Известный способ изготовления ПоЧастинчатых спиральных пружин, используемых, например, в стеклоподъемниках автомобилей, преду-матривает применение кожаной или прессшпановой прокладки, укладываемой между витками, чтобы обеспечить необходимый зазор между ними, которая затем удаляется или сгорает при термообработке пружины. Такой способ мало производителен и требует расхода материала на прокладкиПредлагаемый способ изготовления пластинчатых спиральных пружин заключается в одновременном навпвапии на одной оправке двух пружигг, одна в другой, без применения прокладок.
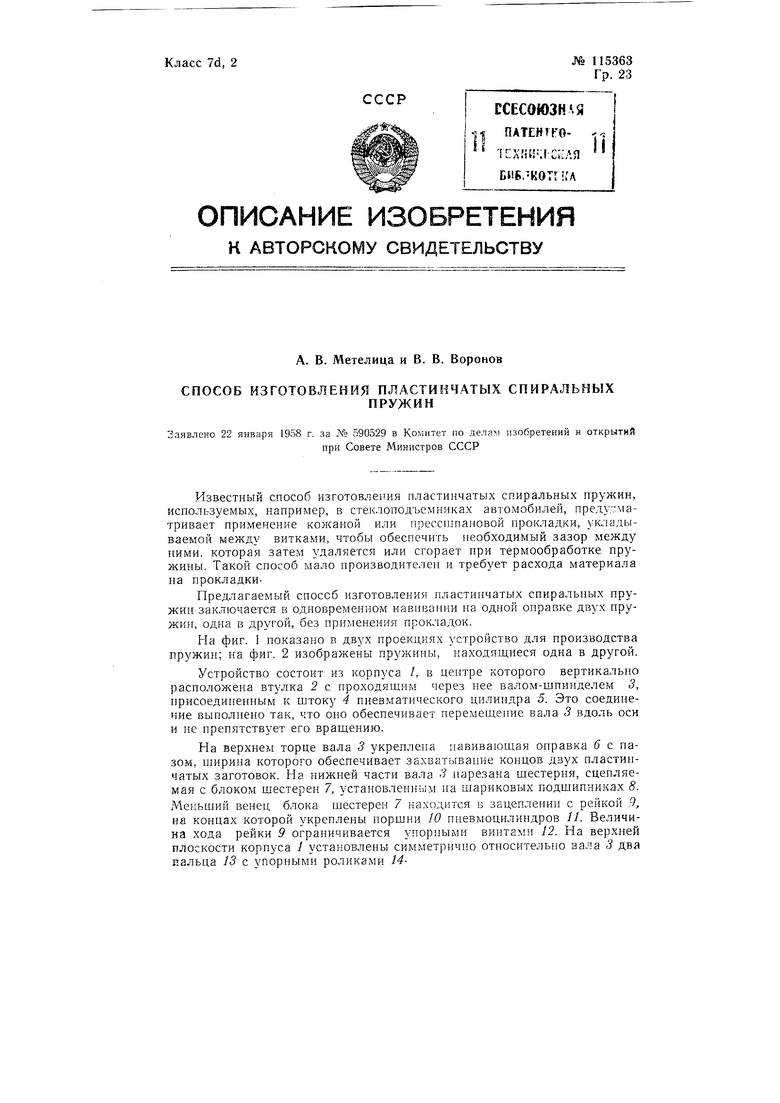
На фиг. 1 показано в двух проекциях устройство для производства пружин; на фиг. 2 изображены пружины, находящиеся одна в другой.
Устройство состоит из корпуса /, в центре которого вертикально расположена втулка 2 с проходящим через нее валом-шпинделем 3, присоединенным к щтоку 4 пневматического цилиндра 5. Это соединение выполнено так, что оно обеспечивает перемен 1ение вала 3 вдоль оси и не нрепятствует его вращению.
На верхнем торце вала 3 укреплена навивающая оправка 6 с пазом, ширина которого обеспечивает захватывание концов двух пластинчатых заготовок. На нижней части вала 3 нарезана щестерня, сцепляемая с блоком шестерен 7, установленным на итриковых подшипниках 8. Меньший венец блока шестерен 7 находится в зацеплении с рейкой 9, на концах которой укреплены поршни W нневмоцилиндров //. Величи на хода рейки 9 ограничивается упорными винтами 12. На плоскости корпуса / установлены симметрично относительно вала 3 два пальца 13 с упорными роликами М№ 115363- 2 -
Загнутые концы заготовок вставляют в паз навивающей оправки 6 и укладывают на торец втулки 2 и торцы унорных роликов 14. Затем одним из поршней 10 пневмоцилиндров 11 осуществляется рабочий ход рейки 9; которая через блок шестерен 7 сообщает вращение валу J в направлении часовой стрелки. Вал, вращаясь, производит навивание одновременно двух заготовок на оправку 6, концы которых при этом удерживаются опорными роликами 14.
По окончании навивки штоком 4 пневмоцилиндра 5 вал перемещается вниз, выводя оправку 6 из готовых пружин. После опускания оправки происходит обратный ход рейки.
Снятые пружины находятся одна в другой, как показано на фиг. 2. Разъединение пружин осуществляется легким нажатием на первый виток любой из пружин.
Предмет изобретения
Способ изготовления пластинчатых спиральных пружин, например применяемых в стеклоподъемниках автомобилей, осуществляемый на устройстве в виде вертикально установленного вращающегося валашпинделя, на торце которого укреплена навивающая оправка с пазом, отличающийся тем, что, с целью повыщения производительности, навивание ведут на одной оправке одновременно двух пружин, одна в другой, без применения прокладок между ними.