(54) МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ РОТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для центробежного литья сВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU827257A1 |
| Центробежная машина для литья с вер-ТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU821045A1 |
| КОКИЛЬНАЯ ЧЕТЫРЕХПОЗИЦИОННАЯ МАШИНА | 1972 |
|
SU419306A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1977 |
|
SU626877A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1980 |
|
SU933229A1 |
| Центральная машина для литья с вертикальной осью вращения | 1980 |
|
SU942871A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU772696A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1979 |
|
SU869957A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
.
Изобретение относится к литейному производству, а именно к оборудованию для заливки роторов - электродвигателей на центробежных машинах.
Известны центробежные машины, в которых сжатие пакетов роторов гфоизводят с помощью центробежных зажимов 1, 2,
До начала вращения пакеты не сжаты и форма не заперта. После разгона формы срабатывают центробежные зажимы, но из-за перекосов обеспечить плотное закрытие формы и сжатие цакетов затруднительно, что может привести к раскрытию вращающейся формы и вызвать аварию.
Известна также машина для центробежного литья с вертикальной осью вращения,, в которей верхняя полуформа соединена через подшипник с подвижной траверсой плитой, перемещаемой с помощью привода, причем заливочная воронка установлена внутри подшипника. В зтой машине прижим полуформ и сжатие пакетов производят до начала вращения. Это обеспечивает запирание формы и сжатие пакетов 3.
Недостатком этих машин является то, что подшипник траверсы работает при высокой температуре и кроме осевых нагрузок несет радиальные нагрузки. Это снижает надежность работы машины и не позволяет работать при высоких скоростях вращения, что ограничивает номенклатуру отливаемых изделий л снижает качество отливок. Кроме того, запирание форм производят через подшипник, диаметр которого незначителен по сравнению с диаметром формы, что является причиной появления зазоров на периферийной части формы. Это снижает надежность работы машины.
Цель изобретения - повышение надежности работы машины, увеличение номенклатуры отливаемых деталей и улучшение качества литья.
Эта цель достигается тем, что на подвижной траверсе установлена поворотная балка, на концах которой шарнирно установлены двуПлечие рычаги с радиально расположенными относительно оси вращения и взаимодействующими с торцом верхней части формы при,мньгми роликами, причем оси поворота bjMuroB перпендикулярны оси поворота алки.
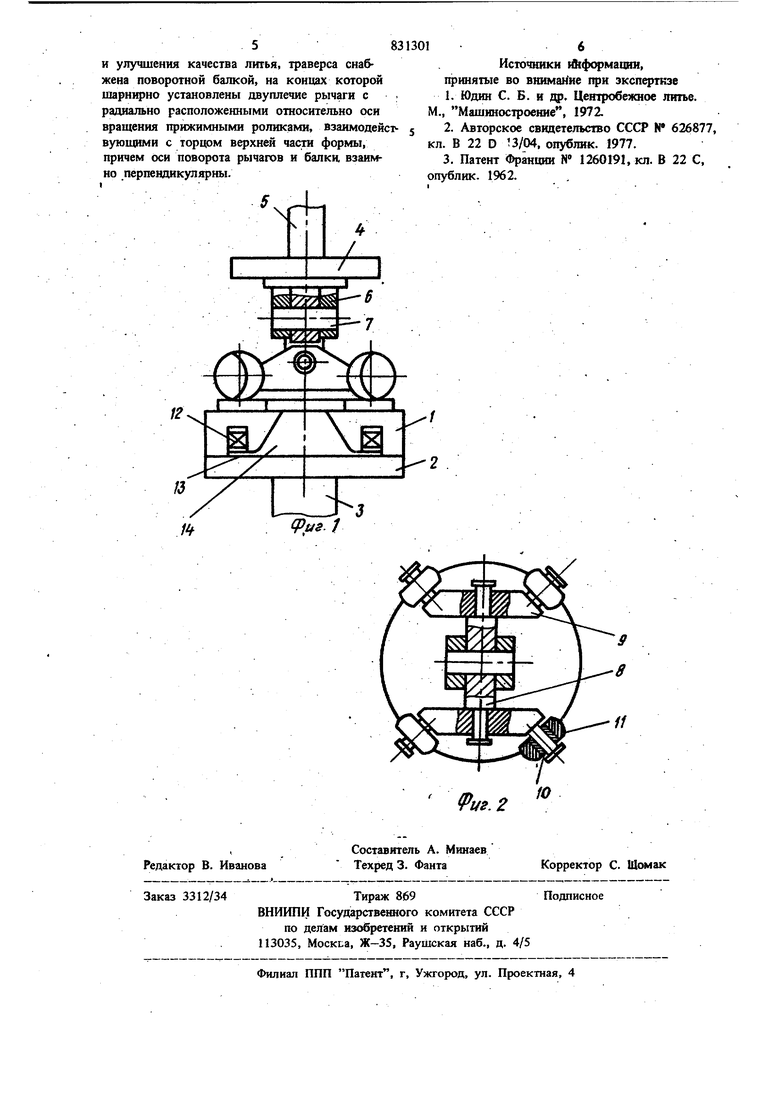
На фиг. I показана предлагаемая машина, гфодольнын разрез; на фиг. 2 -прижим, вид снизу.
Машина состоит из вертикально-подвижной части формы 1 и вертикально-неподвижной части формы 2, закрепленной на шшищеле 3, 111пш1дель 3 связан с приводом (пд черте. же не показан). Подвижная часть формы 1 связана с траверсой 4,. закрепле1шой на што ке цютиндра 5, на которой установлены стойки б, в которых на оси 7 установлена поворотная балка 8. На концах балки 8, выполнениьтх в виде оси, установлены рычаги 9, на которых радиально на подшипниках 10 установлены прижимные ролики 11. Рабочие полости формы 12 через литниковые хода 13 соединены с металлоприемником 14. Машина работает следующим образом. При помощи привода шпиндель 3 и части формы 1, 2 разгоняются до рабочей скорости. При этом ролики 11 прижимаются штоком цилиндра 5 к подвижной части формы, которая, таким образом, собирается и запирается с неподвижной частью формы 2. Ролики 11 распо/Гожены так, что обеспечивают надежное запирание частей форм 1 и 2 в зоне отливки. Кроме этого, при торцовом биении часть формы 1 и рычаги 9 поворачиваются вокруг осей балки 8 ча некоторый угол, а балка 8 поворачивается на некоторый угол вокруг оси 7. Таким образом, это исключает неравномерное запирание формы и ударные нагрузки на элементы прижима, связанные с торцовым биением формьх. Такая конструкция обеспечивает удобство установки заливочной горловины в форму. В металлоприемник 14 заливается жидкий металл, который по литниковым ходам 13 заполняет рабочие полости 12 формы под действием центробежных сил. Отливки кристаллизуются, шпиндель 3 с частями формы 1 и 2 останавливается. При помощи, цилиндра 5 часть формы 1 поднимается вверх, например при помощи вилки, которая связана с траверсой 4, и при подъеме вверх цилиндром 5 траверсы 4 подхватывает часть формы 1 после подъема ро. ликов 11с балкой 8 и рычагами 9 на некоторую высоту над полуформой 1. Отливки удаляются из частей формы 1 и после обслуживания формы «траверса 4, а с ней и часть формЬ 1 опускается на часть формы 2 и прижимается к ней роликами tt Машина готова к дальнейшей работе.
При заливке сваренных пакетов роторов и других деталей, не требующих предваритель-. ного запирания формы, например втулок.
предлагаема} машина работает следующим образом.
Верхняя часть формы 1 опускается и роликами И прижимается к нижней части формы
и формирования отливки аналогичен.
Если центробежные эажимы не срабатывают верхняя часть формы 1 при подъеме опирается на ролики И, что исключает возникновение аварийных ситуаций.
Таким образом, применение радиально расположенных прижимных роликов, установлен ных на шарнирных рьиагах, позволяет производить сжатие пакетов роторов и запирание- формы-до начала вращения машины. Это исключает перекосы и повышает надежность работы машшп.1. Примененче шарнирных рычагов позволяет исключить неравномерное запирание формы и ударные нагрузки, связанные с биением формы, что также увеличивает надежность работы машины. Применение для ежатин полуформ прижимных роликов, которые несут только радиальные нагрузки, позволяет производить заливку роторов при более высоких скоростях вращения, что повь1щает напор при заполнении формы. Это расщиряет номенклатуру отливаемых деталей, так как позволяет заливать ротор с меньшим сечением пазов. nj)H повышении скорости вращения формЪ на жидкий металл при кристаллизации
отливки действзпют более высокие центробежные силы. Это улучшает качество литья.
Кроме того, при заливке деталей, не требующих предварительного прижима, применение шарнщ)но установленных прижимных
роликов позволяет избежать аварий в случае несрабатывания центробежных зажимов. Это повышает надеж1|ость работы машины.
Применение изобретения позволяет ггавысить надежность работы машины, увеличить
номенклатуру отливаемьк деталей и улучхшпъ физико-механические свойства отливок на 5-7%.
Формула изобретения
Ма1шша для центробежного литья роторов электродвигателей, содержащая шпиндель с приводом вращения, и форму, верхняя часть которой связана с подвижной траверсой, имеющей привод вертикального перемещения, отличающаяся тем, что, с целью повышения надежности работы машины, увеличения номенклат)фы отливаемых деталей
и улучшения качества литья, траверса снабжена поворотной балкой, на концах которой шарнирно установлены двуплечие рычаги с . радиально расположенными относительно оси вращения прижимными роликами, взаимодействующими с торцом верхней части формы, причем оси поворота рычагов и балки, взаимно перпендикулярны.
Источники формяаия, 1фШ1ятые во внимание при экспертизе
