Изобретение относится к области судостроения и касается технологии металлических полых панелей (МПП), изготовленных сваркой трением с перемешиванием или лазерной сваркой, и может быть использовано при создании переборок, выгородок, палуб, стенок рубок и надстроек.
Известно большое разнообразие типов МПП, изготовленных сваркой трением с перемешиванием или лазерной сваркой, состоящих из наружных обшивок с размещенными между ними внутренними металлическими ребрами жесткости различных форм - полосой, гофром, швеллером и другими.
При сварке панелей между собой вдоль образующей внутренних металлических ребер жесткости в существующих конструкциях применяется множество узлов, обеспечивающих равнопрочное соединение (Кэрол Никлас. Исследование оптимальной геометрии соединений из стальных сэндвич-панелей, POLISH MARITIME RESEARCH 2(56) 2008. Том 15; с. 26÷31, Гданьский Технологический Университет).
Недостатком существующих способов изготовления металлических панелей является то, что при сварке панелей поперек образующей внутренних ребер жесткости панели к основному корпусу все существующие типы узлов соединений обеспечивают приварку наружных обшивок односторонней сваркой. При этом внутренние ребра жесткости в местах стыка не соединяются с корпусом и требуют дополнительную фигурную подрезку для снятия концентрации напряжений. Несущая способность панелей в месте соединения снижается, что особенно существенно для алюминиевых конструкций. Пример такой конструкции приведен в работе С. Эхлерса 'Проектирование соединений из стальных сэндвич-панелей', Хельсинкский Технологический Университет, Судовая лаборатория PL 5300, 0215 ТКК - прототип.
Задача предлагаемого изобретения - обеспечение равнопрочных связей МПП при соединении их с основным корпусом и снижение трудоемкости при изготовлении.
Это достигается тем, что при изготовлении полой металлической панели, состоящей из наружных обшивок и размещенных между ними внутренних металлических ребер жесткости, предназначенной для соединения ее с корпусом судна, применяется следующая последовательность технологических операций.
На первом этапе к торцам внутренних металлических ребер жесткости с каждой стороны лазерной или аргонодуговой сваркой или любым другим способом сварки плавлением приваривают металлический торцевой элемент, предназначенный для стыковки с корпусом судна, имеющий толщину не менее толщины стенки упомянутого ребра.
На втором этапе сварку внутренних ребер жесткости и торцевых элементов с наружными обшивками производят посредством сварки трением с перемешиванием или лазерной сварки, при этом используют металлический торцевой элемент, выполненный в виде полосы, тавра, уголка, зига или швеллера.
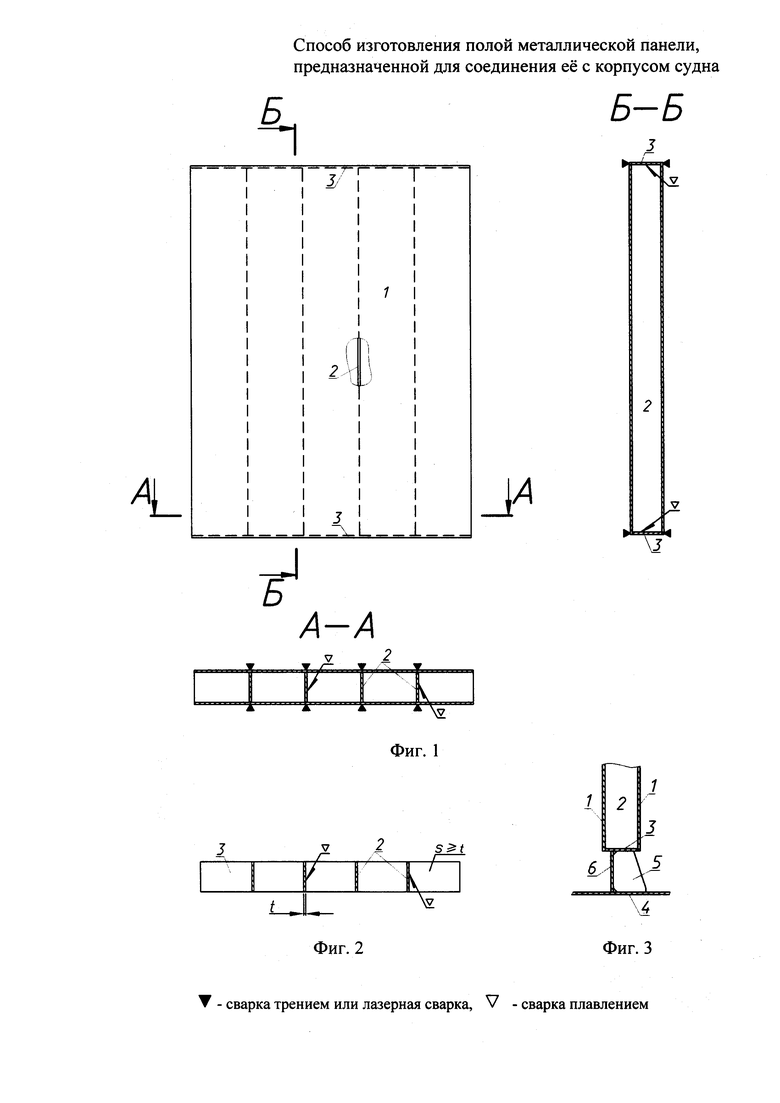
Реализация способа схематически отражена на фиг. 1÷3, где представлена конструкция МПП, ее сечения и узлы.
МПП в плане, состоящая из двух наружных обшивок 1, внутренних ребер жесткости 2 и торцевых элементов 3, показана на фиг. 1. Наружные обшивки приваривают к внутренним ребрам жесткости сваркой трением с перемешиванием или лазерной сваркой.
Элементом  показаны места сварки трением с перемешиванием или лазерной сварки, а элементом
показаны места сварки трением с перемешиванием или лазерной сварки, а элементом  - сварки плавлением.
- сварки плавлением.
На фиг. 1 показаны сечения собранной трехслойной металлической панели с торцевыми элементами:
 А-А - поперечное сечение;
А-А - поперечное сечение;
 Б-Б - продольное сечение по внутреннему ребру.
Б-Б - продольное сечение по внутреннему ребру.
На фиг. 2 показано поперечное сечение МПП до приварки наружных обшивок, на нем к внутренним ребрам жесткости приварен торцевой элемент (t - толщина внутренних ребер жесткости панели, s - толщина торцевого элемента). При этом может быть использован любой вид сварки, в том числе и сварка плавлением.
В качестве внутренних ребер жесткости показаны полосы, но может быть использован любой профиль, выбранный из условий прочности панели (например, двутавр, зиг, гофр, швеллер).
На фиг. 3 приведен пример узла присоединения МПП к основному корпусу 4 через комингс 5 с дополнительными подкреплениями в виде книц 6, установленными в плоскости ребер жесткости.
Технико-экономический эффект от использования изобретения по сравнению с прототипом заключается в:
- повышении прочностных свойств соединений и МПП в целом за счет приварки внутренних ребер жесткости и снятия концентрации напряжений;
- снижении трудоемкости изготовления соединений в результате отсутствия необходимости фигурной подрезки в местах окончания внутренних ребер жесткости;
- повышении работоспособности и долговечности МПП.
Предлагаемый способ изготовления полой металлической панели, предназначенной для соединения ее с корпусом судна, позволяет достичь цели изобретения - создать равнопрочное соединение металлической полой панели с основным корпусом и снизить трудоемкость его изготовления по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| Панель корпуса судна | 1980 |
|
SU943072A1 |
| ПОЛУВАГОН ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2345918C1 |
| РЕЗЕРВУАР ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ СЖИЖЕННЫХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2533874C1 |
| Слоистая панель | 1973 |
|
SU573552A1 |
| ЛИЦЕВАЯ ПЛАСТИНА ГОЛОВКИ КЛЮШКИ ДЛЯ ИГРЫ В ГОЛЬФ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2233683C1 |
| Деревянная строительная панель | 2024 |
|
RU2841564C1 |
| Многослойная ячеистая панель | 1980 |
|
SU1032138A1 |
| Соединение трехслойных стеновых панелей | 1981 |
|
SU950869A1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
Изобретение может быть использовано при изготовлении трехслойных металлических полых панелей для соединения их с корпусом судна при создании, например, переборок, выгородок, палуб, стенок рубок и надстроек судов. Полая металлическая панель состоит из наружных обшивок и размещенных между ними внутренних металлических ребер жесткости. Перед сваркой наружных обшивок с торцами внутренних металлических ребер жесткости с каждой стороны ребра приваривают металлический торцевой элемент в виде полосы, тавра, уголка, зига или швеллера, предназначенный для стыковки с корпусом судна. Сварку внутренних ребер жесткости и торцевых элементов с наружной обшивкой производят посредством сварки трением с перемешиванием или лазерной сварки. Способ позволяет создать равнопрочное соединение трехслойной конструкции с основным корпусом при их сварке поперек образующей внутренних ребер и снизить трудоемкость его изготовления. 5 ил.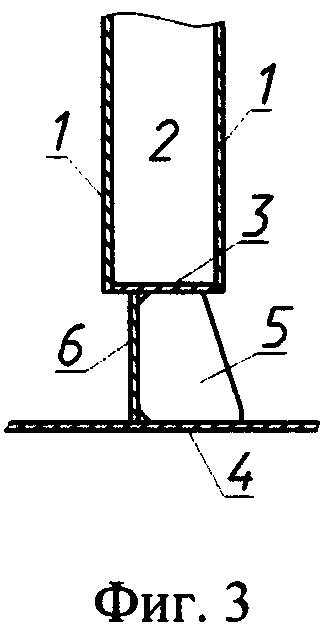
Способ изготовления полой металлической панели, предназначенной для соединения ее с корпусом судна, состоящей из наружных обшивок и размещенных между ними внутренних металлических ребер жесткости, включающий сборку и сварку наружных обшивок с ребрами жесткости, отличающийся тем, что до сварки наружных обшивок с торцами внутренних металлических ребер жесткости с каждой стороны внутреннего ребра жесткости приваривают металлический торцевой элемент, предназначенный для стыковки с корпусом судна, имеющий толщину не менее толщины стенки упомянутого ребра, а сварку внутренних ребер жесткости и торцевых элементов с наружной обшивкой производят посредством сварки трением с перемешиванием или лазерной сварки, при этом используют металлической торцевой элемент, выполненный в виде полосы, тавра, уголка, зига или швеллера.
| Способ изготовления плоских судовых секций | 1989 |
|
SU1655746A1 |
| Панель для зашивки переборок судовых помещений | 1983 |
|
SU1111929A1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| JP 2002283069 А, 02.10.2002. | |||

