Область техники
Настоящее изобретение относится к способу увеличения разрешающей способности в аддитивно выполненных трехмерных изделиях согласно ограничительной части п. 1 формулы изобретения.
Уровень техники
Выполнение объектов произвольной формы или аддитивное выполнение представляет собой способ образования трехмерных изделий посредством последовательного сплавления выбранных частей порошковых слоев, наносимых на рабочем столе.
Такое устройство может содержать рабочий стол, на котором должно быть выполнено указанное трехмерное изделие, диспергатор порошкообразных материалов, выполненный таким образом, чтобы наносить тонкий слой порошка на рабочий стол для образования порошкового основания, энергетический пучок для подачи энергии к порошку, посредством чего происходит сплавление порошка, элементы управления энергией, испускаемой энергетическим пучком по указанному порошковому основанию для образования сечения указанного трехмерного изделия посредством сплавления частей порошкового основания, и управляющий компьютер, в котором хранится информация, относящаяся к последовательным сечениям трехмерного изделия. Трехмерное изделие формируется посредством последовательных операций сплавления последовательно сформированных сечений порошковых слоев, последовательно нанесенных диспергатором порошкообразных материалов.
При воздействии энергетического пучка в виде пучка электронов на порошок вокруг области воздействия электронов возникает некоторое распределение заряда. При необходимости этот заряд пропускается через выполненную часть изготавливаемого изделия и/или через порошковое основание на заземление. Если плотность распределения заряда превышает критическое предельное значение, вокруг места, куда попадает пучок, возникнет электрическое поле, напряженность которого превышает заранее определенный уровень. Электрическое поле с напряженностью электрического поля, превышающей заранее определенный уровень, в настоящем описании обозначено как Emax. Электрическое поле приводит к такому отталкиванию частиц порошка друг от друга, что частицы покидают самый верхний поверхностный слой частиц и создают некоторое распределение частиц, плавающих выше поверхности. Плавающие частицы напоминают облако, размещенное над поверхностью. При значении напряженности электрического поля выше Emax. электрическое поле, то есть облако частиц или туман от порошка, будет отрицательно влиять на разрешающую способность устройства. Частично это происходит вследствие отклонения пучка электронов частицами в облаке частиц. При напряженности электрического поля ниже Emax электрическое поле, то есть облако частиц, не будет влиять на разрешающую способность устройства значительным образом. Таким образом, желательна напряженность поля ниже Emax.
Поскольку частицы заряжены, они ищут заземляющего контакта, и вследствие этого некоторые из них могут покинуть облако и затем загрязнить различные части устройства, размещенного внутри вакуумной камеры. В результате наличия такого критического электрического поля структура поверхности порошка будет нарушена.
Одно техническое решение проблемы, связанной с недопущением зарядки порошка, описано в заявке WO 2008/147306. В указанной заявке обеспечивается управление теми ионами, которые присутствуют в непосредственной близости к положению, где пучок электронов воздействует на порошковый материал. Это происходит согласно одному варианту реализации, выполненному посредством введения вспомогательного газа в вакуумную камеру, который может образовывать ионы при его облучении пучком электронов.
Проблема, возникающая при использовании указанного технического решения, состоит в том, что вспомогательный газ увеличивает размер пятна пучка электронов и тем самым отрицательным образом воздействует на разрешающую способность последовательности операций аддитивного производственного процесса.
Раскрытие изобретения
Цель настоящего изобретения состоит в обеспечении способа и устройства, предназначенных для увеличения разрешающей способности последовательности операций аддитивного производственного процесса посредством поддержания распределения электрического поля в порошковом материале таким образом, чтобы было предотвращено образование свободных всплывающих частиц.
Вышеупомянутая цель обеспечивается посредством характерных особенностей способа по п. 1 формулы.
Согласно первому аспекту настоящего изобретения предложен способ увеличения разрешающей способности при формировании трехмерного изделия посредством последовательного сплавления частей порошкового основания, причем эти части соответствуют последовательным сечениям трехмерного изделия. Указанный способ включает следующие этапы: обеспечение вакуумной камеры, обеспечение инжектора электронов, обеспечение первого слоя порошка на рабочем столе в вакуумной камере, направление пучка электронов от инжектора электронов по рабочему столу, что приводит к сплавлению указанного первого слоя порошка в определенных местах с образованием первого сечения указанного трехмерного изделия, обеспечение второго слоя порошка на рабочем столе, направление пучка электронов по рабочему столу, что приводит к сплавлению второго слоя порошка в определенных местах с образованием второго сечения указанного трехмерного изделия, причем указанный второй слой присоединен к указанному первому слою, уменьшение давление в вакуумной камере от первого уровня давления до второго уровня давления между этапами обеспечения первого слоя порошка и второго слоя порошка.
Преимущество настоящего изобретения состоит в том, что уровень давления и/или количество ионов в вакуумной камере могут быть адаптированы к этапу обработки, а именно посредством обеспечения относительно высокого первого уровня давления во время этапа предварительного нагрева, когда вероятность возникновения тумана от порошка максимальна, и после этого уменьшения давления до относительно низкого второго уровня давления. При таком подходе этап предварительного нагрева выполняют при первом уровне давления, при котором количество существующих ионов достаточно высоко, чтобы подавить образование тумана от порошка. Так как предварительный нагрев может быть выполнен при любом качестве пучка энергии, расплывание пучка энергии вследствие взаимодействия пучка электронов с атомами газа не будет воздействовать на качество конечного трехмерного изделия. Фактическое сплавление указанного порошка выполняют на втором уровне давления, который значительно ниже указанного первого уровня давления, так что разрешающая способность пучка электронов может быть высокой, насколько возможно. Количество атомов газа в вакуумной камере во время сплавления намного меньше, чем во время предварительного нагрева. Поскольку порошок уже спечен, возникновение частиц тумана не происходит. Уменьшенный уровень давления во время сплавления будет воздействовать на качество пучка электронов, то есть чем ниже уровень давления, тем выше качество пучка. Это, в свою очередь, увеличивает разрешающую способность при выполнении окончательного трехмерного изделия.
Еще одно преимущество настоящего изобретения состоит в том, что срок службы нити накала источника пучка электронов может быть увеличен, поскольку среднее давление в ходе аддитивного производственного процесса может быть уменьшено по сравнению с обычными методиками современного уровня техники. Во взятом в качестве примера варианте реализации настоящего изобретения относительно высокий первый уровень давления может иметь место только в течение времени, меньшем 20% от полного времени обработки каждого слоя. В остальной части времени обработки для каждого слоя имеет место второй уровень давления, значительно меньший первого уровня давления. Во взятом в качестве примера варианте реализации настоящего изобретения указанный второй уровень давления может присутствовать в течение более 80% времени обработки каждого слоя. Относительно высокий первый уровень давления может иметь место только в первой части этапа предварительного нагрева. Второй уровень давления, значительно меньший указанного первого уровня давления, может иметь место во время этапа полного сплавления и в течение второй части этапа предварительного нагрева и любого другого этапа обработки для каждого слоя.
В одном взятом в качестве примера варианте реализации настоящего изобретения указанный способ дополнительно включает этап подачи первого вспомогательного газа в вакуумную камеру, причем первый вспомогательный газ способен вырабатывать ионы при облучении пучком электронов во время указанного этапа предварительного нагрева.
Преимущество указанного варианта реализации изобретения состоит в том, что обеспечена возможность выработки некоторого количества газа, не превышающего количество, необходимое для подавления возникновения дыма порошка.
В еще одном взятом в качестве примера варианте реализации настоящего изобретения указанный первый вспомогательный газ представляет собой по меньшей мере один инертный газ, причем указанный инертный газ представляет собой один газ или большее количество газов из группы, содержащей: гелий, аргон, двуокись углерода, азот, неон, криптон, ксенон, радон.
Преимущество настоящего изобретения состоит в том, что разные газы могут быть использованы в вакуумной камере. Обычно были использованы газы с легкими атомами, например, гелий, поскольку газы с более тяжелыми атомами слишком сильно рассеивают пучок электронов, что приводит к плохой разрешающей способности. Уменьшение давления при переходе от этапа предварительного нагрева к этапу сплавления позволяет использовать газы с более тяжелыми атомами, сохраняя значение разрешающей способности пучка электронов. Аргон, атомы которого тяжелее атомов гелия, представляет собой наилучший газ для подавления образования дыма порошка. Поскольку во время предварительного нагрева качество пучка не важно, аргон или любой газ из двуокиси углерода, азота, неона, криптона, ксенона, радона или комбинация таких газов могут быть использованы для подавления образования тумана от порошка во время этапа предварительного нагрева. При достаточном уменьшении давления во время этапа сплавления качество пучка электронов не будет ухудшено, как это имеет место при сохранении значения давления одинаковым во время этапа предварительного нагрева и сплавления.
В еще одном взятом в качестве примера варианте реализации настоящего изобретения указанный способ дополнительно включает этап подачи второго вспомогательного газа в вакуумную камеру, причем второй вспомогательный газ способен, по меньшей мере будучи подвергнутым воздействию пучка электронов, реагировать химически и/или физически со слоем порошка на рабочем столе.
Поскольку давление в вакуумной камере было уменьшено во время этапа сплавления до уровня примерно 10-5 мбар или ниже, второй вспомогательный газ может быть введен в камеру во время этапа сплавления. Указанный второй вспомогательный газ может влиять на характеристики конечного изделия, например увеличивая его прочность, пластичность или любое другое механическое свойство.
В еще одном взятом в качестве примера варианте реализации настоящего изобретения указанный второй вспомогательный газ представляет собой один газ или большее количество газов, выбранных из группы: водород, дейтерий, углеводороды, газообразные органические соединения, аммиак, азот, кислород, моноокись углерода, двуокись углерода, окислы азота и/или закись азота.
Краткое описание чертежей
Изобретение дополнительно описано ниже неограничивающим способом со ссылками на прилагаемые чертежи. Одинаковые символы или позиционные обозначения использованы для обозначения соответствующих аналогичных частей повсюду по нескольким чертежам:
На фиг. 1 показан первый взятый в качестве примера вариант реализации способа по настоящему изобретению.
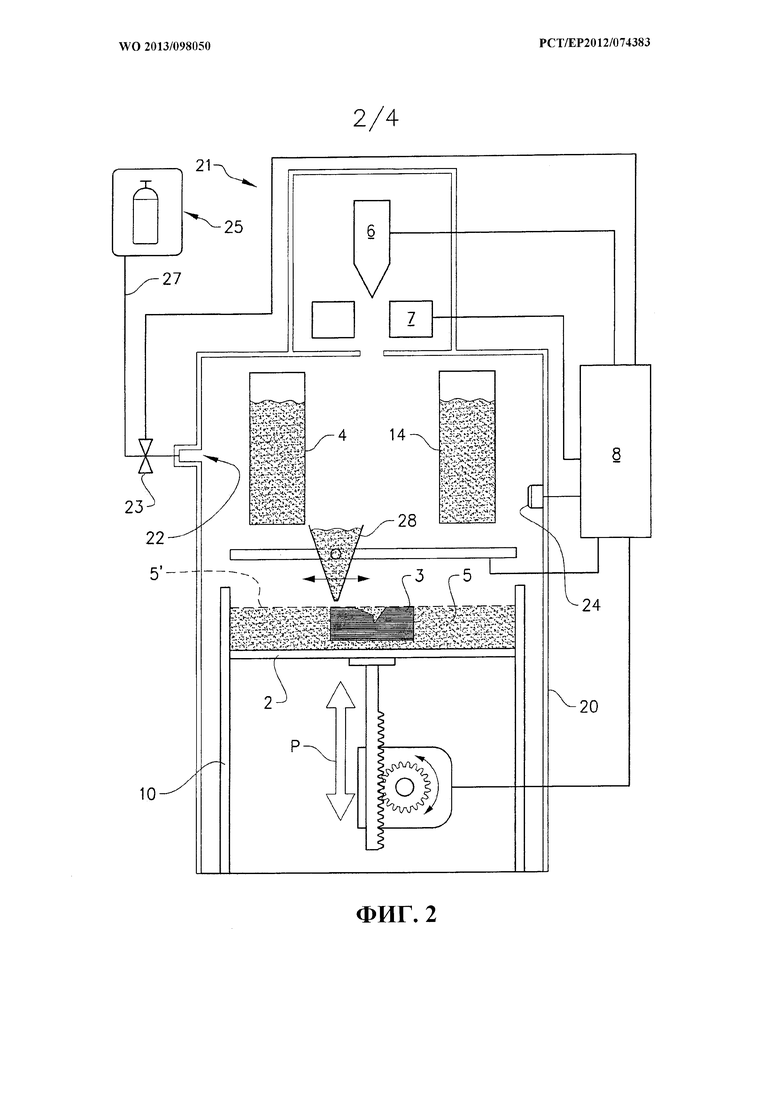
На фиг. 2 в схематическом виде показан взятый в качестве примера вариант реализации устройства для выполнения трехмерного изделия, причем в этом устройстве могут быть применены первый и второй варианты реализации заявляемого способа.
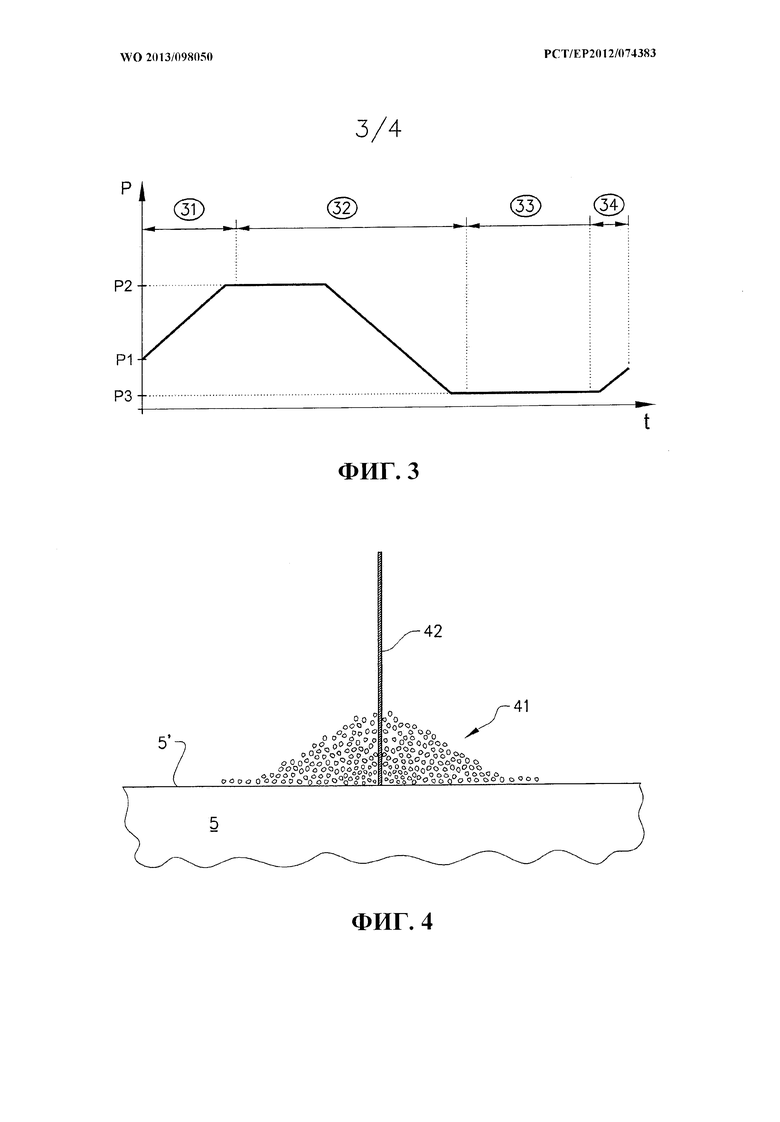
На фиг. 3 показана зависимость давления от времени для первого взятого в качестве примера варианта реализации настоящего изобретения.
На фиг. 4 в схематическом виде показан пример поверхности порошкообразного материала с облаком заряженных частиц.
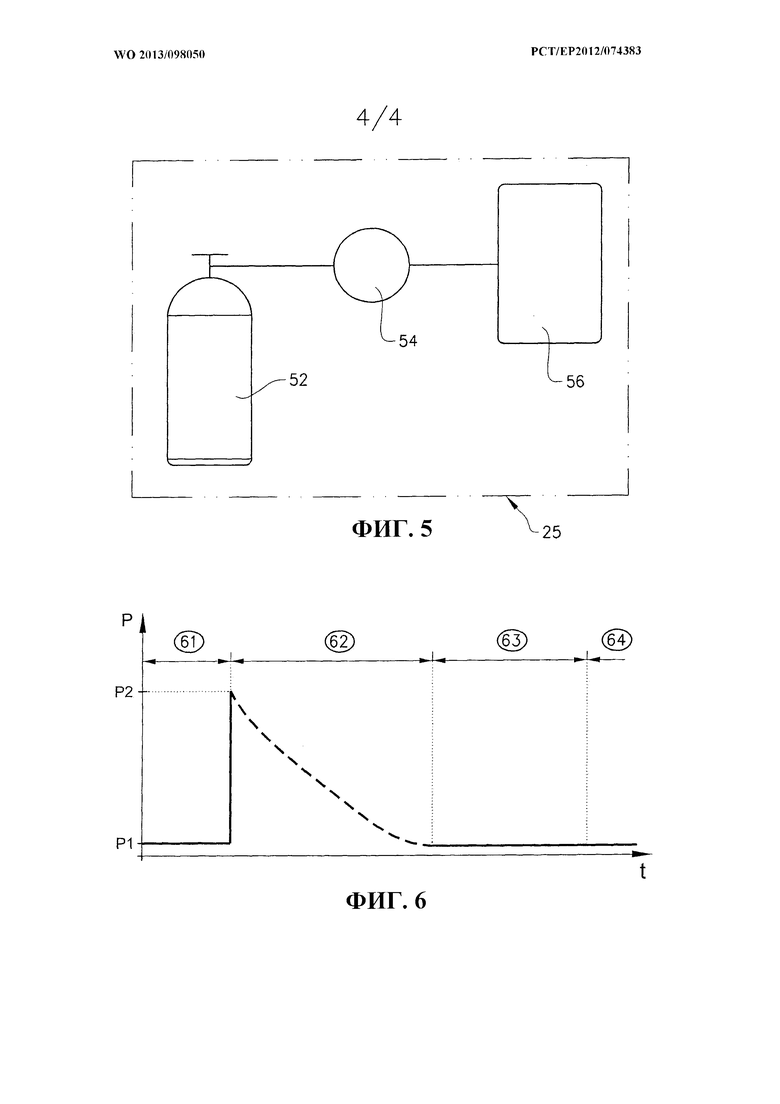
На фиг. 5 показан второй взятый в качестве примера вариант реализации способа по настоящему изобретению.
На фиг. 6 показана зависимость давления от времени для первого взятого в качестве примера варианта реализации настоящего изобретения.
Подробное описание изобретения
Для облегчения понимания настоящего изобретения ниже определен ряд терминов. Определенные здесь термины имеют значения, обычно понятные специалистам среднего уровня в областях техники, имеющих отношение к настоящему изобретению. Неопределенные артикли «a» и «an» и определенный артикль «the» не предназначены для указания лишь на один объект, но включают общий класс, из которого конкретный пример может быть использован для иллюстрации. Использованные здесь термины предназначены для описания конкретных вариантов реализации настоящего изобретения, но их использование не ограничивает изобретения, за исключением элементов, выделенных в пунктах формулы изобретения.
Термин «трехмерные структуры» и аналогичные термины при использовании здесь относятся обычно к намечаемым или фактически выполненным трехмерным конфигурациям (например, из конструкционного материала или материалов), предназначенным для использования для конкретной цели. Такие структуры и т.п. могут, например, быть разработаны при помощи системы трехмерного автоматизированного проектирования.
Термин «пучок электронов» при использовании здесь в различных вариантах реализации настоящего изобретения относится к любому пучку заряженных частиц. Источники пучка заряженных частиц могут включать инжектор электронов, линейный ускоритель и так далее.
На фиг. 2 показан вариант реализации устройства 21, предназначенного для выполнения объектов произвольной формы или аддитивного выполнения, в котором может быть осуществлен заявляемый в настоящем изобретении способ.
Указанное устройство 21 содержит инжектор 6 пучка электронов; отклоняющие катушки 7; два бункера 4, 14 для порошка; платформу 2 для выполнения изделия; резервуар 10 для выполнения изделия; устройство 28 распределения порошка; порошковое основание 5 и вакуумную камеру 20.
Вакуумная камера 20 способна поддерживать вакуумную окружающую среду посредством вакуумной системы, причем эта система может содержать турбомолекулярный насос, спиральный насос, ионный насос и один клапан или большее количество клапанов, которые хорошо известны специалисту в данной области техники и, следовательно, какое-либо их дальнейшее объяснение в этом контексте не приводится. Вакуумной системой управляет блок 8 управления.
Инжектор 6 пучка электронов вырабатывает пучок электронов, используемый для расплавления или сплавления порошкообразного материала на платформе 2 для выполнения. По меньшей мере часть инжектора 6 пучка электронов может быть выполнена в вакуумной камере 20. Блок 8 управления может быть использован для управления и контроля пучка электронов, испускаемого инжектором 6 пучка электронов. По меньшей мере одна фокусирующая катушка (не показана), по меньшей мере одна отклоняющая катушка 7, дополнительная катушка для астигматической коррекции (не показана) и источник питания пучка электронов (не показан) могут быть электрически связаны с указанным блоком 8 управления. Во взятом в качестве примера варианте реализации настоящего изобретения указанный инжектор 6 пучка электронов вырабатывает выполненный с возможностью фокусирования пучок электронов посредством ускоряющего напряжения, приблизительно составляющего 15-60 кВ и с мощностью пучка в диапазоне 3-10 кВт. Давление в вакуумной камере может составлять 10-3 мбар или меньше при выполнении трехмерного изделия посредством сплавления слоя порошка энергетическим пучком.
Бункеры 4, 14 для порошка содержат порошкообразный материал, предназначенный для нанесения на платформе 2 для выполнения изделия в резервуаре 10. Порошковый материал может, например, представлять собой чистые металлы или металлические сплавы, например титан, сплавы титана, алюминий, алюминиевые сплавы, нержавеющую сталь, сплавы Со-Cr, суперсплавы на основе никеля и т.д.
Устройство 28 распределения порошка выполнено с возможностью нанесения тонкого слоя порошкообразного материала на платформу 2. Во время цикла работы платформа 2 будет претерпевать последовательное опускание относительно фиксированной точки в вакуумной камере. Для обеспечения возможности такого перемещения в одном варианте реализации настоящего изобретения платформа 2 выполнена подвижной в вертикальном направлении, то есть в направлении, обозначенном стрелкой Р. Это означает, что платформа 2 начинает перемещение в исходном положении, в котором был нанесен первый слой порошкообразного материала необходимой толщины. Средства для опускания платформы 2 могут, например, быть выполнены в виде серводвигателя, оборудованного зубчатой передачей, установочными винтами и т.д.
Пучок электронов может быть направлен поверх платформы 2 для выполнения изделия, приводя к сплавлению указанного первого слоя порошка в выбранных местах с образованием первого сечения указанного трехмерного изделия. Пучок направляют поверх платформы 2 для выполнения изделия в соответствии с командами, выдаваемыми блоком 8 управления. В блок 8 управления занесены команды для управления пучком электронов для каждого слоя трехмерного изделия.
После окончания выполнения первого слоя, то есть сплавления порошкообразного материала для выполнения первого слоя трехмерного изделия, происходит нанесение второго слоя порошка на платформу 2 для выполнения изделия. В предпочтительном варианте реализации изобретения второй слой порошка распределяют согласно тому же самому способу, как и предыдущий слой. Однако в одном и том же устройстве для аддитивного выполнения могут быть реализованы альтернативные способы распределения порошка на рабочем столе. Например, первый слой может быть нанесен посредством первого устройства 28 распределения порошка, а второй слой может быть нанесен другим устройством распределения порошка. Конструкция устройства распределения порошка претерпевает автоматическое изменение согласно командам от блока 8 управления. Устройство 28 распределения порошка может быть выполнено в виде системы с одним наклоном, то есть, где один наклон захватывает порошок, падающий из левого бункера 4 для порошка и из правого бункера 14 для порошка, причем наклон, как таковой, может изменять конструкцию.
После распределения второго слоя порошка на платформе для выполнения изделия, пучок энергии направляют поверх рабочего стола, вызывая сплавление второго слоя в определенных местах с формированием второго сечения указанного трехмерного изделия. Сплавленные части во втором слое могут быть приклеены к сплавленным частям указанного первого слоя. Сплавленные части в первом и втором слоях могут быть сплавлены вместе посредством сплавления не только порошка в самом верхнем слое, но также и повторного сплавления по меньшей мере части толщины слоя непосредственно под указанным самым верхним слоем.
В случае использования пучка электронов необходимо рассматривать распределение заряда, возникающее в порошке при ударе электронов о порошковое основание.
Настоящее изобретение, по меньшей мере частично, основано на реализации того, что плотность распределения заряда зависит от следующих параметров: ток пучка, скорость электронов (определяемая ускоряющим напряжением), скорость сканирования пучком, порошкообразный материал и удельная электропроводность порошка, то есть, главным образом, удельная электропроводность между зернами порошка. Последний параметр, в свою очередь, зависит от нескольких параметров, таких как температура, степень спекания и размер/распределение по размерам зерен порошка.
Таким образом, для данного порошка, то есть порошка определенного материала с определенным распределением зерен по размерам, и при заданном ускоряющем напряжении, обеспечена возможность воздействия на распределение заряда посредством изменения тока пучка (и, таким образом, мощности пучка) и скорости сканирования пучком.
При изменении этих параметров контролируемым образом удельная электропроводность порошка может быть постепенно увеличена посредством увеличения температуры порошка. Порошок с высокой температурой обладает значительно более высокой удельной электропроводностью, что приводит к пониженной плотности распределения заряда, поскольку обеспечена возможность быстрой диффузии зарядов по большой области. Происходит усиление этого эффекта при обеспечении возможности небольшого спекания порошка во время операции предварительного нагрева. При достижении удельной электропроводностью достаточно высокого значения порошок может быть сплавлен вместе, т.е. сплавлен или полностью спечен при заранее определенных значениях тока пучка и скорости сканирования пучком.
Общая функция, описывающая плотность заряда, возникающую в порошке в ходе произвольной процедуры сканирования, представляет собой достаточно сложную функцию времени и положения пучка, поскольку на плотность заряда, образованного вдоль одного пути сканирования, влияет плотность заряда, образованного вдоль другого пути сканирования, если только эти пути не будут очень сильно разнесены по пространству и времени. Таким образом, должны быть приняты во внимание эффекты накопления заряда между различными путями.
На фиг. 4 показан верхний слой 5′ порошкового основания 5 из порошкообразного материала с облаком 41 заряженных частиц. Облако сконцентрировано вокруг положения, где пучок электронов 42 облучает порошкообразный материал. Чем больше напряженность электрического поля, тем большее облако возникает вокруг точки облучения. Количество ионов, введенных в вакуумную камеру или созданных в вакуумной камере, должно, таким образом, быть выше заранее определенного уровня, чтобы в достаточной степени нейтрализовать заряды на поверхности порошка. Заранее определенный уровень должен быть выбран таким образом, чтобы он удерживал напряженность электрического поля ниже значения Emax. При этом происходит нейтрализация достаточного количества порошкообразного материала, и подъем порошка блокирован.
На фиг. 1 показан первый взятый в качестве примера вариант реализации способа по настоящему изобретению. На фиг. 1 показан источник давления газа в форме газового баллона 25. Газовый баллон 25 выполнен с возможностью соединения с устройством 21 аддитивного выполнения через трубу 27 и клапан 23. В этом примере реализации настоящего изобретения клапаном управляет блок 8 управления. При открытом клапане газ из источника 25 газа поступает в устройство 21 аддитивного выполнения через входное отверстие 22. Клапан может быть в любом положении между полным открытием и полным закрытием, то есть поток газа может быть отрегулирован клапаном 23. В альтернативном варианте реализации настоящего изобретения регулятор давления и расхода может быть размещен непосредственно на источнике 25 газа, оставляя у клапана 23 лишь одно функциональное назначение быть средством открытия и закрытия при поступлении газа в устройство 21 аддитивного выполнения.
На фиг. 3 показана зависимость давления от времени для взятого в качестве примера первого варианта реализации настоящего изобретения по фиг. 1.
На фиг. 3 четыре различных операции обработки, обозначенные 31, 32, 33 и 34 соответственно, отмечены выше графика давления. Распределение порошка представляет собой первую операцию обработки, обозначенную как 31 на фиг. 3. Во время распределения порошка (операция 31), то есть нанесения порошка на платформу 2 для выполнения изделия (чистую платформу для выполнения изделия или платформу для выполнения изделия, содержащую одно сечение сплавленного материала или несколько таких сечений) давление внутри устройства 21 аддитивного выполнения может быть увеличено с уровня Р1 начального давления в начале операции распределения порошка до первого уровня Р2 давления по окончании операции распределения порошка.
Следующая операция обработки представляет собой операцию 32 предварительного нагрева. Во время предварительного нагрева порошок, нанесенный на платформу 2 для выполнения изделия, должен быть доведен до соответствующей температуры перед операцией 33 сплавления. Эта операция предварительного нагрева может быть выполнена посредством сканирования пучком электронов по порошковому основанию соответствующим образом с целью нагрева порошкового основания без образования дыма порошка. Это выполнено посредством сохранения достаточного интервала между двумя последовательными линиями сканирования таким образом, чтобы накопление зарядов в первой линии сканирования не воздействовало на заряды во второй линии сканирования. Во время операции предварительного нагрева давление в устройстве 21 аддитивного выполнения находится на первом уровне Р2 давления, достаточно высоком для подавления или устранения дыма порошка. Первый уровень Р2 давления может быть приблизительно равен 10-3 мбар. В течение всей операции предварительного нагрева уровень давления может быть на постоянно высоком уровне. В качестве альтернативы во время указанного предварительного нагрева происходит изменение уровня давления, но он всегда достаточно высок для подавления образования дыма порошка. На фиг. 3 в первой части операции предварительного нагрева давление имеет место на высоком уровне, на первом уровне Р2 давления. Во второй части операции предварительного нагрева происходит уменьшение давления с постоянной скоростью до второго уровня Р3 давления, причем второй уровень Р3 давления ниже первого уровня Р2 давления и начального уровня Р1 давления. Вероятность существования дыма порошка наиболее велика в начале операции предварительного нагрева при отсутствии какого-либо спекания порошка. Чем больше степень спекания порошка, тем меньше вероятность существования дыма порошка. Следовательно, обеспечена возможность начала уменьшения давления во время операции предварительного нагрева по прошествии некоторого времени, показанного на фиг. 3.
Во время операции 33 сплавления давление в устройстве 21 аддитивного выполнения может быть сохранено по возможности низким, и на фиг. 3 оно сохранено на втором уровне Р3 давления, который может приблизительно составлять 10-5 мбар или ниже.
В заявляемом способе предложено понижение давления в вакуумной камере указанного устройства аддитивного выполнения от первого уровня давления, здесь обозначенного как указанный первый уровень Р2 давления, до второго уровня давления, здесь обозначенного как Р3, между операциями нанесения указанного первого слоя порошка и указанного второго слоя порошка.
Предварительный нагрев порошкового основания может быть выполнен, по меньшей мере частично, при указанном первом уровне Р2 давления, более высоком, чем указанный второй уровень Р3 давления. Указанное порошковое основание может быть сплавлено, по меньшей мере частично, в указанных выбранных местах при указанном втором уровне Р3 давления.
После окончания операции сплавления порошок и сплавленный порошок могут потребовать нагрева, чтобы быть в пределах заранее определенного температурного интервала. На фиг. 3 эта операция нагрева обозначена как 34. Температура при операции предварительного нагрева зависит от вида материала, что означает, что различные материалы требуют различных интервалов температуры предварительного нагрева. Температура, выбранная для указанной операции предварительного нагрева, может воздействовать на свойства внутренних напряжений и усталости окончательного трехмерного изделия. По окончании нагрева или при отсутствии необходимости какого-либо нагрева, последовательность операций начинается снова посредством нанесения следующего слоя порошка. Повышение давления в устройстве аддитивного выполнения может быть начато уже во время операции нагрева, чтобы обеспечить возможность достижения необходимого давления во время операции 32 предварительного нагрева.
На фиг. 5 показан второй взятый в качестве примера вариант реализации способа по настоящему изобретению. На фиг. 5 показан источник давления газа в виде газового баллона 52, второго клапана 54 и резервуара 56. Резервуар 56 выполнен с возможностью соединения с устройством 21 аддитивного выполнения посредством трубы 27 и клапана 23. В этом примере реализации настоящего изобретения клапан 23 и второй клапан 54 управляемы блоком 8 управления. Клапаны 23 и 54 могут быть выполнены в виде двухпозиционных клапанов.
При открытом втором клапане 54 указанный клапан 23 закрыт. При открытом втором клапане 54 и закрытом клапане 23 происходит подача газа из источника 52 газа в резервуар 56. Давление и время нахождения указанного второго клапана в открытом состоянии определяют количество газа, поданного в резервуар при заданном постоянном объеме резервуара 56. Во взятом в качестве примера варианте реализации настоящего изобретения указанное время нахождения указанного клапана 54 в открытом состоянии может составлять 1 секунду.
При закрытом втором клапане 54 указанный клапан 23 может быть открыт, чтобы обеспечить прохождение газа из резервуара в устройство 21 аддитивного выполнения. Во взятом в качестве примера варианте реализации настоящего изобретения указанное время нахождения указанного клапана 23 в открытом состоянии может составлять 1 секунду.
Показанный на фиг. 3 вариант реализации настоящего изобретения работает посредством открытия и закрытия указанного клапана 23 и второго клапана 54. Оба клапана 23, 54 могут быть закрыты в одно и то же время. При одном открытом клапане из клапанов 23, 54 другой клапан из клапанов 23, 54 закрыт. Оба клапана 23, 54 не могут быть открыты одновременно, причем в этом случае по меньшей мере один из клапанов должен быть управляем способом, показанным в отношении клапана на фиг. 1, что означает, что второй клапан 54 и резервуар 56 будут излишними.
На фиг. 6 показана зависимость давления от времени для первого взятого в качестве примера варианта реализации настоящего изобретения. На фиг. 6 четыре различных операции обработки, обозначенные 61, 62, 63 и 64 соответственно, отмечены выше графика давления. Распределение порошка представляет собой первую операцию обработки, обозначенную как 61 на фиг. 3. Во время распределения порошка (операция 61), то есть, нанесения порошка на платформу 2 для выполнения изделия (чистую платформу для выполнения изделия или платформу для выполнения изделия, содержащую одно сечение сплавленного материала или несколько таких сечений) давление внутри устройства 21 аддитивного выполнения может быть равно второму уровню Р1 давления.
Следующая операция обработки представляет собой операцию 62 предварительного нагрева. Во время операции предварительного нагрева порошок, нанесенный на платформу 2 для выполнения изделия, должен быть доведен до соответствующей температуры перед операцией 63 сплавления. Эта операция предварительного нагрева может быть выполнена посредством сканирования пучком электронов по порошковому основанию соответствующим образом с целью нагрева порошкового основания без образования дыма порошка, как было описано в связи с фиг. 3. Во время операции предварительного нагрева давление в устройстве 21 аддитивного выполнения первоначально находится на первом уровне Р2 давления, достаточно высоком для подавления или устранения дыма порошка. Первый уровень Р2 давления может приблизительно составлять от 10-2 до 10-3 мбар. Газ, подаваемый в резервуар, подают в вакуумную камеру, и относительно быстро происходит увеличение давления в вакуумной камере до первого уровня Р2 давления, обозначенного вертикальной линией на указанном графике давления. Поскольку вакуумные насосы непрерывно откачивают содержимое из вакуумной камеры, давление будет падать с некоторой скоростью, зависящей от эффективности указанных насосов, что обозначено наклонной линией от указанного первого уровня Р2 давления до указанного второго уровня Р1 давления.
Поскольку вероятность существования тумана от порошка наиболее велика в начале операции предварительного нагрева при отсутствии какого-либо спекания порошка, указанное уменьшении давления газа не будет воздействовать на подавление дыма порошка.
Во время операции 63 сплавления давление в устройстве 21 аддитивного выполнения может быть сохранено по возможности низким, и на фиг. 3 оно сохранено на втором уровне Р3 давления, который может приблизительно составлять 10-5 мбар или ниже.
В альтернативном варианте реализации настоящего изобретения первый уровень Р2 давления может приблизительно составлять 10-2 мбар, а второй уровень Р1 давления может составлять 10-3 мбар или ниже. В еще одном взятом в качестве примера варианте реализации настоящего изобретения первый уровень Р2 давления может составлять 2×10-3 мбар, а второй уровень Р1 давления может составлять 10-4 мбар. В еще одном взятом в качестве примера варианте реализации настоящего изобретения указанный первый уровень Р2 может составлять 2×10-2 мбар, а указанный второй уровень Р1 давления может составлять 2×10-5 мбар. Первый уровень Р2 давления может быть поддержан при относительно высоком значении давления, чтобы гарантировать безопасное подавление дыма порошка, что сильно зависит от типа материала при заданной одинаковой мощности пучка электронов. Второй уровень Р1 давления может быть поддержан при относительно низком значении давления, чтобы сохранять, насколько это возможно, высокое качество пучка электронов, то есть, чтобы он был как можно меньше искажен взаимодействием с атомами на пути от нити накала источника пучка электронов до порошкового основания.
В заявляемом способе предложено понижение давления в вакуумной камере указанного устройства аддитивного выполнения от первого уровня давления, здесь на фиг. 6 обозначенного указанным первым уровнем Р2 давления, до второго уровня давления, здесь обозначенного как Р3, между операциями нанесения указанного первого слоя порошка и указанного второго слоя порошка.
Предварительный нагрев порошкового основания может, как на фиг. 6, быть выполнен по меньшей мере частично при уменьшении уровня давления от высокого давления (первый уровень Р2 давления) до низкого давления, которое может быть вторым уровнем Р1 давления. Указанное порошковое основание может быть сплавлено, по меньшей мере частично, в указанных выбранных местах при указанном втором уровне Р1 давления.
После окончания операции 63 сплавления порошок и сплавленный порошок могут потребовать некоторого нагрева, чтобы быть в пределах заранее определенного температурного интервала. На фиг. 6 эта операция нагрева обозначена как 64. В варианте реализации настоящего изобретения по фиг. 6 указанная операция нагрева может, по меньшей мере частично, быть выполнена при указанном втором уровне Р1 давления. После этой указанной дополнительной операции нагрева все начинается снова, то есть происходит нанесение следующего слоя порошка поверх предыдущего слоя порошка и после этого выполнены предварительный нагрев, сплавление и нагрев. Это означает, что происходит уменьшение давления в вакуумной камере от первого значения до второго значения между нанесением первого и второго слоев порошкообразного материала, подлежащих сплавлению. Значение давления в вакуумной камере идет вверх и вниз в зависимости от операции обработки. Операция предварительного нагрева выполнена при более высоком давлении по сравнению с операцией сплавления. После окончания операции сплавления давление в вакуумной камере снова увеличивают, чтобы подавить возникновение тумана частиц во время операции предварительного нагрева следующего слоя.
Первый вспомогательный газ, подаваемый в вакуумную камеру, обеспечивает возможность выработки ионов при облучении пучком электронов во время указанной операции предварительного нагрева. Указанный первый вспомогательный газ представляет собой по меньшей мере один инертный газ. Указанный инертный газ представляет собой один газ или несколько газов из группы: гелий, аргон, двуокись углерода, азот, неон, криптон, ксенон, радон.
Указанный первый уровень Р2 давления может составлять приблизительно 10-3 мбар. Значение первого уровня давления может быть изменено в зависимости от типа выбранного первого вспомогательного газа, причем выбор более легкого атома может потребовать несколько большего давления, чем выбор более тяжелого атома из указанных выше вспомогательных газов.
Второй вспомогательный газ может быть подан в вакуумную камеру указанного устройства 21 аддитивного выполнения. Указанный второй вспомогательный газ может быть способным, по меньшей мере будучи подвергнутым воздействию пучка электронов, реагировать химически и/или физически со слоем порошка на рабочем столе.
Первый и второй вспомогательные газы могут одновременно присутствовать в вакуумной камере.
Второй вспомогательный газ может быть подан в вакуумную камеру указанного устройства 21 аддитивного выполнения во время операции сплавления. Второй вспомогательный газ может быть подан в вакуумную камеру в конце операции предварительного нагрева, чтобы гарантировать постоянное и достаточное количество второго вспомогательного газа на всем протяжении операции сплавления. Это должно гарантировать, что все слои порошка будут сплавлены при одном и том же количестве второго вспомогательного газа, что, в свою очередь, гарантирует однородность свойств материала повсюду по трехмерному изделию, подлежащему изготовлению.
Второй вспомогательный газ может представлять собой один газ или большее количество газов, выбранных из группы: водород, дейтерий, углеводороды, газообразные органические соединения, аммиак, азот, кислород, моноокись углерода, двуокись углерода, окислы азота и/или закись азота.
Второй уровень давления Р1, Р3 может приблизительно составлять 10-5 мбар. Более тяжелый атом газа может потребовать несколько пониженного давления по сравнению с более легким атомом. Это связано с тем, что более тяжелый атом способен рассеивать пучок электронов в большей степени, чем легкий атом газа и, следовательно, меньше более тяжелых атомов необходимо для достижения той же самой разрешающей способности пучка электронов по сравнению с легкими атомами газа.
Порошок, подаваемый на рабочий стол, может быть выполнен из металла.
Средний уровень давления во время операции предварительного нагрева может быть более высоким, чем средний уровень давления во время операции сплавления в выбранных местах. Причина наличия более высокого уровня давления указанного, по меньшей мере первого, вспомогательного газа состоит в уменьшении или устранении вероятности образования дыма порошка. Присутствие определенного количества ионов в вакуумной камере необходимо для нейтрализации зарядов или уменьшения их количества в порошке, созданных пучком ионов при падении на указанный порошок. По этой причине в вакуумной камере должно присутствовать определенное давление газа, возникающее или посредством впуска, как описано выше, указанного первого вспомогательного газа или посредством использования ионного генератора с указанной вакуумной камерой, причем ионы от этого генератора вводят в вакуумную камеру во время указанной операции предварительного нагрева.
Для одного слоя порошка или множества слоев порошка предварительный нагрев слоя N порошка может быть выполнен при первом уровне давления, и сплавление слоя N порошка может быть выполнено на втором уровне давления, причем указанный первый уровень давления может быть более высоким, чем указанный второй уровень давления и N может быть любым целым числом ≥1.
Во время операции сплавления желательно удерживать уровень давления газов в вакуумной камере на минимальном значении, поскольку атомы газа способны в большей или меньшей степени влиять на разрешающую способность пучка электронов. В зависимости от типа ионов, существующих в вакуумной камере, могут иметь место некоторые различия в значении давления, разрешенного для поддержания одинаковой разрешающей способности пучка электронов по объясненным выше причинам.
Другая особенность настоящего изобретения состоит в том, что предложено устройство для выполнения трехмерного изделия посредством последовательного сплавления частей порошкового основания, причем эти части соответствуют последовательным сечениям трехмерного изделия. Указанное устройство содержит: вакуумную камеру, инжектор электронов, устройство распределения порошка для нанесения первого слоя порошка на рабочий стол в указанной вакуумной камере, блок управления для управления пути пучка электронов по указанному рабочему столу, что приводит к сплавлению указанного первого слоя порошка в определенных местах с образованием первого сечения указанного трехмерного изделия, причем указанный блок управления выполнен с возможностью уменьшения давления в вакуумной камере от первого уровня давления, используемого во время по меньшей мере части операции предварительного нагрева слоя порошка, до второго уровня давления, используемого во время по меньшей мере части операции сплавления слоя порошка.
Направлением пучка электронов можно управлять посредством одной катушки отклонения или множества таких катушек, размещенных в инжекторе пучка электронов, который хорошо известен специалистам в данной области техники. Блок управления может управлять катушкой(-ами) отклонения согласно образцу (выбранным местам), который должен быть сплавлен на указанном слое порошка.
Операция предварительного нагрева может быть использована для нагрева слоя порошка до заранее определенной температуры, причем давление в вакуумной камере может быть более высоким во время операции предварительного нагрева по сравнению с давлением при операции сплавления порошка. Блок управления может управлять вакуумным(-ыми) насосом(-ами) и одним клапаном подачи газа или множеством таких клапанов. Вспомогательный газ может быть введен в вакуумную камеру во время операции предварительного нагрева. Указанный вспомогательный газ может, например, представлять собой газ, способный излучать ионы при облучении пучком электронов во время указанной операции предварительного нагрева. Указанный вспомогательный газ может быть гелием, аргоном, двуокисью углерода, азотом, неоном, криптоном, ксеноном, радоном.
Блок управления способен изменять давление в вакуумной камере от указанного первого уровня давления во время операции предварительного нагрева до второго уровня давления во время операции сплавления. Второй уровень давления обеспечивает более низкое давление, чем первый уровень давления. Сплавление может иметь место с как можно меньшим искажением пучка электронов молекулами, существующими в вакуумной камере. Для одного слоя порошка или множества слоев порошка предварительный нагрев слоя N порошка может быть выполнен при первом уровне давления, и сплавление слоя N порошка может быть выполнено на втором уровне давления, причем указанный первый уровень давления может быть более высоким, чем указанный второй уровень давления, и N может быть любым целым числом ≥1.
Настоящее изобретение не ограничено вышеописанными вариантами реализации, и возможны многие модификации, не выходящие за пределы объема последующей формулы изобретения. Такие модификации могут, например, включать использование источников энергетического пучка, отличных от приведенного в качестве примера пучка электронов, например, лазерного луча. Могут быть использованы материалы, отличные от металлического порошка, например порошки полимеров или керамические порошки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2008 |
|
RU2496606C2 |
| СПОСОБ ПОСЛОЙНОГО ЭЛЕКТРОННО-ЛУЧЕВОГО СПЕКАНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2627796C2 |
| Способ аддитивного изготовления трехмерной детали | 2017 |
|
RU2664844C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ ЭЛЕКТРОННЫХ ПУЧКОВ | 2013 |
|
RU2637509C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2014 |
|
RU2630096C2 |
| Установка селективного лазерного спекания и способ получения крупногабаритных изделий на этой установке | 2019 |
|
RU2717761C1 |
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |
| Способ аддитивного формирования изделия с комбинированной структурой из жаропрочного никелевого сплава с высокотемпературным подогревом | 2023 |
|
RU2821638C1 |
| СИСТЕМА АДДИТИВНОГО ПРОИЗВОДСТВА МЕТАЛЛА НА ОСНОВЕ СИНЕГО ЛАЗЕРА | 2019 |
|
RU2801454C2 |
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |
Группа изобретений относится к способу увеличения разрешающей способности при выполнении трехмерного изделия посредством последовательного сплавления частей порошкового основания для получения трехмерного изделия. Способ включает обеспечение первого слоя порошка на рабочем столе в вакуумной камере, направление пучка электронов от инжектора электронов по рабочему столу. Это приводит к сплавлению первого слоя порошка в определенных местах с образованием первого сечения трехмерного изделия. Затем обеспечение второго слоя порошка на рабочем столе и направление пучка электронов от инжектора электронов по рабочему столу. Это приводит к сплавлению второго слоя порошка в определенных местах с образованием второго сечения трехмерного изделия .При этом осуществляют уменьшение давления в вакуумной камере от первого уровня давления до второго уровня давления между этапами обеспечения первого слоя порошка и второго слоя порошка. Технический результат, достигаемый при использовании способа по изобретению для получения трехмерного изделия заключается в том, чтобы обеспечить увеличение разрешающей способности последовательности операций аддитивного производственного процесса путем поддержания распределения электрического поля в порошковом материале таким образом, чтобы предотвратить образование свободных всплывающих частиц. 2 н. и.12 з.п. ф-лы, 6 ил.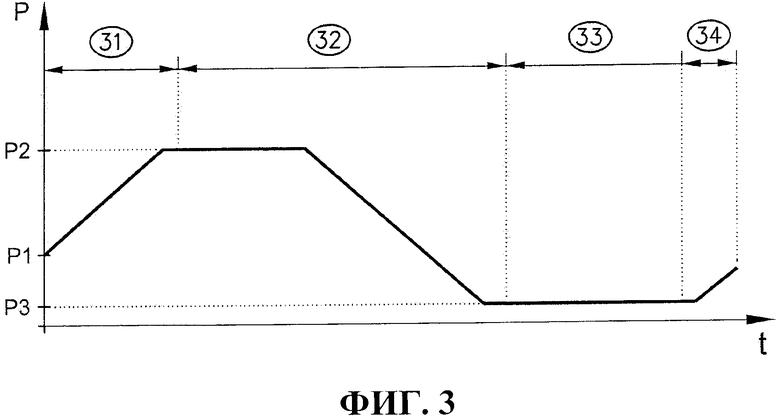
1. Способ увеличения разрешающей способности при формировании трехмерного изделия посредством последовательного сплавления частей порошкового основания, которые соответствуют последовательным сечениям трехмерного изделия, содержащий этапы:
a. обеспечения вакуумной камеры,
b. обеспечения инжектора электронов,
c. обеспечения первого слоя порошка на рабочем столе внутри вакуумной камеры,
d. направления пучка электронов от инжектора электронов поверх рабочего стола, что приводит к сплавлению первого слоя порошка в выбранных местах с образованием первого сечения указанного трехмерного изделия,
e. обеспечения второго слоя порошка на рабочем столе,
f. направления пучка электронов поверх рабочего стола, что приводит к сплавлению второго слоя порошка в выбранных местах с образованием второго сечения указанного трехмерного изделия, причем второй слой оказывается присоединен к первому слою,
отличающийся тем, что он также содержит этап:
g. уменьшения давления в вакуумной камере от первого уровня давления до второго уровня давления между этапами обеспечения первого слоя порошка и второго слоя порошка, причем средний уровень давления во время предварительного нагрева выше среднего уровня давления во время сплавления выбранных мест.
2. Способ по п. 1, дополнительно содержащий этап предварительного нагрева порошкового основания по меньшей мере частично при указанном первом уровне давления.
3. Способ по п. 1 или 2, при котором порошковое основание сплавлено в выбранных местах по меньшей мере частично при втором уровне давления.
4. Способ по любому из пп. 1-2, дополнительно содержащий этап обеспечения первого вспомогательного газа в вакуумной камере, причем первый вспомогательный газ способен обеспечивать ионы при его облучении пучком электронов во время предварительного нагрева.
5. Способ согласно любому из пп. 1-2, при котором первый вспомогательный газ
представляет собой по меньшей мере один инертный газ.
6. Способ по п. 5, при котором указанный инертный газ представляет собой один или более газ из группы, содержащей гелий, аргон, двуокись углерода, азот, неон, криптон, ксенон, радон.
7. Способ по любому из пп. 1-2, 6, при котором указанный первый уровень давления составляет приблизительно 10-3 мбар.
8. Способ по п. 1-2, 6, дополнительно содержащий этап обеспечения второго вспомогательного газа в вакуумную камеру, причем второй вспомогательный газ способен, по меньшей мере будучи подвергнутым воздействию пучка электронов, реагировать химически и/или физически со слоем порошка на рабочем столе.
9. Способ по п. 8, при котором второй вспомогательный газ представляет собой один или более газ, выбранный из следующей группы: водород, дейтерий, углеводороды, газообразные органические соединения, аммиак, азот, кислород, моноокись углерода, двуокись углерода, окислы азота и/или закись азота.
10. Способ по любому из пп. 1-2, 6, 9, при котором второй уровень давления составляет приблизительно 10-5 мбар или ниже.
11. Способ по любому из пп. 1-2, 6, 9, при котором порошок, обеспечиваемый на рабочем столе, выполнен из металла.
12. Способ по п. 9, при котором второй вспомогательный газ обеспечивают во время сплавления указанных выбранных мест.
13. Способ по любому из пп. 9, 12, при котором второй вспомогательный газ подают при уровне давления в вакуумной камере ниже заранее определенного уровня.
14. Трехмерное изделие, выполненное по любому из пп. 1-13.
| WO 2008147306 A1, 04.12 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 6583379 B1,24.06 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| RU 2010113121 A, 10.10.2011 | |||
| СПОСОБ СПЕКАНИЯ МЕТАЛЛИЧЕСКИХ СПЛАВОВ БЕЗ ДАВЛЕНИЯ И ПРИМЕНЕНИЕ СПОСОБА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕР | 2006 |
|
RU2401718C2 |

