Предлагаемое изобретение относится к области к металлургии, а именно к химико-термической обработке металлических деталей, и может быть использовано для защиты металлических деталей от коррозии.
Актуальность решаемой проблемы основана на необходимости исключения риска проявления эффекта наводораживания антикоррозионного металлического покрытия на деталях мелкого крепежа, приводящего к его разрушению, что имеет место при эксплуатации в условиях воздействия агрессивных факторов среды.
Из предшествующего уровня техники известен способ диффузионного цинкования металлических деталей (патент РФ №2221899, МПК С23С 10/36, опубл. 20.01.2004 г.), включающий цинкование в атмосфере аммиака в псевдоожиженной порошкообразной среде при температуре 300-500°C, содержащей следующие компоненты, мас. %: цинк 0,1-30, закись меди 0,01-0,5, хлористый цинк 0,01-1, корунд 68,5-99,88.
Известен в качестве прототипа предлагаемого способа способ диффузионного цинкования металлических деталей (патент РФ №2386723, МПК С23С 10/36, опубл. 20.04.2010 г.) включающий подготовку поверхностей деталей, совместную загрузку в рабочую камеру деталей и смеси порошкообразных компонентов, нагрев рабочей камеры до температуры диффузионного взаимодействия материала шихты с поверхностью покрываемых металлических деталей в диапазоне 350-450°C, выдержку и химическое пассивирование в среде водного раствора фосфорсодержащего соединения.
К недостаткам известных способов относится недостаточно высокая надежность получаемых покрытий при эксплуатации их в условиях эксплуатации, характеризующихся воздействием агрессивных факторов окружающей среды и механическими разрушающими воздействиями.
Задачей авторов предлагаемого изобретения является разработка способа диффузионного цинкования, обеспечивающего получение надежного антикоррозионного покрытия на металлических деталях, стойкого к воздействию агрессивных факторов окружающей среды и механическим воздействиям.
Новый технический результат, обеспечиваемый предлагаемым способом диффузионного цинкования, заключается в обеспечении снижения необходимой эффективной толщины защитного покрытия за счет повышения степени антикоррозионной защиты покрытия, снижения риска наводораживания покрытия при эксплуатации изделий в условиях воздействия агрессивного фактора среды за счет снижения пористости пленки.
Указанные задача и новый технический результат обеспечивается тем, что в отличие от известного способа диффузионного цинкования металлических деталей, включающего предварительную подготовку поверхности изделий, нанесение слоя защитного покрытия методом диффузионного цинкования в вакууме, отличающийся тем, что цинковый слой наносят в среде инертного газа, причем перед нанесением цинкового покрытия на подготовленную поверхность металлических изделий гальваническим методом наносят подслой из никеля толщиной не более 3-5 мкм, а после нанесения упомянутого цинкового слоя осуществляют охлаждение металлических изделий в среде инертного газа.
Предлагаемый способ поясняется следующим образом.
Первоначально готовят смесь порошкообразного цинка и диоксида кремния, которую затем загружают в рабочую камеру, дисперсность порошкообразной шихты выбирают в диапазоне не менее 0,01 мкм.
Одновременно готовят поверхность покрываемых деталей (преимущественно мелкого крепежа), которые подвергают механической очистке и обезжириванию. Затем на подготовленные детали наносят гальванический металлический подслой из металлов, например никелевый, толщиной 3-5 мкм из любого электролита. Детали с нанесенным гальваническим подслоем загружают в рабочую камеру, вакуумируют до остаточного давления 0,1 кПа и осуществляют контактирование по всей поверхности деталей с массой порошкообразной шихты. Порошкообразная шихта приводится в подвижное состояние либо путем вращения рабочей камеры или путем вибрирования последней. Затем в пространство рабочей камеры закачивают химически инертный газ (аргон, азот, гелий и т.д.) до заданного давления, после чего включают нагрев.
Температуру в рабочей камере поднимают до 350-400°C и поддерживают ее в течение расчетного времени. В отличие от известного способа обработанные таким образом детали не требуют химического пассивирования.
Экспериментально показано, что нанесение диффузионного покрытия на существующий пористый гальванический подслой устраняет имеющееся наводораживание, на порядки увеличивает адгезию и улучшает антикоррозионные свойства и механические характеристики.
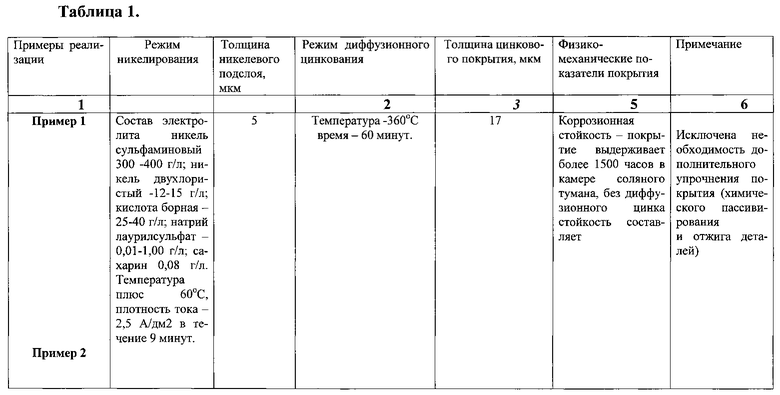
На фиг. 1 представлен металлографическим методом полученный снимок переходной зоны металл детали - слой гальванического никеля.
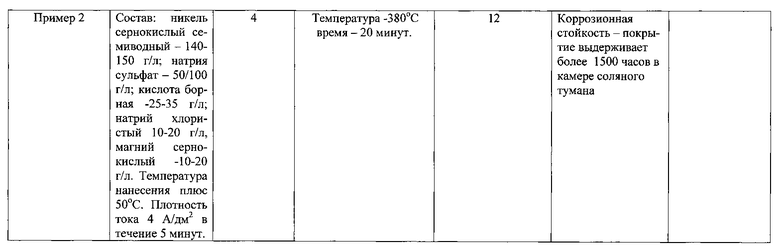
На фиг. 2 представлен металлографическим методом полученный снимок переходной зоны металл детали - слой гальванического никеля - слой цинка.
Необходимо отметить, что при нанесении цинкового слоя на стальные образцы с тончайшим слоем гальванического металла (в частности, никеля) атомы цинка проникают через пористый никелевый слой (фиг. 1) в глубину железа (фиг. 2). При этом образуется материал с качественно новыми свойствами, т.к. возникает переходная зона между никелем и сталью, в котором присутствуют атомы железа, никеля и цинка (!). В предлагаемом способе, в отличие от прототипа, нет необходимости использовать дополнительное химическое упрочнение обработкой пассивированием в среде водного раствора фосфорсодержащего соединения. Одновременно отпадает необходимость в отжиге деталей, который требуется для устранения наводораживания, увеличивается коррозионная стойкость детали.
Таким образом, при использовании предлагаемого способа диффузионного цинкования обеспечивается более высокий технический результат, чем в прототипе, заключающийся в обеспечении снижения необходимой эффективной толщины защитного покрытия за счет повышения степени антикоррозионной защиты покрытия, снижения риска наводораживания покрытия при эксплуатации изделий в условиях воздействия агрессивного фактора среды за счет снижения пористости пленки.
Возможность промышленного применения предлагаемого способа подтверждается следующими примерами выполнения.
Пример 1. В лабораторных условиях опробован метод нанесения диффузионного цинкового покрытия на детали с никелевым подслоем. Никель наносят гальваническим способом в сульфаминовом электролите.
Детали мелкого крепежа (болты, винты, гайки) предварительно механически очищают, обезжиривают в водном растворе неорганической кислоты, промывают и просушивают. Затем на них наносят гальванический никель из сульфаминового электролита. Состав электролита: никель сульфа-миновый 300-400 г/л; никель двухлористый - 12-15 г/л; кислота борная - 25-40 г/л; натрий лаурилсульфат - 0,01-1,00 г/л; сахарин 0,08 г/л. Осаждение проводят при температуре плюс 60°C при плотности тока - 2,5 А/дм2 в течение 9 минут. Толщина никелевого покрытия составляет 5 мкм. Затем детали с полученным никелевым подслоем повергают процедуре диффузионного цинкования на лабораторной установке. При этом в рабочую камеру загружают исходную шихту, полученную путем перемешивания порошкообразного (дисперсностью 1/50-1/100 мкм) цинка и инертного наполнителя (диоксид кремния) в пределах соотношений ингредиентов, а именно: порошкообразный цинк 85%; инертный наполнитель - остальное, туда же помещают детали с подслоем гальванического никеля.
Рабочую камеру вакуумируют до остаточного давления 0,1 кПа и осуществляют контактирование деталей с шихтой с массой порошкообразной шихты в условиях вибрации массы шихты. Затем в пространство рабочей камеры закачивают инертный газ (аргон). Температуру в рабочей камере поднимают до 360°C и выдерживают в течение 1 часа. Затем нагрев отключают и извлекают детали из рабочей камеры.
Детали промывают и высушивают и подвергают испытаниям на соответствие требованиям качества готовых изделий.
Пример 2. В условиях примера 1, однако подслой гальванического никеля наносят из сернокислого электролита состава: никель сернокислый семиводный - 140-150 г/л; натрия сульфат - 50/100 г/л; кислота борная - 25-35 г/л; натрий хлористый 10-20 г/л, магний сернокислый - 10-20 г/л. Температура нанесения плюс 50°C. Плотность тока 4 А/дм2 в течение 5 минут. Толщина покрытия составила 4-5 мкм. Нанесение цинкового покрытия проводят при температуре плюс 380°C в течение 20 минут.
Для контрольных испытаний подготовлены опытные образцы.
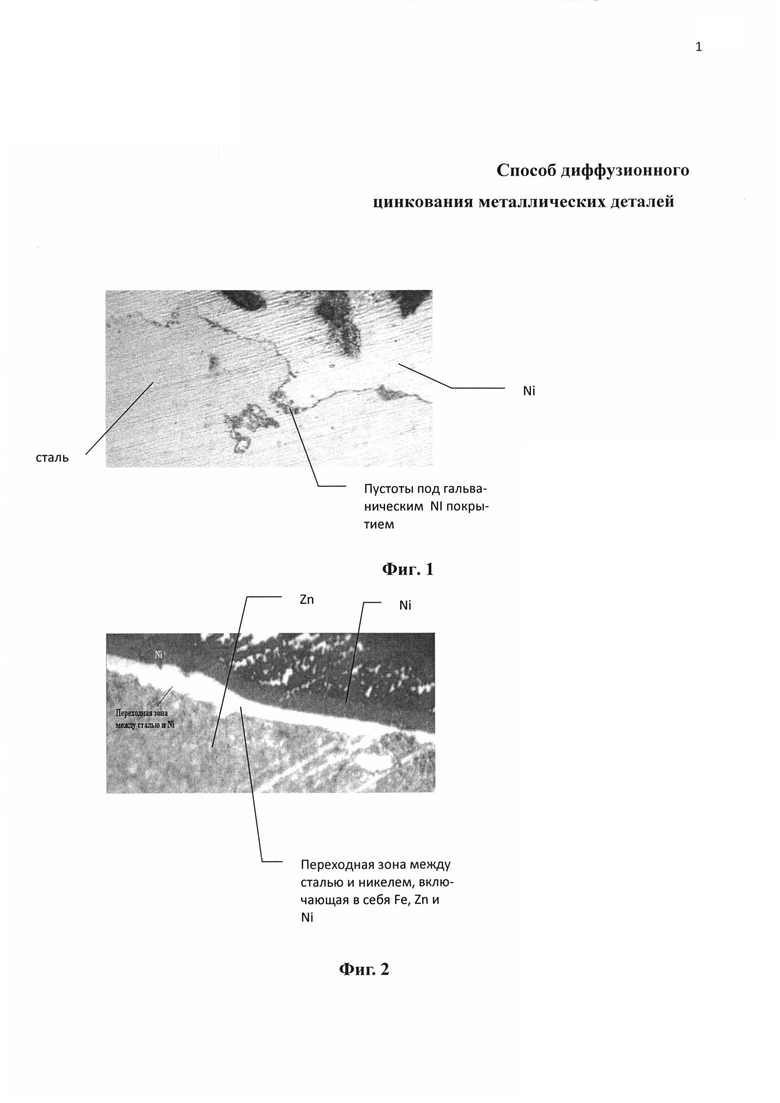
Результаты испытаний образцов приведены в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДИФФУЗИОННОГО ЦИНКОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2015 |
|
RU2591919C1 |
| СПОСОБ ДИФФУЗИОННОГО ЦИНКОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2386723C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАГНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2150534C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2012 |
|
RU2500833C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2019 |
|
RU2718794C1 |
| Способ получения защитного покрытия | 2020 |
|
RU2741040C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ СТАЛИ ИЛИ ТИТАНА | 2011 |
|
RU2492281C2 |
| Способ нанесения цинковых покрытий на спеченные пористые изделия на основе железа | 1987 |
|
SU1405971A1 |
| Способ нанесения антикоррозионного интерметаллидного покрытия методом термодиффузионного цинкования | 2019 |
|
RU2738218C1 |
| Способ нанесения теплозащитного покрытия с двойным керамическим теплобарьерным слоем | 2022 |
|
RU2791046C1 |
Изобретение относится к области металлургии, а именно к химико-термической обработке металлических деталей, и может быть использовано для защиты металлических деталей от коррозии. Способ диффузионного цинкования металлических деталей включает предварительную подготовку поверхности деталей и нанесение слоя защитного покрытия методом диффузионного цинкования в вакууме. Цинковый слой наносят в среде инертного газа, причем перед нанесением цинкового покрытия на подготовленную поверхность металлических изделий гальваническим методом наносят подслой из никеля толщиной не более 3-5 мкм, а после нанесения упомянутого цинкового слоя осуществляют охлаждение металлических изделий в среде инертного газа. Обеспечивается снижение необходимой эффективной толщины защитного покрытия за счет повышения степени антикоррозионной защиты покрытия, снижения риска наводораживания покрытия при эксплуатации изделий в условиях воздействия агрессивного фактора среды за счет снижения пористости пленки. 2 ил., 1 табл., 2 пр.
Способ диффузионного цинкования металлических деталей, включающий предварительную подготовку поверхности деталей, нанесение слоя защитного покрытия методом диффузионного цинкования в вакууме, отличающийся тем, что цинковый слой наносят в среде инертного газа, причем перед нанесением цинкового покрытия на подготовленную поверхность металлических деталей гальваническим методом наносят подслой из никеля толщиной не более 3-5 мкм, а после нанесения упомянутого цинкового слоя осуществляют охлаждение металлических деталей в среде инертного газа.
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2012 |
|
RU2507300C2 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧИМ ЦИНКОВАНИЕМ МЕТОДОМ ПОГРУЖЕНИЯ СТАЛЬНОГО ЛИСТА, ОБЛАДАЮЩЕГО ПРЕКРАСНЫМИ ОБРАБАТЫВАЕМОСТЬЮ, ВЫКРАШИВАЕМОСТЬЮ И СКОЛЬЗКОСТЬЮ | 2007 |
|
RU2402627C2 |
| ПРОВОЛОЧНЫЙ ЭЛЕКТРОД | 2000 |
|
RU2199423C2 |
| US 20130228467 A1, 05.09.2013. | |||

