Изобретение относится к обработке металлов давлением и может быть ис- пользовано для изготовления детгшей с криволинейной поверхностью из листов в судостроении и других отраслях машиностроения.
Дельга изобретения является повышение производительности за счет ускорения переналадки,
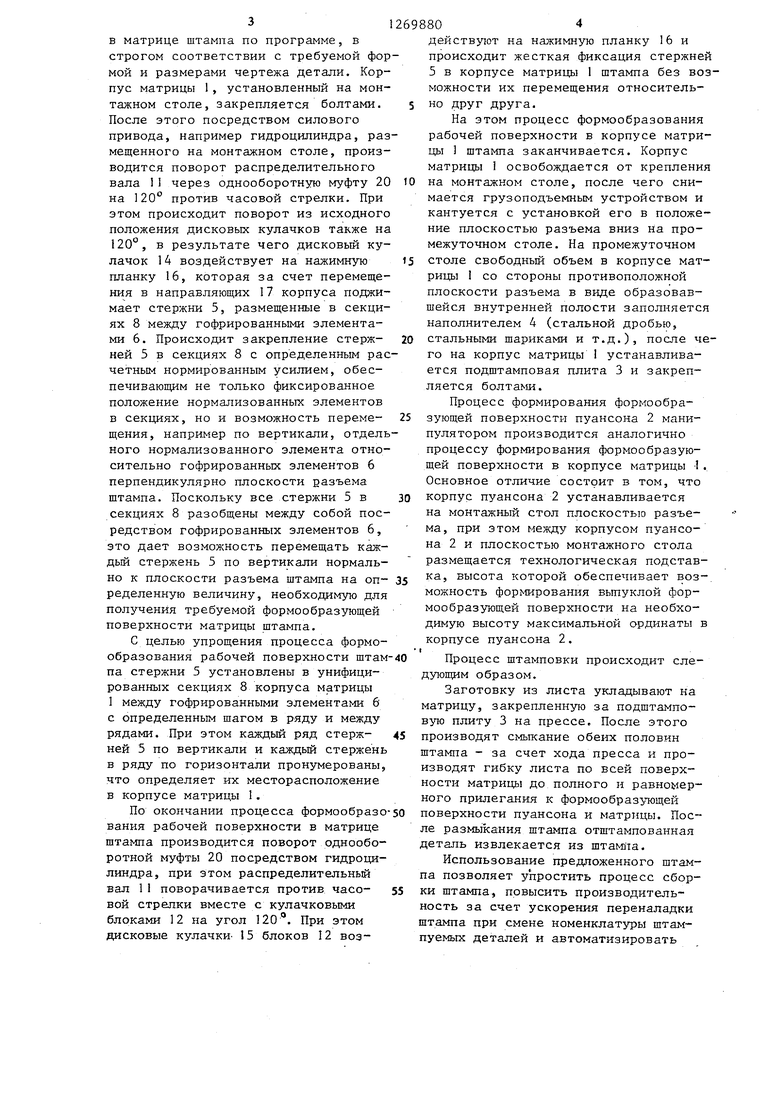
На фиг.1 изображена нижняя плита штампа, вид сверху; на фиг.2 - сечение А-А на фиг.Г; на фиг.З - сечение Б-Б на фиг.2 (секция штампа); на фиг.4 - сечение В-В на фиг.Ц на фиг.З - узел I на фиг.1; на фиг. 6 разрез Г-Г на фиг.1; на фиг,7 .стержень с шаровой опорой; на фиг.8узел II на фиг. 2; на фиг. 9 - Bapiiант компановки штампа с использованием пуансона; на фиг. 10 - сечение Д-Д на фиг.2 (промежуточный элемент между соседн1-1мн секциями); на фиг.Псечение Е-Е на фиг.З; на фиг.12 - сечение ( на фиг. 3,
Универсальный гибочньм штамп содержит матрицу 1 и пуансон 2, установленнг:,1е каждый на подштамповой штате 3, Бнутреннкя полость корпусов матрицы и пуансона заполнена наполнителем 4 (стальная дробь, стальные шарики и т.д.).
В коргусе матрицы 1 установлены стержни в форме шестигранников 5, расположенные между гофрированными элементами б, объедин. посредством обойм 7 в секции 8. Корпус матpHHjji 1 снабжен направляюш,ими 9 для установки и перемещения секций 8. В опорах 10, размещенных на стенках корпуса матрицы 1, установлен распределитель 1ЫЙ вал 11 , на котором закреплены два кулачковых блока 12, содер) по три дисковых кулачка 13, 14 и 15, которые воздействуют на нажимную планку 16, лстановленную в направляющих 17 корпуса матрицы 1. Распределительный вал 11 поддерживается посередине промежуточной опорой
18,закрепленной на корпусе матрицы 1. Кулачковые блоки 2 закрыты orpajKдением, выполненным в виде кожухов
19.Распределительный вал 11 вместе с кулачковыми блоками 12 и однооборотной муфтой 20 образуют трехпозиционный узел фиксации стержней 5, который обеспечивает три фиксированных положения их в секциях 8. В исходном положении распределительньй ва;п 11
69880
посредством дискового кулачка 13 контактирует с нажимной планкой 16, установленной в направляюшлх 17 матрицы 1,-при этом стержни 5 в секциях 8
5 занимают свободное положение - раскреплены.
При повороте однооборотной муфты 20 посредством силового привода на 120 против часовой стрелки вокруг
10 оси дисковый кулачок 14 воздействует на нажимную планку 16, при этом стержни 5 в секциях 8 закрепляются с определенным нормированным усилием, необходимым при последующем получе.5 НИИ формообразующей поверхности штампа.
Секции 8 размещены в корпусах матрицы и пуансона между нажимной планкой 16 и передней стенкой 21, закреп20 ленной посредством болтов 22.
Концы стержней 5 снабжены шаровыми опорами, которые содержат корпус 23 со стальными шариками 24, на которых размещен стальной шар 25, закреп ленный 26.
В крьш1ке 26 установлены в кольцевой проточке стальные шарики 24. Установку стальных шариков 24 в корпус 23 шаровой опоры и в крьшку 26
производят через отверстия, закрываемые винтами 27.
Между соседними секциями 8 размещаются промежуточные элементы 28 со стержнями 5, ycтaнoвлeнны ш в гофри35 рованных элементах.
Процесс сборки матрицы штампа производится в следующей последовательности. Секции 8 со стержнями 5, размещеннЫ1-1И между гофрированными эле ментами 6 и объединенными между собой посредством обойм 7, предварительно собирают на участке комплектации штампов, а загем устанавливают в направляющие 9 корпуса 1 матрицы..
После этого в направляющие 9 устанавливают переднюю стенку 21 и закрепляют ее болта;«1И 22 на корпусе матрицы I.
На этом сборка матри1да заканчива50 ется.
Перед гибкой формообразующие поверхности матрицы и пуансона настраиваются на требуемую форму изгибаемой заготовки.
55 Для этого корпус матрицы 1 устанавливают на позиционер, посредством которого обеспечирается получение .формообразующей рабочей поверхности 3 в матрице штампа по программе, в строгом соответствии с требуемой фор мой и размерами чертежа детали. Корпус матрицы 1, установленный на монтажном столе, закрепляется болтами. После этого посредством силового привода, например гидроцилиндра, раз мещенного на монтажном столе, производится поворот распределительного вала 1 через однооборотную муфту 20 на 120° против часовой стрелки. При этом происходит поворот из исходного положения дисковых кулачков также на 120°, в результате чего дисковый кулачок 14 воздействует на нажимную планку 16, которая за счет перемещения в направляющих 17 корпуса поджимает стержни 5, размещенные в секциях 8 между гофрированными элементами 6. Происходит закрепление стержней 5 в секциях 8 с определенным рас четным нормированным усилием, обеспечивающим не только фиксированное положение нормализованных элементов в секциях, но и возможность перемещения, например по вертикали, отдель ного нормализованного элемента относительно гофрированных элементов 6 перпендикулярно плоскости вазъема штампа. Поскольку все стержни 5 в секциях 8 разобщены между собой посредством гофрированных элементов 6, это дает возможность перемещать каждый стержень 5 по вертикали нормально к плоскости разъема штампа на определенную величину, необходимую для получения требуемой формообразующей поверхности матрицы штампа. С целью упрощения процесса формообразования рабочей поверхности штам па стержни 5 установлены в унифицированных секциях 8 корпуса матрицы 1 между гофрированными элементами 6 с определенным шагом в ряду и между рядами. При этом каждый ряд стержней 5 по вертикали и каждый стержень в ряду по горизонтали пронумерованы, что определяет их месторасположение в корпусе матрицы 1. По окончании процесса формообразо вания рабочей поверхности в матрице штампа производится поворот однооборотной муфты 20 посредством гидроцилиндра, при этом распределительный вал 11 поворачивается против часовой стрелки вместе с кулачковыми блоками 12 на угол 120. При этом дисковые кулачки- 15 блоков 12 воз804действуют на нажимную планку 16 и происходит жесткая фиксация стержней 5 в корпусе матрицы 1 штампа без возможности их перемещения относительно друг друга. На этом процесс формообразования рабочей поверхности в корпусе матрицы 1 штампа заканчивается. Корпус матрицы освобождается от крепления на монтажном столе, после чего снимается грузоподъемньЕм устройством и кантуется с установкой его в положение плоскостью разъема вниз н:а промежуточном столе. На промежуточном столе свободный объем в корпусе матрицы 1 со стороны противоположной плоскости разъема в виде образовавшейся внутренней полости заполняется наполнителем 4 (стальной дробью, стальными шариками и т.д.), после чего на корпус матрицы I устанавливается подштамповая плита 3 и закрепляется болтами. Процесс формирования формообразующей поверхности пуансона 2 манипулятором производится аналогично процессу формирования формообразующей поверхности в корпусе матрицы -1 . Основное отличие сострит в том, что корпус пуансона 2 устанавливается на монтажный стол плоскостью разъема, при этом между корпусом пуансона 2 и плоскостью монтажного стола размещается технологическая подставка, высота которой обеспечивает возможность формирования выпуклой формообразующей поверхности на необходимую высоту максимальной ординаты в корпусе пуансона 2. Процесс штамповки происходит слеующим образом. Заготовку из листа укладывают на атрицу, закрепленную за подштампоую плиту 3 на прессе. После этого роизводят смыкание обеих половин тампа - за счет хода пресса и прозводят гибку листа по всей поверхости матрицы до полного и равномерого прилегания к формообразующей оверхности пуансона и матрицы. Посе размыкания штампа отштампованная еталь извлекается из штамзта. Использование предложенного штама позволяет упростить процесс сбори штампа, повысить производительость за счет ускорения переналадки тампа при смене номенклатуры штамуемых деталей и автоматизировать
,процесс изготовления требуемой формообразующей поверхности штампа, образуемой торцовыми поверхностями нормализованных элементов, с использованием автоматического манипулятора, работающего по программе.
Формула изобретения
1. Универсальный гибочный штамп, содержащий составные пуансон и матрицу, в корпусах которых размещены соосно стержни в форме шестигранников, рабочие торцовые поверхности которых образуют заданные контуры вогнутой поверхности матрицы и соответствующей ей выпуклой поверхности пуансона отличающийся тем, что, с целью повышения производительности за счетускорения, переналадки, пуансон и матрица снабжены секциями из гофрированных элементов для размещения стержней, направляющими для установки и перемещения секций в корпусах, нажимными планками, размещенными в направляющих, наполнителем, расположенным в корпусах со стороны нерабочих торцов стержней, а также узлами фиксации стержней, вьшолненными каждый в виде опор, закрепленных в соответствующем корпусе, установленного в опорах распределительного вала, размещенных на валу двух кулачковых блоков, состоящих из трех дисковых кулачков, контактирующих с нажимными планками, и однооборотной муфты.
2. Штамп по п.1, отличающийся тем, что стержни снабжены шаровыми опорами.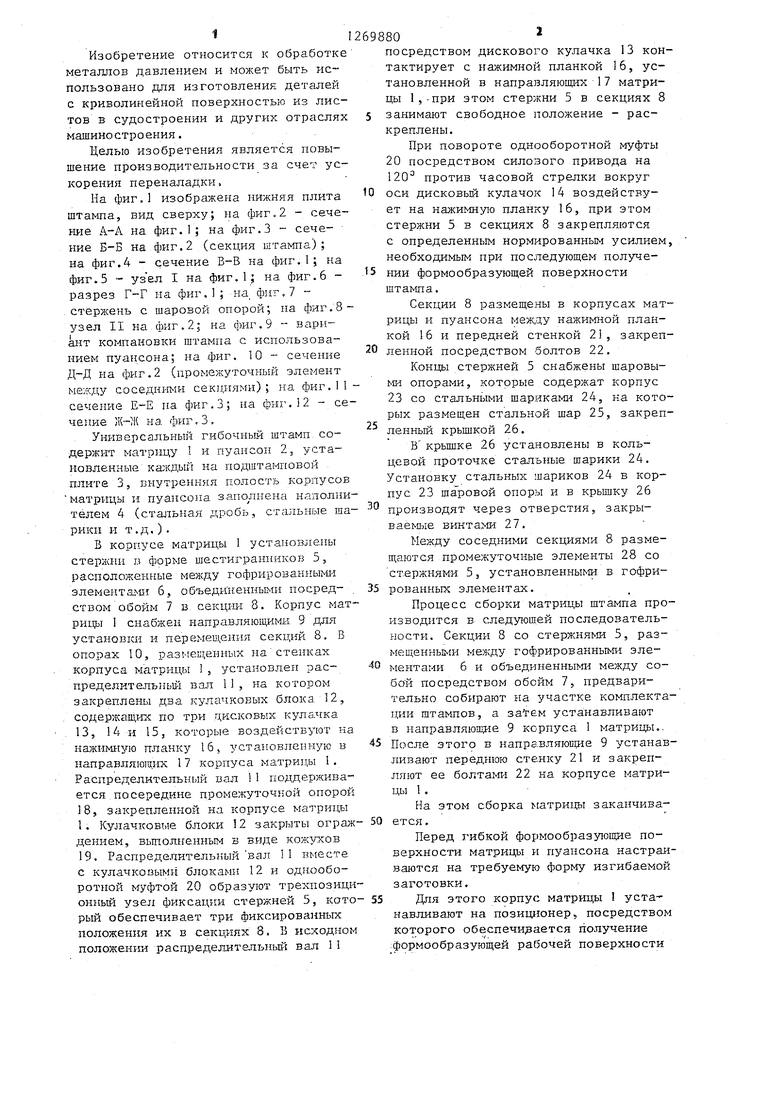

| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Устройство для подачи ленточного материала в рабочую зону вырубного штампа | 1990 |
|
SU1759507A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВТУЛОК из ЛЕНТЫ | 1972 |
|
SU349443A1 |
| Устройство для сборки цоколей нормальных осветительных ламп | 1980 |
|
SU974462A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПАКЕТОВ ПЛАСТИНЧАТЫХФИЛЬТРОВ | 1967 |
|
SU194762A1 |




Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей с криволинейной поверхностью из листа в различных отраслях машиностроения. Целью изобретения является повьшение производительности за счет ускорения переналадки. Универсальный гибочный штамп содержит составные матрицу (М) 1 и пуансон (П), в корпусах которых размещены в секциях 8 из гофрированных элементов 6 стержни (С) 5 в форме шестигранников, которые образуют заданные контуры формообразующих поверхностей М 1 и.П. Секции 8 размещены в корпусах П 2 и М 1 в направляющих и через нажимные планки 6 зажимаются с помощью кулачков 13, 14, 15 узлов фиксации при поворотах распределительного вала 11. Настройка формообразующих поверхностей М 1 и П вьшолняется на позиционере по программе прИ закреплении С 5 в секи;иях 8 с нормированным усилием, обеспечивающим возможность перемещения С 5 по вертика-ли с помощью кулачка 14. Кесткая фикi сация С 5 осуществляется кулачками 15 при повороте распределительного (Л вала 11 на 120°. Внутренняя полость со стороны, противоположной плоскости разъема, заполняется наполнцтелем и закрывается плитой. 1з.п. ф-лы, 12 ил. 1C со 00 00 о
/3-Л
в- 8 Г7(
74
15
фие.
21 22
.S..
ч
О
Л- Д.
- ггоВериуггто
-Ж
иг.1г
| Штамп для гибки деталей из листового материала | 1974 |
|
SU501807A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
