Область изобретения
Настоящее изобретение относится к горячекатаной стальной полосе с высокой ударной вязкостью и способу ее производства, в частности к стальной полосе с пределом текучести 500 МПа, низким отношением предела текучести к пределу прочности и высокой ударной вязкостью, а также к способу ее производства. Предлагаемая стальная полоса имеет низкое отношение предела текучести к пределу прочности, выполненные из указанной стальной полосы транспортные трубопроводы устойчивы к сильным деформациям и приспособлены к использованию в районах с высокой сейсмической активностью.
Предшествующий уровень техники
Как правило, трубопроводы для транспортировки нефти и газа изготавливают с помощью легирования ниобием и контролированной прокатки, в результате чего отношение предела текучести к пределу прочности для стали трубопровода оказывается достаточно высоким, обычно не менее 0,85, а следовательно, этот вид стали не подходит для производства транспортных трубопроводов, которые используются в районах с высокой сейсмической активностью.
В заявке CN 101962733 A описана сталь класса Х80 для трубопроводов, имеющая высокую деформируемость, низкую стоимость и высокую ударную вязкость, и способ ее производства, при этом сталь имеет следующий состав, вес.%: углерод C 0,02-0,08, кремний Si≤0,40, марганец Mn 1,2-2,0, фосфор P≤0,015, сера S≤0,004, медь Cu≤0,40, никель Ni≤0,30, молибден Mo 0,10-0,30, ниобий Nb 0,03-0,08, титан Ti 0,005-0,03, а в используемой технологии производства стали температура выдержки составляет 1200-1250°C, температура конца прокатки в зоне рекристаллизации составляет 1000-1050°C, температура начала прокатки для итоговой прокатки составляет 880-950°C, а температура конца прокатки составляет 780-850°C; сталь охлаждают воздухом в два этапа со скоростью 1-3°C/с до температуры, которая на 20-80°C ниже Ar3, в результате чего получают 20-40% феррита; охлаждают ламинарным потоком со скоростью 15-30°C/с до температуры 250-450°C, в результате чего получают стальную полосу, содержащую феррит (20-40%)+бейнит+мартенсит (1-3%), чей предел текучести составляет 530-630 МПа, предел прочности составляет 660-800 МПа, uEL≥10%, а отношение предела текучести к пределу прочности ≤0,80. Такие свойства стальной полосы, как отношение предела текучести к пределу прочности и удлинение, не удовлетворяют требованиям к устойчивости к сильным деформациям в транспортных трубопроводах, которые применяются в районах с высокой сейсмической активностью.
Таким образом, в настоящее время существует потребность в создании стальной полосы с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью для производства транспортных трубопроводов, обладающих устойчивостью к сильным деформациям, для использования их в районах с высокой сейсмической активностью.
Раскрытие изобретения
Перед изобретением ставится задача создания стальной полосы для производства транспортных трубопроводов, имеющей предел текучести выше 500 МПа, низкое отношение предела текучести к пределу прочности и высокую ударную вязкость и имеющей, в частности, толщину 10-25 мм. Указанный тип стальной полосы удовлетворяет требованиям, предъявляемым к стальной полосе для производства стальных труб, использующихся в транспортных трубопроводах с высокой деформируемостью, которые применяются в районах с высокой сейсмической активностью.
Поставленная задача в настоящем изобретении решается за счет того, что химический состав стальной полосы с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью включает, вес.%: C 0,05-0,08, Si 0,15-0,30, Mn 1,55-1,85, P≤0,015, S≤0,005, Al 0,015-0,04, Nb 0,015-0,025, Ti 0,01-0,02, Cr 0,20-0,40, Mo 0,18-0,30, N≤0,006, O≤0,004, Ca 0,0015-0,0050, Ni≤0,40, при этом соотношение Ca/S>1,5, остальное Fe и неустранимые включения.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание Si составляло 0,16-0,29 вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание Mn составляло 1,55-1,83 вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание N составляло ≤0,0055 вес.%, преимущественно, 0,003-0,0045 вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание P составляло ≤0,008 вес.%, а содержание S≤0,003 вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание Al составляло 0,02-0,035 вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание Ni составляло ≤0,25% вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание Cr составляло 0,24-0,36 вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание Mo составлялот 0,19-0,26 вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание Nb составляло 0,018-0,024 вес.%.
Предпочтительно, чтобы в предлагаемой стальной полосе содержание Ti составляло 0,012-0,019 вес.%.
Структурные составляющие полосы могут включать, в основном, феррит, отпущенный бейнит и, возможно, небольшое количество мартенсита.
Толщина стальной полосы составляет 10-25 мм, предел текучести ≥500 МПа, отношение предела текучести к пределу прочности ≤0,75, удлинение А50≥20%, Akv≥200 Дж при -60°С.
Еще одной задачей настоящего изобретения является создание способа производства стальной полосы с пределом текучести свыше 500 МПа, низким отношением предела текучести к пределу прочности и высокой ударной вязкостью.
Способ производства вышеупомянутой стальной полосы для трубопроводов с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью включает вакуумную дегазацию стали, непрерывное литье или литье под давлением расплавленной стали, при этом при непрерывном литье получают сляб, а при литье под давлением получают пруток, нагрев сляба или прутка при температуре 1150-1220°С, многопроходную прокатку в зоне рекристаллизации аустенита и в зоне отсутствия рекристаллизации, при этом суммарный коэффициент обжатия ≥80%, а температура конца прокатки ≥850°С, водное охлаждение прокатной стальной полосы со скоростью 15-50°С/с до температуры в диапазоне от температуры бейнита Bs -60°С до температуры бейнита Bs -100°С, последующее охлаждение полосы воздухом в течение 5-60 с, быстрый нагрев охлажденной стальной полосы в индукционной нагревательной печи на линии со скоростью 1-10°С/с до температуры бейнита Bs +20°С, отпуск в течение 40-60 с с последующим охлаждением воздухом вне печи, при этом стартовая точка бейнита Bs имеет следующее значение: Bs=830-270C-90Mn-37Ni-70Cr-83Mo, где С, Mn, Ni, Cr, Мо соответствуют содержанию этих элементов в стальной полосе в вес. %.
Предпочтительно, чтобы при многопроходной прокатке степень обжатия в зоне рекристаллизации аустенита была ≥65%, а в зоне отсутствия рекристаллизации - ≤63%.
Предпочтительно, чтобы температура конца прокатки составляла 850-880°C, наиболее предпочтительно - 850-860°C.
Предпочтительно, чтобы прокатную стальную полосу быстро охлаждали при помощи водного охлаждения со скоростью 15-50°C/с до температуры 510-550°C, наиболее предпочтительно - до температуры 515-540°C.
Согласно настоящему изобретению благодаря использованию надлежащего компонентного состава, нагрева, прокатки, быстрого охлаждения, быстрого нагрева на линии и кратковременного отпуска, можно решить поставленную задачу, которая заключается в производстве стальной полосы для трубопроводов, имеющей низкое отношение предела текучести к пределу прочности и высокую ударную вязкость и включающей такие структурные составляющие, как феррит, отпущенный бейнит и, возможно, небольшое количество мартенсита. Стальная полоса с толщиной 10-25 мм имеет предел текучести ≥500 МПа, отношение предела текучести к пределу прочности ≤0,75, удлинение A50≥20%, Akv≥200 Дж при -60°C, а также хорошо гнется в охлажденном состоянии, что позволяет удовлетворить требованиям к высокой деформируемости стальной полосы для трубопроводов. Предлагаемая в настоящем изобретении стальная полоса с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью подходит для стальных труб, использующихся в транспортных трубопроводах с высокой деформируемостью, в частности транспортных трубопроводах, которые применяются в районах с высокой сейсмической активностью.
Краткое описание чертежей
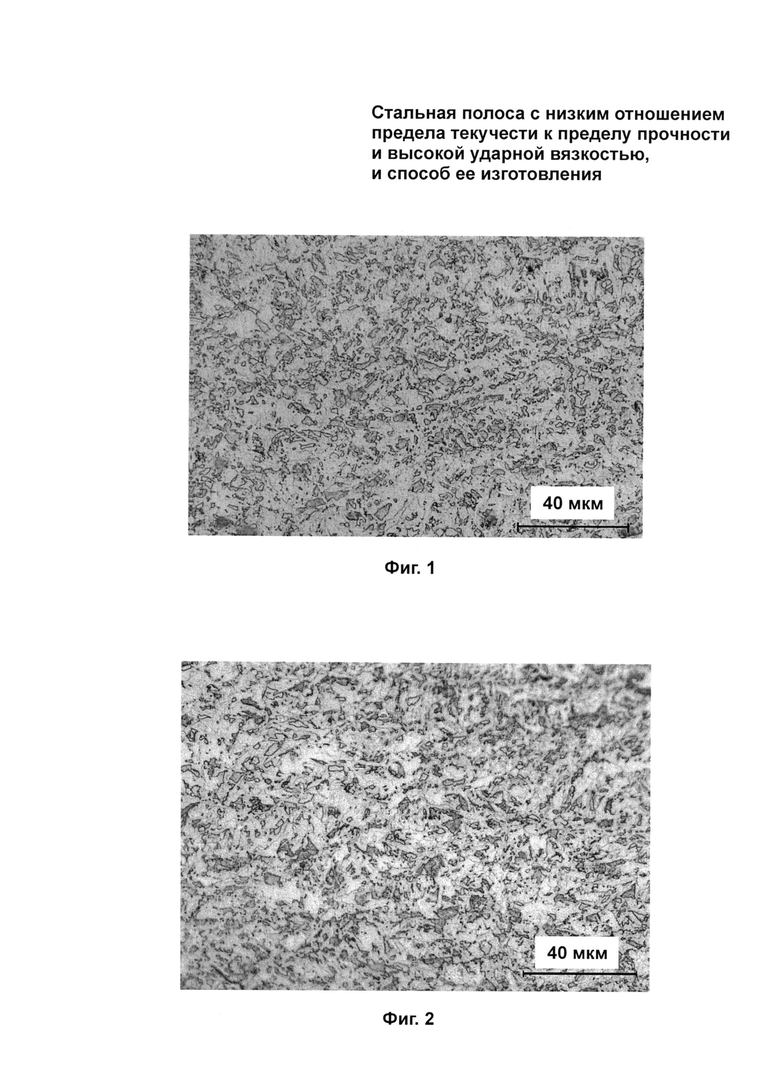
На Фиг.1 приведена фотография типичной металлографической структуры стальной полосы толщиной 10 мм по п. 1 формулы настоящего изобретения.
На Фиг.2 показана фотография типичной металлографической структуры стальной полосы толщиной 25 мм по п. 5 формулы настоящего изобретения.
Лучший вариант осуществления изобретения
Далее настоящее изобретение подробно описано со ссылками на варианты осуществления.
Для решения задачи, поставленной перед настоящим изобретением, и создания стальной полосы для трубопроводов, которая имеет предел текучести свыше 500 МПа, низкое отношение предела текучести к пределу прочности и высокую ударную вязкость, химический состав стальной полосы может регулироваться следующим образом.
Углерод: углерод является ключевым элементом, обеспечивающим прочность стальной полосы. Как правило, содержание углерода в стали для трубопроводов составляет менее 0,11%. Углерод улучшает прочность стальной полосы за счет упрочнения твердого раствора и дисперсионного твердения, однако он также заметно ухудшает ударную вязкость, деформируемость и свариваемость стали, поэтому при производстве стали для трубопроводов содержание углерода всегда уменьшают. В стали для трубопроводов с высокими требованиями к ударной вязкости содержание углерода обычно составляет менее 0,08%. В настоящем изобретении содержание углерода сравнительно мало, а именно составляет 0,05-0,08%.
Кремний: добавление кремния в сталь улучшает ее чистоту и окалиностойкость. Содержащийся в стали кремний способствует упрочнению твердого раствора, однако чрезмерное содержание кремния может приводить к тому, что при нагреве стальной полосы ее окисная пленка становится крайне вязкой, затрудняя удаление пленки после выхода стальной полосы из печи, в результате чего после прокатки на поверхности стальной полосы остается большое количество пленки красной окиси, т.е. ухудшается качество поверхности; кроме того, чрезмерное содержание кремния также может негативно влиять на свариваемость стальной полосы. Учитывая все вышесказанное, в настоящем изобретении содержание кремния составляет 0,15-0,30%, предпочтительно 0,16-0,29%.
Марганец: увеличение содержания марганца является самым дешевым и быстрым способом компенсировать потерю прочности, вызванную снижением содержания углерода. Однако марганец имеет высокую склонность к сегрегации, поэтому его содержание не должно быть слишком высоким, как правило, оно не должно превышать 2,0% для микролегированной стали с низким содержанием углерода. Количество добавляемого марганца, в основном, зависит от требуемого уровня прочности стали. В настоящем изобретении содержание марганца регулируется в пределах 1,55-1,85%, предпочтительно - в интервале 1,55-1,83%.
Азот: в стали для трубопроводов азот в основном используется совместно с ниобием в виде нитрида ниобия или карбонитрида ниобия для дисперсионного твердения. Во время прокатки, для обеспечения ингибирования рекристаллизации ниобием, ниобий в виде твердого раствора способен ингибировать рекристаллизацию, поэтому не следует добавлять слишком много нитрида в сталь для трубопроводов, при этом большая часть карбонитрида ниобия в прутке может растворяться при обычной температуре нагрева (около 1200°C). Как правило, содержание нитрида в стали для трубопроводов составляет не более 60 ppm, предпочтительно, не более 0,0055%, наиболее предпочтительно, 0,003-0,0045%.
Сера и фосфор: в составе стали сера, марганец и прочие элементы образуют пластичное включение - сульфид марганца, который негативно влияет на поперечную деформируемость и ударную вязкость стали, поэтому содержание серы должно быть минимально возможным. Фосфор также является вредным элементом и заметно ухудшает деформируемость и ударную вязкость стальной полосы. В настоящем изобретении сера и фосфор являются неустранимыми включениями, содержание которых должно быть сведено до минимума. Учитывая фактические условия производства стали, в настоящем изобретении требуется содержание фосфора P≤0,015%, содержание серы S≤0,005%, предпочтительно, P≤0,008%, S≤0,003%.
Алюминий: в настоящем изобретении алюминий действует как сильный раскислитель. Чтобы содержание кислорода было как можно ниже, содержание алюминия следует контролировать в пределах 0,015-0,04%. После раскисления оставшийся алюминий вместе с содержащимся в стали азотом образует включения AlN, что позволяет улучшить прочность стали и во время тепловой обработки уменьшает размер аустенитных зерен. Предпочтительно, чтобы содержание Al составляло 0,02-0,035%.
Ниобий: ниобий может заметно увеличивать температуру рекристаллизации стали и уменьшать размер кристаллических зерен. В процессе горячей прокатки карбид ниобия за счет деформационно-индуцированного переосаждения может препятствовать восстановлению и рекристаллизации деформированного аустенита, и в процессе контролированной прокатки и контролируемого охлаждения деформированный аустенит может образовать продукты превращения мелкодисперсной фазы. Как правило, современная сталь для трубопроводов содержит более 0,02% ниобия, а сталь термомеханически контролируемой прокатки (ТМКП) для трубопроводов имеет высокое отношение предела текучести к пределу прочности и высокую анизотропность. В настоящем изобретении ниобий используется в малом количестве, что позволяет получить сталь для трубопроводов с высокой деформируемостью и низким отношением предела текучести к пределу прочности, а потеря прочности, вызванная снижением содержания ниобия, компенсируется за счет Mn, Cr, Mo. Кроме того, эффект дисперсионного твердения усиливается благодаря осаждению мелкодисперсных карбидов в процессе быстрого охлаждения и быстрого отпуска на линии. Таким образом, в настоящем изобретении содержание ниобия регулируется в пределах 0,015-0,025%, предпочтительно, в интервале 0,018-0,024%.
Титан: титан является одним из элементов с интенсивным карбидообразованием. Добавление небольшого количества титана в сталь позволяет стабилизировать азот, а образуемый TiN также может образовывать аустенитные зерна в прутках в процессе нагрева, без чрезмерного укрупнения, с уменьшением размера исходных аустенитных зерен. В стали титан может вместе с углеродом и серой образовывать, соответственно, TiC, TiS, Ti4C2S2 и другие подобные соединения, которые существуют в виде включений и частиц вторичных фаз. Во время сварки карбонитридные выделения титана также могут предотвращать рост зерен в зоне нагрева, улучшая свариваемость стали. В настоящем изобретении содержание титана регулируется в пределах 0,01-0,02%, предпочтительно, в диапазоне 0,012-0,019%.
Хром: хром способствует увеличению способности к упрочнению и устойчивости стали против отпуска. Хром демонстрирует хорошую растворимость в аустените и может его стабилизировать. После закаливания большая часть хрома растворяется в мартенсите, а затем выделяет такие карбиды, как Cr23C7, Cr7C3 в процессе отпуска, что улучшает прочность и твердость стали. Для поддержания уровня прочности стали можно частично заменять марганец хромом, чтобы снизить присущую ему тенденцию к сегрегации. В сочетании с мелкодисперсными карбидами, выделяемыми посредством отпуска с быстрым индукционным нагревом на линии, хром может снижать содержание ниобия. Соответственно, в настоящем изобретении может добавляться хром в количестве 0,20-0,40%, предпочтительно, 0,24-0,36%.
Молибден: молибден может существенно уменьшать размер зерен и улучшать прочность и ударную вязкость стали. Он снижает отпускную хрупкость стали при выделении высокодисперсных карбидов при отпуске, что позволяет усиливать ее матрицу. Поскольку молибден является стратегическим легирующим элементом и имеет высокую стоимость, в настоящем изобретении количество добавляемого молибдена составляет всего 0,18-0,30%, предпочтительно 0,19-0,26%.
Никель: никель используется для стабилизации аустенитных элементов и не оказывает заметного влияния на прочность. Добавление никеля в сталь, особенно в закаленную и отпущенную сталь, может повышать ударную вязкость, в особенности низкотемпературную ударную вязкость стали, однако никель также является дорогостоящим легирующим элементом, поэтому в настоящем изобретении его содержание может составлять не более 0,40%, предпочтительно не более 0,25%.
Кальций: применение кальция в стали для трубопроводов согласно настоящему изобретению позволяет изменить форму сульфидов и тем самым улучшить свойства стали в поперечном направлении и в направлении толщины, а также способность гнуться в охлажденном состоянии. В настоящем изобретении содержание кальция зависит от содержания серы, при этом отношение Ca/S должно регулироваться на уровне ≥1,5, а именно содержание Са находится в пределах 0,0015-0,0050%, предпочтительно, в диапазоне 0,0030-0,0045%.
Вышеупомянутая стальная полоса для трубопроводов с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью производится следующим способом:
вакуумная дегазация: обеспечивает содержание в расплавленной стали базовых компонент, удаляются такие вредные газы, как кислород и водород, и добавляются необходимые легирующие элементы, такие как марганец и титан, для их корректировки;
непрерывное литье или литье под давлением: обеспечивают однородность внутренних компонентов заготовки и хорошее качество поверхности, при этом при непрерывном литье получают сляб, а при литье под давлением - статические бруски, которые необходимо скрутить в прутки;
нагрев и прокатка: нагревают сляб или пруток при температуре 1150-1220°С, чтобы получить равномерную структуру аустенита, а также добиться частичного растворения соединений легирующих элементов, а именно ниобия, титана, хрома, молибдена. После нагрева осуществляют многопроходную прокатку в зоне рекристаллизации аустенита и в зоне без рекристаллизации, при этом в зоне рекристаллизации степень обжатия ≥65%, а в зоне без рекристаллизации - ≤63%, суммарный коэффициент обжатия ≥80%, температура конца прокатки ≥850°С, предпочтительно, 850-880°С;
быстрое охлаждение: прокатную стальную полосу быстро охлаждают при помощи водного охлаждения со скоростью 15-50°С/с до температуры стартовой точки бейнита Bs в диапазоне от температуры бейнита Bs -60°С до температуры бейнита Bs -100°С, после чего охлаждают воздухом в течение 5-60 с; в процессе быстрого охлаждения большинство легирующих элементов растворяются в мартенсите;
отпуск на линии: после помещения охлажденной стальной полосы в индукционную нагревательную печь на линии быстро нагревают ее со скоростью 1-10°С/с до температуры Bs +20°С, выполняют отпуск в течение 40-60 с, а затем охлаждают воздухом вне печи. Выполнение отпуска помогает устранить внутреннее напряжение, образующееся в стальной полосе в процессе быстрого охлаждения, а также микротрещины между или на пластинах бейнита, и вызвать выделение дисперсных карбидов для упрочнения, улучшая при этом деформируемость, ударную вязкость и способность гнуться в охлажденном состоянии.
Процесс с очень быстрым охлаждением и быстрым отпуском на линии эффективно уменьшает отношение предела текучести к пределу прочности и анизотропность стали для трубопроводов. Помимо сокращения длительности процесса и экономии энергии, процесс тепловой обработки на линии (отпуска) оказывает еще более важное влияние, а именно, комплексно улучшает свойства стальной полосы, которая ранее изготавливалась способом термомеханически контролируемой прокатки, в частности, решает проблему слишком высокой анизотропии и отношения предела текучести к пределу прочности в микролегированной стали, которая возникает из-за прокатки без рекристаллизации, создавая тем самым условия для получения стали для трубопроводов, устойчивой к сильным деформациям, высокопрочной стали для зданий с низким отношением предела текучести к пределу прочности, а также стальной полосы с высокими требованиями к ее свойствам.
За счет регулирования температуры охлаждения в определенном диапазоне, быстрого индукционного нагрева на линии, выполнения кратковременного отпуска и выбора подходящей температуры настоящее изобретение позволяет точно регулировать структуру стальной полосы и получать сравнительно низкое отношение предела текучести к пределу прочности; кроме того, посредством осаждения мелкодисперсных карбидов внутри стальной полосы достигается хорошее сочетание прочности и ударной вязкости.
Использование надлежащего компонентного состава стали, нагрева, прокатки, быстрого охлаждения, быстрого нагрева на линии и кратковременного отпуска позволяет получить стальную полосу для трубопроводов, имеющую низкое отношение предела текучести к пределу прочности и высокую ударную вязкость и включающую такие структурные составляющие, как феррит (F), бейнит (В) и, возможно, небольшое количество мартенсита (М). Стальная полоса с толщиной 10-25 мм имеет предел текучести ≥500 МПа, отношение предела текучести к пределу прочности ≤0,75, удлинение А50≥20%, Akv≥200 Дж при -60°С, а также хорошо гнется в охлажденном состоянии, что позволяет удовлетворить требование высокой деформируемости стальной полосы для трубопроводов.
Варианты осуществления изобретения.
Вариант 1.
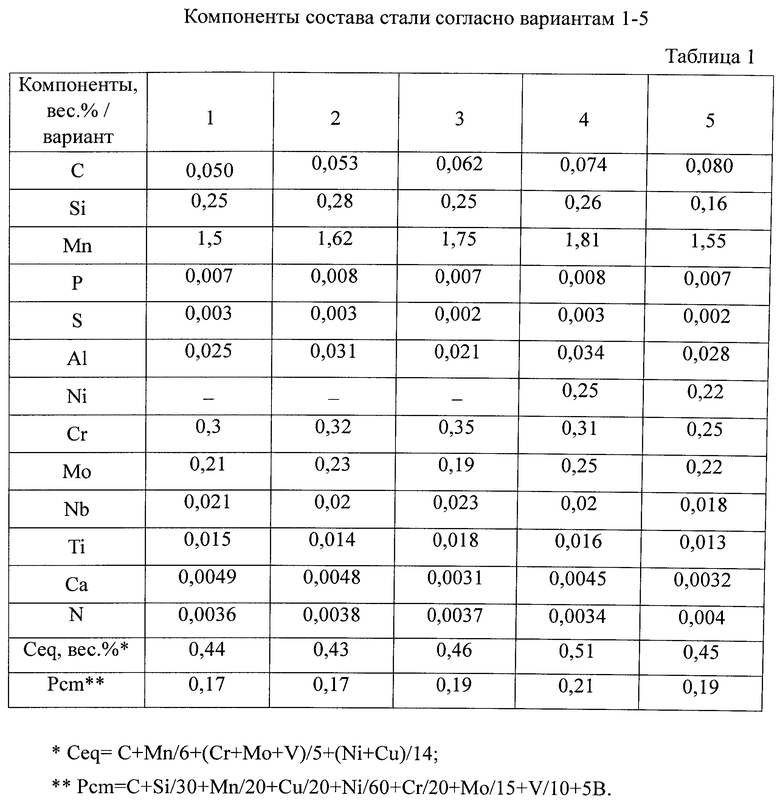
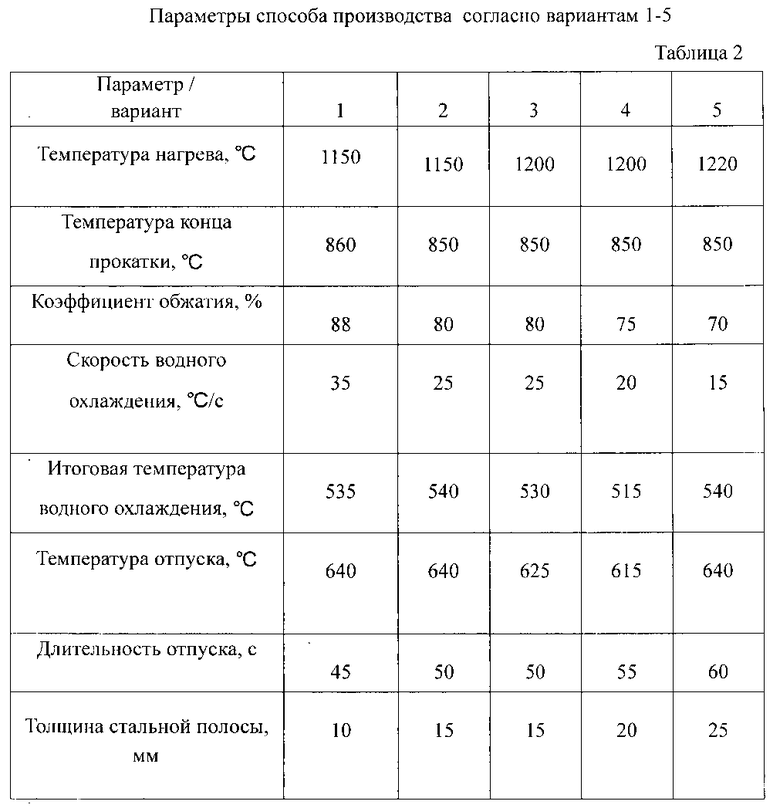
После выплавки расплавленной стали согласно соотношению, указанному в таблице 1, и вакуумной дегазации выполняют непрерывное литье или литье под давлением, в результате чего получают сляб толщиной 80 мм. Сляб нагревают при температуре 1200°С, подвергают многопроходной прокатке в температурном диапазоне рекристаллизации аустенита до получения стальной полосы толщиной 10 мм, при этом суммарный коэффициент обжатия составляет 88%, температура конца прокатки равняется 860°С; затем охлаждают полосу водой до температуры 535°С со скоростью 35°С/с, быстро нагревают на линии до температуры 640°С и выполняют отпуск, после чего охлаждают стальную полосу воздухом до комнатной температуры.
В таблице 1 указаны компоненты состава стали согласно вариантам 1-5, при этом используемый процесс аналогичен варианту 1. Параметры обработки приведены в таблице 2.
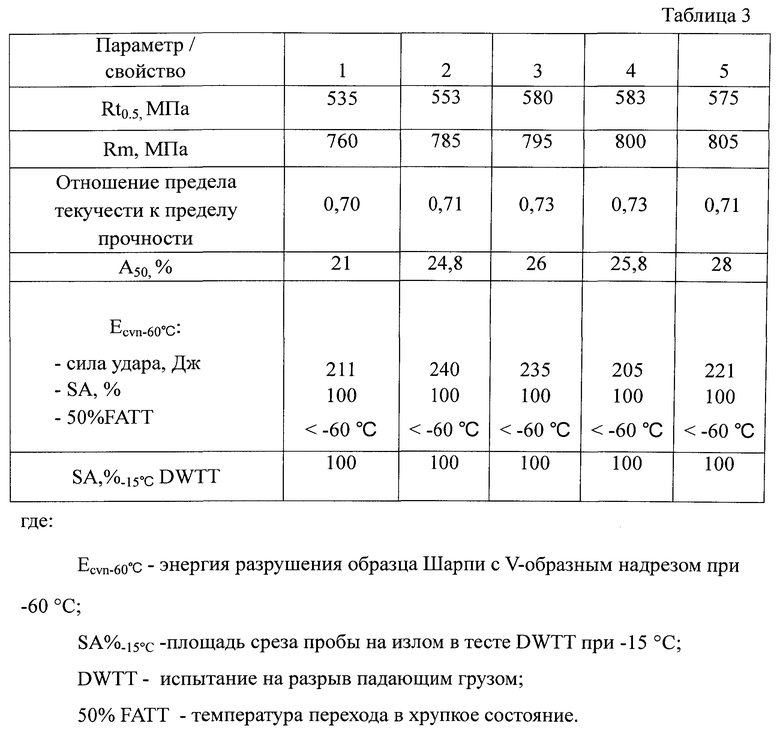
Проверка 1: Механические свойства.
В таблице 3 отражены результаты измерения механических свойств стальной полосы согласно вариантам 1-5 настоящего изобретения, которые были проведены в соответствии с GB/T228-2002 (металлические материалы - испытание на растяжение при комнатной температуре), GB 2106-1980 (металлические материалы - ударное испытание по Шарпи), GB/T 8363-2007 (метод проверки для ударных испытаний на разрыв стальной продукции).
Механические свойства стальной полосы согласно вариантам 1-5
Проверка 2: Свойства при изгибе.
Выполняют поперечный изгиб стальной полосы из вариантов осуществления 1-5 в охлажденном состоянии в соответствии с GB/T 232-2010 (металлические материалы - испытание на изгиб), d=2a, 180°; проверка показала, что все образцы стальной полосы остались целыми и не имели трещин поверхности.
Проверка 3: Металлографическая структура
На Фиг.1 схематично показана металлографическая структура стальной полосы толщиной 10 мм в варианте осуществления 1 настоящего изобретения.
На Фиг.2 схематично показана металлографическая структура стальной полосы толщиной 25 мм в варианте осуществления 5 настоящего изобретения.
Из фигур видно, что структурные составляющие стальной полосы включают феррит, отпущенный бейнит и небольшое количество мартенсита.
Аналогичные изображения металлографических структур могут быть получены и для других вариантов осуществления изобретения.
Из вышеупомянутых вариантов осуществления можно сделать вывод, что благодаря выбору компонентного состава, а также процессу нагрева, прокатки, быстрого охлаждения, быстрого нагрева и отпуска с быстрым индукционным нагревом на линии можно добиться уменьшения размера зерен, фазового превращения и дисперсионного твердения стальной полосы, получая улучшенную прочность и твердость стали. Также полученная сталь имеет высокую низкотемпературную ударную вязкость и низкое отношение предела текучести к пределу прочности, при этом ее структурные составляющие включают феррит, отпущенный бейнит и, возможно, небольшое количество мартенсита и мелкодисперсных карбидов. Стальная полоса с толщиной 10-25 мм имеет продольный и поперечный предел текучести ≥500 МПа, отношение предела текучести к пределу прочности ≤0,75, удлинение A50≥20%, Akv при -60°C≥200 Дж, также сталь хорошо гнется в охлажденном состоянии, что позволяет удовлетворить требованиям к высокой деформируемости стальной полосы для трубопроводов. Кроме того, как видно из таблицы 1, и Ceq, и Pcm у данной стали сравнительно малы, что указывает на хорошую свариваемость и трещиностойкость.
Изобретение относится к горячекатаной стальной полосе с высокой ударной вязкостью и способу ее производства. Стальная полоса для производства транспортных трубопроводов с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью имеет следующий химический состав, вес. %: С 0,05-0,08, Si 0,15-0,30, Mn 1,55-1,85, Al 0,015-0,04, Nb 0,015-0,025, Ti 0,01-0,02, Cr 0,20-0,40, Мо 0,18-0,30, N≤0,006, О≤0,004, Са 0,0015-0,0050, Ni≤0,40, неустранимые включения Р≤0,015, S≤0,005, при этом соотношение Ca/S≥1,5, остальное Fe. Способ производства стальной полосы включает вакуумную дегазацию стали, непрерывное литье или литье под давлением расплавленной стали, при этом при непрерывном литье получают сляб, а при литье под давлением - пруток. Нагрев сляба или прутка при температуре 1150-1220°С, многопроходную прокатку в зоне рекристаллизации аустенита и в зоне отсутствия рекристаллизации, при этом суммарный коэффициент обжатия ≥80%, а температура конца прокатки ≥850°С. Водное охлаждение прокатной стальной полосы со скоростью 15-50°С/с до температуры в диапазоне от температуры бейнита Bs -60°С до температуры бейнита Bs -100°С. Последующее охлаждение полосы воздухом в течение 5-60 с, быстрый нагрев охлажденной стальной полосы в индукционной нагревательной печи на линии со скоростью 1-10°С/с до температуры бейнита Bs +20°С. Отпуск в течение 40-60 с с последующим охлаждением воздухом вне печи, при этом стартовая точка бейнита Bs имеет следующее значение: Bs=830-270C-90Mn-37Ni-70Cr-83Mo, где С, Mn, Ni, Cr, Мо соответствуют содержанию этих элементов в стальной полосе в вес.%. Технический результат заключается в получении низкого отношения предела текучести к пределу прочности и высокой ударной вязкости стальной полосы. 2 н. и 16 з.п. ф-лы, 3 табл., 2 ил.
1. Стальная полоса для производства транспортных трубопроводов с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью, имеющая следующий химический состав, вес. %: С 0,05-0,08, Si 0,15-0,30, Mn 1,55-1,85, Al 0,015-0,04, Nb 0,015-0,025, Ti 0,01-0,02, Cr 0,20-0,40, Мо 0,18-0,30, N≤0,006, О≤0,004, Са 0,0015-0,0050, Ni≤0,40, неустранимые включения Р≤0,015, S≤0,005, при этом соотношение Ca/S≥1,5, Fe остальное.
2. Стальная полоса по п.1, отличающаяся тем, что содержание Si составляет 0,16-0,29 вес. %.
3. Стальная полоса по п.1 или 2, отличающаяся тем, что содержание Mn составляет 1,55-1,83 вес.%.
4. Стальная полоса по п.1, отличающаяся тем, что содержание N≤0,0055 вес.%, предпочтительно 0,003-0,0045 вес.%.
5. Стальная полоса по п.1, отличающаяся тем, что содержание Р≤0,008 вес.%, а содержание S≤0,003 вес.%.
6. Стальная полоса по п.1, отличающаяся тем, что содержание Al составляет 0,02-0,035 вес.%.
7. Стальная полоса по п.1, отличающаяся тем, что содержание Ni≤0,25% вес.%.
8. Стальная полоса по п.1, отличающаяся тем, что содержание Cr составляет 0,24-0,36 вес.%.
9. Стальная полоса по п.1, отличающаяся тем, что содержание Мо составляет 0,19-0,26 вес.%.
10. Стальная полоса по п.1, отличающаяся тем, что содержание Nb составляет 0,018-0,024 вес.%.
11. Стальная полоса по п.1, отличающаяся тем, что содержание Ti составляет 0,012-0,019 вес.%.
12. Стальная полоса по п.1, отличающаяся тем, что содержание Са составляет 0,0030-0,0045 вес.%.
13. Стальная полоса по п.1, отличающаяся тем, что структурные составляющие включают, в основном, феррит, отпущенный бейнит и, возможно, небольшое количество мартенсита.
14. Стальная полоса по п.1, отличающаяся тем, что ее толщина составляет 10-25 мм, предел текучести ≥500 МПа, отношение предела текучести к пределу прочности ≤0,75, удлинение А50≥20%, Akv≥200 Дж при -60°С.
15. Способ производства стальной полосы по п.1, включающий: вакуумную дегазацию стали, непрерывное литье или литье под давлением расплавленной стали, при этом полученный при непрерывном литье сляб или при литье под давлением пруток, нагревают при температуре 1150-1220°С, осуществляют многопроходную прокатку в зоне рекристаллизации аустенита и в зоне отсутствия рекристаллизации, при этом устанавливают суммарный коэффициент обжатия ≥80%, а температуру конца прокатки ≥850°С, осуществляют водное охлаждение прокатной стальной полосы со скоростью 15-50°С/с до температуры в диапазоне от температуры бейнита Bs -60°С до температуры бейнита Bs -100°С, последующее охлаждение полосы воздухом в течение 5-60 с, быстрый нагрев охлажденной стальной полосы в индукционной нагревательной печи на линии со скоростью 1-10°С/с до температуры бейнита Bs +20°С, отпуск в течение 40-60 с с последующим охлаждением воздухом вне печи, при этом стартовая точка бейнита Bs имеет следующее значение: Bs=830-270C-90Mn-37Ni-70Cr-83Mo, где С, Mn, Ni, Cr, Мо соответствуют содержанию этих элементов в стальной полосе в вес.%.
16. Способ по п.15, отличающийся тем, что при многопроходной прокатке степень обжатия в зоне рекристаллизации аустенита ≥65%, а в зоне отсутствия рекристаллизации - ≤63%.
17. Способ по п.15 или 16, отличающийся тем, что температура конца прокатки составляет 850-880°С.
18. Способ по п.15 или 16, отличающийся тем, что прокатную стальную полосу быстро охлаждают при помощи водного охлаждения со скоростью 15-50°С/с до температуры 510-550°С.
| CN 101985725 A, 16.03.2011 | |||
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| JP 2009197282 A, 03.09.2009 | |||
| JP 2009235524 A, 15.10.2009 | |||
| JP2008248315 A, 16.10.2008. | |||

