ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Данное изобретение в целом относится к способу горячей прокатки шпунтовых свай с Z-образным профилем.
УРОВЕНЬ ТЕХНИКИ
[0002] Стальные шпунтовые сваи представляют собой длинные конструкционные профили, содержащие сцепляющую систему, которая обеспечивает возможность возведения сплошных подпорных стен. Наиболее распространенными профилями шпунтовых свай являются Z-образные профили, U-образные профили, подковообразные профили, профили с плоским поясом и Н-образные или двутавровые профили.
[0003] Шпунтовые сваи с Z-образным профилем имеют первую полку, вторую полку, по существу параллельную первой полке, наклонный пояс, первый угол, соединяющий пояс с первой полкой, второй угол, соединяющий пояс со второй полкой, причем каждый из углов имеет угол α, больший чем 90°, предпочтительно в диапазоне от 110° до 140°. Продольные кромки полок в целом оснащены соединительными средствами для целей сцепления. В отличие от других профилей шпунтовых свай шпунтовые сваи с Z-образным профилем не имеют плоскость симметрии.
[0004] В уровне техники известно изготовление шпунтовых свай с Z-образным профилем посредством процесса горячей прокатки, начиная со слябов или, с недавнего времени, с балочной заготовки. Различные способы горячей прокатки шпунтовых свай с Z-образным профилем раскрыты, например, в следующих документах: US 4,291,564, EP 0284827 А2, EP 0890395 А1, DE 2529405 A, JP 4/288903 А и US-A-5,671,630.
[0005] В US-A-5,671,630 раскрыт способ прокатки таких шпунтовых свай с Z-образным профилем из балочной заготовки. Согласно данному способу заготовку шпунтовой сваи прокатывают с изогнутыми заготовками пояса и полок. Изогнутая заготовка пояса содержит: две переходные секции пояс/полка, которые представляют собой по существу плоские секции, параллельные плоскости прокатки; среднюю секцию, которая представляет собой по существу плоскую секцию, образующую угол приблизительно 60° с плоскостью прокатки; и две соединительные дуговые части, соединяющие переходные секции пояс/полка с наклонной средней секцией. По существу изогнутые заготовки полок обеспечивают возможность прокатки соединительных средств вблизи средней плоскости прокатки. На последнем этапе прокатки выпрямляют изогнутые заготовки пояса и полок для формирования законченной шпунтовой сваи с Z-образным профилем.
[0006] Как хорошо известно из уровня техники, профилированные валки, используемые для прокатки шпунтовых свай с Z-образным профилем, имеют относительно короткий срок службы. Из-за отсутствия зеркальной симметрии в их сечении одну сторону шпунтовой сваи с Z-образным профилем необходимо изготовлять в глубокой канавке верхнего валка, а другую сторону в глубокой канавке нижнего валка. Такие большие контуры межвалкового зазора приводят к быстрому износу поверхностей валков и к некоторому ограничению возможностей их восстановления. Они также увеличивают риск разрушения валков.
[0007] Таким образом, существует потребность в способе прокатки шпунтовой сваи с Z-образным профилем, в котором валки имеют долгий срой службы и менее подвержены разрушению.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0008] В изобретении предложен способ горячей прокатки шпунтовой сваи с Z-образным профилем, имеющей первую полку, вторую полку, которая по существу параллельна первой полке, наклонный пояс, первый угол, соединяющий пояс с первой полкой, второй угол, соединяющий пояс со второй полкой, причем каждый угол из указанных углов имеет угол α раскрыва, больший чем 90°, предпочтительно в диапазоне от 110° до 140°. Предложенный способ включает в себя этапы, на которых: (1) прокатывают изогнутую заготовку пояса в последовательных межвалковых зазорах, образованных по меньшей мере одной парой валков, которая включает в себя верхний профилированный валок и нижний профилированный валок, при этом: формируют заготовку первого угла и примыкающей первой части изогнутой заготовки пояса в первой канавке верхнего валка, в которой, например, последний имеет минимальный диаметр, и формируют заготовку второго угла и примыкающей второй части изогнутой заготовки пояса в первой канавке нижнего валка, в которой, например, последний имеет минимальный диаметр; и (2) затем выпрямляют изогнутую заготовку пояса между верхним правильным валком и нижним правильным валком. В соответствии с одним аспектом настоящего изобретения, по меньшей мере в последних межвалковых зазорах, прокатывающих изогнутую заготовку пояса, диаметр нижнего валка уменьшается прерывистым образом в интервале между первой канавкой в верхнем валке и первой канавкой в нижнем валке, при этом диаметр верхнего валка увеличивается в интервале комплементарным образом. Уменьшение прерывистым образом означает, что диаметр нижнего валка не уменьшается непрерывно, то есть в указанном интервале имеются промежуточные части в нижнем валке, на которых первоначально уменьшающийся диаметр остается по существу постоянным, и/или на которых он увеличивается перед тем, как он снова уменьшается. Другими словами, в интервале между первой канавкой в верхнем валке и первой канавкой в нижнем валке, диаметр нижнего валка уменьшается, например, ступенчатым образом и/или волнообразным образом. Отсюда следует, что для прокатки заготовки пояса требуется меньшее вертикальное пространство, то есть минимальные диаметры двух валков могут быть больше, чем в любом известном способе прокатки шпунтовой сваи с Z-образным профилем. Следовательно, контур межвалкового зазора можно восстанавливать чаще перед тем, как минимальные диаметры валков станут меньше предельного значения. Кроме того, менее глубокие канавки в валках также приводят к меньшим крутящим моментам прокатки и к более одинаковой скорости поверхности вдоль контура межвалкового зазора, то есть к меньшему механическому износу поверхностей валков. Таким образом, в предложенном способе валки изнашиваются не так быстро, при этом их нужно восстанавливать реже, причем из-за большего минимального диаметра их можно восстанавливать даже чаще, чем в любом известном способе прокатки шпунтовых свай с Z-образным профилем. Не в последнюю очередь, менее глубокие канавки в валках также существенно снижают риск разрушения валков. Таким образом, при помощи предложенного способа можно существенно увеличить ожидаемый общий срок службы валков. Наконец, как будет показано ниже, предложенный способ позволяет использовать относительно тонкую пластину в качестве исходного продукта для прокатки шпунтовой сваи с Z-образным профилем.
[0009] В предпочтительном варианте осуществления изобретения диаметр нижнего валка уменьшается волнообразным образом в интервале между первой канавкой в верхнем валке и первой канавкой в нижнем валке так, чтобы обеспечить наличие в этом интервале по меньшей мере одного промежуточного максимального значения и одного промежуточного минимального значения. Это означает, например, что третья часть изогнутой заготовки пояса, расположенная между первой частью и второй частью, формируется частично во второй канавке нижнего валка и частично во второй канавке верхнего валка. Благодаря тому, что прокатка изогнутой заготовки пояса происходит в по меньшей мере двух канавках в верхнем валке и в по меньшей мере двух канавках в нижнем валке, эти канавки могут быть менее глубокими, то есть минимальные диаметры указанных двух валков могут быть больше.
[0010] В еще одном предпочтительном варианте осуществления изобретения, в интервале между первой канавкой в верхнем валке и первой канавкой в нижнем валке, диаметр нижнего валка уменьшается, затем остается постоянным перед дальнейшим уменьшением. Это означает, например, что третья часть изогнутой заготовки пояса, которая расположена между первой частью и второй частью, формируется между по существу цилиндрическими частями верхнего валка и нижнего валка. Благодаря тому, что средняя секция изогнутой заготовки пояса прокатывается, по меньшей мере частично, между по существу цилиндрическими секциями валков, необходимо меньшее вертикальное пространство для прокатки заготовки пояса, то есть минимальные диаметры указанных двух валков могут быть больше, чем в любом известном способе прокатки шпунтовой сваи с Z-образным профилем.
[0011] Если осевая линия валка определяется как ось (линия), вокруг которой валок вращается (т.е. линия, проходящая через центры двух опорных шеек валка), при этом номинальный диаметр валка в паре валков определяется как минимальное вертикальное расстояние между осевыми линиями валков из пары валков, то минимальный диаметр нижнего валка в его вышеупомянутой второй канавке предпочтительно меньше, чем номинальный диаметр нижнего валка, и предпочтительно больше, чем минимальный диаметр нижнего валка в его первой канавке; и/или минимальный диаметр верхнего валка в его вышеупомянутой второй канавке предпочтительно меньше, чем номинальный диаметр верхнего валка, и предпочтительно больше, чем минимальный диаметр верхнего валка в его первой канавке.
[0012] Кроме того, если:
- Dmin (URG1) является минимальным диаметром верхнего валка в его первой канавке;
- Dmin (URG2) является минимальным диаметром верхнего валка в его второй канавке;
- Dmin (LRG1) является минимальным диаметром нижнего валка в его первой канавке;
- Dmin (LRG2) является минимальным диаметром нижнего валка в его второй канавке; и
- Dnom является номинальным диаметром верхнего валка и нижнего валка,
то предпочтительно имеют место следующие соотношения между указанными двумя диаметрами:
[Dnom-Dmin (URG2)]<k [Dnom-Dmin (URG1)]
и/или
[Dnom-Dmin (LRG2)]<k [Dnom-Dmin (LRG1)],
где k предпочтительно меньше чем 1, более предпочтительно, меньше или равно 0,5, и, в предпочтительном варианте осуществления, равно 0,2.
[0013] Если:
- Dmin (UR) является минимальным диаметром верхнего валка;
- Dmin (LR) является минимальным диаметром нижнего валка;
- Е (CC) является минимальным вертикальным расстоянием между осевыми линиями верхнего валка и нижнего валка; и
w является полной горизонтальной шириной контура межвалкового зазора,
то предпочтительно имеют место следующие соотношения между указанными параметрами:
{w/[Е (CC)-(Dmin (UR)+Dmin (LR))/2]}>3,5
и предпочтительно
{w/[Е (CC)-(Dmin (UR)+Dmin (LR))/2]}>4.
[0014] В предпочтительном варианте осуществления изобретения в первой канавке верхнего валка и/или нижнего валка нижняя поверхность образована по существу в виде цилиндрической поверхности; и/или во второй канавке (при условии ее наличия) верхнего валка и/или нижнего валка нижняя поверхность образована в виде вогнутой поверхности.
[0015] В предпочтительном варианте осуществления изобретения: в первой канавке верхнего валка и соответственно нижнего валка, внешняя боковая поверхность образована в виде конической поверхности, образующей угол α1 в диапазоне от 55° до 75° с цилиндрической базовой поверхностью, центрированной на осевой линии верхнего валка, и соответственно нижнего валка; и/или в первой канавке верхнего валка и соответственно нижнего валка внутренняя боковая поверхность образована в виде конической поверхности, образующей угол в диапазоне от 45° до 65° с цилиндрической базовой поверхностью, центрированной на осевой линии верхнего валка, и соответственно нижнего валка. Соединение между конической внутренней боковой поверхностью и по существу цилиндрической нижней поверхностью предпочтительно является вогнутой переходной поверхностью.
[0016] В предпочтительном варианте осуществления изобретения в поперечном сечении, третья часть изогнутой заготовки пояса имеет по существу форму буквы "S", повернутой на 90°, и образует впадину волны и гребень волны.
[0017] Если средняя плоскость прокатки определяется как плоскость, параллельная осевым линиям верхнего и нижнего валка из пары валков и расположенная на половине расстояния между указанными осевыми линиями; и если первая полка (то есть полка, смежная с первым углом) имеет вдоль ее свободного конца первое соединительное средство, предпочтительно крючкообразное соединительное средство, то заготовку первого соединительного средства предпочтительно прокатывают под средней плоскостью прокатки, при этом минимальный диаметр нижнего валка в этой зоне больше или равен минимальному диаметру нижнего валка в его первой канавке. Аналогично, если вторая полка (то есть полка, смежная со вторым углом) имеет второе соединительное средство, предпочтительно когтеобразное соединительное средство, вдоль ее свободного конца, то заготовку второго соединительного средства предпочтительно прокатывают над средней плоскостью прокатки, при этом минимальный диаметр верхнего валка в этой зоне больше или равен минимальному диаметру верхнего валка в его первой канавке.
[0018] Перед заключительным этапом выпрямления, прокатанная заготовка предпочтительно содержит:
- изогнутую заготовку первой полки, которая имеет в поперечном сечении по существу форму буквы "J", немного наклоненную вправо, причем эквивалент нижней ветви буквы "J" предпочтительно оснащен первым соединительным средством, который предпочтительно является крючкообразным соединительным средством;
- изогнутую заготовку второй полки, которая имеет в поперечном сечении по существу форму буквы "J", повернутую по часовой стрелке на 180°, причем эквивалент нижней ветви буквы "J" предпочтительно оснащен вторым соединительным средством, которое предпочтительно является когтеобразным соединительным средством;
- заготовку первого угла, имеющую угол (α′) раскрыва, больший чем 90°, но предпочтительно все еще меньший, чем первый угол в готовой шпунтовой свае с Z-образным профилем;
- заготовку второго угла, имеющую угол (α′) раскрыва, больший чем 90°, но предпочтительно все еще меньший, чем первый угол в готовой шпунтовой свае с Z-образным профилем; и
- волнообразную заготовку пояса, имеющую по существу плоскую первую часть, соединенную с заготовкой первого угла, центральную часть, которая содержит по меньшей мере одну впадину волны и один гребень волны, и по существу плоскую вторую часть, соединенную с заготовкой второго угла.
[0019] Выпрямление указанной заготовки затем выполняют между верхним правильным валком и нижним правильным валком. Нижний правильный валок предпочтительно включает в себя: канавку для размещения первого соединительного средства выпрямленной шпунтовой сваи; первую коническую секцию для вхождения в контакт с внутренней стороной первой полки выпрямленной шпунтовой сваи по существу по всей ширине внутренней стороны; вторую коническую секцию для вхождения в контакт с одной стороной пояса выпрямленной шпунтовой сваи по существу по всей ширине пояса; и третью коническую секцию для вхождения в контакт с внешней стороной второй полки выпрямленной шпунтовой сваи по существу по всей ширине внешней стороны. Верхний правильный валок предпочтительно включает в себя: первую коническую секцию для вхождения в контакт с внешней стороной первой полки выпрямленной шпунтовой сваи по существу по всей ширине внешней стороны; вторую коническую секцию для вхождения в контакт с другой стороной пояса выпрямленной шпунтовой сваи по существу по всей ширине пояса; третью коническую секцию для вхождения в контакт с внутренней стороной второй полки выпрямленной шпунтовой сваи по существу по всей ширине внутренней стороны; и канавку для размещения второго соединительного средства выпрямленной шпунтовой сваи. Когда выпрямляемую заготовку вводят между верхним правильным валком и нижним правильным валком: изогнутая заготовка первой полки предпочтительно сначала упирается выпуклой угловой частью в первую коническую секцию нижнего правильного валка; волнообразная заготовка пояса предпочтительно сначала упирается своей по существу плоской первой частью во вторую коническую секцию верхнего правильного валка и своей по существу плоской второй частью на вторую коническую секцию нижнего правильного валка, при этом указанные по меньшей мере одна впадина волны и один гребень волны предпочтительно расположены в контуре межвалкового зазора, образованного между второй конической секцией нижнего правильного валка и второй конической секцией верхнего правильного валка без прикасания к указанному валку; причем изогнутая заготовка второй полки предпочтительно сначала упирается выпуклой угловой частью в третью коническую секцию верхнего правильного валка.
[0020] Перед введением прокатанной заготовки между нижним правильным валком и верхним правильным валком ее предпочтительно поворачивают вокруг продольной оси на угол в диапазоне между 5° и 45°, предпочтительно так, чтобы по существу плоская первая часть и по существу плоская вторая часть волнообразной заготовки пояса (если они имеются) были по существу параллельны образующей конуса второй конической секции верхнего или нижнего правильного валка.
[0021] Если средняя плоскость прокатки для верхнего правильного валка и нижнего правильного валка определяется как плоскость, параллельная осевым линиям обоих правильных валков и расположенная на половине расстояния между указанными осевыми линиями, то соединения между концами полок и соединительными средствами предпочтительно расположены вблизи средней плоскости прокатки.
[0022] Когда выпрямляемую заготовку вводят между верхним правильным валком и нижним правильным валком: выпуклую угловую часть изогнутой заготовки первой полки предпочтительно направляют вдоль первой конической секции нижнего правильного валка по направлению к канавке, в которой размещается первое соединительное средство; выпуклую угловую часть изогнутой заготовки второй полки предпочтительно направляют вдоль третьей конической секции верхнего правильного валка по направлению к канавке, в которой размещается второе соединительное средство; по существу плоскую первую часть волнообразной заготовки пояса предпочтительно направляют вдоль второй конической секции верхнего правильного валка по направлению к первой конической секции верхнего правильного валка; и по существу плоскую вторую часть волнообразной заготовки пояса предпочтительно направляют вдоль второй конической секции нижнего правильного валка по направлению к третьей конической секции нижнего правильного валка. Указанную по меньшей мере одну впадину волны и указанный по меньшей мере один гребень волны сначала размещают в контуре межвалкового зазора, образованного между второй конической секцией нижнего правильного валка и второй конической секцией верхнего правильного валка предпочтительно без контакта с указанными коническими секциями.
[0023] Если AB является расстоянием в прокатываемой заготовке перед выпрямлением между центром А заготовки первого угла и центром В заготовки второго угла и A′B′ является расстоянием в готовой шпунтовой свае между центром А′ первого угла и центром В′ второго угла; то отношение А′В′/AB предпочтительно находится в диапазоне от 1,05 до 1,25.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0024] Описанные выше признаки и другие признаки, аспекты и преимущества изобретения будут более понятны из приведенного ниже описания варианта осуществления изобретения со ссылками на прилагаемые чертежи, на которых:
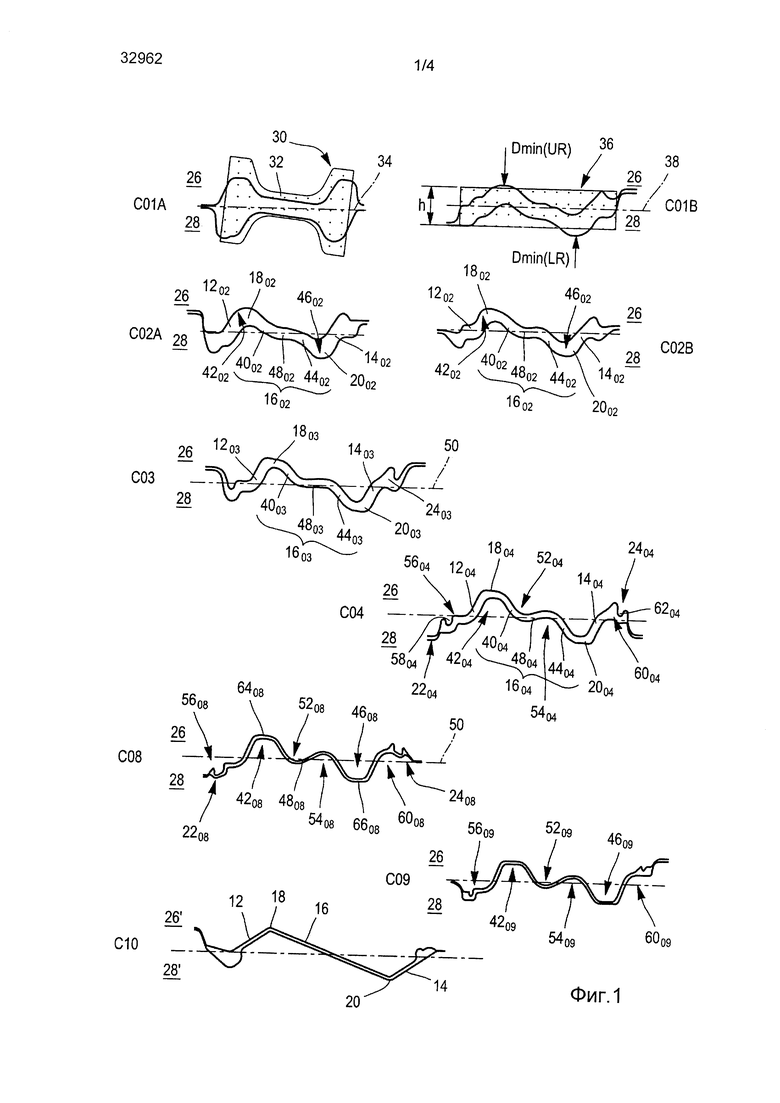
фиг. 1 схематически иллюстрирует способ прокатки шпунтовой сваи с Ζ-образным профилем при помощи видов вертикального поперечного сечения последовательных межвалковых зазоров, имеющих алфавитно-числовые обозначения С01А, С01В, С02А, С02В, С03, С04, …, С08, С09, С10;
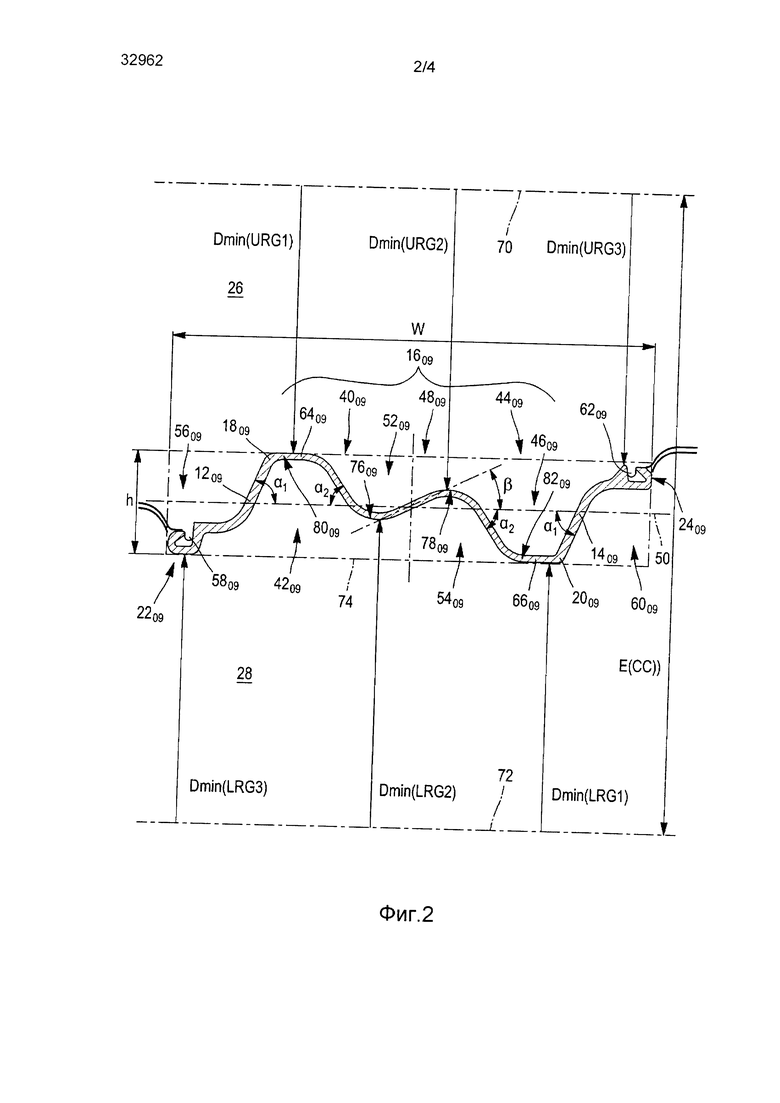
фиг. 2 показывает схематический вид в вертикальном поперечном разрезе межвалкового зазора С09, показанного на фиг. 1, на котором дополнительно изображены осевые линии верхнего и нижнего валков, а также, в межвалковом зазоре С09, готовая заготовка С09 шпунтовой сваи, прокатанная в указанном межвалковом зазоре;
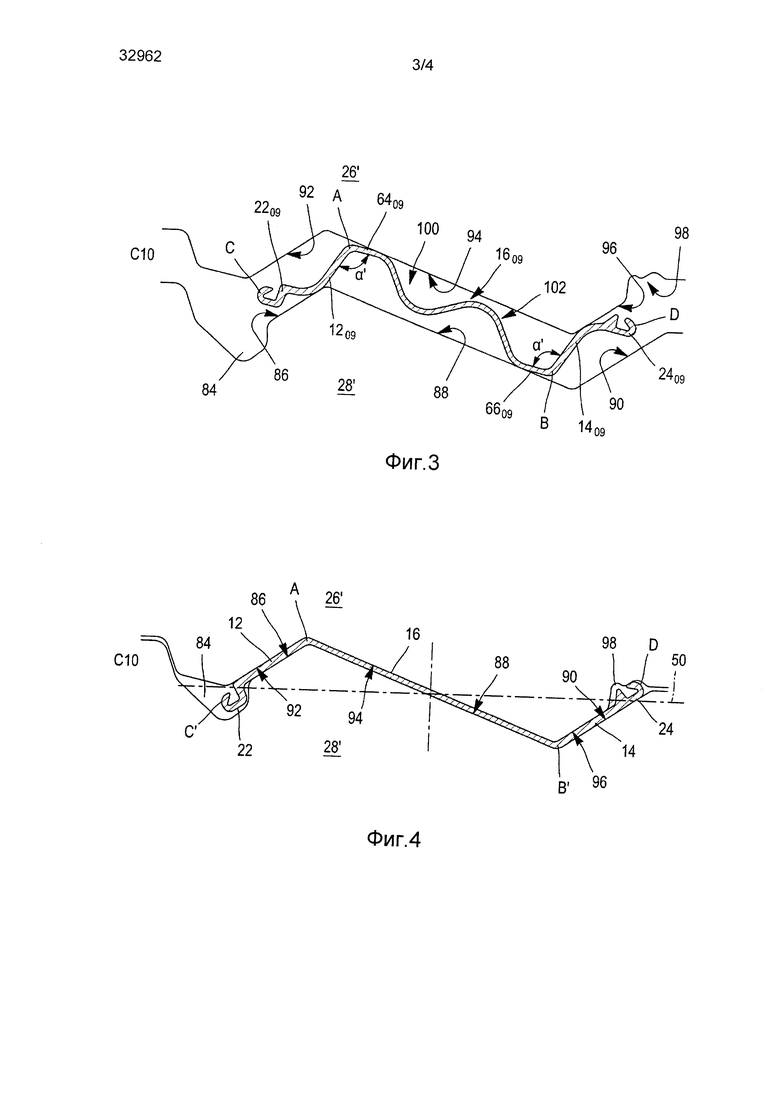
фиг. 3 показывает схематический вид в вертикальном поперечном разрезе межвалкового зазора С10, показанного на фиг. 1, на входе межвалкового зазора, образованного верхним и нижним правильными валками, то есть вертикальная плоскость разреза является несоосной с осевыми линиями верхнего и нижнего правильных валков, при этом разрез дополнительно показывает готовую заготовку С09 шпунтовой сваи на фиг. 2 при ее вхождении в первый контакт с правильными валками;
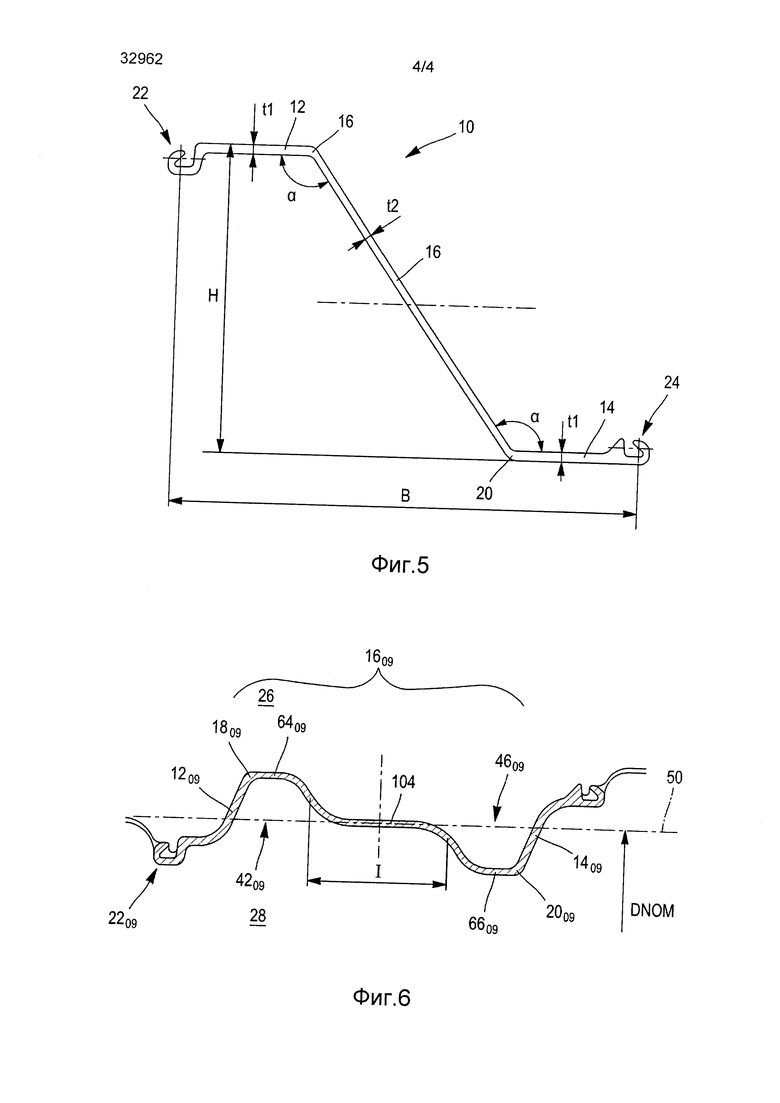
фиг. 4 показывает схематический вид в вертикальном поперечном разрезе, как и на фиг. 3, причем плоскость вертикального разреза теперь содержит осевые линии верхнего и нижнего правильного валка;
фиг. 5 показывает вид в поперечном разрезе шпунтовой сваи, изготовленной в соответствии с предлагаемым способом; и
фиг. 6 показывает схематический вид в вертикальном поперечном разрезе другого варианта осуществления последнего валкового зазора, в котором прокатывается другая заготовка шпунтовой сваи для последующего выпрямления.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0025] На фиг. 5 показана типичная шпунтовая свая 10 с Z-образным профилем, прокатываемая при помощи описанного ниже процесса. Данная типичная шпунтовая свая 10 с Z-образным профилем имеет первую полку 12, вторую полку 14, которая является по существу параллельной первой полке 12, наклонный прямой (то есть плоский) пояс 16, первый угол 18, соединяющий пояс 16 с первой полкой 12 и второй угол 20, соединяющий пояс 18 со второй полкой 14. Углы имеют угол α раскрыва, больший чем 90°, в целом в диапазоне от 110° до 140°. Доступные в настоящее время на рынке шпунтовые сваи с Z-образным профилем имеют ширину В, в целом находящуюся в диапазоне от 500 мм до 800 мм, и высоту, в целом находящуюся в диапазоне от 250 мм до 600 мм. В большинстве шпунтовых свай с Z-образным профилем пояс и полки имеют одинаковую толщину (то есть t1=t2), в целом в диапазоне от 8 мм до 20 мм. Однако для более тяжелых шпунтовых свай с Z-образным профилем толщина t1 полок 12, 14, может быть больше, чем толщина t2 пояса 16.
[0026] В шпунтовой свае 10 с Z-образным профилем на фиг. 5 первая полка 12 снабжена крючкообразным соединительным средством 22, в частности крючкообразным соединительным элементом типа LARSSEN. Вторая полка 14 снабжена когтеобразным соединительным средством 24, в данном случае когтеобразным соединительным средством типа LARSSEN, Однако, следует иметь в виду, что предлагаемый способ не обязательно ограничивается прокаткой шпунтовой сваи с Z-образным профилем, имеющей соединительные средства 22, 24 типа LARSSEN, как показано на фиг. 5. Другие возможные соединительные средства, например, показаны в европейском стандарте EN 10248-2, однако при этом также возможны другие соединительные средства. Кроме того, не исключается, что шпунтовая свая 10 с Z-образным профилем прокатывается с голыми концами полок или с концами полок, содержащих только заготовку соединительного средства, при этом соединительное средство, например, затем вырезается в конце полки или в заготовке соединительного средства посредством одной или нескольких операций механической обработки, или соединительные средства впоследствии присоединяются (например, привариваются) к голым концам полок.
[0027] На фиг. 1 схематически показаны различные этапы в предпочтительном варианте предлагаемого способа прокатки такой шпунтовой сваи с Z-образным профилем. Предлагаемый способ реализуется с парами профилированных валков, причем каждая пара валков представляет собой профилированный верхний валок 26 и профилированный нижний валок 28, установленные в вертикальной валковой установке (не показано).
[0028] Канавки в верхнем валке 26 и нижнем валке 28 взаимодействуют для ограничения межвалкового зазора с профилированным контуром и, возможно, регулируемой высотой. Каждый отдельный вид на фиг. 1 представляет собой вертикальное поперечное сечение отдельного профилированного контура межвалкового зазора. Ссылочные позиции С01А, С01В, С02А, С02В, С03, С04, …, С08, С09, С10 используются для идентификации последовательных контуров межвалковых зазоров, используемых в предложенном методе для прокатки шпунтовой сваи 10 с Z-образным профилем. Следует понимать, что заготовка шпунтовой сваи должна пройти несколько раз через несколько межвалковых зазоров, причем высота зазора постепенно уменьшается путем уменьшения вертикального расстояния между верхним валком 26 и нижним валком. Если заготовка шпунтовой сваи должна пройти несколько раз через определенный межвалковый зазор, то контур межвалкового зазора, показанный на фиг. 1, имеет высоту межвалкового зазора в течение последнего прохода заготовки шпунтовой сваи через указанный определенный межвалковый зазор. Ссылочные позиции С01А, С01В, С02А, С02В, С03, С04, С08 и С09 также используются для идентификации заготовки шпунтовой сваи после ее последнего прохождения через контур межвалкового зазора с той же самой ссылочной позицией.
[0029] Кроме того, следует отметить, что одна пара валков 26, 28 в целом ограничивает несколько (чаще всего три) прилегающих межвалковых зазоров, однако при этом, тем не менее, требуется несколько таких пар валков для образования всех контуров межвалковых зазоров, используемых для постепенного преобразования исходного продукта в готовую шпунтовую сваю с Z-образным профилем. Однако для понимания предлагаемого способа прокатки не важно знать, какой парой валков или в какой валковой установке образован конкретный контур С01А, С01В, С02А, С02В, С03, С04, … С08, С09, С10 межвалкового зазора. Таким образом, номер позиции 26 систематически используется в целом для идентификации любого верхнего валка, а номер позиции 28 систематически используется в целом для идентификации любого нижнего валка, которые используются в предлагаемом способе.
[0030] Следует отметить, что предлагаемый метод может быть осуществлен с балочной заготовкой или пластиной в качестве исходного продукта. В основном, могут отличаться только два первых контура межвалкового зазора в зависимости от того, является ли исходный продукт балочной заготовкой или пластиной. Таким образом, на фиг. 1 контуры С01А, С02А межвалковых зазоров соответствуют случаю, когда исходный продукт представляет собой балочную заготовку, в то время как контуры С01В, С02В межвалковых зазоров соответствуют случаю, когда исходный продукт представляет собой пластину, при этом контуры С03-С10 межвалковых зазоров, в конечном итоге, являются общими для обоих исходных продуктов.
[0031] В контуре С01А межвалкового зазора показана исходная форма балочной заготовки 30. Следует отметить, что данная балочная заготовка 30 поддерживается на слегка наклоненном валковом столе (не показан), так что ее пояс 32, на входе контура С01А межвалкового зазора, слегка наклонен по отношению к горизонтальной плоскости 34. Таким образом, на входе контура С01А межвалкового зазора часть 32 пояса балочной заготовки 30 имеет приблизительно такой же наклон, как и соответствующая часть пояса в контуре С01А межвалкового зазора. Как упомянуто выше, высота валков, показанная для контура С01А межвалкового зазора, соответствует высоте данного межвалкового зазора во время последнего прохода балочной заготовки 30 через данный контур С01А межвалкового зазора. Чтобы достичь требуемого уменьшения толщины и деформации, необходимы, например, три прохождения через контур С01А межвалкового зазора, при которых высота межвалкового зазора постепенно уменьшается. На выходе контура С01А межвалкового зазора поперечное сечение заготовки С0А1 шпунтовой сваи все еще имеет костеобразную форму, приближаясь к поперечному сечению балочной заготовки 30.
[0032] В контуре С01В межвалкового зазора показана начальная форма пластины 36. Следует отметить, что горизонтальная плоскость симметрии 38 данной пластины 36 содержит так называемую среднюю линию или линию прокатки, то есть горизонтальную линию, расположенную на половине вертикального расстояния между центральной осью верхнего валка 26 и центральной осью нижнего валка 28. Чтобы достичь требуемого уменьшения толщины и начальной деформации пластины 36, необходимы только от двух до четырех прохождений через контур С01В межвалкового зазора, при которых высота контура С01В межвалкового зазора последовательно уменьшается. В этом контексте следует отметить, что высота (или толщина) пластины 36 перед входом в первый раз в контур С01В зазора немного меньше высоты фиктивного прямоугольника, охватывающего контур С01В межвалкового зазора. (Как объяснено в данном документе ниже, высота этого прямоугольника соответствует [Е (CC)-(Dmin (UR)+Dmin (LR))/2], где E (CC) является вертикальным расстоянием между осевыми линиями верхнего валка 26 и нижнего валка 28, Dmin (UR) является минимальным диаметром верхнего валка 26 и Dmin (LR) является минимальным диаметром нижнего валка 28). На выходе из контура С01В межвалкового зазора поперечное сечение заготовки С0В1 шпунтовой сваи уже имеет приблизительно форму наклонной буквы "Z".
[0033] Следует понимать, что, в то время как контуры межвалковых зазоров С01А и С01В все еще довольно различны, контуры последующих межвалковых зазоров С02А и С02В уже очень сходны. Отсюда следует, что поперечные сечения заготовок С02А и С02В шпунтовой сваи уже достаточно сходны, чтобы иметь общий дизайн для следующего контура С03 межвалкового зазора.
[0034] Следует отметить, что заготовка определенной части готовой шпунтовой сваи 10 (см. фиг. 5) идентифицируется в заготовке С01А, С01В, С02А, С02В, С03, С04, …, С08, С09, С10 шпунтовой сваи посредством ссылочной позиции соответствующей части на фиг. 5, имеющей в качестве ссылочной позиции с нижним индексом номер соответствующей ссылочной позиции C. Например, начальная заготовка пояса 16 в заготовке С02А или С02В шпунтовой сваи идентифицируется посредством ссылки 1602.Аналогично, контурные элементы, имеющиеся в некоторых контурах межвалковых зазоров, или элементы, имеющиеся в заготовках шпунтовой сваи на различных этапах, идентифицируются посредством общей основной ссылочной позиции, имея в качестве ссылочной позиции с нижним индексом номер соответствующей ссылочной позиции С.
[0035] В контурах С02А и С02В межвалкового зазора (а также уже в С01В) прокатываются грубая заготовка пояса 16 (см. ссылочную позицию 1602), первой полки 12 (см. ссылочную позицию 1202), второй полки 14 (см. ссылочную позицию 1402), первого угла 18 (см. ссылочную позицию 1802) и второго угла 20 (см. ссылочную позицию 2002). Грубая заготовка 1802 первого угла 18 и прилегающей первой части 4002 грубой заготовки 1602 пояса 16 формируются в первой канавке 4202 верхнего валка 26, в которой указанный верхний валок 26 имеет свой минимальный диаметр. Грубая заготовка 2002 второго угла 20 и примыкающая вторая часть 4402 грубой заготовки 1602 пояса 16 формируются в первой канавке 4602 нижнего валка 28, в которой указанный нижний валок 28 имеет свой минимальный диаметр. Третья часть 4802 грубой заготовки 1602 пояса 16, которая расположена по центру между вышеупомянутой первой частью 4002 и второй частью 4402, формируется между двумя цилиндрическими (см. С02В) или двумя слегка коническими поверхностями (см. С01В и С02А) валков 26, 28.
[0036] В контуре С03 межвалкового зазора дополнительно уменьшается толщина всех вышеупомянутых грубых заготовок 1202, 1402, 1602, 1802 и 2002. Вышеупомянутая третья часть 4802 грубой заготовки 1602 пояса 16 расширяется и теперь прокатывается между двумя цилиндрическими поверхностями валков 26, 28 вблизи средней плоскости 50 прокатки, то есть в горизонтальной плоскости, расположенной на половине вертикального расстояния между центральной осью верхнего валка 26 и центральной осью нижнего валка 28. Отсюда следует, что третья часть 4803 грубой заготовки 1603 пояса 16 заготовки С03 шпунтовой сваи является по существу плоской. Кроме того, грубая заготовка 2203 крючкообразного соединительного средства 22 прокатывается в концевой части начальной заготовки 1202 первой полки 12, при этом грубая заготовка 2403 когтеобразного соединительного средства 24 прокатывается в концевой части грубой заготовки 1402 второй полки 12.
[0037] В контуре С04 межвалкового зазора дополнительно уменьшается толщина всех указанных грубых заготовок 1203 1403, 1603, 1803 и 2003, прокатываемых при помощи контура С03 межвалкового зазора. Кроме того, по существу плоская и горизонтальная третья часть 4803 начальной заготовки 1603 пояса 16 теперь прокатывается в виде слегка волнообразной третьей части 4804, которая имеет в поперечном сечении по существу форму буквы ′′S, наклоненной на 90°. Указанная третья волнообразная или центральная часть 4804 заготовки 1604 пояса 16 сформирована частично во второй канавке 5204 нижнего валка 28, которая в горизонтальном направлении является смежной с первой канавкой 4204 в верхнем валке 26, и частично во второй канавке 5404 верхнего валка 26, которая в горизонтальном направлении является смежной со второй канавкой 5204 в верхнем валке 28. Грубая заготовка 2203 крючкообразного соединительного средства 22 дополнительно обрабатывается в третьей канавке 5604 в нижнем валке 28, которая расположена несколько под плоскости 50 прокатки, посредством первого кольцеобразного буртика 5804 верхнего валка 26. Грубая заготовка 2403 когтеобразного соединительного средства 24 дополнительно обрабатывается в третьей канавке 6004 верхнего валка 26, которая расположена немного выше плоскости 50 прокатки, при этом верхний валок 26 имеет второй кольцеобразный буртик 6204, расположенный в третьей канавке 6004 для формирования внутренней камеры в заготовке 2402 крючкообразного соединительного средства 24.
[0038] В контурах C05-С07 межвалкового зазора, которые не показаны на фиг. 1, дополнительно уменьшается толщина всех заготовок 1204, 1404, 1604, 1804 и 2004, прокатываемых при помощи контура С04 межвалкового зазора. Из сравнения контура С04 межвалкового зазора с контуром С08 межвалкового зазора, понятно, что увеличение длины изогнутой заготовки 1604 пояса 16, обусловленное уменьшением толщины, частично поглощается вследствие формирования по существу плоской части 6408 в первой канавке 4208 верхнего валка 26, по существу плоской части 6608 в первой канавке 4604 нижнего валка 28, частично вследствие увеличенной глубины второй канавки 5208 нижнего валка 28 и второй канавки 5408 верхнего валка 28. Увеличение длины заготовки 1204 первой полки 12, которое обусловлено уменьшением толщины, в основном поглощается путем размещения эквивалента 5608 третьей канавки 5602, в котором формируется заготовка 2208 крючкообразного соединительного средства 22, на большом расстоянии под плоскостью 50 прокатки. Минимальный диаметр нижнего валка 28 в третьей канавке 5608 остается, однако, большим, чем (или по меньшей мере равным) минимальный диаметр нижнего валка 28 в первой канавке 4608. Аналогичным образом, увеличение длины заготовки 1404 второй полки 14, которое обусловлено уменьшением толщины, в основном поглощается размещением эквивалента 6008 третьей канавки 6002, в котором формируется заготовка 2408 когтеобразного соединительного средства 24, на большем расстоянии выше плоскости 50 прокатки. Минимальный диаметр верхнего валка 26 в третьей канавке 6008 остается, однако, большим (или по меньшей мере равным) минимального диаметра верхнего валка 26 в первой канавке 4208.
[0039] Контур С09 межвалкового зазора отличается от контура С08 межвалкового зазора главным образом третьей канавкой 5609 в нижнем валке 28, в которой завершается выполнение крючкообразного соединительного средства 22, а также третьей канавкой 6009 в верхнем валке 26, в которой завершается выполнение когтеобразного соединительного средства 24. Первая и вторая канавки 4609, 5209 в нижнем валке 28, а также первая и вторая канавки 4209, 5409 в верхнем валке 26 по существу одинаковы в контурах С08 и С09 межвалкового зазора. Заготовка С09 шпунтовой сваи имеет изогнутую заготовку 1609 пояса 16, изогнутую заготовку 1209 первой полки 12, оснащенную крючкообразным соединительным средством 22, и изогнутую заготовку 1409 второй полки 14, оснащенную когтеобразным соединительным средством 24. Геометрия контура С09 межвалкового зазора и заготовки С09 шпунтовой сваи более подробно описана ниже со ссылкой на фиг. 2.
[0040] Контур С10 межвалкового зазора выполнен в виде чистого правильного межвалкового зазора, в котором выпрямляются изогнутая заготовка 1609 пояса 16, изогнутая заготовка 1209 первой полки 12 и изогнутая заготовка 1409 второй полки 14, что придает, таким образом, окончательную геометрию шпунтовой сваи 10 с Z-образным профилем, как показано на фиг. 5, заготовке С09 шпунтовой сваи, как показано на фиг. 2.
[0041] Со ссылкой на фиг. 2 ниже более подробно описана геометрия контура С09 межвалкового зазора и заготовки С09 шпунтовой сваи. Номер позиции 70 обозначает осевую линию верхнего валка 26, а номер позиции 72 - осевую линию нижнего валка 28. Осевая линия 70, 72 валка определяется как линия, вокруг которой вращаются валки 26, 28, то есть линия, проходящая через центры двух опорных шеек валка. Вертикальное расстояние между двумя осевыми линиями 70, 72 обозначено стрелкой E (CC). Номинальный диаметр Dnom верхнего валка 26 и нижнего валка 28 по определению равен расстоянию E (CC). В целях экономии места, диаметры валков идентифицируются на фиг. 2 стрелками, которые исходят только из осевой линии 70, 72 валка 26, 28.
[0042] При рассмотрении фиг. 2 можно заметить, что планка С09 шпунтовой сваи раскатывается в шести канавках, образованных в верхнем валке 26 и нижнем валке 28, то есть:
1) первая канавка 4209 в верхнем валке 26: в которой прокатываются заготовка 1809 первого угла 18 и прилегающая первая часть 4009 изогнутой заготовки 1609 пояса 16; в которой верхний валок 26 имеет минимальный диаметр Dmin (URG1), меньший, чем Dnom; и в которой нижний валок 28 имеет выпуклую форму, сопряженную с вогнутой формой первой канавки 4209 в верхнем валке 26;
2) первая канавка 4609 в нижнем валке 28: в которой прокатываются заготовка 2009 второго угла 20 и прилегающая вторая часть 4409 изогнутой заготовки 1609 пояса 16; в которой нижний валок 28 имеет минимальный диаметр Dmin (LRG1), меньший, чем Dnorm; и в которой верхний валок 26 имеет выпуклую форму, сопряженную с вогнутой формой первой канавки 4609 в нижнем валке 28;
3) вторая канавка 5209 в нижнем валке 28: которая в горизонтальном направлении расположена смежно с первой канавкой 4209 в верхнем валке 26; в которой прокатывается первая изогнутая часть (то есть впадина волны) третьей части 4809 изогнутой заготовки 1609 пояса 16; в которой нижний валок 28 имеет минимальный диаметр Dmin (LRG2), немного меньший, чем Dnom; и в которой верхний валок 26 имеет выпуклую форму, сопряженную с вогнутой формой второй канавки 5209 в нижнем валке 28;
4) вторая канавка 5409 в верхнем валке 26: которая расположена в горизонтальном направлении смежно с первой канавкой 4609 в нижнем валке 28; в которой прокатывается вторая изогнутая часть (то есть впадина волны) третьей части 4809 изогнутой заготовки 1609 пояса 16; в которой верхний валок 26 имеет минимальный диаметр Dmin (URG2), немного меньший, чем Dnom; и в которой нижний валок 28 имеет выпуклую форму, сопряженную с вогнутой формой второй канавки 5409 в верхнем валке 26;
5) третья канавка 5609 в нижнем валке 28: которая расположена в горизонтальном направлении смежно с первой канавкой 4209 в верхнем валке 26; в которой прокатывается крючкообразное соединительное средство 22; в которой нижний валок 28 имеет минимальный диаметр Dmin (LRG3), меньший, чем Dnom; и в которой верхний валок 26 имеет сопряженную выпуклую форму с первым кольцеобразным буртиком 5809, проникающим в кольцеобразную полость в третьей канавке 5609, для формирования в ней крючкообразного соединительного средства 22; и
6) третья канавка 6009 в верхнем валке 26: которая расположена в горизонтальном направлении смежно с первой канавкой 4609 в нижнем валке 28; в которой прокатывается когтеобразное соединительное средство 24; в которой верхний валок 26 имеет минимальный диаметр Dmin (URG3), меньший, чем Dnom; в которой верхний валок 26 имеет кольцеобразное углубление со вторым кольцеобразным буртиком 6209 в нем, чтобы сформировать в нем когтеобразное соединительное средство 24; и в которой нижний валок 28 имеет сопряженную выпуклую форму для формирования по существу плоской задней части когтеобразного соединительного средства 24.
[0043] Последовательность из шести канавок, образующих контур С09 межвалкового зазора, выглядит слева направо следующим образом: (1) третья канавка 5609 в нижнем валке 28; (2) первая канавка 4209 в верхнем валке 26; (3) вторая канавка 5209 в нижнем валке 28; (4) вторая канавка 5409 в верхнем валке 26; (5) первая канавка 4609 в нижнем валке 28; и (6) третья канавка 6009 в верхнем валке 26.
[0044] Кроме того, следует отметить, что: Dmin (LRG1) приблизительно равен Dmin (URG1); Dmin (LRG2) больше, чем Dmin (LRG1) и Dmin (LRG3) приблизительно равен Dmin (LRG1). Аналогично: Dmin (URG2) больше, чем Dmin (URG1) и Dmin (URG3) приблизительно равен Dmin (URG1).
[0045] Эта компоновка предлагаемого контура межвалкового зазора дополнительно показана со ссылкой на прямоугольник 74, который изображен на фиг. 2 при помощи штрихпунктирной линии. Ширина w данного прямоугольника 74 является полной горизонтальной шириной контура межвалкового зазора, а высота h является полной вертикальной высотой контура межвалкового зазора, то есть:
h=Emin (CC)-[Dmin (URG1)-Dmin (LRG1)]/2.
Здесь Emin (CC) является минимальным вертикальным расстоянием между осевыми линиями верхнего валка 26 и нижнего валка 28, то есть, когда верхний валок 26 и нижний валок 28 находятся ближе всего (в случае, если заготовки шпунтовой сваи проходит несколько раз через контур межвалкового зазора, а высота контура межвалкового зазора уменьшается между последовательными проходами). Средняя плоскость 50 прокатки является центральной плоскостью прямоугольника 74.
[0046] Форму указанного прямоугольника 74 можно охарактеризовать отношением его ширины к высоте w/h. В примере, показанном на фиг. 2, это отношение составляет около 5. В способе, описанном в патенте США US 5,671,630, такое же отношение меньше чем 3, что означает, что в известном способе канавки в валках - для той же самой доступной ширины прокатки - гораздо глубже, чем в новом способе, предложенном в данном документе.
[0047] Следует понимать, что - из-за использования контура межвалкового зазора с, в общей сложности, шестью смежными канавами 5609, 4209, 5209, 5409, 4609 и 6009 - отдельные части заготовки С09 шпунтовой сваи (а также части произвольной заготовки из заготовок С04-С08 шпунтовой сваи) могут прокатываться в непосредственной близости от средней плоскости 50 прокатки, то есть без необходимости в глубоких канавках в валках 26, 28. Отсюда следует, что начальный минимальный диаметр валков 26, 28 может быть больше, то есть контур межвалкового зазора может восстанавливаться чаще, прежде чем минимальные диаметры валков станут меньше предельного значения. По сравнению со способом, описанным в US 5,671,630, способ, предложенный в настоящем документе, обеспечивает возможность получения около 80 мм на минимальный диаметр валков. Кроме того, менее глубокие канавки в валках также приводят к уменьшению моментов прокатки и к более одинаковым скоростям на поверхности контура межвалкового зазора, то есть к меньшему механическому износу поверхностей валков. Наконец, канавки с сильно закругленными углами, как в предлагаемых контурах межвалкового зазора, также приводят к меньшим напряжениям в валках. Таким образом, с помощью предложенного способа валки изнашиваются менее быстро и должны восстанавливаться реже, однако из-за большего минимального диаметра, они даже могут восстанавливаться чаще, чем в любом известном способе прокатки шпунтовых свай с Z-образным профилем. Следовательно, с помощью предложенного способа существенно увеличивается общее время службы валков.
[0048] Кроме того, ниже показано, что, благодаря шести смежным канавкам 56, 42, 52, 54, 46, 60, заготовка шпунтовой сваи очень хорошо направляется между валками, что облегчает, среди прочего, прокатку соединительных средств (заготовка шпунтовой сваи с меньшей вероятностью отклоняется в продольном направлении).
[0049] Еще одним важным преимуществом предлагаемого способа является то, что можно прокатывать шпунтовую сваю с Z-образным профилем, начиная с относительно тонкой пластины.
[0050] Для облегчения выпрямления изогнутой заготовки 1609 пояса 16, глубина второй канавки 5209 в нижнем валке 28 и глубина второй канавки 5409 в верхнем валке 26 предпочтительно менее важны, чем глубина первой канавки 4609 в нижнем валке 28 и глубина первой канавки 4209 в верхнем валке 26. В примере, показанном на чертежах, имеет место, например, соотношение:
[Dnom-Dmin (URG2)]<0.2[Dnom-Dmin (URG1)] и
[Dnom-Dmin (LRG2)]<0.2[Dnom-Dmin (LRG1)].
[0051] Как можно видеть на фиг. 2, вторая канавка 5209 в нижнем валке 28 и вторая канавка 5409 в верхнем валке 26 имеет вогнутую нижнюю поверхность 76, 78, тогда как нижние поверхности в первой канавке 4609 в нижнем валке 28 и в первой канавке 4209 в верхнем валке 26 представляют собой по существу цилиндрические поверхности по меньшей мере в непосредственной близости от углов, прокатывающих заготовки 1809. 2009 углов 18, 20.
[0052] В первой канавке 4609 верхнего валка 26 внешняя боковая поверхность образована в виде конической поверхности, образующей угол α1, равный приблизительно 67°, при этом внутренняя боковая поверхность образована в виде конической поверхности, образующей угол α2, равный приблизительно 55°, причем цилиндрическая опорная поверхность центрирована на осевой линии 70 верхнего валка 26. Аналогичным образом, в первой канавке 4609 нижнего валка 28 внешняя боковая поверхность образована в виде конической поверхности, образующей угол α1, равный приблизительно 67°, при этом внутренняя боковая поверхность образована в виде конической поверхности, образующей угол α2, равный приблизительно 55°, причем цилиндрическая опорная поверхность центрирована на осевой линии 72 нижнего валка 28. В целом, α1 находится в диапазоне от 55° до 75°, предпочтительно от 60° до 70°, при этом α2 находится в диапазоне от 45° до 65°, предпочтительно от 50° до 60°.
[0053] Третья часть 4809 изогнутой заготовки 1609 пояса 16 имеет по существу форму буквы "S", наклоненной на 90°, образуя впадину волны и гребень волны. Центральная часть "S"-образной части, которая соединяет впадину волны с гребнем волны, образует угол β, приблизительно равный 25° (в целом β находится в диапазоне от 10° до 40°, предпочтительно от 20° до 30°).
[0054] Заготовка 1209 первой полки 12 имеет по существу форму буквы "J", которая немного наклонена вправо, при этом эквивалент нижней ветви буквы "J", который оснащен заготовкой 2209 крючкообразного соединительного средства 22, проходит по существу параллельно средней плоскости 50. Заготовка 1409 второй полки 14 имеет по существу форму буквы "J", которая повернута по часовой стрелке приблизительно на 180°, при этом эквивалент нижний ветви буквы "J", который оснащен заготовкой 2409 когтеобразного соединительного средства 24, проходит по существу параллельно средней плоскости 50. Как указано выше, заготовка 2209 крючкообразного соединительного средства 22 прокатывается под средней плоскостью 50 прокатки, при этом Dmin (LRG3) по существу равен Dmin (LRG1), причем заготовка 2409 когтеобразного соединительного средства 24 прокатывается выше средней плоскости 50 прокатки, при этом Dmin (URG3) по существу равен Dmin (URG1). Кроме того, следует отметить, что заготовка 2209 уже имеет окончательную форму крючкообразного соединительного средства 22, а заготовка 2409 уже имеет окончательную форму когтеобразного соединительного средства 24. Тем не менее, благодаря изогнутой заготовке 1209 и 1409 полок 12 и 14 ориентация соединительных средств 22, 24 еще не является окончательной.
[0055] На фиг. 6 показан другой вариант выполнения межвалкового зазора и заготовки шпунтовой сваи в соответствии с настоящим изобретением Данный вариант осуществления отличается от варианта осуществления на фиг. 2 тем, что в интервале "I" между первой канавкой 4209 в верхнем валке 26 и первой канавкой 4609 в нижнем валке 28 диаметр нижнего валка 28 сначала уменьшается, пока не становится приблизительно равным номинальному диаметру Dnom, затем остается постоянным на определенной длине нижнего валка 28 прежде чем он снова уменьшается. Диаметр верхнего валка 26 изменяется в указанном интервале I комплементарным образом. Это означает, что средняя секция 104 изогнутой заготовки пояса 1609 формируется в целом между по существу цилиндрической частью верхнего валка 26 и по существу цилиндрической частью нижнего валка 28 вблизи средней плоскости прокатки. Благодаря тому, что средняя секция 104 изогнутой заготовки пояса 1609 прокатывается, по меньшей мере частично, между по существу цилиндрическими секциями валков, требуется меньшее вертикальное пространство для прокатки заготовки пояса; то есть минимальные диаметры двух валков могут быть больше, чем в любом известном способе прокатки шпунтовой сваи с Z-образным контуром. Следует отметить, что вместо прокатки, как показано на фиг. 6, одной промежуточной ступеньки в изогнутой заготовке пояса 1609, также можно прокатывать несколько промежуточных ступенек.
[0056] Выпрямление заготовки С09 шпунтовой сваи описывается теперь со ссылкой на фиг. 3 и фиг. 4. На фиг. 3 показана заготовка С09 шпунтовой сваи, описанная со ссылкой на фиг. 2, на входе межвалкового зазора, образованного верхним правильным валком 26′ и нижним правильным валком 28′ (плоскость вертикального разреза не является соосной с осевыми линиями верхнего и нижнего правильного валков 26′, 28′), при этом заготовка шпунтовой сваи показана в положении, когда она входит в первый контакт с правильными валками 26′, 28′. На фиг. 4 готовая шпунтовая свая 10 с Z-образным профилем показана на выходе межвалкового зазора, образованного верхним правильным валком 26′ и нижним правильным валком 28′ (плоскость вертикального разреза на фиг. 4 содержит осевые линии верхнего и нижнего правильного валка 26′, 28′).
[0057] Нижний правильный валок 28′ включает в себя (см. фиг. 3 и 4): канавку 84 для размещения первого соединительного средства 22 выпрямленной шпунтовой сваи; первую коническую секцию 86, которая на фиг. 4 находится в контакте с внутренней стороной первой полки 12 выпрямленной шпунтовой сваи по существу по всей ширине указанной внутренней стороны; вторую коническую секцию 88, которая на фиг. 4 находится в контакте с одной стороной пояса 16 выпрямленной шпунтовой сваи по существу по всей ширине указанного пояса 16; и третью коническую секцию 90, которая на фиг. 4 находится в контакте с внешней стороной второй полки 14 выпрямленной шпунтовой сваи по существу по всей ширине указанной внешней стороны.
[0058] Верхний правильный валок 26′ включает в себя: первую коническую секцию 92, которая на фиг. 4 находится в контакте с внешней стороной первой полки 12 выпрямленной шпунтовой сваи по существу по всей ширине указанной внешней стороны; вторую коническую секцию 94, которая на фиг. 4 находится в контакте с другой стороной пояса выпрямленной шпунтовой сваи по существу по всей ширине пояса 16; третью коническую секцию 96, которая на фиг. 4 находится в контакте с внутренней стороной второй полки 14 выпрямленной шпунтовой сваи по существу по всей ширине указанной внутренней стороны; и канавку 98 для размещения второго соединительные средства 24 выпрямленной шпунтовой сваи.
[0059] Необходимо, таким образом, отметить, что геометрия верхнего правильного валка 26′ и нижнего правильного валка 28′ определяется главным образом геометрией конечной шпунтовой сваи 10 с Z-образным профилем.
[0060] Перед тем, как заготовка С09 шпунтовой сваи вводится между верхним правильным валком 26′ и нижним правильным валком 28′, она поворачивается вокруг продольной оси так, чтобы по существу плоские первые части 6409 и 6609 волнообразной заготовки 1609 пояса 16 были по существу параллельны образующей конуса второй конической секции 94 верхнего правильного валка 26′, и, соответственно, образующей конуса второй конической секции 88 нижнего правильного валка 28′. В данном случае заготовка шпунтовой сваи, например, повернута на угол около 12° вокруг продольной оси, проходящей через выпуклый угол, определенный J-образной заготовкой 1209 первой полки 12.
[0061] На фиг. 3 заготовка С09 шпунтовой сваи показана в межвалковом зазоре С10 в первом контакте с правильными валками 26′, 28′; то есть до начала выпрямления. Изогнутая заготовка 1209 первой полки 12 опирается выпуклой угловой частью на первую коническую секцию 86 нижнего правильного валка 28′. Волнообразная заготовка 1609 пояса 16 опирается своей по существу плоской второй частью 6609 на вторую коническую секцию 88 нижнего правильного валка 28′. Верхний правильный валок 26′ контактирует с заготовкой С09 шпунтовой сваи своей второй конической секцией 94 на по существу плоской первой части 6409 волнообразной заготовки 1609 пояса 16, а также своей третьей конической секцией 96 на выпуклой угловой части изогнутой заготовки 1409 второй полки 14. Следует отметить, что впадина 100 волны и гребень 102 волны волнообразной заготовки 1609 пояса 16 расположены в контуре межвалкового зазора, образованного между второй конической секцией 88 нижнего правильного валка 28′ и второй конической секцией 94 верхнего правильного валка 26′ без соприкосновения с валком 26′. Это возможно потому, что, как описано выше, в контуре С09 межвалкового зазора, глубина второй канавки 5209 в нижнем валке 28 и глубина второй канавки 5409 в верхнем валке 26 гораздо менее значимы, чем глубина первой канавки 4609 в нижнем валке 28 и глубина первой канавки 4209 в верхнем валке 26. Следует отметить, что тот факт, что, по меньшей мере в течение начального выпрямления волнообразного пояса 1609 впадина 100 волны и гребень 102 волны 102 не соприкасаются с правильными валками 26′, 28′, а это значительно облегчает данную операцию выпрямления.
[0062] Выпрямление заготовки С10 шпунтовой сваи в контуре С10 межвалкового зазора может быть выполнено в один проход. Во время выпрямления выпуклая угловая часть изогнутой заготовки 1209 первой полки 12 направляется вдоль конической секции 86 нижнего правильного валка 28′ по направлению к канавке 84, в которой размещается первое соединительное средство 2209. Аналогичным образом, выпуклая угловая часть изогнутой заготовки 1409 второй полки 14 направляется вдоль третьей конической секции 96 верхнего правильного валка 26′ по направлению к канавке 98, в которой размещается второе соединительное средство 2409. Одновременно увеличиваются углы α′ раскрыва заготовок 1809, 2009 первого и второго углов 18, 20, которые изначально больше чем 90°, но все еще меньше, чем соответствующие углы раскрыва в шпунтовой сваи с Z-образным профилем. По существу плоская первая часть 6409 волнообразной заготовки 1609 пояса 16 направляется вдоль второй конической секции 94 верхнего правильного валка 26′ по направлению к конической секции 92 верхнего правильного валка 26′. Аналогичным образом, по существу плоская вторая часть 6609 волнообразной заготовки 1609 пояса 16 направляется вдоль второй конической секции 88 нижнего правильного валка 88 по направлению к третьей конической секции нижнего верхнего правильного валка 28′.
[0063] На фиг. 3 показаны выпрямленная Z-образная свая, выходящая из межвалкового зазора, образованного правильными валками 26′, 28′. Пояс 16, первая полка 12 и вторая полка 14 являются теперь плоскими, при этом соединительные средства 22, 24, которые расположены в канавках 84, 98, имеют свою окончательную ориентацию по отношению к первой полке 12 и второй полке 14. Соединения между концами полок и соединительными средствами 22, 24 расположены вблизи указанной средней плоскости 50 прокатки.
[0064] Во время выпрямления заготовки 1609 пояса 16 расстояние между точками А и В, которые являются центрами углов 18, 20, увеличивается приблизительно на 14%. Аналогично, расстояние между точками С и D на внешних торцах соединительных средств увеличивается приблизительно на 12%. Наконец, отношение между общей горизонтальной шириной w контуров С10 и С09 межвалкового зазора составляет приблизительно 1,2.
[0065] Следует отметить, что предлагаемый способ является особенно предпочтительным для прокатки шпунтовых свай с Z-образным профилем, в которых толщина t2 пояса 16 меньше, чем толщина t1 полок 12, 14 и/или в которых углы 18, 20 внешне и/или внутренне усилены посредством локальной дополнительной толщины пояса 16 и/или полки 12, 14.
Список ссылочных обозначений
В приведенном ниже списке "i" обозначает индекс, образованный на основе ссылочной позиции, используемой для идентификации контура межвалкового зазора или заготовки шпунтовой сваи, прокатываемой в данном контуре межвалкового зазора.
10 шпунтовая свая с Z-образным профилем
12 первая полка
12i заготовка для 12
14 вторая полка
14i заготовка для 14
16 наклонной прямой пояс
16i заготовка для 16
18 первый угол
18i заготовка для 18
20 второй угол
20i заготовка для 20
22 крючкообразное соединительное средство
22i заготовка для 22
24 когтеобразное соединительное средство
24i заготовка для 24
26 верхний валок
26′ верхний правильный валок
28 нижний валок
28′ нижний правильный валок
30 балочная заготовка
32 пояс для 30
34 горизонтальная плоскость
36 пластина
38 горизонтальная плоскость симметрии для 36
40i первая часть 16, примыкающая к 18
42i первая канавка для 26
44i вторая часть для 16, примыкающая к 20
46i первая канавка для 28
48i третья часть для 16
50 средняя плоскость прокатки
52i вторая канавка в 28
54i вторая канавка в 26
56i третья канавка в 28
58i первый кольцеобразный буртик для 26
60i третья канавка в 26
62i второй кольцеобразный буртик для 26
64i по существу плоская часть для 40i
66i по существу плоская часть для 44i
70 осевая линия для 26
72 осевая линия для 28
74 прямоугольник на фиг. 2
76i нижняя поверхность в 52i
78i нижнюю поверхность в 54i
80i нижняя поверхность в 42i
82i нижняя поверхность в 46i
84 канавка в 28′ для 22
86 первая коническая секция для 28′
88 вторая коническая секция для 28′
90 третья коническая секция для 28′
92 первая коническая секция для 26′
94 вторая коническая секция для 26′
96 третья коническая секция для 26′
98 канавка в 26′ для 24
100 впадина волны
102 гребень волны
104 средняя секция изогнутой заготовки пояса
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРНАЯ ШПУНТОВАЯ СВАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2083763C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |
| Z-ОБРАЗНАЯ ШПУНТОВАЯ СВАЯ С ВЫСОКИМ МОМЕНТОМ СОПРОТИВЛЕНИЯ | 1997 |
|
RU2167239C2 |
| U-ОБРАЗНАЯ ШПУНТОВАЯ СВАЯ С НИЗКИМ СОПРОТИВЛЕНИЕМ ЗАБИВАНИЮ | 1997 |
|
RU2190061C2 |
| Элемент шпунтового ограждения | 1981 |
|
SU1021711A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПУНТОВОГО ПРОФИЛЯ ПОВЫШЕННОЙ ЖЕСТКОСТИ | 2015 |
|
RU2571029C1 |
| ПРОКАТКА УГЛОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2530682C2 |
| СПОСОБ ПРОКАТКИ СВАЙ ШПУНТОВЫХ СТЕНОК С Z-ОБРАЗНЫМ СЕЧЕНИЕМ | 1995 |
|
RU2145263C1 |
| Шпунтовая свая | 1981 |
|
SU977573A1 |
| Способ возведения шпунтового ограждения при проведении работ на магистральном трубопроводе и шпунтовое сборно-разборное ограждение для обустройства котлована | 2018 |
|
RU2705674C2 |
Способ относится к области прокатки шпунтовой сваи с Z-образным профилем. Способ включает этапы, на которых прокатывают изогнутую заготовку пояса (16) в последовательных межвалковых зазорах, образованных по меньшей мере одной парой валков, которая включает в себя верхний профилированный валок (26) и нижний профилированный валок (28), при этом в первой канавке (42) верхнего валка (26) формируют первый угол (18) и, примыкающей первой части изогнутой заготовки пояса (16) и в первой канавке (46) нижнего валка (28) формируют второй угол (20), а в также примыкающей второй части изогнутой заготовки пояса (16). Уменьшение износа прокатных валков обеспечивается за счет того, что в последних межвалковых зазорах, формирующих изогнутую заготовку пояса (16), диаметр нижнего валка (28) уменьшается прерывистом образом в интервале между первой канавкой (42) в верхнем валке (26) и первой канавкой (46) в нижнем валке (28), а диаметр верхнего валка (26) увеличивается в указанном интервале комплементарным образом. 14 з.п. ф-лы, 6 ил.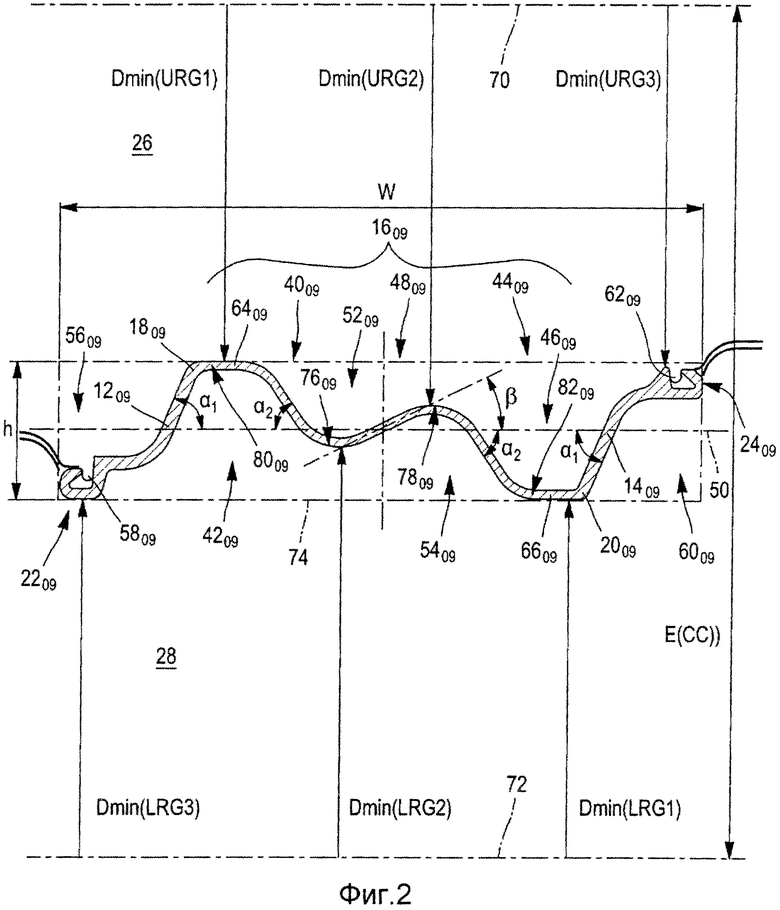
1. Способ прокатки шпунтовой сваи с Z-образным профилем, имеющей первую полку (12), вторую полку (14), которая, по существу, параллельна указанной первой полке (12), наклонный пояс (16), первый угол (18), соединяющий указанный пояс (16) с указанной первой полкой (12), второй угол (20), соединяющий указанный пояс (16) с указанной второй полкой (14), причем каждый из указанных углов имеет угол α раскрыва, больший, чем 90°; при этом указанный способ включает в себя этапы, на которых:
- прокатывают изогнутую заготовку указанного пояса (16) в последовательных межвалковых зазорах, образованных по меньшей мере одной парой валков, которая включает в себя верхний профилированный валок (26) и нижний профилированный валок (28), при этом:
в первой канавке (42) указанного верхнего валка формируют заготовку указанного первого угла (18) и примыкающей первой части указанной изогнутой заготовки указанного пояса (16), и в первой канавке (46) указанного нижнего валка формируют заготовку указанного второго угла (20) и примыкающей второй части указанной изогнутой заготовки указанного пояса (16); и
- затем выпрямляют указанную изогнутую заготовку указанного пояса (16) между верхним правильным валком (26′) и нижним правильным валком (28′);
отличающийся тем, что
по меньшей мере в последних межвалковых зазорах, формирующих указанную изогнутую заготовку указанного пояса (16), диаметр указанного нижнего валка уменьшается прерывистом образом в интервале между указанной первой канавкой (42) в указанном верхнем валке и указанной первой канавкой (46) в указанном нижнем валке, а диаметр указанного верхнего валка увеличивается в указанном интервале комплементарным образом.
2. Способ по п. 1, в котором:
третью часть указанной изогнутой заготовки указанного пояса (16), которая расположена между указанной первой частью и указанной второй частью, формируют либо частично в по меньшей мере второй канавке (52) указанного нижнего валка и частично в по меньшей мере второй канавке (54) указанного верхнего валка, либо частично между, по существу, цилиндрическими частями указанного верхнего валка и указанного нижнего валка.
3. Способ по п. 2, в котором:
номинальный диаметр (Dnom) каждого валка в паре валков определяется как минимальное вертикальное расстояние (Е(СС)) между осевыми линиями (70, 72) валков из указанной пары валков;
минимальный диаметр (Dmin(LRG2)) указанного нижнего валка в его второй канавке (52) меньше, чем номинальный диаметр (Dnom) указанного нижнего валка, и больше, чем минимальный диаметр (Dmin(LRG1)) указанного нижнего валка в первой канавке (46); и/или
минимальный диаметр (Dmin(URG2)) указанного верхнего валка в его второй канавке (54) меньше, чем номинальный диаметр (Dnom) указанного верхнего валка, и больше, чем минимальный диаметр (Dmin(URG1)) указанного верхнего валка в его первой канавке (42).
4. Способ по п. 3, в котором, если:
Dmin (URG1) является минимальным диаметром указанного верхнего валка в его первой канавке (42);
Dmin(URG2) является минимальным диаметром указанного верхнего валка в его второй канавке (54);
Dmin(LRG1) является минимальным диаметром указанного нижнего валка в его первой канавке (46);
Dmin(LRG2) является минимальным диаметром указанного нижнего валка в его второй канавке (52); и
Dnom является номинальным диаметром верхнего валка и нижнего валка;
то:
[Dnom - Dmin(URG2)]<k [Dnom - Dmin(URG1)]
и/или
[Dnom - Dmin(LRG2)]<k [Dnom - Dmin(LRG1)],
где k меньше, чем 1, предпочтительно, меньше или равно 0,5, а в предпочтительном варианте осуществления, равно 0,2.
5. Способ по п. 3, в котором, если:
Dmin(UR) является минимальным диаметром указанного верхнего валка;
Dmin(LR) является минимальным диаметром указанного нижнего валка;
Е(СС) является минимальным вертикальным расстоянием между осевыми линиями (70, 72) указанного верхнего валка и указанного нижнего валка; и
w является шириной контура межвалкового зазора;
то:
{w/[Е(СС)-(Dmin(UR)+Dmin(LR))/2]}>3,5
и предпочтительно
{w/[Е(СС)-(Dmin(UR)+Dmin(LR))/2]}>4.
6. Способ по любому из пп. 2-5, в котором:
в указанной первой канавке (42, 46) указанного верхнего валка и/или нижнего валка нижняя поверхность (80, 82) образована, по существу, в виде цилиндрической поверхности; и/или в указанной второй канавке (54, 52) указанного верхнего валка и/или нижнего валка нижняя поверхность (76, 78) образована в виде вогнутой поверхности.
7. Способ по любому из пп. 1-5, в котором:
в указанной первой канавке (42, 46) указанного верхнего валка и соответственно указанного нижнего валка, внешняя боковая поверхность образована в виде конической поверхности, образующей угол α1 в диапазоне от 55° до 75° с цилиндрической базовой поверхностью, центрированной на осевой линии указанного верхнего валка, и соответственно указанного нижнего валка; и/или в указанной первой канавке (42, 46) указанного верхнего валка и соответственно указанного нижнего валка внутренняя боковая поверхность образована в виде конической поверхности, образующей угол в диапазоне от 45° до 65° с цилиндрической базовой поверхностью, центрированной на осевой линии указанного верхнего валка, и соответственно указанного нижнего валка.
8. Способ по пп. 2-5, в котором:
в поперечном сечении, указанная третья часть (48) указанной изогнутой заготовки указанного пояса (16) имеет, по существу, форму буквы "S", повернутой на 90°, образуя впадину (100) волны и гребень (102) волны.
9. Способ по любому из пп. 1-5, в котором:
средняя плоскость прокатки определяется как плоскость, параллельная осевым линиям (70, 72) верхнего и нижнего валка из пары валков и расположенная на половине расстояния между указанными осевыми линиями (70, 72);
указанная первая полка (12) имеет вдоль ее свободного конца первое соединительное средство (22), предпочтительно крючкообразное соединительное средство, причем заготовку указанного первого соединительного средства (22) прокатывают под указанной средней плоскостью (50) прокатки, при этом минимальный диаметр (Dmin(LRG3)) указанного нижнего валка в этой зоне больше, чем или равен минимальному диаметру (Dmin(LRG1)) указанного нижнего валка в его первой канавке (46); и/или
указанная вторая полка (14) имеет второе соединительное средство (24), предпочтительно когтеобразное соединительное средство, вдоль ее свободного конца, причем заготовку указанного второго соединительного средства (24) прокатывают над указанной средней плоскостью (50) прокатки, при этом минимальный диаметр (Dmin(URG3)) указанного верхнего валка в этой зоне больше, чем или равен минимальному диаметру (Dmin(URG1)) указанного верхнего валка в его первой канавке (42).
10. Способ по любому из пп. 1-5, в котором перед заключительным этапом выпрямления, прокатанная заготовка содержит:
изогнутую заготовку первой полки (12), которая имеет в поперечном сечении, по существу, форму буквы "J", немного наклоненную вправо, причем эквивалент нижней ветви буквы "J" предпочтительно оснащен первым соединительным средством (22), которое предпочтительно является крючкообразным соединительным средством;
изогнутую заготовку второй полки (14), которая имеет в поперечном сечении, по существу, форму буквы "J", повернутую по часовой стрелке на 180°, причем эквивалент нижней ветви буквы "J" предпочтительно оснащен вторым соединительным средством (24), которое предпочтительно является когтеобразным соединительным средством;
заготовку первого угла (18), имеющую угол (α′) раскрыва, больший, чем 90°, но все еще меньший, чем первый угол (18) в готовой шпунтовой свае с Z-образным профилем;
заготовку второго угла (20), имеющую угол (α′) раскрыва, больший, чем 90°, но все еще меньший, чем первый угол (18) в готовой шпунтовой свае с Z-образным профилем; и
волнообразную заготовку пояса (16), имеющую, по существу, плоскую первую часть (64), соединенную с указанной заготовкой первого угла (18), центральную часть (48), которая содержит по меньшей мере одну впадину (100) волны и один гребень (102) волны, и, по существу, плоскую вторую часть (66), соединенную с указанной заготовкой указанного второго угла (20).
11. Способ по п. 10, в котором указанный этап выпрямления выполняют между верхним правильным валком и нижним правильным валком, при этом: указанный нижний правильный валок включает в себя:
- канавку (84) для размещения указанного первого соединительного средства (22) выпрямленной шпунтовой сваи;
- первую коническую секцию (86) для вхождения в контакт с внутренней стороной указанной первой полки (12) выпрямленной шпунтовой сваи, по существу, по всей ширине указанной внутренней стороны;
- вторую коническую секцию (88) для вхождения в контакт с одной стороной указанного пояса (16) выпрямленной шпунтовой сваи, по существу, по всей ширине указанного пояса (16); и
- третью коническую секцию (90) для вхождения в контакт с внешней стороной указанной второй полки (14) выпрямленной шпунтовой сваи, по существу, по всей ширине указанной внешней стороны;
причем указанный верхний правильный валок включает в себя:
- первую коническую секцию (92) для вхождения в контакт с внешней стороной указанной первой полки (12) выпрямленной шпунтовой сваи, по существу, по всей ширине указанной внешней стороны;
- вторую коническую секцию (94) для вхождения в контакт с другой стороной указанного пояса (16) выпрямленной шпунтовой сваи, по существу, по всей ширине указанного пояса (16);
- третью коническую секцию (96) для вхождения в контакт с внутренней стороной указанной второй полки (14) выпрямленной шпунтовой сваи, по существу, по всей ширине указанной внутренней стороны; и
- канавку (98) для размещения указанного второго соединительного средства (24) выпрямленной шпунтовой сваи;
при этом, когда указанную выпрямляемую заготовку вводят между указанным верхним правильным валком и указанным нижним правильным валком:
- указанная изогнутая заготовка указанной первой полки (12) сначала упирается выпуклой угловой частью в указанную первую коническую секцию (86) указанного нижнего правильного валка;
- указанная волнообразная заготовка пояса (16) сначала упирается своей, по существу, плоской первой частью (64) в указанную вторую коническую секцию (94) указанного верхнего правильного валка и своей, по существу, плоской второй частью (66) - в указанную вторую коническую секцию (88) указанного нижнего правильного валка, при этом указанные по меньшей мере одна впадина (100) волны и один гребень (102) волны расположены в контуре межвалкового зазора, образованного между указанной второй конической секцией (88) указанного нижнего правильного валка и указанной второй конической секцией (94) указанного верхнего правильного валка без прикасания к последнему; и
- указанная изогнутая заготовка указанной второй полки (14) сначала упирается выпуклой угловой частью в указанную третью коническую секцию (96) указанного верхнего правильный валка.
12. Способ по любому из пп. 1-5 или 11, в котором:
перед введением указанной прокатанной заготовки между нижним правильным валком и верхним правильным валком ее поворачивают вокруг продольной оси на угол в диапазоне между 5° и 45°.
13. Способ по п. 11, в котором:
средняя плоскость (50) прокатки для указанного верхнего правильного валка и нижнего правильного валка определяется как плоскость, параллельная осевым линиям (70, 72) обоих правильных валков и расположенная на половине расстояния между указанными осевыми линиями (70, 72); при этом
соединения между полками (12, 14) и соединительными средствами (22, 24) расположены вблизи указанной средней плоскости (50) прокатки.
14. Способ по п. 11, в котором, когда указанную заготовку вводят между указанным нижним правильным валком и указанным верхним правильным валком:
- указанную выпуклую угловую часть указанной изогнутой заготовки указанной первой полки (12) направляют вдоль указанной первой конической секции (86) указанного нижнего правильного валка по направлению к указанной канавке (84), в которой размещается указанное первое соединительное средство (22);
- указанную выпуклую угловую часть указанной изогнутой заготовки указанной второй полки (14) направляют вдоль указанной третьей конической секции (96) указанного верхнего правильного валка по направлению к указанной канавке (98), в которой размещается указанное второе соединительное средство (24);
- указанную, по существу, плоскую первую часть (64) указанной волнообразной заготовки пояса (16) направляют вдоль указанной второй конической секции (94) указанного верхнего правильного валка по направлению к указанной первой конической секции (92) указанного верхнего правильного валка;
- указанную, по существу, плоскую вторую часть (66) указанной волнообразной заготовки пояса (16) направляют вдоль указанной второй конической секции (88) указанного нижнего правильного валка по направлению к указанной третьей конической секции (90) указанного нижнего правильного валка; и
указанную по меньшей мере одну впадину (100) волны и указанный по меньшей мере один гребень (102) волны сначала размещают на входе контура межвалкового зазора, образованного между указанной второй конической секцией (88) указанного нижнего правильного валка и указанной второй конической секцией (94) указанного верхнего правильного валка без контакта с указанными коническими секциями (88, 94).
15. Способ по любому из пп. 1-5, 11, 13 или 14, в котором, если:
АВ является расстоянием в прокатываемой заготовке перед выпрямлением между центром А заготовки первого угла (18) и центром В заготовки второго угла (20); и
А′В′ является расстоянием в готовой шпунтовой свае между центром А′ первого угла (18) и центром В′ второго угла (20);
то отношение А′В′/АВ находится в диапазоне от 1,05 до 1,25.
| US 5671630 A, 30.09.1997 | |||
| Способ изготовления зетовых равнополочных профилей | 1988 |
|
SU1547914A1 |
| Способ прокатки зетобразных профилей | 1987 |
|
SU1445824A1 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |

