Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении равнополочных зетовых профилей в валках профиле- гибочного стана.
Цель изобретения - повышение качества профилей и стойкости валков за счет уменьшения высоты формовки в промежуточных переходах и уменьшения перепада скоростей в калибрах валков
На чертеже показана схема формовки равнополочного зетового профиля
В процессе изготовления зетовых равно- полочных профилей на профилегибочном стане целесообразно после перехода, предназначенного для задачи заготовки в стан, производить постепенную подгибку полок 1 и 2 на равные углы , располагая профиль в калибрах таким образом, чтобы место 3 изгиба, прилегающее к полке 2, и кромка 4 полки 1, размещались в горизонтальной плоскости, совмещенной с уровнем формовки X-X, а центры тяжести сечений профиля (точка О) по переходам выдерживались в одной плоскости Y-Y (переходы II-VI В процессе подгибки профиля его стенке 5 по крайней мере в одном из переходов (переход VII) придают волнистую форму так, чтобы центр кривизны AI полуволны 6 и центр кривизны а со0
пряженного с полуволной 6 места изгиба размещались по одну сторону относительно стенки и располагались на прямой
YI-Ґ2, перпендикулярной уровню формовки X-X. При этом центр кривизны АЗ полуволны 7 и центр кривизны 32 сопряженного с полуволной 7 места изгиба должны также размещаться по одну сторону относи5 тельно стенки и располагаться на прямой Y2-Y2, перпендикулярной уровню формовки X-X. После того, как угол между полками и горизонтальной плоскостью достигнет значения а,+ (5-16)°, стенку выпрямляют до получения заданной формы про0 филя и отгибают при этом полки до достижения углом между полками и горизонтальной . плоскостью конечного угла а (переход VIII).
Описанный способ может быть реализован при изготовлении зетовых равнопо5 лочных профилей на профилегибочных станах с рабочими клетями, содержащими приводные горизонтально расположенные валки.
Так, например, в соответствии с разра0 ботанной на основе описанного способа технологией зетовый равнополочный профиль 120X60X4 мм изготавливается на профилегибочном стане 2-8X100-600 с применением режима формовки, приведенного в табл. 1
Таблица 1
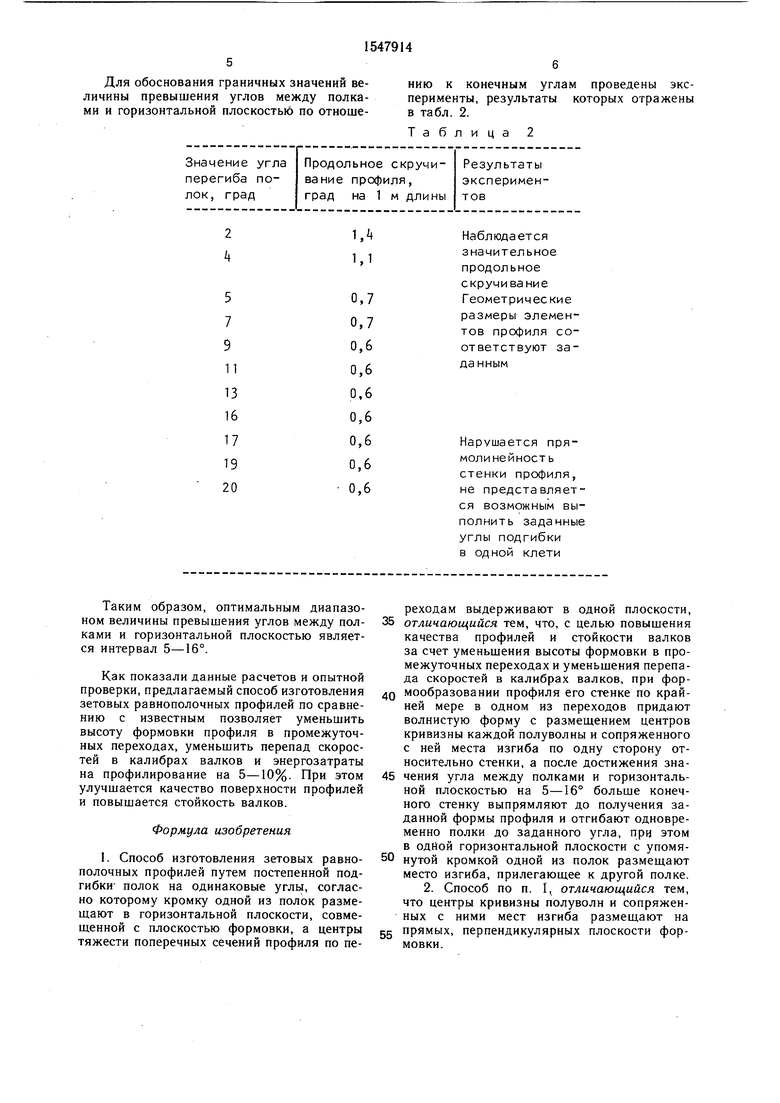
Для обоснования граничных значений величины превышения углов между полками и горизонтальной плоскостью по отношению к конечным углам проведены эксперименты, результаты которых отражены в табл. 2.
Таблица 2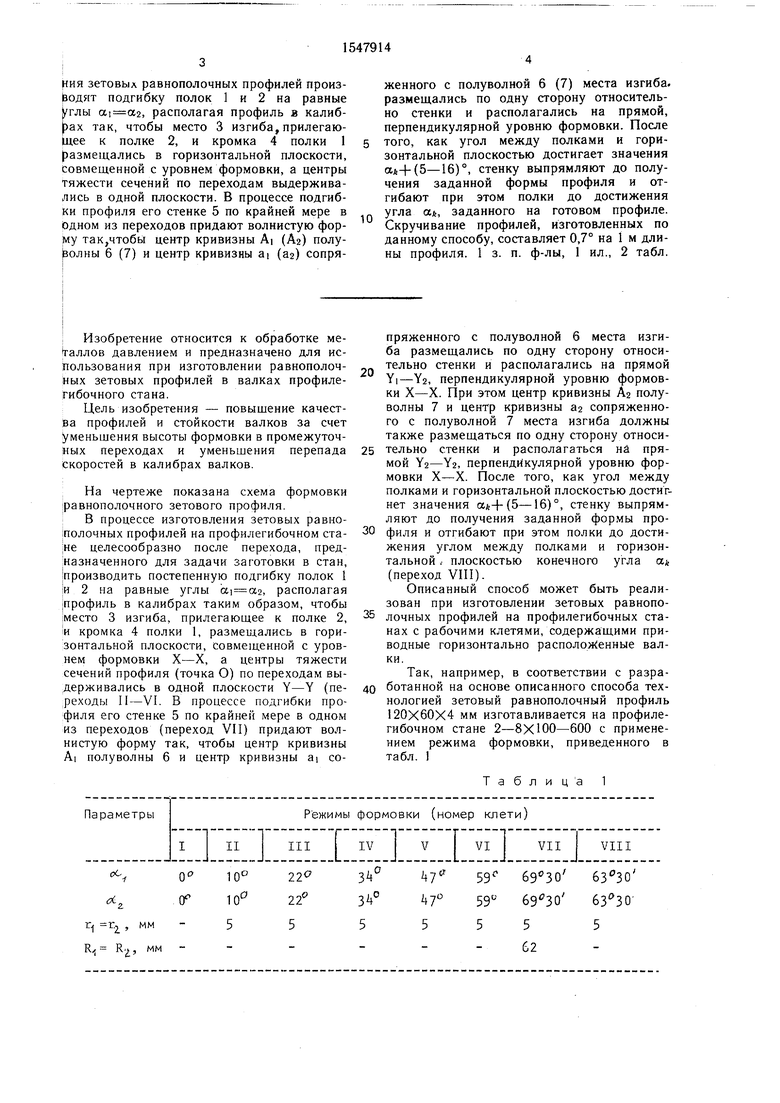
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| Способ изготовления гнутых зетовых профилей проката | 1988 |
|
SU1519812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| Профилегибочный стан | 1986 |
|
SU1409373A1 |
| Способ изготовления гнутых неравнополочных зетовых профилей | 1989 |
|
SU1625543A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
Изобретение относится к обработке металлов давлением и предназначено для изготовления равнополочных зетовых профилей в валках профилегибочного стана. Цель изобретения - повышение качества профилей за счет уменьшения их винтообразного скручивания. В процессе изготовления зетовых равнополочных профилей производят подгибку полок 1 и 2 на равные углы α1=α2, располагая профиль в калибрах так, чтобы место 3 изгиба, прилегающее к полке 2, и кромка 4 полки 1 размещались в горизонтальной плоскости, совмещенной с уровнем формовки, а центры тяжести сечений по переходам выдерживались в одной плоскости. В процессе подгибки профиля его стенке 5 по крайней мере в одном из переходов придают волнистую форму так, чтобы центр кривизны A1 (A2) полуволны 6 (7) и центр кривизны A1 (A2) сопряженного с полуволной 6 (7) места изгиба размещались по одну сторону относительно стенки и располагались на прямой, перпендикулярной уровню формовки. После того, как угол между полками и горизонтальной плоскостью достигает значения αк + (5...16°) стенку выпрямляют до получения заданной формы профиля и отгибают при этом полки до достижения угла αк заданного на готовом профиле. Скручивание профилей, изготовленных по данному способу, составляет 0,7° на 1 м длины профиля. 1 ил., 2 табл.
Продольное скручивание профиля, град на 1 м длины
2 t
5 7 9 11
13 16
17 19 20
Таким образом, оптимальным диапазоном величины превышения углов между полками и горизонтальной плоскостью является интервал 5-16°.
Как показали данные расчетов и опытной проверки, предлагаемый способ изготовления зетовых равнополочных профилей по сравнению с известным позволяет уменьшить высоту формовки профиля в промежуточных переходах, уменьшить перепад скоростей в калибрах валков и энергозатраты на профилирование на 5-10%. При этом улучшается качество поверхности профилей и повышается стойкость валков.
Формула изобретения
Наблюдается значительное продольное скручивание Геометрические размеры элементов профиля соответствуют заданным
Нарушается прямолинейностьстенки профиля, не представляется возможным выполнить заданные углы подгибки в одной клети
реходам выдерживают в одной плоскости,
отличающийся тем, что, с целью повышения качества профилей и стойкости валков за счет уменьшения высоты формовки в промежуточных переходах и уменьшения перепада скоростей в калибрах валков, при формообразовании профиля его стенке по крайней мере в одном из переходов придают волнистую форму с размещением центров кривизны каждой полуволны и сопряженного с ней места изгиба по одну сторону относительно стенки, а после достижения значения угла между полками и горизонтальной плоскостью на 5-16° больше конечного стенку выпрямляют до получения заданной формы профиля и отгибают одновременно полки до заданного угла, при этом в одйой горизонтальной плоскости с упомянутой кромкой одной из полок размещают место изгиба, прилегающее к другой полке. 2. Способ по п. I, отличающийся тем, что центры кривизны полуволн и сопряженных с ними мест изгиба размещают на
прямых, перпендикулярных плоскости формовки.
| Профилегибочный стан | 1986 |
|
SU1409373A1 |
