Изобретение относится к грубокерамическому огнеупорному изделию по меньшей мере из одного огнестойкого материала. Кроме того, изобретение относится к изготовлению изделия и его применению.
Соответствующие изобретению грубокерамические огнеупорные изделия представляют собой керамические обожженные или необожженные, формованные, в частности, прессованные, изготовленные на керамической фабрике или произведенные пользователем монолитные изделия, которые как таковые применяются в промышленных обжиговых или плавильных установках, или в других отапливаемых индустриальных установках, например, в большеобъемных промышленных печах, для огнестойкой футеровки.
Термин «огнеупорный» в рамках изобретения не должен ограничиваться определением согласно стандартам ISO 836 и, соответственно, DIN 51060, которые регламентируют огнестойкость (температуру падения пирометрического конуса) >1500°С. Скорее, термин должен иметь отношение к изделию, которое используется для защиты конструкционных элементов в установках, в которых преобладают температуры между 600 и 2000°С, в частности, между 1000 и 1800°С.
В отношении огнестойких материалов специалисту известно, что они основываются на шести огнестойких базовых оксидах, а также углероде и огнестойких углеродных соединениях, которые, например, указаны и классифицированы в практическом руководстве авторов Gerald Routschka и Hartmut Wuthnow «Feuerfeste Werkstoffe» («Огнеупорные материалы»), 5-ое издание, издательство Vulkan-Verlag, (впоследствии называемом только «Практическим руководством»), стр. 1-7. Кроме того, там приведены важнейшие варианты применения изготовленных из огнестойких материалов изделий.
Изобретение имеет дело с общеизвестным изготовлением грубокерамических огнеупорных изделий согласно Практическому руководству, стр. 15-20. В частности, соответствующие изобретению сформованные и в особенности прессованные огнеупорные изделия должны иметь приспособленный для цели применения предел прочности на сжатие в холодном состоянии, который, в частности, должен быть высоким также для простоты обращения с ними при их изготовлении и после него, и также еще и после изменений температуры. Кроме того, они должны обеспечивать термостабильность при эксплуатационных температурах, коррозионную стойкость, устойчивость к тепловому удару, хорошую упругость структуры, согласованное размягчение под давлением, низкую газопроницаемость и высокую прочность на изгиб при высоких температурах.
Более того, соответствующие изобретению изделия должны быть пригодными в качестве рабочей футеровки, то есть, в качестве облицовки со стороны воздействия огня и, соответственно, внутренней стороны установки, и при этом соответствующими данным конкретным требованиям, но к тому же иметь меньшую теплопроводность в каждом случае по сравнению с применяемыми до сих пор для этого изделиями.
Из патентного документа DE 10 2006 040 269 В4 известны грубокерамические огнеупорные изделия в каждом случае из различных огнестойких материалов, которые по возможности применимы в качестве рабочей футеровки, и благодаря высокой открытой пористости имеют, пожалуй, относительно низкую теплопроводность. Эти известные изделия, как также многие другие находящиеся на рынке известные изделия для огнеупорной рабочей футеровки с меньшей пористостью, имеют свойство вырастать в объеме при повышении температуры, и, как правило, обратимо сокращаться при последующем снижении температуры, что регулярно испытывается после их изготовления и перед их применением, например, согласно стандарту DIN-EN 993-19. Это свойство также обозначается термином «обратимое тепловое расширение». Этому поведению противодействуют размещением соответствующих так называемых компенсационных швов в огнеупорной кладке или в огнестойкой монолитной облицовке. («Монолитный» в рамках изобретения означает, что футеровка была изготовлена на месте из бесформенной обработанной сырой массы, например, сырой массы для жаростойкого бетона).
Однако многие известные грубокерамические огнеупорные изделия, будучи размещенными в отапливаемой установке, изменяют свой объем in-situ при колебаниях температуры не только обратимо, но также и необратимо, вследствие чего происходит так называемая необратимая последующая усадка. Эта последующая усадка обусловливается, например, неполным спеканием, фазовыми превращениями или химическими реакциями в формованных или неформованных изделиях.
Вследствие последующей усадки, результатом которой является до сих пор неизбежное необратимое изменение объема, раскрываются швы между огнеупорными изделиями в футеровке установки. Это приводит к ослаблению и нестабильности кладки рабочей футеровки или огнеупорной монолитной рабочей футеровки или, соответственно, облицовки. Последующая усадка огнеупорных изделий проверяется согласно стандарту DIN-EN 993-10, чем определяются необратимые изменения длины.
Задачей изобретения является по меньшей мере явное сокращение последующей усадки грубокерамических, пригодных для рабочей футеровки, склонных к последующей усадке огнеупорных изделий, а именно, без недопустимого влияния на их в каждом случае рассчитанные на применение свойства, например, такие как заданный предел прочности на сжатие в холодном состоянии (механическая характеристика), в данной ситуации заданная прочность во время приложения термической и механической нагрузки (термомеханическая характеристика), а также in-situ способность противостоять химическому воздействию (термохимическая характеристика). При этом, в частности, обеспечивается к тому же меньшая теплопроводность сравнительно с обычно используемыми до сих пор, имеющими относительно высокую теплопроводность облицовками рабочей футеровки.
До настоящего времени сокращение теплопроводности огнеупорных футеровок достигалось главным образом многослойными конфигурациями футеровки из эксплуатационных и изоляционных слоев. В особенности в подвижных установках, например, таких как вращающиеся цементные трубчатые печи, многослойная футеровка особенно чувствительна в механическом отношении и предрасположена к разрушению. Кроме того, монтаж является дорогостоящим. Чтобы избежать обусловленных так называемой футеровкой с промежуточным слоем ненадежностей при эксплуатации, не является необычной сборка рабочей футеровки без изоляционного слоя. Но с этим связаны создающие высокие нагрузки на материал облицовки установки температуры и высокие тепловые потери.
Поэтому цель настоящего изобретения состоит также в создании грубокерамических, в частности, формованных прессованием огнеупорных изделий с пониженной теплопроводностью благодаря более высокой пористости, которые, как было указано выше, применимы в качестве рабочей футеровки по механическим, термомеханическим и термохимическим параметрам, и при этом обеспечивают необходимые свойства, по меньшей мере сравнимые со свойствами грубокерамических огнеупорных изделий с более низкой пористостью, причем одновременно также должна быть по меньшей мере сокращена последующая усадка.
Соответствующая изобретению задача решается признаками Пунктов 1, 10 и 19 патентной формулы. Предпочтительные варианты осуществления изобретения охарактеризованы в зависимых от этих пунктов пунктах патентной формулы.
Изобретение представляет хотя и более высокопористые, но в отношении обжиговой усадки и последующей усадки тем не менее стабильные по объему, пригодные в качестве рабочей футеровки огнеупорные изделия, нежели такие, которые были известны согласно прототипу для рабочей футеровки. Соответствующие изобретению огнеупорные изделия, в сравнении с прототипом, например, согласно патентному документу DE 10 2006 040 269 В4, имеют явно сниженное содержание крупнозернистой фракции >0,5 мм, причем, однако, повышена доля фракции средней крупности с гранулометрическим составом от 0,1 до 0,5 мм, и также предпочтительно повышена доля так называемой порошковой фракции с величиной менее 0,1 мм. В рамках изобретения под «крупнозернистой фракцией» следует понимать диапазон зернистости >0,5 и, например, до 8, в частности, например, до 6 мм, и под «фракцией средней крупности» диапазон зернистости между 0,1 и 0,5 мм, причем доля <0,1 мм представляет собой порошковую или тонкозернистую фракцию. Гранулометрическим составом, помимо указанных новых улучшенных свойств в отношении обжиговой усадки, последующей усадки и пористости, также обусловливается в целом улучшенная технологичность обработки изготовленных из них прессуемых или, соответственно, формуемых масс, содержащих по меньшей мере один связующий материал, и/или по меньшей мере одну добавку, и/или по меньшей мере одну присадку, и/или воду, из которых изготавливаются необожженные и/или обожженные соответствующе изобретению огнеупорные изделия.
Согласно изобретению, сформованные грубокерамические, в частности, прессованные, соответствующие изобретению огнеупорные изделия тем самым отличаются, независимо от состава сырьевых материалов, открытой пористостью от 22 об.% до 45 об.%, в частности, от 23 об.% до 29 об.%, и, например, установленным с помощью соответствующего просеивания гранулометрическим составом огнестойкого материала, или, в случае многочисленных применяемых смешанными огнестойких материалов, смесью материалов, при которой доля фракции средней крупности с зернистостью между 0,1 и 0,5 мм составляет от 30 до 55, в частности, от 35 до 50 вес%, причем остальной гранулометрический состав изделия представляет собой тонкозернистую фракцию и/или крупнозернистую фракцию. Соответствующий изобретению гранулометрический состав предпочтительно отличается нормальным распределением зернистости материала или, при многих применяемых огнестойких материалах, смеси материалов после просеивания через соответственные сита следующим содержанием:
В керамических огнеупорных изделиях выявленные предельные значения гранулометрического состава по большей части представляют собой оптимальные предельные значения, которые - как знает специалист - при некоторых огнестойких материалах или смесях материалов могут отклоняться на±10% вниз и/или вверх с равнодействующими и равноценными результатами в отношении соответствующего изобретению технического решения соответствующей изобретению задачи.
Приведенные значения «вес%» (впоследствии также обозначаемые «масс%») относятся к гранулометрическому составу только огнестойкого материала или смеси огнестойких материалов, и не к другим величинам зернистости обычных дополнительно вносимых во второстепенных количествах компонентов соответствующего изобретению огнеупорного изделия и/или химических добавок или минеральных присадок, например, таких как антиоксиданты, которые в целом могут присутствовать в количествах максимально 10 вес%.
Соответствующие изобретению формованные грубокерамические, в частности, прессованные огнеупорные изделия, несмотря на высокую пористость, применимы в качестве рабочей футеровки в отапливаемой промышленной установке как замена обычных используемых до сих пор, так называемых плотных прессованных огнеупорных изделий, так как они имеют необходимые механические, термомеханические и термохимические характеристики рабочей футеровки.
Хотя это в общем известно, оказалось неожиданным, что многие обычные формованные и прессованные грубокерамические огнеупорные изделия, с которыми имеет дело изобретение, имеют открытую пористость только до около 21 об.%, когда должны быть обеспечены желательные, отрегулированные для применения свойства (в отношении пористости смотри Практическое руководство, стр. 127, Таблицу 4.43, для пористости кирпичей из магнезиальной шпинели, шпинели, магнезиально-циркониевых и магнезиально-цирконовых кирпичей). Эти обычные формованные грубокерамические прессованные огнеупорные изделия поэтому обозначаются как плотные огнеупорные изделия, сравнительно с огнеупорными теплоизоляционными изделиями с более высокой пористостью, которые называются теплоизоляционными или огнеупорными легковесными кирпичами, и имеют более высокую общую пористость по меньшей мере 45 об.% (Практическое руководство, стр. 211-214). Как известно, пористость оказывает значительное влияние на механические, термомеханические и термохимические свойства формованных грубокерамических огнеупорных изделий. Как правило, по мере возрастания пористости свойства резко изменяются (Практическое руководство, стр. 307, Фигура А17).
Неожиданно оказалось, что с соответствующими изобретению формованными грубокерамическими огнеупорными изделиями это не происходит или, соответственно, имеет место не в столь резко ощутимой степени, как будет еще подтверждено с помощью дополнительно описанных ниже примеров.
Соответствующий изобретению гранулометрический состав, который создает возможность регулирования высокой открытой пористости соответствующих изобретению формованных грубокерамических огнеупорных изделий из огнестойкого сырья прессованием при формовании, неожиданным путем обеспечивает также сокращение так называемой обжиговой усадки, которая, как правило, неизбежно происходит при керамическом обжиге отформованного сырого огнеупорного изделия, или в условиях керамического обжига соответствующего изобретению отформованного сырого огнеупорного изделия, или при неформованном соответствующем изобретению сыром монолитном изделии, при котором температурное воздействие или, соответственно, керамический обжиг происходят лишь на месте эксплуатации в промышленной печной установке на стороне огневого воздействия. Эта обжиговая усадка не является возникающим при колебаниях температуры обратимым изменением объема или необратимой последующей усадкой.
Обычные огнеупорные изделия рабочей футеровки, как правило, имеют типичный постоянный гранулометрический состав, который имеет фракцию с величиной зерен от 0,1 до 1 мм в количестве между 20 и 40 вес% (Практическое руководство, стр. 16, таблица 2.1), причем важная согласно изобретению фракция с величиной зерен от 0,1 до 0,5 мм согласно прототипу присутствует ниже предела 30 вес%, тогда как доля с размерами между 0,5 и 1 мм составляет свыше 10 вес%.
Для изготовления соответствующих изобретению формованных, в частности, прессованных грубокерамических огнеупорных изделий составляются смеси в указанных в рамках изобретения диапазонах гранулометрического состава по меньшей мере из одного огнестойкого материала, и предпочтительно смешиваются по меньшей мере с одним пригодным для изготовления огнеупорного изделия связующим материалом, и/или по меньшей мере с одной обычной добавкой, и/или по меньшей мере с одной обычной присадкой, и/или с водой. Масса помещается в формы и подвергается прессованию, так что образуется формовка. Давления прессования выбираются согласно изобретению таким образом, чтобы достигалась пористость, которая в готовом к применению необожженном или готовом к применению обожженном изделии составляет по меньшей мере 22 об.%, предпочтительно свыше 22 об.%, и в особенности составляет до 45 об.%. Оказалось, что оптимальными являются давления прессования от 10 до 60, в частности, от 10 до 40 МПа, то есть, относительно более низкие давления прессования по сравнению с обычно применяемыми давлениями прессования от 60 до 150 МПа. Очевидно, что гранулометрический состав смесей материалов в диапазоне фракции средней крупности между 0,1 и 0,5 мм, распределение зерен по величине в котором, например, целесообразно может быть установлено постоянным или, например, может иметь гранулометрический состав согласно кривой Гаусса, в сочетании с приведенными количественными долями этого диапазона размеров зерен во всем смесевом гранулометрическом составе, создает предпосылки того, что, в частности, при прессовании может создаваться соответствующий изобретению поровый объем, и что зерна в этом диапазоне гранулометрического состава создают опорный каркас в структуре соответствующего изобретению формованного грубокерамического изделия, который благодаря взаимному подпиранию зерен обусловливает сокращение обжиговой усадки и/или последующей усадки, или по меньшей мере содействует значительному уменьшению последующей усадки.
Для соответствующих изобретению огнеупорных изделий применяются, например, такие огнестойкие материалы, как магнезия, обожженный доломит, алюмомагнезиальная шпинель, герцинит, форстерит, плеонаст, хромовая руда, оксид циркония, алюминат кальция, гексаалюминат кальция, глиноземные и алюмосиликатные сырьевые материалы, SiС, вяжущая глина, в каждом случае по отдельности или также в целесообразной комбинации по меньшей мере двух материалов. Особенно действенным изобретение оказалось с огнестойкими материалами на основе по меньшей мере одного из следующих материалов: магнезии, обожженного доломита, шамота, андалузита, форстерита, боксита. В высшей степени эффективным изобретение проявило себя по меньшей мере с одним из следующих материалов на основе
магнезии с алюмомагнезиальной шпинелью
магнезии с герцинитом
магнезии с форстеритом
магнезии с плеонастом
магнезии с хромовой рудой.
Формованные грубокерамические огнеупорные изделия изготавливаются главным образом с использованием подходящих связующих материалов. Примеры тому, с количествами обычно вносимых добавок, содержит таблица 3.2 на стр. 28, 29 Практического руководства. В рамках изобретения было показано, что желательная согласно изобретению структура устанавливается в особенности тогда и, в частности, при предпочтительно применяемых материалах, когда в качестве связующего материала используется вода и/или по меньшей мере один обычно применяемый для огнеупорных изделий, в частности, термически отверждаемый связующий материал на основе синтетической смолы, такой как фенолформальдегидная смола, или лигносульфонат, в количествах от 3 до 9, в частности, от 4 до 6 вес%, в расчете на вес сухого вещества подвергаемой прессованию исходной смеси материалов для формованного прессованием изделия, благодаря чему получается улучшенная прессуемость для формирования соответствующей изобретению желательной структуры с желательными поровыми объемами и с поддерживающим каркасом, образованным опорными зернами из фракции гранулометрического состава от 0,1 до 0,5 мм, в особенности устраняющим или сильно уменьшающим последующую усадку. Для монолитных соответствующих изобретению изделий эти связующие материалы равным образом применяются с благоприятным действием.
Особенно подходящий способ изготовления соответствующих изобретению, применимых в качестве рабочей футеровки огнеупорных изделий с сильно сокращенной последующей усадкой, меньшей теплопроводностью и повышенной пористостью, по сравнению с традиционными плотными изделиями для рабочей футеровки, предусматривает применение по меньшей мере одного зернистого материала, в частности со следующим гранулометрическим составом:
Термины «зерно», или «зерна», или «зернистый», или «зернистость», или «гранулометрический состав», в рамках настоящего изобретения означают, что изделие, как обычно изготавливаемое из измельченного, например, путем размалывания или дробления крупнозернистого материала, и имеет нерегулярную оскольчатую пространственную форму зерен, в отличие от гранул, которые образуются в результате агломерирования из зерен по меньшей мере одного огнестойкого материала в грануляторе и тем самым имеют скругленные, например, сферические пространственные формы.
Когда применяются многие материалы с различным гранулометрическим составом, они, например, в течение времени от 2 до 4 минут смешиваются в сухом состоянии, причем после этого смесь соответствует вышеуказанному гранулометрическому составу согласно изобретению.
В рамках изобретения используются материалы или смеси материалов, которые также были бы применимы с той же целью для изготовления обычных плотных огнеупорные изделия для рабочей футеровки.
К материалу или смеси материалов целесообразно добавляется по меньшей мере один связующий материал, например, вода, и/или смола, и/или пек, и/или предпочтительно по меньшей мере один обычно используемый для огнеупорных изделий связующий материал на основе синтетической смолы, например, фенолформальдегидной или фурановой или новолачной смолы, и/или лигносульфонат, в каждом случае в количествах, например, от 3 до 9, в частности, от 4 до 6 вес%, в расчете на вес сухого вещества подвергаемой прессованию исходной смеси материалов для формованного прессованием изделия. После этого для оптимального распределения одного или нескольких связующих материалов проводится перемешивание в течение, например, от 3 до 10 минут. Количество связующего материала и способ перемешивания и, соответственно, смеситель предпочтительно выбираются так, чтобы образовывался так называемый смесевой гранулят из гранул с диаметрами гранул, например, между 0,1 и 5 мм, в частности, между 0,5 и 4 мм. Во время гранулирования целесообразно добавление, например, дозирование, к смеси дополнительной воды и/или связующего материала.
Затем после этого смесевого гранулирования или при выпуске смесевого гранулята и только после простого перемешивания с внесенными в смеситель подвергаемыми гранулированию материалами проводится так называемое таблетирование, например, в смесительном грануляторе, или в барабанном грануляторе, или на тарельчатом грануляторе, например, в течение времени от 3 до 6 минут, причем получаются таблетки с диаметрами гранул между 2 и 15 мм, в частности, между 3 и 6 мм.
Гранулы из смесевого гранулирования или таблетирования помещаются в пресс-форму пресса и подвергаются прессованию с давлениями прессования между 10 и 60, в частности, между 20 и 40 МПа, с образованием формовок таким образом, что получаются сырые формовки с величинами объемной плотности между 1,80 и 2,80, в частности, между 2,00 и 2,70 г/см3, с величинами прочности при сжатии между 1,5 и 7, в частности, между 2 и 4 МПа. Предпочтительно выполняется высушивание при температурах между 60 и 200, в частности, между 90 и 140°С, до достижения остаточной влажности между 0,1 и 0,6, в частности, между 0,2 и 0,5 вес%, в связи с чем заданные величины прочности при сжатии могут быть отрегулированы лишь после высушивания. С этими исходными, в частности, высушенными необожженными кирпичами можно обращаться без затруднений, например, штабелировать и цельными заделывать в кладку промышленной отапливаемой установки, например, крупногабаритной промышленной печи. Пористость, которая может быть целенаправленно отрегулирована давлением прессования, варьирует между 22 и 45, в частности, между 23 и 29 об.%.
Керамический обжиг кирпичей затем проводится in-situ после заделки в кладку отапливаемой установки, сначала в огнеупорной поверхностной области, и постепенно распространяется дальше внутрь, после чего устанавливаются желательные согласно изобретению свойства, в частности, в отношении усадки и теплопроводности в обожженных зонах.
Необожженные спрессованные кирпичи предпочтительно подвергаются керамическому обжигу в печи для обжига керамических изделий, например, в туннельной печи, при температуре между 1200 и 1800, в частности, между 1400 и 1700°С. При этом пористость не изменяется или изменяется лишь незначительно, и тем самым может быть обеспечена желательная соответствующая изобретению теплопроводность. Теплопроводность может быть, например, на величину между 10 и 50, в частности, между 15 и 35% более низкой, чем для обычно применяемых плотных кирпичей рабочей футеровки с равнозначными составами материалов, при открытой пористости до 21 об.%. Прочность на сжатие в холодном состоянии составляет между 30 и 100, в частности, между 45 и 80 МПа.
С помощью нижеследующих примеров разъясняется, в частности, превосходство соответствующих изобретению грубокерамических изделий над изделиями согласно ближайшему прототипу соответственно патентному документу DE 10 2006 040 269 В4, и над известными плотными изделиями.
Пример 1
Были изготовлены кирпичи на основе одинаковых материалов и с одинаковым минералогическим составом (84 вес% магнезии, 16 вес% плавленой шпинели) с одинаковым в каждом случае связующим материалом, а именно, фенольной смолой и водой, с одинаковым в каждом случае количеством связующего материала 6 вес%, в расчете на вес сухой смеси, и в каждом случае при одинаковых технологических параметрах изготовления, которые
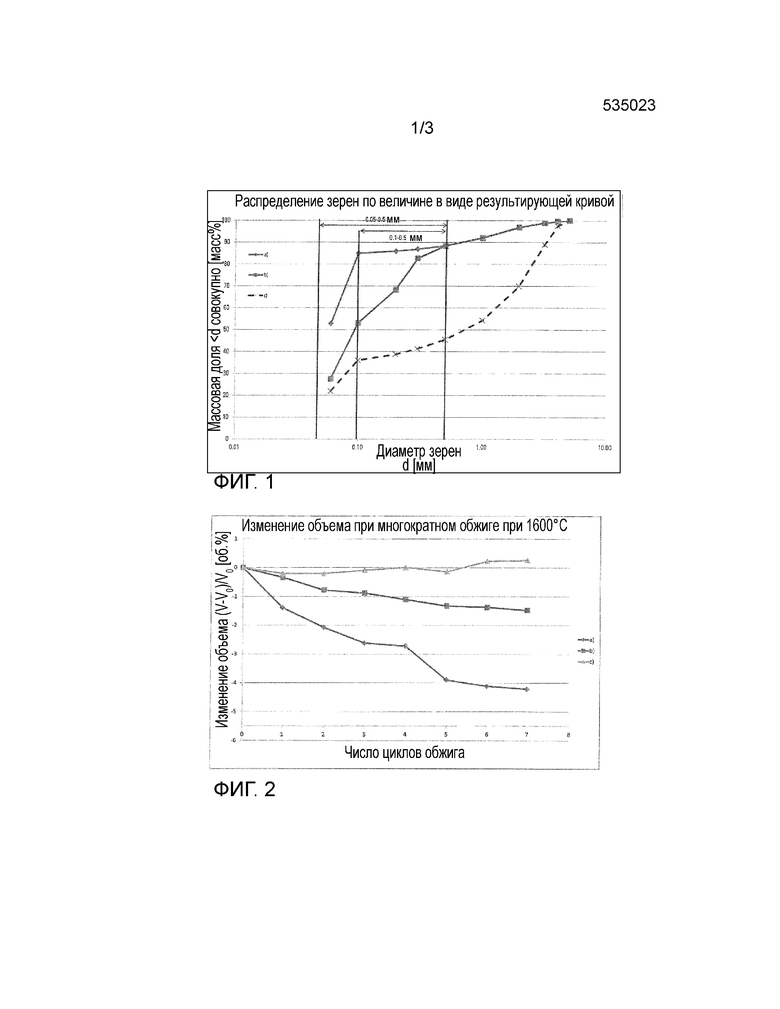
а) соответственно патентному документу DE 10 2006 040 269 В4, имеют незначительную долю зерен с размерами >0,5 мм на уровне 11 вес%, малую долю зерен в диапазоне от 0,1 до 0,5 мм в количестве 4 вес%, а также 85 вес% зерен величиной <0,1 мм, и были уплотнены под давлением прессования 40 МПа
b) соответственно настоящему изобретению, имеют незначительную долю зерен с размерами >0,5 мм на уровне 11 вес%, повышенное содержание зерен в диапазоне от 0,1 до 0,5 мм в количестве 37 вес%, а также 52 вес% зерен величиной <0,1 мм, и были уплотнены под давлением прессования 40 МПа
с) соответственно плотным огнеупорным кирпичам согласно наиболее применяемому прототипу, имеют большую долю зерен с размерами >0,5 мм на уровне 54 вес%; содержание зерен в диапазоне от 0,1 до 0,5 мм в количестве 9 вес%, а также 37 вес% зерен величиной <0,1 мм, и были уплотнены под давлением прессования 100 МПа.
Все кирпичи были подвергнуты окислительному обжигу при температуре 1600°С в туннельной печи в течение 50 часов. Были определены распределение зерен по величине в смесях согласно стандарту DIN 66165-1, обжиговая усадка путем измерения, конечная объемная плотность измерением и взвешиванием, открытая пористость согласно стандарту DIN EN 993-1, прочность при сжатии в холодном состоянии согласно стандарту DIN EN 993-5, прочность при изгибе в холодном состоянии согласно стандарту DIN EN 993-6, газопроницаемость согласно стандарту DIN EN 993-4, необратимое изменение длины согласно стандарту DIN EN 993-10 через 12 часов при температуре 1400°С, 1500°С и 1600°С. Корень из частного газопроницаемости и открытой пористости представляет собой меру чувствительности к просачиванию. Устойчивость к изменениям температуры была определена согласно стандарту DIN EN 993-11 на воздухе при повышенной температуре испытания 1100°С. Кроме того, кирпичи были подвергнуты многократному обжигу, чтобы оценить стабильность объема при высоких эксплуатационных температурах, для чего после производственного обжига при изготовлении изделие при этом многократно подвергалось обжигу при температуре производственного обжига, и после каждого цикла обжига путем измерения определялся объем.
Фиг. 1 показывает распределение зерен по размеру в Примере 1 для пунктов а), b) и с) в виде результирующей кривой.
Нижеследующая Таблица 1 показывает результаты Примера 1.
Свойства кирпичей в сравнении со стандартными плотными кирпичами согласно пункту с) изменяются в случае а), в котором все доли зерен были уменьшены в пользу порошковой фракции в смеси, и давление прессования при формовании было явно пониженным, в том отношении, что после прессования конечная объемная плотность установлена значительно пониженной, и открытая пористость сильно повышена. Прочность при сжатии в холодном состоянии этих кирпичей слегка увеличена сравнительно с величиной для плотных кирпичей, прочность при изгибе в холодном состоянии является более высокой. Газопроницаемость и чувствительность к просачиванию снижены. Наряду с этими позитивно оцениваемыми изменениями обжиговая усадка явно повышена, и также последующая усадка согласно испытанию кирпичей на последующую усадку является более чем удвоенной, и проявляется уже при температуре 1400°С. Эти изменения показывают проблематичную и, соответственно, неудовлетворительную стабильность объема изделия согласно пункту а) при производственном обжиге и при эксплуатации. Устойчивость к изменениям температуры явно снижается сравнительно с кирпичами по пункту с). Испытательный образец разрушился после 17 циклов резкого охлаждения.
В соответствующем изобретению случае согласно пункту b), в котором были смещены значительные части уменьшенных долей крупнозернистой фракции и фракции средней крупности в диапазоне от 0,1 до 0,5 мм, снижение конечной объемной плотности и повышение открытой пористости сравнимы с ситуацией а). По сравнению с а), повысились газопроницаемость и чувствительность к просачиванию, причем последняя остается в диапазоне плотных изделий соответственно пункту с).
Напротив, обжиговая усадка сокращается сравнительно с а) более чем наполовину, и неожиданно значительным является уменьшение последующей усадки. По сравнению с пунктом с), прочность при сжатии в холодном состоянии и прочность при изгибе в холодном состоянии по-прежнему уверенно остаются в типичном для плотных кирпичей диапазоне. Устойчивость к изменениям температуры с >30 циклами резкого охлаждения без разрушения находится на таком же высоком уровне, как для плотных изделий согласно пункту с).
Метод испытания, который показывает стабильность объема огнеупорного изделия, представляет собой определение поведения при многократном обжиге при температуре 1600°С. При этом после производственного обжига изделие подвергается многократно повторяемому обжигу в обжиговой установке, и каждый раз определяется объем.
Фиг. 2 показывает изменение объема при многократном обжиге кирпичей для а), b) и с).
В случае плотных кирпичей согласно пункту с) изменение объема относительно первоначального объема кирпича после семи дополнительных циклов обжига почти равно 0%. Для кирпичей согласно а) изменение объема после семи дополнительных циклов обжига составляет уже свыше 4%. Кроме того, что созданная в кирпичах высокая пористость в случае а) исчезает, и опять возникает высокая теплопроводность, долговременная точность посадки огнестойких элементов футеровки из таких огнеупорных кирпичей не достигается. В случае кирпичей соответственно b) изменение объема относительно первоначального объема кирпичей на уровне 1,5% является определенно меньшим, чем для кирпичей согласно а), так что сохраняется преимущество пониженной теплопроводности.
Определение теплопроводности кирпичей согласно b) и с)
Для подтверждения желательного снижения теплопроводности на пористых кирпичах согласно b) с соответствующим изобретению гранулометрическим составом и на кирпичах согласно с), которые соответствуют обычным плотным так называемым кирпичам для трубчатых печей согласно прототипу, были проведены определения теплопроводности методом горячей проволоки согласно стандарту DIN 993-15, со следующим результатом в Таблице 2:
Измерения были проведены при температурах 300°С, 700°С и 1000°С, Таб. 2. Результаты показывают для соответствующих изобретению кирпичей согласно b) явно сниженные значения теплопроводности. Сравнительно с теплопроводностью для с), теплопроводность для b) при 300°С снижена на 16%, при 700°С на 27%, и при 1000°С на 25%.
Пример 2
Пример 2 показывает параметры предельных значений гранулометрического состава в отношении более высоких долей крупнозернистой фракции
Как в первом Примере, были изготовлены кирпичи на основе 84% магнезии и 16% плавленой шпинели, которые
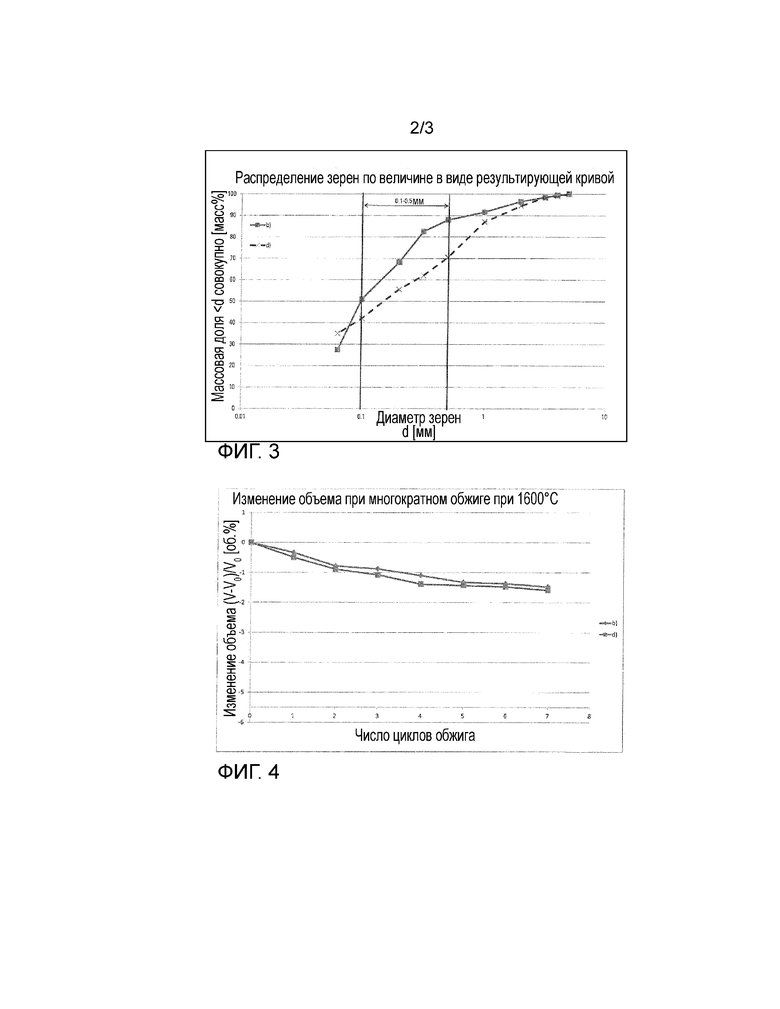
b) соответственно изобретению, имеют незначительную долю зерен с размерами >0,5 мм на уровне 11 вес%, повышенное содержание зерен в диапазоне 0,1-0,5 мм в количестве 37 вес%, а также 52 вес% зерен величиной <0,1 мм, и были спрессованы под давлением прессования 40 МПа (из Примера 1), и
d) были за пределами требуемой области в результате вариации распределения зерен по величине в гранулометрическом составе при одинаковых в остальном параметрах изготовления. Различие в распределении зерен по величине характеризуется сдвигом долей зерен из области 0,1-0,5 мм в следующую по крупности зернистость 0,5-1 мм, так что доли 0,1-0,5 мм на уровне около 28 вес% были слегка ниже задаваемого изобретением минимального значения для этой зернистости, и что доли более крупнозернистой фракции на уровне около 30% находятся несколько выше максимального содержания. Доля зерен с размерами <0,5 мм до 42 вес%.
Все кирпичи были подвергнуты обжигу при температуре 1600°С и испытаны соответственно кирпичам из первого Примера.
Фиг. 3 показывает распределение зерен по величине для b) и d), представленное результирующей кривой.
Нижеследующая Таблица 3 показывает результаты Примера 2.
Конечная объемная плотность для d), обусловленная различием в распределении зерен по величине сравнительно с b), явно повышена. Открытая пористость снижена до 20,5 об.%, и тем самым находится в диапазоне плотных изделий согласно прототипу и ниже требуемого диапазона для открытой пористости, Таблица 3. Чувствительность к просачиванию, хотя и слегка повышенная, сравнима с характеристикой плотных изделий в случае с) из Примера 1. Прочностные характеристики опять же приравниваются параметрам обычных плотных огнеупорных изделий, причем обжиговая усадка повышена сравнительно с плотными кирпичами согласно с) из Примера 1, и слегка увеличена относительно соответствующих изобретению кирпичей согласно b). Последующая усадка для d), как и для других плотных изделий, проявляется лишь при более высоких температурах, но, при явственно пониженной открытой пористости, при температуре 1600°С сравнима с последующей усадкой для b). Устойчивость к изменениям температуры является хорошей.
Свойства соответствующих изобретению высокопористых и оптимизированных в отношении своей стабильности объема кирпичей согласно b) в испытании на многократный обжиг сравнимы с плотными изделиями согласно d), Фиг. 4.
Пример 3
Пример 3 показывает результаты при еще более высокой пористости и изменении гранулометрического состава в пределах между нижним диаметром зерен 0,1 мм и верхним диаметром зерен 0,5 мм доли фракции средней крупности.
Были изготовлены кирпичи на основе одинаковых сырьевых материалов и с одинаковым минералогическим составом из 84% магнезии и 16% плавленой шпинели, которые
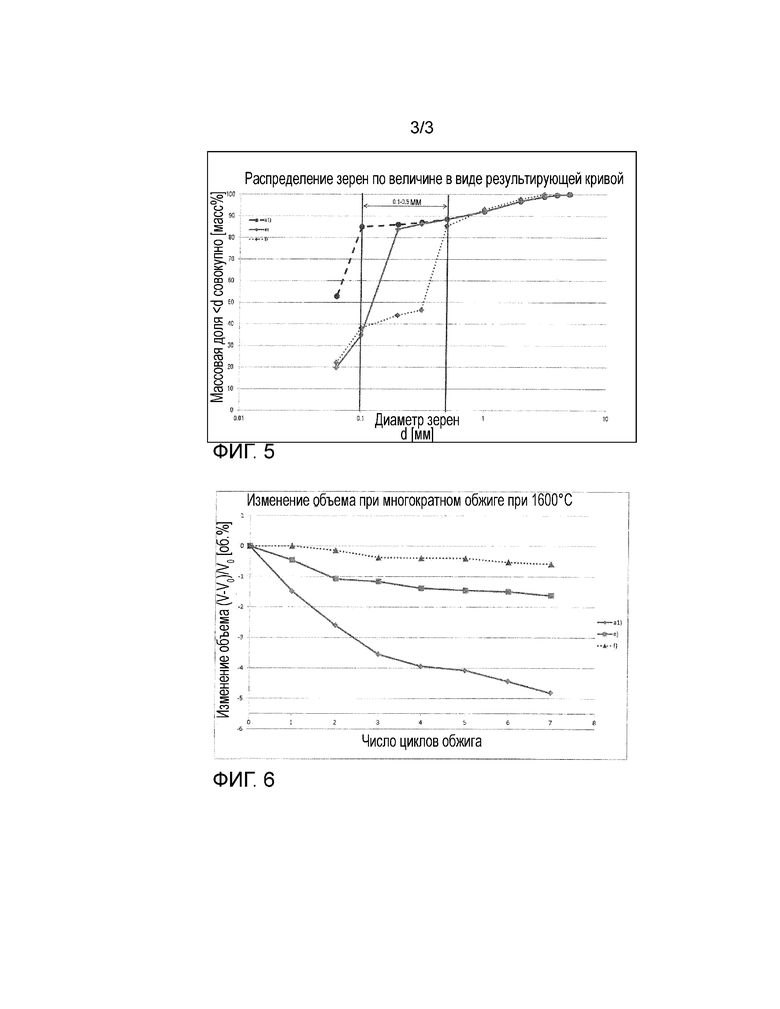
а1) соответственно патентному документу DE 10 2006 040 269 В4, имеют незначительную долю зерен с размерами >0,5 мм на уровне 11 вес%, малую долю зерен в диапазоне от 0,1 до 0,5 мм в количестве 4 вес%, а также 85 вес% зерен величиной <0,1 мм, и были спрессованы под давлением прессования всего 10 МПа, чтобы отрегулировать более высокую пористость готового изделия, и
е) соответственно изобретению, имеют незначительную долю зерен с размерами >0,5 мм на уровне 11 вес%, повышенное содержание зерен в диапазоне 0,1-0,5 мм в количестве 48 вес%, здесь составляющую главным образом между 0,1-0,2 мм. Доля <0,1 мм составляет 41 вес%. Кроме того, эти кирпичи были уплотнены с давлением прессования 40 МПа, и
f) соответственно изобретению, имеют незначительную долю зерен с размерами >0,5 мм на уровне 11 вес%, повышенное содержание зерен в диапазоне 0,1-0,5 мм в количестве 50 вес%, здесь составляющую главным образом между 0,3-0,5 мм. Доля <0,1 мм составляет 39 вес%. Эти кирпичи были уплотнены также с давлением прессования 40 МПа.
Все кирпичи были подвергнуты обжигу при температуре 1600°С и испытаны соответственно кирпичам из первого Примера.
Фиг. 5 показывает распределение зерен по величине для а1), е) и f), представленное результирующей кривой.
Свойства кирпичей в сравнении с кирпичами согласно а) изменяются в случае а1), в котором давление прессования было снижено до 10 МПа, в том отношении, что конечная объемная плотность снижается до 2,45 г/см3, и открытая пористость возрастает до 29,2 об.%, Таблица 3. Чувствительность к просачиванию для а1) повышается сравнительно с кирпичами согласно а) из Примера 1. Во время производственного обжига кирпичи проявили усадку примерно на 1,9%. Прочность при сжатии в холодном состоянии этих кирпичей снижается до величины около 45 МПа, прочность при изгибе в холодном состоянии лишь немного уменьшается до 5,2 МПа. При испытаниях на последующее расширение/последующую усадку при температурах 1400°С, 1500°С и 1600°С возникают остаточные необратимые изменения длины на уровне -0,12 лин.%, -0,36 лин.% и -0,67 лин.%, и относительно а) показывают дополнительную сниженную стабильность объема изделий. Устойчивость к изменениям температуры также заметно снижается до 8 циклов резкого охлаждения до разрушения.
В соответствующем изобретению случае е), в котором значительные части уменьшенных долей крупнозернистой фракции смещены в диапазон 0,1-0,5 мм, и в преобладающей части представлены зернами с размером между 0,1-0,2 мм, при неизменном давлении прессования 40 МПа происходит снижение конечной объемной плотности до 2,50 г/см3, и повышенная открытая пористость на уровне 28,5% сравнима с параметром для а1). Чувствительность к просачиванию начинает повышаться. В отличие от а1), обжиговая усадка при 0,56% не возрастает. Стабильность объема явно повышена относительно а1), показателем чего является проявление последующей усадки лишь при более высокой температуре и пониженные значения последующей усадки при необратимом изменении длины. При определении устойчивости к изменениям температуры здесь не происходило разрушение до >30 циклов резкого охлаждения.
В дополнительном соответствующем изобретению случае f), в котором значительные части уменьшенных долей крупнозернистой фракции и фракция средней крупности смещены в диапазон 0,1-0,5 мм, и здесь в преобладающей части представлены зернами с размером между 0,3-0,5 мм, при неизменном давлении прессования 40 МПа происходит снижение конечной объемной плотности до 2,64 г/см3, и повышение открытой пористости до 23,8% является меньшим, чем для а1) и е). Но оно оказывается явственно более высоким, чем для плотных изделий, и тем самым находится в соответствующем изобретению диапазоне. Чувствительность к просачиванию для кирпичей согласно f) повышается. Обжиговая усадка снижается до 0,29 лин.%. Необратимое изменение длины этого пористого изделия еще боле сокращается и сравнимо с характеристикой плотных изделий согласно с) из Примера 1. То же справедливо в отношении устойчивости к изменениям температуры.
Фиг. 6 показывает изменение объема при многократном обжиге кирпичей согласно а1), е) и f).
Изменение объема при многократном обжиге в случае несоответствующих изобретению пористых кирпичей согласно а1) проявляется в сильной усадке. Относительно первоначального объема готового изделия, после 7 дополнительных циклов обжига теряются около 5 об.%, Фиг. 6. При сравнимой открытой пористости в состоянии готового изделия для е) это изделие утрачивает лишь незначительную часть объема, и после 7 дополнительных циклов обжига испытывает усадку всего примерно на 1,6 об.%. Соответствующие изобретению пористые кирпичи согласно f) также четко проявляют благоприятную стабильность объема и после 7 дополнительных циклов обжига теряют даже только около 0,6 об.%.
Пример 4
В первых Примерах 1-3 были разъяснены преимущества соответствующего изобретению гранулометрического состава для магнезиально-шпинельных кирпичей. Для подтверждения эффективности изобретения в отношении изделий из других огнестойких материалов были изготовлены, например, кирпичи на основе 84 масс% богатой железом спеченной магнезии в комбинации с 16 масс% плавленого плеонаста, и кирпичи на основе шамота и на основе андалузита. При изготовлении обоих последних к смесям добавлялась вяжущая глина (5%), как это является обычным для таких кирпичей.
Кирпичи из различных огнестойких материалов были выполнены, как в Примере 1, в каждом случае с параметрами распределения зерен по величине а), b) и с), Фиг. 1 из Примера 1. При этом
а) соответственно патентному документу DE 10 2006 040 269 В4, выполнены с незначительной долей зерен с размерами >0,5 мм на уровне 11 вес%, с малой долей зерен в диапазоне от 0,1 до 0,5 мм в количестве 4 вес%, а также с 85 вес% зерен величиной <0,1 мм, и были уплотнены под давлением прессования 40 МПа,
b) соответственно настоящему изобретению, выполнены с незначительной долей зерен с размерами >0,5 мм на уровне 11 вес%, повышенным содержанием зерен в диапазоне от 0,1 до 0,5 мм в количестве 37 вес%, а также с 52 вес% зерен величиной <0,1 мм, и также были уплотнены под давлением прессования 40 МПа,
с) соответственно плотным огнеупорным кирпичам согласно наиболее применяемому прототипу, выполнены с большой долей зерен с размерами >0,5 мм на уровне 54 вес%; с содержанием зерен в диапазоне от 0,1 до 0,5 мм в количестве 9 вес%, а также с 37 вес% зерен величиной <0,1 мм, и в каждом случае уплотнены под типичным для изделий давлением прессования.
В Таблице 5 приведены типичные производственные давления прессования и температуры обжига, а также результаты определений конечной объемной плотности измерением и взвешиванием, открытой пористости согласно стандарту DIN EN 993-1, прочности при сжатии в холодном состоянии согласно стандарту DIN EN 993-5, прочности при изгибе в холодном состоянии согласно стандарту DIN EN 993-6, газопроницаемости согласно стандарту DIN EN 993-4, необратимого изменения длины согласно стандарту DIN EN 993-10 через 12 часов при температуре 1300°С, 1400°С и 1500°С, устойчивости к изменениям температуры согласно стандарту DIN EN 993-11 на воздухе при повышенной температуре испытания 1200°С, и корень из частного газопроницаемости и открытой пористости представляет собой меру чувствительности к просачиванию.
Магнезиально-плеонастовые кирпичи на основе богатой железом спеченной магнезии:
Кирпичи согласно а) в соответствии с патентным документом DE 10 2006 040 269 В4 отличаются от плотных кирпичей согласно с) пониженной конечной объемной плотностью 2,23 г/см3 и повышенной до 32,1 об.% открытой пористостью. Прочность при сжатии в холодном состоянии снижется до 38,9 МПа, и прочность при изгибе в холодном состоянии падает до 4,2 МПа. Чувствительность к просачиванию снижается до 3,6 мкм. Будучи связанной с повышением открытой пористости, утраивается обжиговая усадка до 0,62 лин.%. Необратимое изменение длины проявляется последующей усадкой при температуре испытания выше 1500°С, что составляет шестикратную величину относительно с). Устойчивость к изменениям температуры сильно снижается на 5 циклах резкого охлаждения до разрушения испытательного образца. Эти кирпичи не проявляют устойчивости к изменениям температуры.
Кирпичи с соответствующим изобретению гранулометрическим составом согласно b) имеют конечную объемную плотность 2,40 г/см3, их открытая пористость сравнительно с с) является удвоенной. Прочность при сжатии в холодном состоянии составляет 39,9 МПа, и прочность при изгибе в холодном состоянии 3,5 МПа. Чувствительность к просачиванию здесь снижается до 3,8 мкм. Будучи обусловленной соответствующим изобретению гранулометрическим составом, обжиговая усадка повышается лишь слегка до 0,3 лин.%, и также необратимое изменение длины с величиной -0,16 лин.% проявляет явно более слабое возрастание последующей усадки, чем для кирпичей соответственно а). При определении устойчивости к изменениям температуры разрушение не происходило до 30 циклов резкого охлаждения.
Шамотные кирпичи:
По сравнению с величинами характеристик для с), шамотные кирпичи согласно а) имеют уменьшенную конечную объемную плотность 1,95 г/см3, открытая пористость повышается до 29,3 об.%. Прочность при сжатии в холодном состоянии снижается до 33,3 МПа, и прочность при изгибе в холодном состоянии до 4,5 МПа. Чувствительность к просачиванию сокращается до 2,6 мкм. В связи с повышением открытой пористости, обжиговая усадка возрастает до 1,8 лин.%. Необратимое изменение длины проявляется в явственной последующей усадке при температуре испытания выше 1400°С с величиной -1,47 лин.%, при следующей более высокой температуре испытания 1500°С последующая усадка сильно повышается до -3,6 лин.%. При определении устойчивости к изменениям температуры разрушение не происходило до 30 циклов резкого охлаждения.
Шамотные кирпичи с соответствующим изобретению гранулометрическим составом согласно b) имеют конечную объемную плотность 2,04 г/см3, по сравнению с с) их открытая пористость повышается и составляет 26,6 об.%. Прочность при сжатии в холодном состоянии составляет 39,7 МПа, и прочность при изгибе в холодном состоянии составляет 5,5 МПа. Чувствительность к просачиванию здесь сокращается до 2,9 мкм. Будучи обусловленной соответствующим изобретению гранулометрическим составом, обжиговая усадка составляет только 1,1 лин.%, и необратимое изменение длины с величиной -0,62 лин.% проявляется в более благоприятной последующей усадке, нежели кирпичи соответственно а). При температуре 1500°С необратимое изменение длины увеличивается до -1,88% и тем самым остается явно меньшим, чем для кирпичей согласно а). При определении устойчивости к изменениям температуры разрушение не происходило до 30 циклов резкого охлаждения.
Андалузитовые кирпичи:
Свойства андалузитовых кирпичей отражают минералогическое фазовое превращение основного сырьевого материала. Будучи обусловленной муллитизацией андалузита, обжиговая усадка плотного кирпича согласно с) является негативной, причем плотные кирпичи расширяются на 0,8 лин.%. В случае кирпичей согласно а) обусловленный фазовым превращение рост с избытком компенсируется сильным спеканием очень тонкозернистого материала, кирпичи проявляют усадку на 0,2 лин.%. Прочность при сжатии в холодном состоянии составляет 100,4 МПа, и прочность при изгибе в холодном состоянии составляет 14,4 МПа. Чувствительность к просачиванию снижается до 2,5 мкм. Существенная последующая усадка проявляется при температуре выше 1500°С с величиной необратимого изменения длины -0,85 лин.%. Устойчивость к изменениям температуры является плохой с разрушением на 4 циклах резкого охлаждения.
Соответствующие изобретению андалузитовые кирпичи согласно b) остаются в диапазоне обжигового расширения, их конечная объемная плотность снижается до 2,21 г/см3, и открытая пористость возрастает до 24,5 об.%. Прочность при сжатии в холодном состоянии составляет 90,2 МПа, и прочность при изгибе в холодном состоянии составляет 12,8 МПа. Последующая усадка проявляется при температуре выше 1500°С с величиной необратимого изменения длины -0,31 лин.%, которая является отчетливо сниженной по сравнению с а). Чувствительность к просачиванию снижается до 2,9 мкм. При определении устойчивости к изменениям температуры разрушение не происходило до 30 циклов резкого охлаждения.
Все соответствующие изобретению кирпичи согласно b), независимо от выбора материала, проявляют признаки явного повышения открытой пористости сравнительно с плотными изделиями согласно с) и неизменной или уменьшенной чувствительности к просачиванию, причем возникающие обжиговые усадки и необратимые изменения длины изменяются в отчетливо уменьшенной степени, нежели в случае пористых кирпичей согласно а). Резкие потери устойчивости к изменениям температуры, как для кирпичей согласно а), для соответствующих изобретению кирпичей согласно b) не происходят. Прочностные характеристики кирпичей на основе магнезии и плавленого плеонаста, шамотных кирпичей и андалузитовых кирпичей остаются, как и для указанных в Примерах 1-3 магнезиально-шпинельных кирпичей, в пределах типичных для изделий значений.
Пример 4 не должен ограничивать изобретение приведенными материалами, но должен показывать, что изобретение является эффективным независимо от огнестойкого материала
Изобретение относится к грубокерамическому огнеупорному изделию, применяемому в качестве рабочей футеровки на стороне огневого воздействия в промышленной печи, в частности в печных установках для производства цемента, шахтных известеобжигательных печах или ротационных известеобжигательных печах, нагревательных печах, печах для производства энергии. Открытая пористость огнеупорного изделия составляет 23-45 об.%, при этом в составе огнеупорного материала доля фракции средней крупности с зернистостью между 0,1 и 0,5 мм составляет от 10 до 55 вес.%, доля тонкозернистой фракции с размерами зерен до 0,1 мм составляет 20-61 мас.%, а доля крупнозернистой фракции с размерами зерен свыше 0,5 мм – 9-25 мас.%. Огнеупорный материал может быть выбран из группы: магнезия, обожженный доломит, алюмомагнезиальная шпинель, герцинит, форстерит, плеонаст, хромовая руда, оксид циркония, алюминат кальция, гексаалюминат кальция, глиноземный и/или алюмосиликатный сырьевой материал, SiС, вяжущая глина или их смеси. Технический результат изобретения – снижение усадки материала при высокотемпературном применении. 7 з.п. ф-лы, 5 табл., 4 пр., 6 ил.
1. Применение грубокерамического огнеупорного изделия по меньшей мере из одного зернистого огнестойкого материала, изделия, которое
- представляет собой керамическое обожженное или необожженное, формованное, в частности, прессованное, изготовленное на керамической фабрике или произведенное пользователем монолитное изделие,
- имеет открытую пористость между 23 и 45 об.%, в частности, между 23 и 29 об.%, и гранулометрический состав огнестойкого материала, при котором доля фракции средней крупности с зернистостью между 0,1 и 0,5 мм составляет от 10 до 55 мас%, в частности от 35 до 50 мас%, причем остальной гранулометрический состав изделия представляет собой долю тонкозернистой фракции с размерами зерен до 0,1 мм и долю крупнозернистой фракции с размерами зерен свыше 0,5 мм,
в качестве рабочей футеровки на стороне огневого воздействия в промышленной печи, в частности в печных установках для производства цемента, шахтных известеобжигательных печах или ротационных известеобжигательных печах, нагревательных печах, печах для производства энергии.
2. Применение по п.1, где изделие отличается следующим гранулометрическим составом:
тонкозернистая фракция до 0,1 мм: от 20 до 61, в частности от 25 до 55 мас%
фракция средней крупности от 0,1 до 0,5 мм: от 30 до 55, в частности от 35 до 50 мас%
крупнозернистая фракция свыше 0,5 мм, в частности до 8 мм, предпочтительно до 6 мм: от 9 до 25, в частности от 10 до 25 мас%.
3. Применение по п. 1, отличающееся тем, что изделие содержит по меньшей мере один общеизвестный для огнеупорных изделий связующий материал, в частности, в количествах до 9 мас%, предпочтительно до 6 мас%, и/или по меньшей мере одну общеизвестную для огнеупорных изделий добавку, в частности в количествах до 10 мас%, предпочтительно до 6 мас%, и/или по меньшей мере одну общеизвестную для огнеупорных изделий присадку, в частности в количествах до 10 мас%, предпочтительно до 6 мас%.
4. Применение по п.3, отличающееся тем, что
изделие содержит в качестве связующего материала воду и/или смолу и/или пек, и/или предпочтительно по меньшей мере один обычно применяемый для огнеупорных изделий связующий материал на основе синтетической смолы, например фенолформальдегидной, или фурановой, или новолачной смолы, и/или лигносульфонат.
5. Применение по п. 1,
отличающееся тем, что изделие является подвергнутым керамическому обжигу, или необожженным, или термически обработанным и необожженным.
6. Применение по п. 1, где изделие находится в форме необожженной, сырой, спрессованной формовки и отличается
объемной плотностью между 1,80 и 2,80, в частности между 2,00 и 2,70 г/см3, а также значениями прочности при сжатии между 1,5 и 7, в частности между 2 и 4 МПа, и, например, остаточной влажностью между 0,1 и 0,6, в частности между 0,2 и 0,5 мас%.
7. Применение по п. 1, отличающееся тем, что
изделие подвергнуто керамическому обжигу и имеет прочность при сжатии в холодном состоянии между 30 и 100, в частности между 45 и 80 МПа.
8. Применение по п. 1, отличающееся тем, что
материал представляет собой по меньшей мере один материал из следующей группы:
магнезия, обожженный доломит, алюмомагнезиальная шпинель, герцинит, форстерит, плеонаст, хромовая руда, оксид циркония, алюминат кальция, гексаалюминат кальция, глиноземный и/или алюмосиликатный сырьевой материал, SiС, вяжущая глина, в частности, из следующей группы магнезии, обожженного доломита, шамота, андалузита, форстерита, боксита, наиболее предпочтительно из следующей группы
магнезии с алюмомагнезиальной шпинелью
магнезии с герцинитом
магнезии с форстеритом
магнезии с плеонастом
магнезии с хромовой рудой.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Шихта для изготовления огнеупорного материала | 1989 |
|
SU1689360A1 |
| Огнеупорный материал и способ его получения | 1976 |
|
SU604846A1 |
| Устройство для установки и сборки набора с обшивкой корпуса судна | 1985 |
|
SU1260289A1 |
| GB 1327749 A, 22.08.1973. | |||

