Группа изобретений относится к средствам выполнения формообразующих поверхностей двойной кривизны литейной, модельной или штамповой оснастки.
Известна матрица регулируемой формы (Патент US 5546784, 5.12.1994, B21D 37/02, B21J 13/02, B30B 15/02). Она включает массив закрепленных на основании перпендикулярно ему стержневых элементов, подвижных вдоль продольной оси, и систему координатных перемещений. Данная система содержит по одному приводу вращения на каждый ряд стержневых элементов, а также соответствующие каждому стержневому элементу средства для индивидуального включения/выключения передачи вращательного момента и для преобразования вращения в поступательное движение данного элемента вдоль своей продольной оси. Требуемую форму матрицы выполняют концами установленных в заданные положения стержневых элементов. Для установки стержневых элементов в эти положения применяют описанную выше систему координатных перемещений, управляемую с помощью программы.
Данная матрица позволяет выполнять произвольную дискретную поверхность на основании компьютерной модели. Однако поперечный размер формообразующих стержневых элементов не может быть меньше размеров средств их установки и фиксирования, так как данные средства постоянно связаны с каждым стержневым элементом и фактически являются его составными частями. В результате матрица имеет высокую сложность конструкции при низкой разрешающей способности устройства. Кроме того, нагрузки, прикладываемые к матрице в процессе ее промышленного применения, передаются многим механическим частям устройства, что снижает их надежность и ресурс.
Наиболее близким аналогом предлагаемой группы изобретений является универсальная автоматизированная установка для формообразования крупногабаритных листовых деталей (УАУ) и способ настройки ее поверхности (патент RU 2133163, 17.12.1997, B21D 5/00, B21D 11/20, B21D 37/12). Установка содержит матрицу с закрепленным на ней массивом параллельных опор, подпятники которых дискретно образуют требуемую поверхность, а также систему координатных перемещений и средство фиксации положений опор, выполненное в виде расположенных в каждой опоре фиксаторов. Для выполнения требуемой поверхности последовательно устанавливают ряды опор по профилям, сформированным по программе штыревыми упорами системы координатных перемещений для каждого ряда, а затем фиксируют штоки данного ряда.
Это решение также позволяет выполнять требуемую поверхность по программе. Опоры не имеют постоянной связи с приводами системы координатных перемещений. Благодаря этому исключается воздействие высоких механических нагрузок, возникающих при формовке листовых заготовок, на данные приводы, являющиеся наиболее уязвимыми элементами устройства. Но из-за того, что каждая опора является сложным устройством, включающим элементы средств установки и фиксирования штока данной опоры, ее минимальный размер имеет те же ограничения, что и у предыдущего аналога.
Технический результат: уменьшение размера единичного формообразующего элемента дискретной рельефной поверхности, а также повышение надежности и упрощение конструкции устройства для выполнения этой поверхности.
Технический результат достигается в способе формирования дискретной рельефной поверхности, включающем последовательную установку параллельных стержней в заданные по программе положения и формирование их концами рельефной поверхности, в котором установку каждого стержня в заданное положение производят его перемещением как минимум в двух направлениях.
Технический результат достигается в формообразующем устройстве, содержащем основание, установленную на нем систему координатных перемещений стержней, формирующих своими концами рельефную поверхность, а также средство фиксации положений стержней, дополнительно включающем как минимум одно средство подачи стержней, как минимум одно направляющее устройство для установки стержней в заданные положения и соответствующий ему механизм дозирования стержней, при этом каждое направляющее устройство связано с системой координатных перемещений.
Сущность изобретения поясняется графическими материалами.
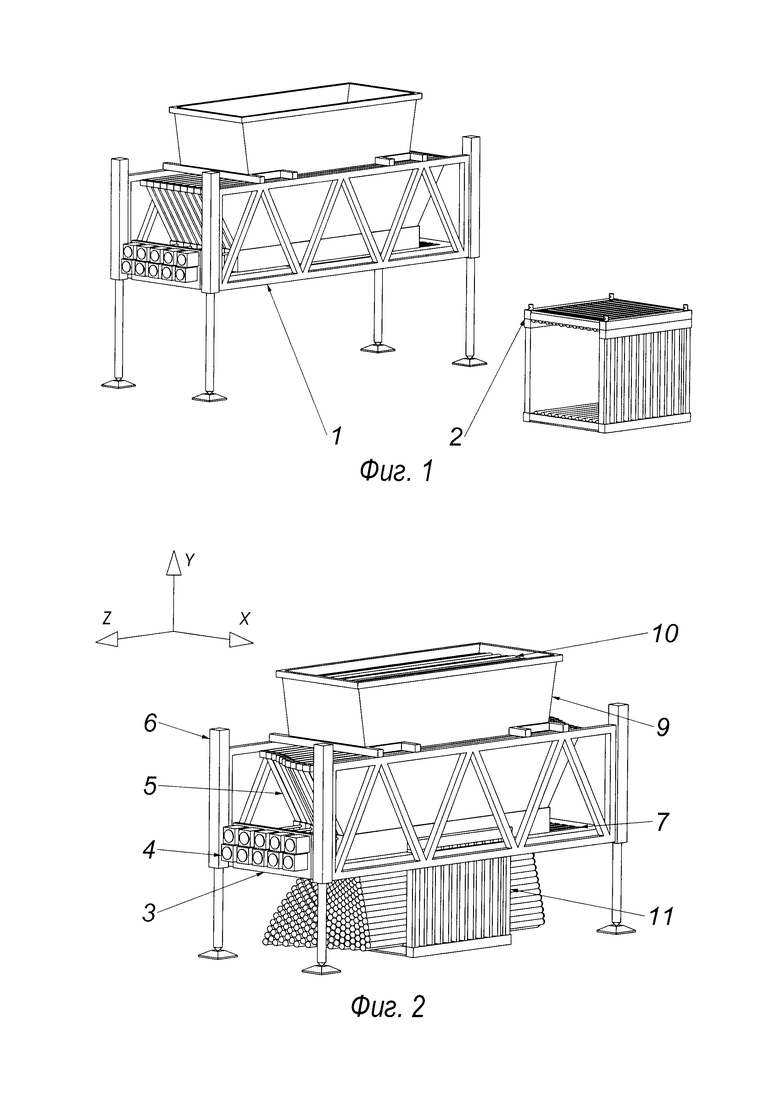
Фиг. 1 - Общий вид формообразующего устройства.
Фиг. 2 - Вид спереди на формообразующее устройство.
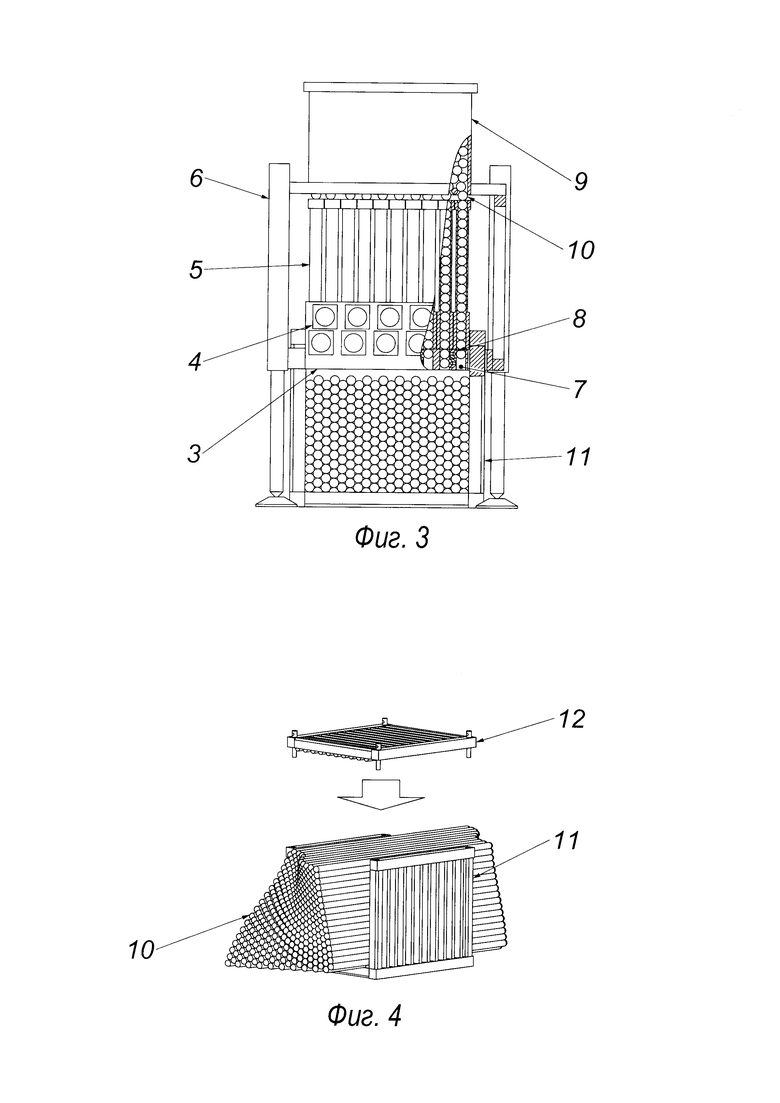
Фиг. 3 - Укладка стержней.
Фиг. 4 - Фиксация стержней и получение стержневой формы.
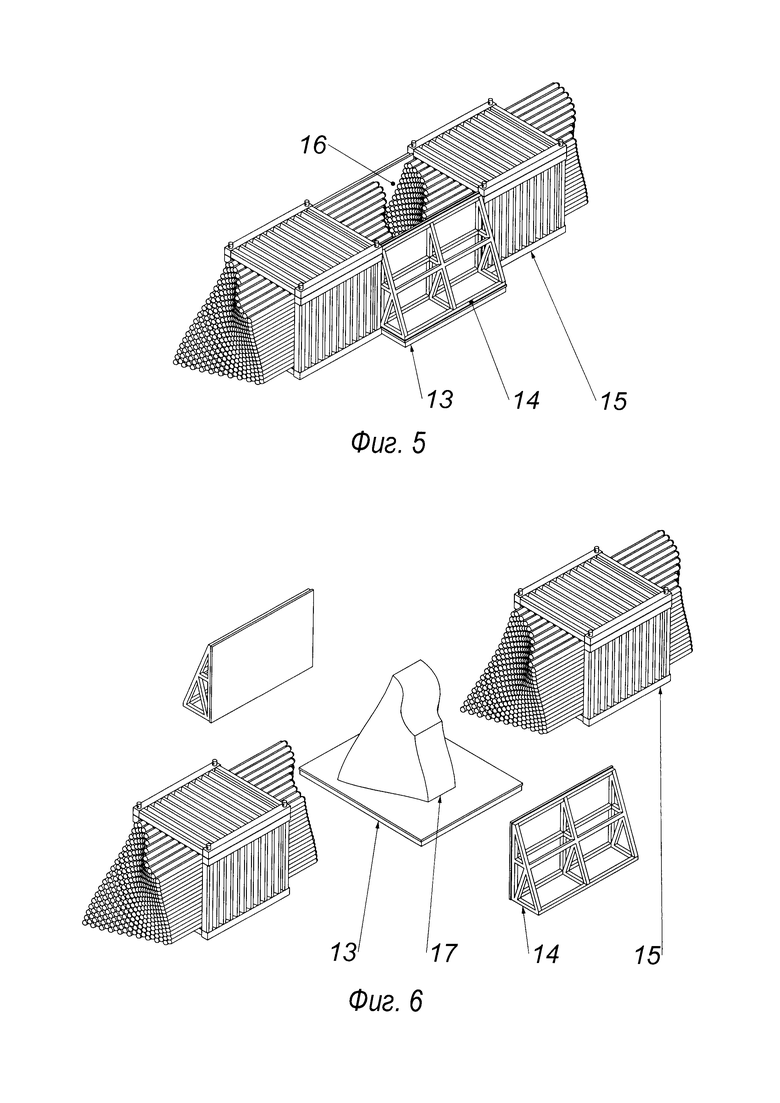
Фиг. 5 - Создание объема для заливки раствора с помощью стержневых форм.
Фиг. 6 - Получение криволинейного фрагмента стены.
Формообразующее устройство состоит из двух основных разъемных частей: средства укладки стержней 1 и средства фиксации их взаимного положения 2 (фиг. 1). На основании средства укладки 3 установлены элементы системы координатных перемещений (фиг. 2 и фиг. 3). На торцевой стороне основания установлено множество приводов 4, выполненных с возможностью индивидуально перемещать направляющие устройства 5 вдоль оси Z. По углам основания установлены гидравлические опоры 6, для перемещения всего средства укладки вдоль оси Y. В основании под направляющими устройствами расположены окна 7, в которых установлены дозирующие механизмы 8 для поштучного сброса стержней. Над направляющими устройствами установлен бункер 9, в который загружены стержни 10. Средство фиксации состоит из контейнера 11 и прижимной крышки 12 (фиг. 4). Массив стержней вместе со средством фиксации, в котором они установлены и зафиксированы, образует стержневую форму.
Описание работы заявляемого устройства поясняет осуществление заявляемого способа. Под средством укладки стержней 1 устанавливают контейнер средства фиксации 11. Втягиванием гидравлических опор 6 опускают средство укладки стержней в крайнее нижнее положение. Стержнями 10 заполняют бункер 9, из которого стержни поступают во все направляющие устройства 5. Включают систему автоматического управления координатными приводами и дозирующими механизмами по заданной программе. Для установки первого горизонтального ряда стержней гидравлические опоры 6 осуществляют подъем средства укладки на высоту одного ряда стержней, а координатные приводы 4 устанавливают направляющие устройства 5 в соответствии с профилем первого ряда стержней. В момент, когда все направляющие устройства занимают требуемые положения, дозирующие механизмы 8 сбрасывают по одному стержню. Повторением указанных шагов укладывается второй и все последующие горизонтальные ряды (фиг. 2). Благодаря гексагональному расположению стержней в контейнере каждое направляющее устройство определяет положения стержней в двух вертикальных рядах (фиг. 3). После укладки всего массива стержней средство укладки поднимают гидравлическими опорами в крайнее верхнее положение. Заполненный контейнер извлекают из-под средства укладки и установкой прижимной крышки 12 осуществляют фиксацию взаимного положения стержней в массиве, чем завершают выполнение стержневой формы.
Для получения стержневой формы с другой формообразующей поверхностью с контейнера 11 снимают крышку 12 и извлекают стержни 10. Далее описанным выше способом осуществляют выполнение новой стержневой формы.
Промышленное применение заявляемого изобретения рассмотрено на примере изготовления фрагмента изогнутой в двух направлениях стены из газобетона. В опалубку, состоящую из основания 13 и двух параллельных стеновых элементов 14, с открытых сторон помещают выполненные с помощью формообразующего устройства стержневые формы 15 (фиг. 5). Для герметизации пространства 16, ограниченного опалубкой и стержневыми формами, в него помещают мешок из пластиковой пленки, в который заливают бетонный раствор с газообразующими добавками. После первоначального затвердевания газобетонной заготовки 17 стеновые элементы и стержневые формы убирают, затем удаляют остатки пластиковой пленки. На криволинейных поверхностях ошлифовывают ступенчатость, оставшуюся от стержневых форм (фиг. 6). После этого заготовку фрагмента помещают в автоклав, для окончательного отверждения. В качестве финальной обработки опиливают торцы и верх фрагмента для плотного примыкания к соседним фрагментам при строительстве.
Применение стержней, не содержащих средства для их перемещения и фиксирования, а также свободных от постоянной связи с ними, позволяет исключить зависимость поперечного размера стержней от размеров данных средств. Обеспечивается значительное упрощение и повышение надежности конструкции, так как, в отличие от аналогов, стержни не являются сложными составными устройствами. Использование стержней из однородного материала позволяет, при необходимости, после установки производить их механическую обработку для получения стержневых форм с гладкой бесступенчатой поверхностью.
Отсутствие связи готовой стержневой формы со средством установки стержней позволяет пространственно разделить производственные участки изготовления формы и ее использования. Благодаря этому любым нагрузкам, связанным с ее промышленным применением, подвергается только сама форма, имеющая простейшую конструкцию, в то время как все механические компоненты, находящиеся в средстве установки стержней, находятся в безопасности. Дополнительным преимуществом является то, что на различных производственных участках одновременно может использоваться большое количество стержневых форм, для изменения которых используется единственное средство установки стержней. Количество форм, которые может поддерживать в производственном обороте предприятия одно средство установки, условно можно определить формулой N=Tп/Tс, где Tп - продолжительность производственного процесса, при котором непосредственно применяется стержневая форма, а Tс - время, необходимое для ее изменения средством установки. Данное обстоятельство многократно повышает фактическую производительность формообразующего устройства на уровне предприятия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2552508C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2007 |
|
RU2357828C1 |
| ОПОРА ДЛЯ РАСТЕНИЙ | 2023 |
|
RU2815447C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| Способ изготовления литейных форм и стержней по технологии формовки холодно-твердеющих смесей (ХТС) в модельно-стержневую оснастку, формообразующая которой изменяет геометрию за короткое время | 2022 |
|
RU2804514C1 |
| КОМПЕНСИРУЮЩИЙ УДЕРЖИВАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ИСПОЛЬЗОВАНИЯ С СИСТЕМОЙ ЛИТЬЯ И СИСТЕМА ЛИТЬЯ, СОДЕРЖАЩАЯ КОМПЕНСИРУЮЩИЙ УДЕРЖИВАЮЩИЙ ЭЛЕМЕНТ | 2008 |
|
RU2424902C1 |
| ВИБРОИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2266442C1 |
| Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки | 2022 |
|
RU2796090C1 |
| Универсальный гибочный штамп | 1985 |
|
SU1269880A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
Изобретение относится к области обработки металлов давлением, а именно к средствам выполнения формообразующих поверхностей двойной кривизны литейной, модельной или штамповой оснастки. При установке стержней в заданные положения их перемещают как минимум в двух направлениях, для чего применяют как минимум одно направляющее стержни устройство, связанное с системой координатных перемещений и соответствующий данному направляющему устройству дозирующий механизм. Расширяются технологические возможности. 2 н.п. ф-лы, 6 ил.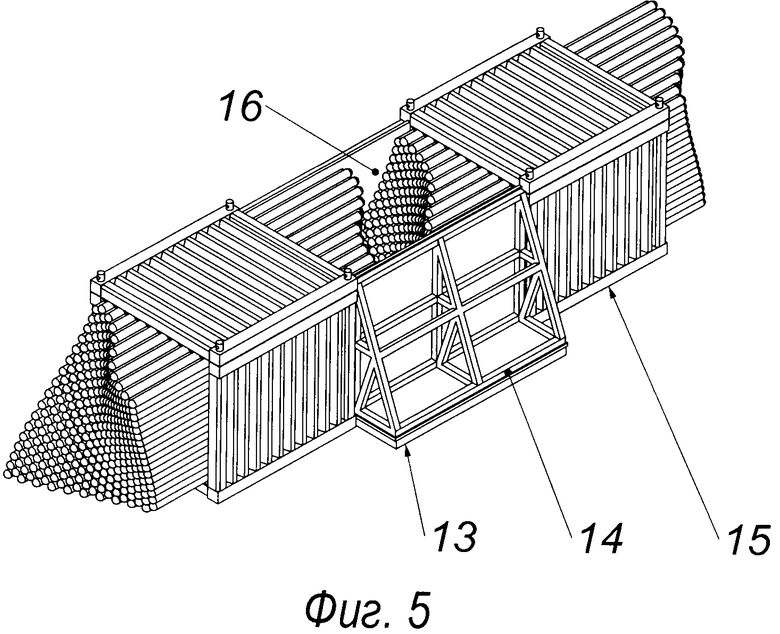
1. Способ изготовления стержневой формы с формообразующей поверхностью для формирования дискретной рельефной поверхности, включающий последовательную параллельную установку стержней в заданные по программе положения и фиксацию взаимного положения стержней с образованием их концами формообразующей поверхности, отличающийся тем, что установку каждого стержня осуществляют его перемещением по меньшей мере в двух направлениях, при этом стержни последовательно укладывают так, что положения их концов соответствуют точкам профиля каждого горизонтального ряда, и поштучно сбрасывают в контейнер до получения этого ряда, а фиксацию взаимного положения стержней осуществляют после укладки всего массива стержней в контейнер с образованием стержневой формы.
2. Устройство для изготовления стержневой формы с формообразующей поверхностью для формирования дискретной рельефной поверхности, содержащее основание с по меньшей мере одним окном, систему координатных перемещений, по меньшей мере одно направляющее устройство, связанное с системой координатных перемещений, установленный над направляющими устройствами бункер для стержней, выполненный с возможностью заполнения стержнями всех направляющих устройств, установленный в упомянутом по меньшей мере одном окне по меньшей мере один дозирующий механизм для поштучного сброса стержней для получения их горизонтального ряда после установки направляющих устройств в требуемые положения, при этом направляющие устройства выполнены с обеспечением соответствующего профиля каждого ряда стержней.
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| Способ формообразования деталей двойной крутизны и устройство для его осуществления | 1983 |
|
SU1147471A1 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2275267C2 |
| US4212188 A, 15.07.1980. | |||

