, путем вибрации, трамбовки, потряхивания.
с) Термообработка
c1) Сушка
Смеси материалов с вяжущими, как правило, содержат жидкости, например, из вяжущих, и/или влагосодержание, которые в результате сушки, в частности, при температуре от 90 до 400°C, например, после прессования или после укладки кирпичей в промышленных печах, или после укладки неформованной массы в промышленной печи, до воздействия собственно огневого разогрева, удаляют предпочтительно полностью или до остаточного содержания ниже 0,8 вес.%, в частности ниже 0,5 вес.%. Это остаточное содержание может включать, в зависимости от применения, пленочную воду и в известных случаях химически связанную кристаллизационную воду.
c2) Отжиг
Если смеси материалов с вяжущими содержат соответствующие временные вяжущие, которые проявляют свои свойства как вяжущее только в результате отжига, перед применением кирпичей или, в случае неформованной массы, после завершения обмуровки проводится отжиг в диапазоне температур ниже 1000°C, в частности от 200 до 800°C.
d) Вяжущее
Применяется по меньшей мере одно первое временное вяжущее, которое обеспечивает сохранение достаточной прочности необожженных кирпичей для обращения с ними при комнатной температуре после термообработки и до, например, 500°C во всем кирпиче по меньшей мере до начала вяжущего действия второго временного вяжущего in situ при более высоких температурах, например, в диапазоне температур от 300 до 1000°C. Второе временное вяжущее обеспечивает достаточную прочность до образования керамической связки, которая начинается, как правило, при 900°C. Понятно, что температурные диапазоны конечного вяжущего действия первого временного вяжущего могут пересекаться с температурными диапазонами второго временного вяжущего, а температурный диапазон второго временного вяжущего может также пересекаться с началом керамической связки. Термин "временное" означает, что вяжущая сила вяжущего исчезает при воздействии высоких температур, например, выше 400°C для первого вяжущего, а для второго вяжущее оно может исчезнуть, например, при температуре выше 900°C, в частности выше 1000°C, или при появлении керамической связки.
Согласно изобретению, в качестве первого временного вяжущего используется по меньшей мере одно вяжущее из следующей группы:
лигносульфонат, синтетическая смола, деготь, пек, новолачная смола, декстрин, обычные органические кислоты (например, лимонная кислота, яблочная кислота, уксусная кислота), поливиниловый спирт, гуммиарабик, сахаридные композиции, а также их смеси, в частности, также с фосфорной кислотой и/или фосфатами,
при этом, в частности, по меньшей мере одно вяжущее из следующей группы:
лигносульфонат, синтетическая смола, органические кислоты, поливиниловый спирт, в частности, также смеси с фосфорной кислотой и/или фосфатами,
и совсем предпочтительно, из следующей группы:
лигносульфонат, синтетическая смола, в частности, также смеси с фосфорной кислотой и/или фосфатами.
В качестве второго временного вяжущего применяется по меньшей мере одно вяжущее из следующей группы:
металлические порошки Al, Mg, Si, Fe и их сплавов, SiC, В4С, Si3N4, AlN, BN, сиалон, мелкозернистые минеральные материалы, например, MgO, шпинель, глинозем, оксид циркония, диоксид кремния, в частности, микрокремнезем, алюминаты кальция, алюмосиликаты и глины, железосодержащие соединения, в частности, соединения, содержащие оксид железа, например, магнетит, гематит, гетит, лимонит, сидерит,
при этом, в частности, по меньшей мере одно вяжущее из следующей группы:
Al, Mg, Si, Fe, мелкозернистые минеральные материалы, например, шпинель, глинозем, оксид циркония, железосодержащие соединения, например, магнетит, гематит,
и, наиболее предпочтительно, из следующей группы:
At, Fe, минеральные материалы, например, глинозем, оксид циркония, железосодержащие соединения, например, магнетит, гематит.
Первое временное вяжущее применяется, как правило, в жидком виде, а также как порошковая добавка, в этом случае с дисперсностью <150 мкм, в частности <90 мкм, и при этом, в частности, в содержании от 0,5 до 8 вес. %, в частности от 1 до 4 вес. %, в расчете на сухие частицы огнеупорных материалов.
Второе временное вяжущее применяется с дисперсностью <150 мкм, в частности <90 мкм, и при этом, в частности, в содержании от 0,5 до 15 вес. %, в частности от 1 до 10 вес. %, в расчете на сухие частицы огнеупорных материалов.
Так как кирпичи для промышленных печей большого объема больше не нужно обжигать, их свойства являются существенно более однородными. В отдельных случаях прочность этих продуктов при применении в течение более долгого срока выше, чем у обожженных продуктов. Можно избежать недостатков обожженных кирпичей. Можно гарантировать значительную точность соблюдения размеров, так как предотвращаются дефекты обжига, в результате чего значительно облегчается кладка кирпичей. Кроме того, благодаря применению необожженных кирпичей и формующихся масс получается значительная экономия энергии.
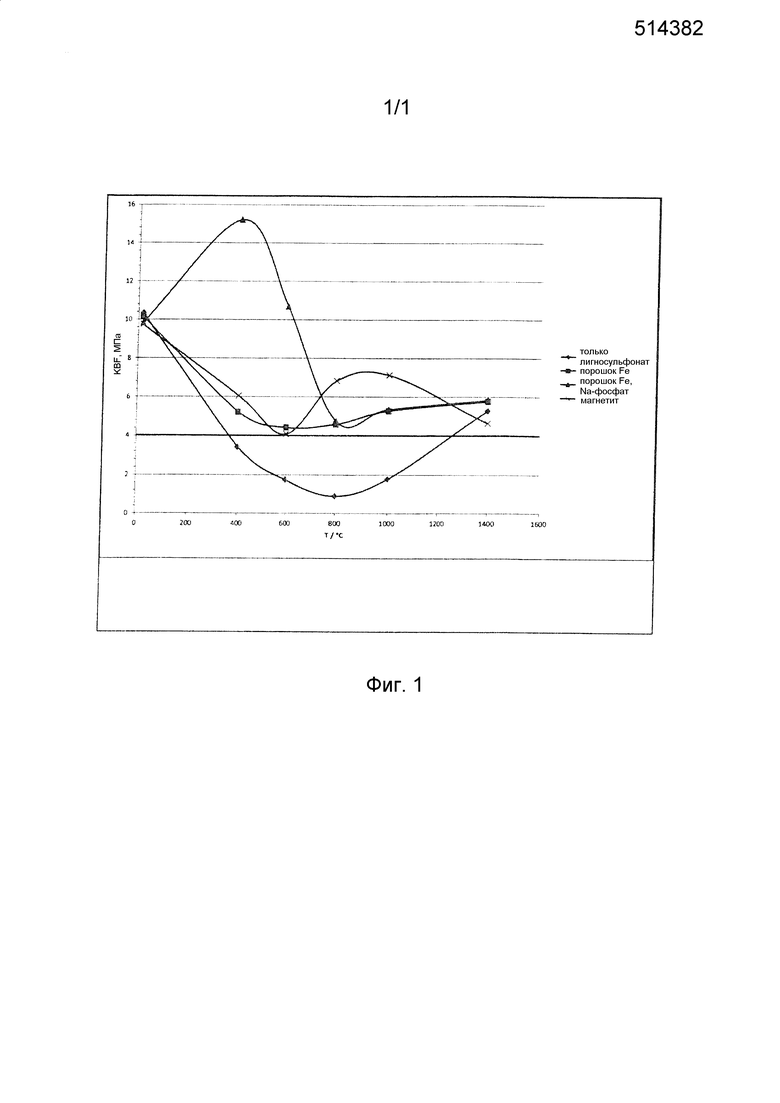
Чтобы количественно оценить вяжущие, ранжированные в зависимости от температуры связки, готовят, например, кирпичи из магнезиальной шпинели. Смеси на основе магнезии и шпинели, имеющие гранулометрический состав согласно Fuller, соединяют с первым временным органическим вяжущим лигносульфонатом и вторым временным вяжущим в виде металлического порошка и фосфатного связующего, и смеси прессуют с давлением прессования 130 МПа в кирпичи с размерами кирпичей В 622 для цементных печей (согласно инструкции WE 9 Объединения немецких цементных заводов, Дюссельдорф, май 1966). Затем эти кирпичи обжигают при различных температурах, а именно при 400, 600, 800, 1000, 1400°C. После охлаждения определяется прочность при изгибе в холодном состоянии (KBF) согласно DIN EN 993-6 как мера связки структуры. Если достаточной связки не имеется, то прочность при изгибе в холодном состоянии будет <1 МПа, то есть кирпич быстро разломится, и не годится для применения. Если, напротив, образуется связь, которая удовлетворяет требованиям, например, для вращающихся цементных печей, то получается прочность, которая должна соответствовать по порядку величины прочности при изгибе в холодном состоянии обожженных кирпичей, то есть показывать при испытании>4 МПа для всех температур.
Прочность на сжатие в холодном состоянии (KDF), определенная согласно норме DIN EN 993-5, имеет похожую тенденцию, но этот параметр описывает связку в структуре менее точно.
В следующей таблице представлены свойства огнеупорных кирпичей.

Как таблица, так и фиг. 1, полученная со значениями из таблицы, четко показывают положительный эффект добавки железного порошка (как представителя Al, Mg, Si, Fe и их сплавов), благодаря которому можно значительно повысить прочность (колонка 2) по сравнению кирпичами, связанными только лигносульфонатом, после термообработки (колонка 1). Такой же эффект достигается добавлением мелкодисперсных минеральных веществ с дисперсностью ≤150 мкм, предпочтительно ≤90 мкм, представленных здесь магнетитом, благодаря чему можно значительно повысить прочность (колонка 4) по сравнению с кирпичами, связанными только лигносульфонатом после термообработки (колонка 1). Добавка фосфата натрия дополнительно повышает прочность (колонка 3).
В то время как кирпичи, связанные только лигносульфонатом, обнаруживают существенную нехватку прочности в диапазоне температур от 400°C до 1000°C (керамическое спекание станет заметным в области высокой прочности кирпичей при 1400°C), все другие кирпичи обнаруживает при всех температурах прочность, превышающую минимальное значение прочности на сжатие в холодном состоянии 4 МПа для обожженных кирпичей, см. фиг. 1.
Фиг. 1 показывает также, что следующая возможность состоит также в дополнительных комбинациях указанных вяжущих, например, в совместной добавке магнетита, порошка Fe и фосфата натрия, в результате чего дополнительно повышается прочность при примерно 800°C.
Изобретение относится к необожженным, не содержащим углерода прессованным огнеупорным продуктам в качестве обращенной к пламени огнеупорной футеровки промышленных печей большого объема для получения цемента, извести, оксида магния и доломы. Для изготовления огнеупорной футеровки получают смесь гранулята огнеупорных материалов, образующих при температурах выше 900°C керамическую связку, по меньшей мере одного первого временного вяжущего, которое обеспечивает связывание частиц гранулята в диапазоне температур от комнатной температуры до 500°C, и по меньшей мере одного второго временного вяжущего, которое обеспечивает связывание частиц гранулята в диапазоне температур от 300 до 1000оС. Отпрессованные из смеси кирпичи имеют прочность на сжатие в холодном состоянии более 20 МПа и представляют собой магнезиохромитные кирпичи, магнезиально-шпинельные и шпинельные кирпичи, кирпичи из диоксида циркония, стабилизированного оксидом магния, и циркония, стабилизированного оксидом магния, кирпичи из магнезиального герцинита и магнезиального галаксита, доломитовые, доломит-магнезитовые и известковые кирпичи, форстеритные и оливиновые кирпичи, кирпичи из магнезиального форстерита, кирпичи из магнезиального плеонаста, магнезитовые кирпичи. В качестве первого временного вяжущего используют лигносульфонат, синтетическую смолу, пек, декстрин, органические кислоты в количестве 0,5-8 мас.%, а в качестве второго вяжущего - металлические Al, Mg, Si, Fe, мелкозернистые оксиды, алюминат кальция, глину и др. в количестве 0,5-15 мас.%. Технический результат изобретения - получение огнеупорных продуктов с меньшей теплопроводностью при гарантии выдерживания заданных размеров, а также с повышенной прочностью при работе промышленной печи независимо от температуры. 3 н. и 18 з.п. ф-лы, 1 табл., 1 ил.
1. Способ изготовления огнеупорной футеровки, работающей в окислительной или по существу окислительной атмосфере промышленной печи большого объема, в которой производят цемент, известь, оксид магния или долому, включающий следующие этапы:
- изготовление смесей, содержащих
соответствующие грануляты образующих при температурах выше 900°C керамическую связку огнеупорных материалов для изготовления следующих типов кирпичей: магнезиохромитные кирпичи; магнезиально-шпинельные и шпинельные кирпичи; кирпичи из диоксида циркония, стабилизированного оксидом магния, и циркония, стабилизированного оксидом магния; кирпичи из магнезиального герцинита и магнезиального галаксита; доломитовые, доломит-магнезитовые и известковые кирпичи; форстеритные и оливиновые кирпичи; кирпичи из магнезиального форстерита; кирпичи из магнезиального плеонаста; магнезитовые кирпичи,
по меньшей мере одно первое временное вяжущее, которое обеспечивает связывание частиц гранулята в диапазоне температур от комнатной температуры до 500°C,
по меньшей мере одно второе временное вяжущее, которое обеспечивает связывание частиц гранулята в диапазоне температур от 300 до 1000°C,
- изготовление не содержащих графит кирпичей с прочностью на сжатие в холодном состоянии более 20 МПа из смесей посредством прессования,
- укладка не содержащих графит кирпичей в необожженном состоянии в качестве располагаемой с огненной стороны огнеупорной футеровки в промышленную печь большого объема.
2. Способ по п. 1, отличающийся тем, что огнеупорные исходные материалы образуют керамическую связку при температурах выше 1000°C.
3. Способ по п. 1, отличающийся тем, что первое временное вяжущее обеспечивает связывание частиц гранулята в диапазоне температур от комнатной температуры до 400°C.
4. Способ по п. 1, отличающийся тем, что второе временное вяжущее обеспечивает связывание частиц гранулята в диапазоне температур от 400 до 900°C.
5. Способ по п. 1, отличающийся тем, что кирпичи имеют прочность на сжатие в холодном состоянии между 30 и 130 МПа.
6. Способ по п. 1, отличающийся тем, что кирпичи имеют прочность на сжатие в холодном состоянии между 40 и 120 МПа.
7. Способ по п. 1, отличающийся тем, что гранулят имеет гранулометрический состав согласно Litzow, Fuller или Furnas.
8. Способ по п. 1, отличающийся тем, что кирпичи имеют обычные размеры кирпичей и их прессуют при давлениях прессования от 50 до 250 МПа.
9. Способ по п. 8, отличающийся тем, что кирпичи прессуют при давлениях прессования от 80 до 200 МПа.
10. Способ по п. 1, отличающийся тем, что кирпичи перед применением подвергают обработке при температурах от 90 до 400°C до содержания жидкости ниже 0,8 вес.%.
11. Способ по п. 10, отличающийся тем, что кирпичи перед применением подвергают обработке при температурах от 100 до 350°C.
12. Способ по п. 10, отличающийся тем, что кирпичи перед применением подвергают обработке до содержания жидкости ниже 0,5 вес.%.
13. Способ по п. 1, отличающийся тем, что кирпичи перед применением или in situ отжигают в диапазоне температур ниже 1000°C.
14. Способ по п. 13, отличающийся тем, что кирпичи перед применением или in situ отжигают в диапазоне температур от 200 до 800°C.
15. Способ по п. 1, отличающийся тем, что в качестве первого временного вяжущего используют вяжущее из следующей группы:
лигносульфонат, синтетическая смола, деготь, пек, новолачная смола, декстрин, органические кислоты (например, лимонная кислота, яблочная кислота, уксусная кислота), поливиниловый спирт, гуммиарабик, сахаридные композиции, а также их смеси, предпочтительно также с фосфорной кислотой и/или фосфатами, в частности, в виде жидкости в количестве от 0,5 до 8 вес.%, в расчете на сухой материал или на сухие смеси огнеупорных материалов, при этом в случае порошковой добавки, в частности, с дисперсностью <150 мкм.
16. Способ по п. 15, отличающийся тем, что порошковая добавка имеет дисперсность <90 мкм.
17. Способ по п. 1, отличающийся тем, что в качестве второго временного вяжущего используют по меньшей мере одно вяжущее из следующей группы:
Al, Mg, Si, Fe и их сплавы, SiC, В4С, Si3N4, AlN, BN, сиалон, мелкозернистые минеральные материалы, например, MgO, шпинель, глинозем, оксид циркония, диоксид кремния, в частности микрокремнезем, алюминаты кальция, алюмосиликаты и глины, железосодержащие соединения, в частности соединения, содержащие оксид железа, например магнетит, гематит, гетит, лимонит, сидерит, в частности, в количестве от 0,5 до 15%, в расчете на сухой материал или на сухие смеси огнеупорных материалов, причем, в частности, имеющие дисперсность <150 мкм.
18. Способ по п. 17, отличающийся тем, что второе временное вяжущее содержится в количестве от 1 до 4%.
19. Способ по п. 17, отличающийся тем, что дисперсность составляет <90 мкм.
20. Промышленная печь большого объема, оснащенная и предназначенная для получения цемента, извести, оксида магния или доломы и футерованная согласно способу по одному из пп. 1-19.
21. Необожженный, не содержащий графита полученный прессованием огнеупорный кирпич, подходящий для изготовления способом по одному из пп. 1-19, из гранулята по меньшей мере одного материала из следующих огнеупорных материалов:
магнезиохромит,
магнезиальная шпинель,
шпинель,
диоксид циркония, стабилизированный оксидом магния,
цирконий, стабилизированный оксидом магния,
магнезиальный герцинит,
магнезиальный галаксит,
доломит, доломит-магнезия,
оксид кальция,
форстерит,
оливин,
магнезиальный форстерит,
магнезиальный плеонаст,
оксид магния,
причем огнеупорный кирпич имеет прочность на сжатие в холодном состоянии в соответствии с одним из пп. 1, 5 или 6, и масса для кирпича содержит вяжущее в соответствии с одним из пп. 15-19.
| БУТТ Ю.М | |||
| и др | |||
| "Технология вяжущих веществ", Москва, Высшая школа, 1965,с.362, абзац 2, 364-365 | |||
| Огнеупорная бетонная смесь | 1979 |
|
SU817009A1 |
| Центробежный пулемет | 1927 |
|
SU7109A1 |
| Способ получения футеровочного кирпича для цементных вращающихся печей | 1937 |
|
SU51938A1 |
| ОГНЕУПОРНАЯ БЕТОННАЯ СМЕСЬ (ВАРИАНТЫ) | 2003 |
|
RU2239612C1 |
| 1971 |
|
SU414235A1 | |
| Бетонная смесь для изготовления теп-лОизОляциОННыХ издЕлий | 1979 |
|
SU817011A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |

