Настоящее изобретение относится к винту, имеющему головку, прилегающую к ней удерживающую секцию и функциональный наконечник, который имеет большую твердость, чем удерживающая секция, и изготовлен из закаленной низколегированной углеродистой стали.
Из патента ЕР 1466990A1 известен винт, состоящий из низколегированной углеродистой стали, имеющий частично закаленный функциональный наконечник, а также способ его изготовления. Согласно этому способу предшествующего уровня техники стадия упрочнения осуществляется путем быстрого нагрева с передачей большого количества энергии и последующей закалки и ограничена отдельными участками периферии функционального наконечника. Эта стадия упрочнения может осуществляться как на отпущенных винтах, так и на полностью поверхностно закаленных винтах.
Опыт показал, что когда полученный таким образом винт ввинчивается в охватывающую часть, выполненную из высокопрочного материала, винт не может быть надежно ввинчен в эту часть либо из-за недостаточной жесткости (в случае отпущенных винтов), либо из-за чрезмерной хрупкости (в случае поверхностно закаленных винтов). Следовательно, такие винты должны быть улучшены в отношении их прочностных характеристик. Это может быть достигнуто путем разработки такого винта, чтобы его функциональный наконечник имел более высокое содержание углерода и/или азота, чем удерживающая его секция.
Способ получения такого винта состоит из первоначального обеспечения изолирующего слоя, который действует как диффузионный барьер, на и над головкой и удерживающей секцией винта, и последующего выдерживания винта в атмосфере, обогащенной углеродом и/или азотом, после его нагрева до температуры выше температуры аустенизации. Таким образом, винт проходит процесс насыщения, который ограничен его функциональным наконечником. После этого винт закаливается и отжигается, и таким образом подвергается стадии упрочнения, эффект которого в области функционального наконечника будет выше, чем в области головки винта и удерживающей секции благодаря изолирующему слою.
Благодаря нанесению изолирующего слоя в области головки и удерживающей секции винта специальные меры могут быть использованы, чтобы подвергнуть непокрытую область винта обработке, которая приведет к частичному упрочнению этой области. Более точно, эта область является той частью винта, которая будет подвергаться особенно высоким напряжениям по мере того, как винт будет ввинчиваться в охватывающую часть, что в случае винтов предшествующего уровня техники часто приводит к разрушению винта и, таким образом, делает невозможным получение желаемого резьбового соединения. Область винта, покрытая изолирующим слоем, подвергается только обычному отпуску.
Твердость функционального наконечника может быть дополнительно увеличена после отжига посредством короткой стадии нагревания, за которой следует процедура резкого охлаждения. Эта короткая стадия нагревания может быть выполнена различными способами, например посредством индукции, или с помощью электронного луча, или с помощью лазерного луча.
Рассматриваемый винт будет таким образом иметь функциональный наконечник, который может быть специально упрочнен благодаря повышенному содержанию углерода и/или азота, и поэтому будет способен выдерживать высокие нагрузки без каких-либо проблем.
На чертежах показан вариант осуществления настоящего изобретения.
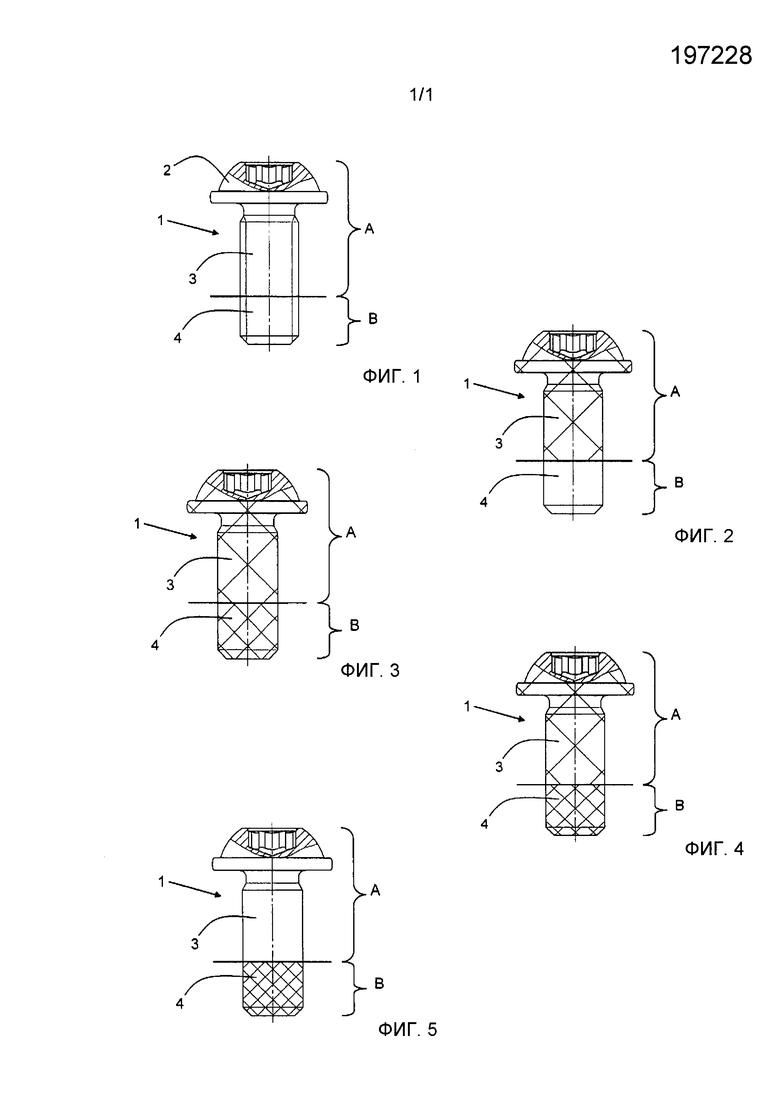
Фиг.1 представляет собой вид внешней конструкции неупрочненного винта;
Фиг.2 представляет собой вид того же винта, который был снабжен изолирующим слоем (диффузионным барьером), который проходит от головки винта до начала области функционального наконечника;
Фиг.3 представляет собой вид того же самого винта, у которого только функциональный наконечник был обогащен углеродом и/или азотом;
Фиг.4 представляет собой вид того же самого винта, но уже закаленного;
Фиг.5 представляет собой вид того же самого винта, который показан на Фиг.4, но функциональный, наконечник которого был дополнительно упрочнен.
Вариант осуществления, показанный на Фиг.1, представляет собой неупрочненный винт 1, имеющий головку 2 винта и удерживающую секцию 3 (область А), но без конкретной резьбы, поскольку резьба может быть любого типа, например однозаходная резьба или многозаходная резьба, и в данном случае это не имеет значения. К удерживающей секции 3 прилегает функциональный наконечник 4 (область В), в которую непрерывно переходит резьба из удерживающей секции 3.
По ходу способа изготовления винта, который особо упрочнен в области его функционального наконечника 4, винт 1 снабжается диффузионным барьером (изолирующим слоем). Эта конструкция показана на Фиг.2 - область А дополнительно заштрихована, чтобы показать диффузионный барьер.
Вслед за этим винт подвергается воздействию температуры выше температуры аустенизации в атмосфере, обогащенной углеродом и/или азотом, так что только функциональный наконечник (область B) будет поверхностно обогащен углеродом и/или азотом с определенной глубиной проникновения. Благодаря ранее нанесенному изолирующему слою такое обогащение будет ограничено функциональным наконечником 4 и/или заштрихованной областью В на Фиг.3.
Фиг.4 показывает тот же винт, но после прохождения стадии упрочнения, которая сделала прочнее его функциональный наконечник и/или область B (узкая штриховка) благодаря предшествующему обогащению углеродом и/или азотом по сравнению с областью А, которая не была обогащена углеродом или азотом.
Фиг.5 показывает винт 1, который был дополнительно упрочнен в области его функционального наконечника, причем диффузионный барьер был удален с целью последующего использования винта, и который подвергся процессу упрочнения (например, с помощью индукции или посредством использования электронного луча или лазерного луча), причем процесс упрочнения материала был распространен только на функциональный наконечник 4 (область В). Остальная область А, таким образом, не будет проходить эту обработку. Винт, показанный на Фиг.5, имеет особенно твердый функциональный наконечник (4) (см. узкую штриховку в области B). Таким образом, был создан винт в соответствии с пожеланиями, у которого была особенно увеличена только твердость области его функционального наконечника с целью его дальнейшего использования в качестве самонарезающего винта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2121004C1 |
| Способ термической обработки рельсов | 1982 |
|
SU1118698A1 |
| САМОНАРЕЗАЮЩИЙ ВИНТ И ПРИМЕНЕНИЕ САМОНАРЕЗАЮЩЕГО ВИНТА | 2015 |
|
RU2683973C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ, ТАКОЙ КАК ЗУБЧАТОЕ КОЛЕСО | 2012 |
|
RU2597455C2 |
| БЕЙНИТНАЯ СТАЛЬ ДЛЯ КОМПОНЕНТОВ ДЛЯ БУРЕНИЯ ПОРОДЫ | 2013 |
|
RU2669665C2 |
| РЕЖУЩИЙ ЭЛЕМЕНТ, ЭЛЕКТРИЧЕСКАЯ БРИТВА, ОСНАЩЕННАЯ РЕЖУЩИМ ЭЛЕМЕНТОМ, И СПОСОБ ПОЛУЧЕНИЯ ТАКОГО ЭЛЕМЕНТА | 2008 |
|
RU2473419C2 |
| Компонент для часового механизма | 2017 |
|
RU2752293C2 |
| СТАЛЬНЫЕ ИЗДЕЛИЯ, ПОКРЫТЫЕ ТВЕРДОЙ СМАЗКОЙ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИХ ИЗГОТОВЛЕНИЯ, И ЗАКАЛОЧНОЕ МАСЛО, ПРИМЕНЯЕМОЕ В ИХ ИЗГОТОВЛЕНИИ | 2016 |
|
RU2718482C2 |
| Компонент для часового механизма | 2017 |
|
RU2752292C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2012 |
|
RU2487178C1 |
Изобретение относится к винту, имеющему головку, прилегающую к ней удерживающую секцию и функциональный наконечник. Для использования винта в качестве самонарезающего и возможности выдерживать высокие нагрузки винт имеет функциональный наконечник с большей твердостью, чем удерживающая секция. Весь винт изготовлен из закаленной низколегированной углеродистой стали. Особенностью этого винта является то, что его функциональный наконечник имеет более высокое содержание углерода и/или азота, чем его удерживающая секция. 2 н. и 3 з.п. ф-лы, 5 ил.
1. Способ изготовления винта из закаленной низколегированной углеродистой стали, имеющего головку, прилегающую к ней удерживающую секцию и функциональный наконечник с более высокой твердостью, чем удерживающая секция, включающий нанесение
по всей поверхности головки и удерживающей секции винта изолирующего слоя, создающего диффузионный барьер,
нагрев винта до температуры выше температуры аустенизации и выдержку в атмосфере, содержащей углерод и/или азот для насыщения углеродом и/или азотом поверхности функционального наконечника, который имеет благодаря изолирующему слою более высокое содержание углерода и/или азота, чем удерживающая секция,
закалку и отжиг винта для упрочнения, при этом после отжига осуществляют кратковременную термообработку функционального наконечника для повышения его твердости.
2. Способ по п. 1, отличающийся тем, что упомянутую термообработку выполняют посредством индукции.
3. Способ по п. 1, отличающийся тем, что упомянутую термообработку выполняют посредством электронного луча.
4. Способ по п. 1, отличающийся тем, что упомянутую термообработку выполняют с помощью лазерного луча.
5. Винт из закаленной низколегированной углеродистой стали, отличающийся тем, что он изготовлен способом по любому из пп. 1-4.
| WO 03046229 A1, 05.06.2003 | |||
| Способ местного предохранения стальных изделий из азотирования | 1939 |
|
SU66082A1 |
| Система и способ получения водорода из перегретого водяного пара | 2024 |
|
RU2831439C1 |
| ВИНТ С ВЫСТУПАМИ И КАНАВКАМИ МЕЖДУ НИТКАМИ РЕЗЬБЫ НА СТЕРЖНЕ | 2007 |
|
RU2350793C1 |
| Способ предотвращения испарения горячей нефти | 1985 |
|
SU1466990A1 |

