Область техники, к которой относится изобретение
Настоящее изобретение относится к способу определения наличия на участке литейной линии положения закрывания жидкой сердцевины металлических изделий, получаемых путем непрерывной разливки, в том числе слябов, блюмов или слитков.
Уровень техники
Из уровня техники известна процедура прессования литых металлических изделий, например слябов, блюмов или слитков, позволяющая выполнить обжатие по толщине, при этом обжатие литого металлического изделия по толщине выполняют после прохождения валков, установленных у основания кристаллизатора, когда его сердцевина полностью или частично остается незастывшей. Данный способ прессования также называется «обжатием при незастывшей сердцевине» или «мягким обжатием» литого изделия, которое выполняют после прохождения через кристаллизатор, что позволяет получить на выходе установки для непрерывной разливки литое изделие с меньшей толщиной по сравнению с размерами, получаемыми при использовании кристаллизатора.
Основными преимуществами обжатия по толщине при полностью или частично незастывшей сердцевине является возможность получения:
- литого изделия заранее заданных размеров (например, толщины) на выходе установки для разливки, в которой использован кристаллизатор, размеры которого превышают указанные заданные размеры;
- измельчения внутренней структуры кристаллизации, а также улучшения ликвации в центральной области литого изделия.
Для обеспечения эффективности мягкого обжатия данная процедура должна выполняться в рамках непрерывного контролируемого обжатия литого изделия по толщине, пока внутри остается полностью или частично незастывшая сердцевина, чего можно достичь с помощью сегмента с коническим профилем для выполнения обжатия литого изделия.
Численная модель, также известная как система динамического определения положения вершины жидкой сердцевины в слитке (LPCS), используется для определения температурного профиля литого изделия и глубины кристаллизации жидкого конуса, а также для обеспечения контроля мягкого обжатия с целью получения оптимального профиля обжатия по толщине и достижения максимальной универсальности применения. Данная численная модель использует рабочие параметры (величину перегрева жидкой стали в промежуточном разливочном устройстве, величину первичного охлаждения и вторичного охлаждения, тип стали, скорость разливки) и обеспечивает контроль профиля охлаждения, благодаря чему также контролируется длина жидкой сердцевины при прохождении материала по линии и длина зазора между валками литейной линии, применяемыми для выполнения мягкого обжатия.
Если профиль охлаждения является не оптимальным, данная система также может контролировать процесс вторичного охлаждения, то есть процесс охлаждения после прохождения кристаллизатора, что позволит оптимизировать процесс кристаллизации. Процесс кристаллизации в целом может контролироваться за счет определения центральной равноосной фракции, необходимой для снижения осевой ликвации: на практике величина ликвации уменьшается вместе с увеличением толщины равноосной фракции.
Численная модель (LPCS), основанная на физико-химических свойствах изделия, позволяет вычислить температурный профиль и профиль кристаллизации путем непрерывного сбора данных обо всех параметрах процесса обработки.
Что касается температурного профиля, для проверки корректности полученной модели могут быть установлены приборы измерения температуры поверхности (например, пирометры, термопары и так далее).
Для оценки корректности полученных расчетных значений толщины кристаллизации может быть использован способ, основанный на обнаружении фактической точки контакта двух половин поверхностного слоя в положении закрывания жидкой сердцевины, то есть в точке завершения кристаллизации литого изделия, также называемой точкой касания.
В документе KR 20010045770 описан способ обнаружения точки завершения кристаллизации сляба, который предусматривает анализ уровня стали в кристаллизаторе и обнаружение раздутия по всей длине литейной линии. В соответствии с известным способом устанавливают чувствительный элемент, контролирующий наличие раздутия на слябе на различных участках литейной линии для выполнения анализа при различных условиях разливки, определяемых различными параметрами, в том числе величиной перегрева жидкой стали в промежуточном разливочном устройстве, величиной первичного и вторичного охлаждения, типом стали и скоростью разливки. Кроме того, в соответствии с известным способом анализируют взаимосвязь между установленной величиной раздутия и колебанием уровня в кристаллизаторе для определения наличия жидкой сердцевины в точке обнаружения раздутия, или для определения ее закрывания до достижения кристаллизатора. Для определения точки, в которой может быть обнаружено закрывание жидкой сердцевины, необходимо получить несколько значений, свидетельствующих о наличии раздутия, для чего требуется перемещать измерительный прибор в разные участки (данная операция не может быть выполнена во время разливки) при определенных условиях разливки. В качестве альтернативы можно изменить условия разливки (например, скорость разливки) и довести кристаллизацию в точке обнаружения раздутия до конца. Такой способ является нежелательным, поскольку он требует многократного выполнения данной процедуры для определения конца жидкой сердцевины при рабочих условиях, предположительно являющихся оптимальными с технологической точки зрения.
Еще один способ, известный под коммерческим названием «Castercrown», позволяет обнаружить точку завершения кристаллизации сляба на выходе кристаллизатора. В соответствии с данным способом необходимо установить в литейную линию специальный валок, называемый валком «Castercrown», и предусмотреть соответствующую систему обеспечения опоры и контроля; при помощи данного валка на сляб подают импульс, позволяющий оценить прочность и резонанс структуры на основании ответного сигнала. В соответствии с полученным ответным сигналом, характеризующим упругое сопротивление, можно определить либо наличие незастывшей сердцевины в точке создания колебаний, либо полное завершение кристаллизации сляба. Для осуществления данного способа линия также должна быть оборудована дополнительными устройствами. В частности, вместо стандартного валка (например, тянущего валка), который обычно используют в литейной линии, следует установить валок «Castercrown». Как и в способе, раскрытом в документе KR 20010045770, способ «Castercrown» также требует перемещения валка «Castercrown» для выполнения проверки на разных участках литейной линии. Могут быть установлены несколько валков «Castercrown», что приведет к пропорциональному увеличению стоимости системы. Кроме того, последний способ создает ограничения, касающиеся требуемого расположения сляба в литейной линии.
Раскрытие изобретения
Основной целью настоящего изобретения является создание способа для точного обнаружения участка литейной линии, который включает точку завершения кристаллизации металлического изделия, полученного путем непрерывной разливки, например сляба, блюма или слитка, таким образом, чтобы определить оптимальный профиль обжатия изделия по толщине, получаемый путем мягкого обжатия валков, с использованием только стандартного оборудования установки для непрерывной разливки, предназначенного для выполнения мягкого обжатия.
Таким образом, настоящее изобретение позволяет достичь вышеуказанных целей с помощью способа определения того, содержит ли участок литейной линии положение закрывания жидкой сердцевины металлического изделия, полученного способом непрерывной разливки, причем используют литейную линию, которая содержит:
- кристаллизатор, в котором находится жидкий металл и в котором определяют уровень мениска,
- один или более валков для выполнения мягкого обжатия,
- цилиндры для привода в движение указанных одного или более валков для выполнения мягкого обжатия,
- по меньшей мере две области подачи периодического импульса колебаний вдоль литейной линии, при этом по меньшей мере указанные две области соответствуют концевым областям указанного участка литейной линии,
при этом способ включает следующие этапы:
a) последовательно подают первый периодический импульс колебаний в первую область подачи, представляющую собой первый приводной цилиндр, что вызывает первое колебание литого изделия, и второй периодический импульс колебаний во вторую область подачи, представляющую собой второй приводной цилиндр, что вызывает второе колебание литого изделия;
b) определяют частоту колебаний уровня мениска в кристаллизаторе во время подачи первого периодического импульса колебаний и во время подачи второго периодического импульса колебаний;
c) сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний первой области подачи во время подачи указанного первого периодического импульса колебаний и сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний второй области подачи во время подачи указанного второго периодического импульса колебаний,
в котором этап с) выполняют путем сравнения частотного спектра сигнала уровня мениска в кристаллизаторе с частотным спектром усилия или положения первого приводного цилиндра и второго приводного цилиндра соответственно; при этом если сравниваемые спектры накладываются друг на друга, это свидетельствует о наличии незатвердевшей сердцевины в литом изделии в области, в которую подают периодический импульс колебаний, в противном случае указанная область литого изделия считается полностью затвердевшей,
при этом если при сравнении частоты колебаний уровня мениска в кристаллизаторе с частотой колебаний первой области подачи сравниваемые спектры накладываются друг на друга и при сравнении частоты колебаний уровня мениска в кристаллизаторе с частотой колебаний второй области подачи сравниваемые спектры не накладываются друг на друга, это свидетельствует о наличии незатвердевшей сердцевины в литом изделии в первой области и полном затвердении литого изделия во второй области, а также о достижении положения закрывания жидкой сердцевины на указанном участке литейной линии.
При этом предпочтительно первый периодический импульс колебаний и второй периодический импульс колебаний равны.
Способ в соответствии с настоящим изобретением основан на частотном анализе уровня мениска в кристаллизаторе после подачи периодического импульса колебаний, например в виде синусоиды, подаваемого на литое изделие (сляб, блюм или слиток) при помощи валков, расположенных вдоль литейной линии, которые могут изменять свое положение или усилие, прилагаемое к литому изделию, с помощью гидравлических цилиндров.
При работе со слябами указанный синусоидальный импульс может быть подан с помощью приводных цилиндров сегментов валков для выполнения мягкого обжатия, также известных как зажимные цилиндры. Импульс также может быть подан с помощью валков с механическим приводом (тянущих валков), установленных в сегментах для выполнения мягкого обжатия, и которые оборудованы автономными приводными цилиндрами.
В случае блюмов или слитков синусоидальный импульс может быть создан с помощью приводных цилиндров извлекающих валков (тянущих валков).
Для подтверждения нахождения точки закрывания жидкой сердцевины литого изделия в месте, обнаруженном на основании оценки или расчетов с помощью численной модели в режиме реального времени (при наличии таковой), или для определения участка литейной линии, на котором содержится указанная точка закрывания, способ предусматривает первоначальную подачу колебаний или импульсов на литое изделие с помощью гидравлических цилиндров валков, расположенных вдоль литейной линии, в две или более области и сравнение частоты колебаний (в соответствии с положением или усилием), создаваемых указанными гидравлическими цилиндрами, с частотой измеренных колебаний уровня мениска в кристаллизаторе. Если два частотных параметра (положение или усилие гидравлических цилиндров и уровень в изложнице) совпадают, то есть их спектры накладываются друг на друга, это свидетельствует о наличии незатвердевшей сердцевины внутри литого изделия. Если частота колебаний гидравлических цилиндров находится вне частотного диапазона уровня мениска в кристаллизаторе (анализ путем преобразования Фурье или FFT), литое изделие считается полностью затвердевшим.
Два частотных спектра накладываются друг на друга в том случае, когда частота колебаний уровня мениска в кристаллизаторе изменяется так же, как и частота колебаний, определенных на основании усилия или положения области подачи. В частности, два частотных спектра считаются накладывающимися друг на друга, когда основной пик частоты, характеризующий уровень мениска в кристаллизаторе, совпадает с собственной частотой сегмента для выполнения мягкого обжатия или колебаниями тянущего валка с отклонением в пределах ±0,04 Гц, предпочтительно в пределах ±0,02 Гц. Во время работы частоты колебаний сегмента или тянущего валка изменяются в пределах от 0,01 Гц до 1 Гц, при этом диапазон амплитуд остается в пределах от 0,1 мм до 10 мм (максимум).
Предпочтительно уровень мениска в кристаллизаторе не подвергается значительным изменениям, которые могли бы оказать негативное влияние на процесс разливки, поскольку усилие или амплитуда колебаний, создаваемые работающими гидравлическими цилиндрами, являются низкими, в частности это обусловлено тем, что используемые частоты колебаний позволяют системе управления уровнем в кристаллизаторе поддерживать фактический уровень значений в оптимальных пределах практически при любых рабочих условиях разливки.
Следовательно, способ в соответствии с изобретением не оказывает влияния на процесс разливки, повышая при этом качество готового литого изделия.
Способ в соответствии с изобретением может быть использован для обнаружения участка литейной линии, содержащего точку закрывания жидкой сердцевины, основываясь на предварительно вычисленном значении, полученном с помощью численной модели в режиме реального времени, либо не используя предварительное значение.
В первом случае после вычисления теоретической точки закрывания жидкой сердцевины с помощью численной модели способ предусматривает первоначальное создание колебаний в области подачи до теоретической точки закрывания и последующее создание колебаний в области подачи после данной теоретической точки, за счет чего выполняют проверку реального наличия точки закрывания жидкой сердцевины между двумя областями подачи колебаний. При верном расчете частота колебаний уровня мениска в кристаллизаторе будет совпадать с частотой колебаний положения или усилия для первой области, но при этом частота колебаний уровня мениска в кристаллизаторе не будет совпадать с частотой колебаний положения или усилия для второй области подачи.
Во втором случае или в том случае, когда анализ двух областей подачи указывает на некорректность результата, полученного с помощью численной модели, может быть проанализирована вся литейная линия либо ее отдельная часть. В этом случае может быть выполнена последовательная проверка всех последующих целевых областей подачи колебаний до тех пор, пока не будет обнаружена область подачи, частота колебаний в которой не будет совпадать с частотой колебаний при заданном уровне мениска в кристаллизаторе.
После точного обнаружения участка литейной линии, содержащего точку закрывания жидкой сердцевины в литом изделии, до и после указанного участка литейной линии могут быть созданы или установлены сегменты валков для выполнения мягкого обжатия (при литье слябов) или тянущие валки (при литье блюмов или слитков) таким образом, чтобы завершить мягкое обжатие рядом с точкой, в которой происходит закрывание жидкой сердцевины, чтобы все расстояния между компонентами литейной линии позволяли получить на выходе установки для разливки точку касания для слябов/блюмов/слитков с необходимой толщиной и обеспечить высокое качество внутренней части литого изделия.
Первый периодический импульс колебаний и второй периодический импульс колебаний могут представлять собой импульсы синусоидального типа.
Первый периодический импульс колебаний и второй периодический импульс колебаний имеют длительность подачи 1-2 минуты и частоту от 10-3 до 10 Гц.
Частота первого периодического импульса колебаний и второго периодического импульса колебаний может находиться в диапазоне от 10-2 до 5 Гц.
Анализ частотного спектра может быть выполнен с помощью преобразования Фурье (FFT).
В соответствии с заявленным способом литейная линия включает в себя по меньшей мере один первый тянущий валок и один второй тянущий валок, и по меньшей мере две области подачи периодического импульса колебаний, представляющие собой приводной цилиндр первого тянущего валка и приводной цилиндр второго тянущего валка, который установлен после первого тянущего валка, причем первый тянущий валок и второй тянущий валок используют в качестве устройств для выполнения мягкого обжатия.
Кроме того, литейная линия включает в себя по меньшей мере один сегмент валков для выполнения мягкого обжатия и по меньшей мере две области подачи периодического импульса колебаний, представляющие собой пару приводных цилиндров, установленных на входе сегмента валков для выполнения мягкого обжатия, и пару приводных цилиндров, установленных на выходе сегмента валков для выполнения мягкого обжатия, или пару приводных цилиндров валка с механическим приводом, установленным в сегменте валков для выполнения мягкого обжатия; либо по меньшей мере указанные две области подачи периодического импульса колебаний, представляющие собой пару приводных цилиндров валка с механическим приводом, который установлен в сегменте валков для выполнения мягкого обжатия, и пару приводных цилиндров, которые установлены на выходе сегмента валков для выполнения мягкого обжатия.
Кроме того, литейная линия включает в себя по меньшей мере один тянущий валок и по меньшей мере один сегмент валков для выполнения мягкого обжатия, и по меньшей мере две области подачи периодического импульса колебаний, представляющие собой приводной цилиндр тянущего валка и приводной цилиндр, установленный на входе сегмента для выполнения мягкого обжатия, который расположен после протяжного валка, либо представляющие собой приводной цилиндр тянущего валка и приводной цилиндр, установленный на выходе сегмента для выполнения мягкого обжатия, который расположен после тянущего валка, либо представляющие собой приводной цилиндр тянущего валка, расположенный после изложницы, и приводной цилиндр валка с механическим приводом, установленного в сегменте для выполнения мягкого обжатия, который расположен после тянущего валка.
В соответствии со способом при использовании гидравлических приводных цилиндров, контролируемых по положению, колебание положения имеет амплитуду менее 5 мм; и в котором при использовании гидравлических приводных цилиндров, контролируемых по усилию, колебание усилий имеет амплитуду менее 80% от номинального значения усилия, создаваемого указанными гидравлическими приводными цилиндрами.
Способ в соответствии с изобретением имеет следующие преимущества:
отсутствие необходимости использования дополнительного оборудования за счет использования стандартного оборудования установки для непрерывной разливки, оснащенной устройствами для выполнения мягкого обжатия и автоматическими устройствами контроля уровня мениска в кристаллизаторе;
отсутствие необходимости использования дополнительного программного обеспечения, поскольку управление всеми операции может быть осуществлено с помощью уже установленной автоматической системы (ПЛК);
- отсутствие негативного влияния на процесс разливки и качество конечного изделия;
- возможность точного обнаружения небольшого участка литейной линии, содержащего точку закрывания, даже при изменении параметров разливки;
- высокую скорость определения фактического положения указанного участка литейной линии.
Краткое описание чертежей
Дополнительные отличительные особенности и преимущества настоящего изобретения станут очевидными после ознакомления с подробным описанием предпочтительных вариантов реализации способа определения участка литейной линии, содержащего точку закрывания жидкой сердцевины металлического изделия, получаемого путем непрерывной разливки, при этом описание будет рассматриваться со ссылкой на сопроводительные чертежи, на которых представлено:
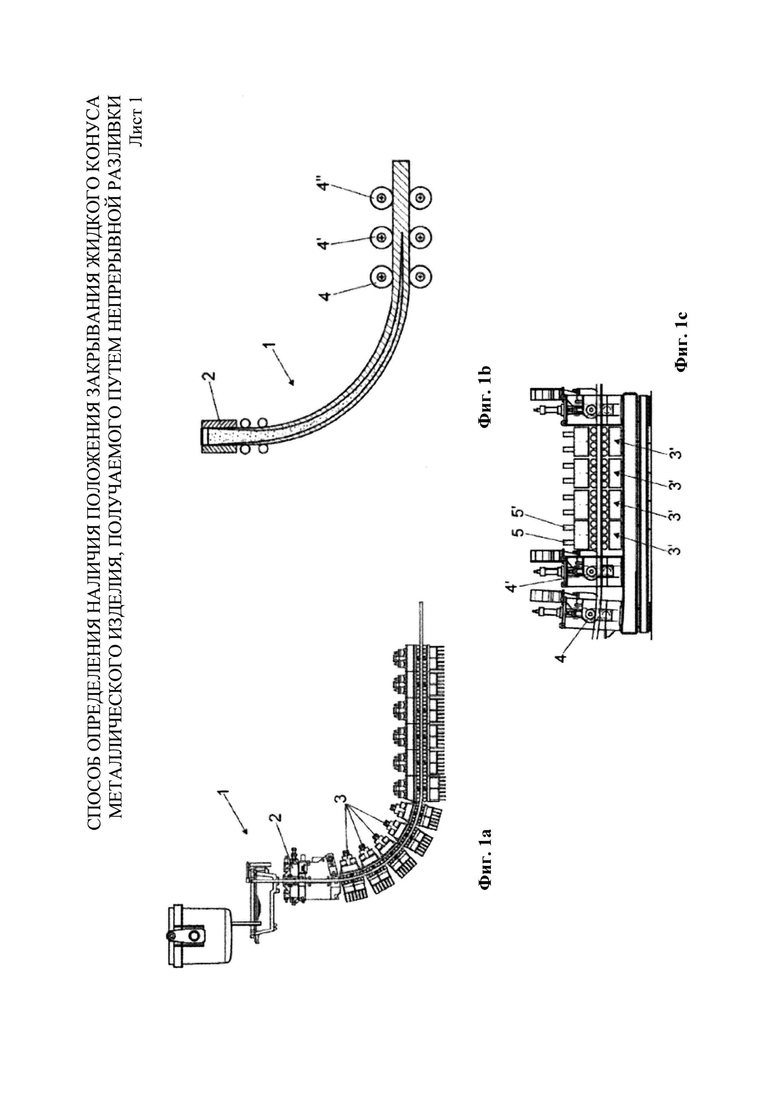
на фиг. 1а показан вид в разрезе установки для непрерывной разливки слябов, имеющей сегменты валков для выполнения мягкого обжатия;
на фиг. 1b показан вид в разрезе установки для непрерывной разливки блюмов или слитков, имеющей тянущие валки;
на фиг. 1 с показан вид в разрезе части установки для непрерывной разливки блюмов или слитков, имеющей тянущие валки и сегменты валков для выполнения мягкого обжатия;
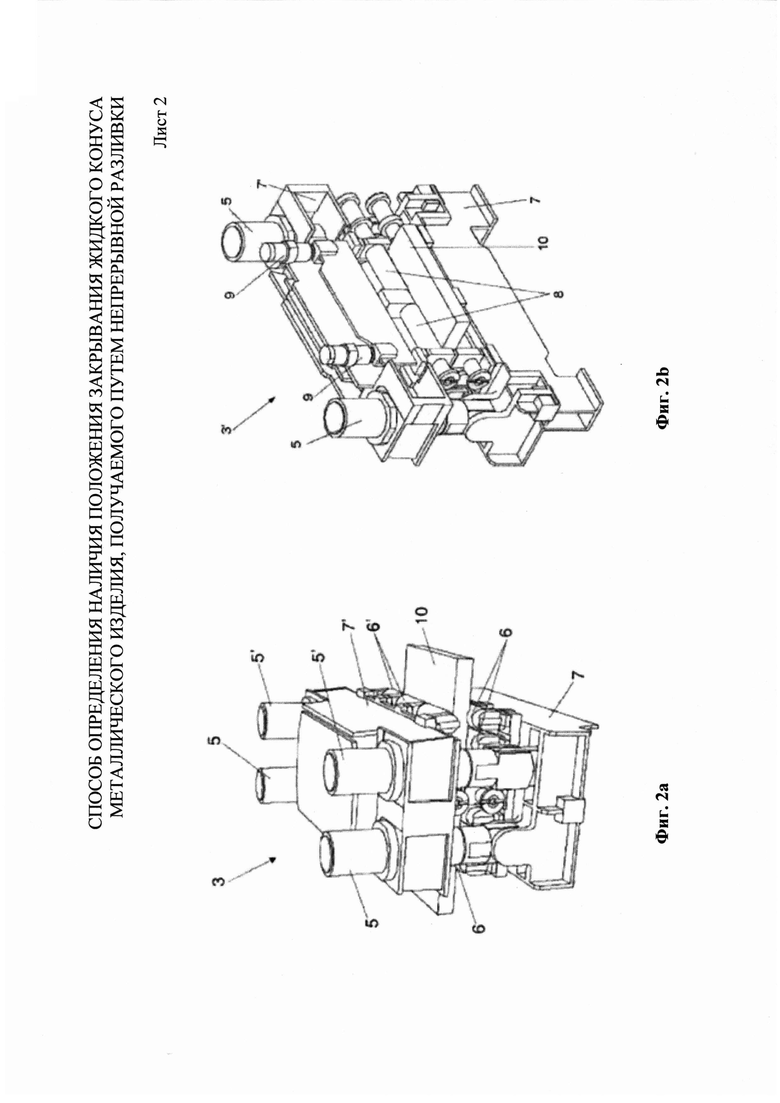
на фиг. 2а показан перспективный вид сегмента валков для выполнения мягкого обжатия по фиг. 1а;
на фиг. 2b показан вид в разрезе дополнительного сегмента валков для выполнения мягкого обжатия;
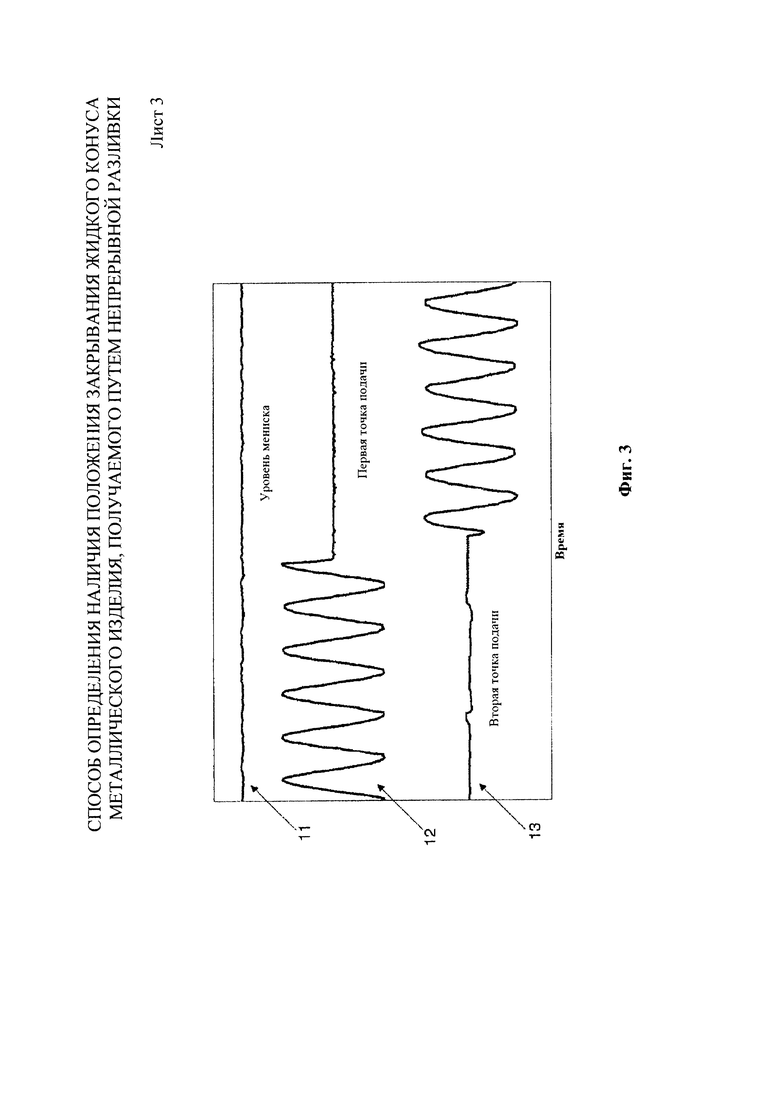
на фиг. 3 представлен пример графика, показывающего изменение уровня мениска в кристаллизаторе, положения приводных цилиндров сегмента валков до точки касания и положения приводных цилиндров сегмента валков после точки касания;
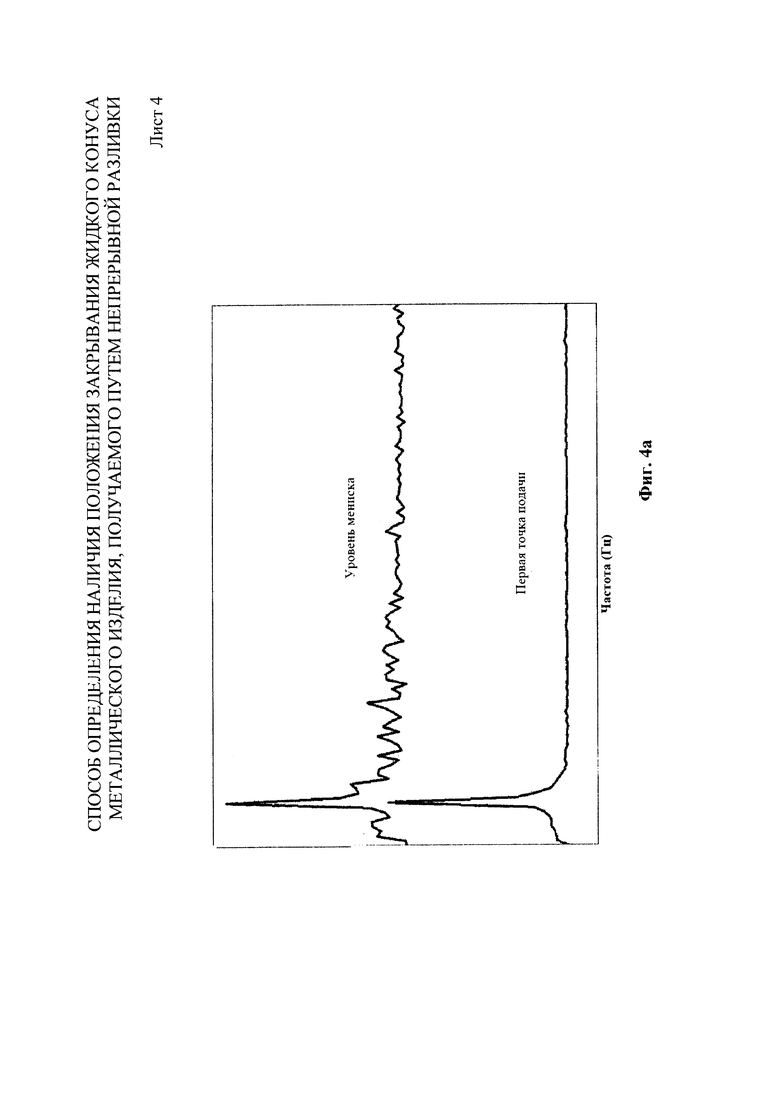
на фиг. 4а представлен график, показывающий изменение частоты колебаний уровня мениска в кристаллизаторе и частоты колебаний, определенных на основании усилия или положения области подачи в соответствии с примером, в котором в области подачи литое изделие имеет незатвердевшую часть;
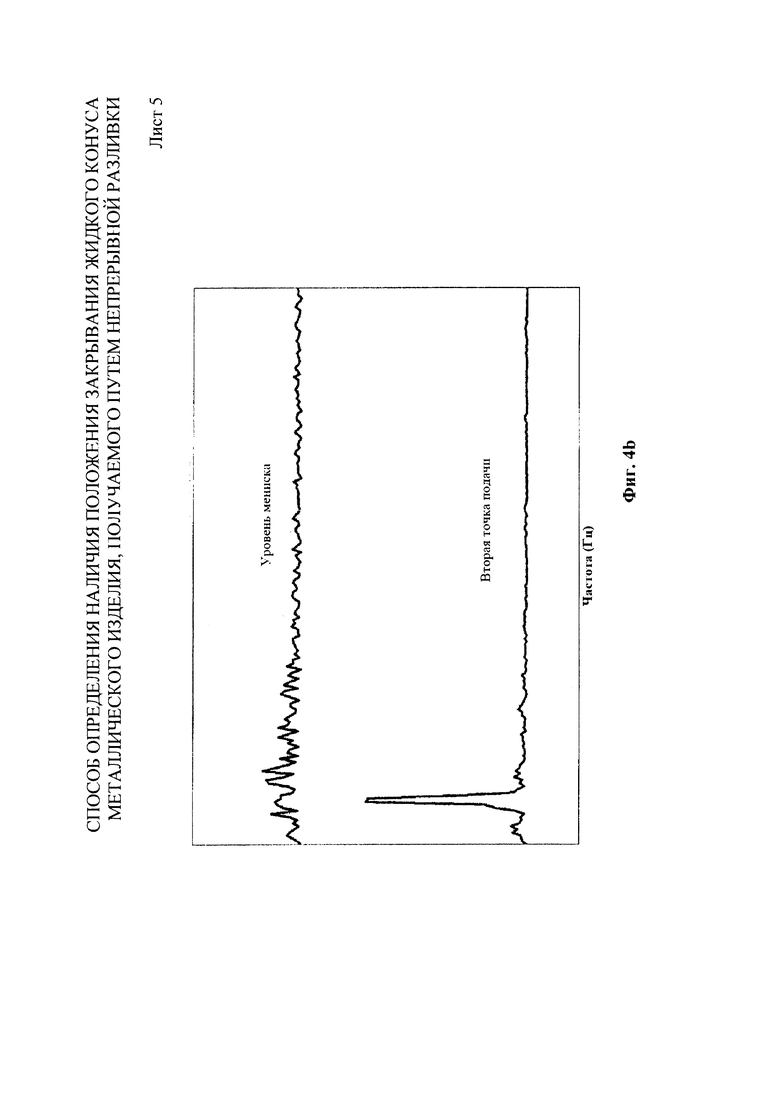
на фиг. 4b представлен график, показывающий изменение частоты колебаний уровня мениска в кристаллизаторе и частоты колебаний, определенных на основании усилия или положения области подачи, в соответствии с примером, в котором в области подачи литое изделие полностью затвердело.
Осуществление изобретения
Способ определения наличия положения закрывания жидкой сердцевины металлического изделия, получаемого путем непрерывной разливки, на участке литейной линии в соответствии с настоящим изобретением предусматривает использование только стандартного оборудования, обычно устанавливаемого в установку непрерывной разливки, применяемой для выполнения мягкого обжатия.
На фиг. 1а показана установка 1 для непрерывной разливки слябов, которая содержит несколько сегментов 3 валков для выполнения мягкого обжатия, установленных после кристаллизатора 2.
На фиг. 2а показан один из указанных сегментов 3 для выполнения мягкого обжатия, содержащий четыре приводных (зажимных) цилиндра 5, 5′ сегмента, «n» валков 6 на неподвижной стороне 7 и «n» валков 6′ на подвижной стороне 7′ сляба 10.
Два приводных цилиндра 5 на входе сегмента 3 образуют первую пару приводных цилиндров, а два приводных цилиндра 5′ на выходе сегмента 3 образуют вторую пару приводных цилиндров.
Первый вариант реализации способа предусматривает использование первой пары и второй пары приводных цилиндров 5, 5′ сегментов 3 для выполнения мягкого обжатия в качестве областей последовательной подачи колебаний или периодического импульса, например в виде синусоиды, на литое изделие.
Данный первый вариант предусматривает следующие этапы:
последовательно подают первый периодический импульс колебаний на первую пару приводных цилиндров 5, что вызывает первое колебание литого изделия, и второй периодический импульс колебаний на вторую пару приводных цилиндров 5′, что вызывает второе колебание литого изделия;
- определяют частоту колебаний уровня мениска в кристаллизаторе во время подачи первого периодического импульса колебаний и во время подачи второго периодического импульса колебаний;
- сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний первой пары приводных цилиндров 5 во время подачи первого периодического импульса колебаний, и сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний второй пары приводных цилиндров 5′ во время подачи второго периодического импульса колебаний.
На фиг. 2b показан один из указанных сегментов 3 для выполнения мягкого обжатия, содержащий четыре приводных цилиндра сегмента, «n» валков 6 на неподвижной стороне 7 и «n» валков 6′ на подвижной стороне 7′ сляба 10.
Два приводных цилиндра 5 на входе сегмента 3 образуют первую пару приводных цилиндров, и два приводных цилиндра 5′ (не показаны на фиг. 2b) на выходе сегмента 3 образуют вторую пару приводных цилиндров.
В сегменте на фиг. 2b в отличие от сегмента на фиг. 2а, вместо одного из стандартных валков сегмента, предпочтительно вместо центрального стандартного валка, установлен валок с механическим приводом или тянущий валок 8, приводимый в движение двумя независимыми гидравлическими приводными цилиндрами 9. Данный валок 8 с механическим приводом предназначен для обеспечения контакта со слябом 10 и выполнения перемещения сляба по литейной линии. Такой валок 8 с механическим приводом обычно управляется по усилию.
Второй вариант способа в соответствии с изобретением предусматривает использование первой пары приводных цилиндров 5 сегмента 3 и пары независимых гидравлических приводных цилиндров 9 тянущего валка 8 в качестве последующих областей подачи колебаний или периодического импульса.
Этот вариант реализации способа включает следующие этапы:
- последовательно подают первый периодический импульс колебаний на первую пару приводных цилиндров 5, что вызывает первое колебание литого изделия, и второй периодический импульс колебаний на пару приводных цилиндров 9 тянущего валка 8, что вызывает второе колебание литого изделия;
- определяют частоту колебаний уровня мениска в кристаллизаторе во время подачи первого периодического импульса колебаний и во время подачи второго периодического импульса колебаний;
- сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний первой пары приводных цилиндров 5 во время подачи первого периодического импульса колебаний, и сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний пары приводных цилиндров 9 тянущего валка 8 во время подачи второго периодического импульса колебаний.
Третий вариант способа в соответствии с изобретением предусматривает использование пары приводных цилиндров 9 тянущего валка 8 и второй пары приводных цилиндров 5′ на выходе сегмента 3 в качестве областей последовательной подачи колебаний или периодического импульса.
Этот вариант реализации способа включает следующие этапы:
последовательно подают первый периодический импульс колебаний на пару приводных цилиндров 9 тянущего валка 8, что вызывает первое колебание литого изделия, и затем второй периодический импульса колебаний на вторую пару приводных цилиндров 5′, что вызывает второе колебание литого изделия;
- определяют частоту колебаний уровня мениска в кристаллизаторе во время подачи первого периодического импульса колебаний и во время подачи второго периодического импульса колебаний;
- сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний пары приводных цилиндров 9 протяжного валка 8 во время подачи первого периодического импульса колебаний, и сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний второй пары приводных цилиндров 5′ во время подачи второго периодического импульса колебаний.
Четвертый вариант реализации способа в соответствии с изобретением предусматривает использование второй пары приводных цилиндров 5′ на выходе первого сегмента для выполнения мягкого обжатия и первой пары приводных цилиндров 5 на входе второго сегмента для выполнения мягкого обжатия, расположенного после первого сегмента, в качестве областей последовательной подачи колебаний или периодического импульса.
Этот вариант реализации способа включает следующие этапы:
последовательно подают первый периодический импульс колебаний на вторую пару приводных цилиндров 5′ на выходе первого сегмента для выполнения мягкого обжатия, что вызывает первое колебание литого изделия, и затем второй периодический импульс колебаний на первую пару приводных цилиндров 5 на входе второго сегмента для выполнения мягкого обжатия, что вызывает второе колебание литого изделия;
- устанавливают частоту колебаний уровня мениска в кристаллизаторе во время подачи первого периодического импульса колебаний и во время подачи второго периодического импульса колебаний;
- сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний второй пары приводных цилиндров 5′ первого сегмента для выполнения мягкого обжатия во время создания первого периодического импульса колебаний, и сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний первой пары приводных цилиндров 5 на входе второго сегмента для выполнения мягкого обжатия во время подачи второго периодического импульса колебаний.
Пятый вариант способа в соответствии с изобретением предусматривает использование трех областей последовательной подачи колебаний: первая пара приводных цилиндров 5 сегмента 3 для выполнения мягкого обжатия, вторая пара приводных цилиндров 5′ сегмента 3 для выполнения мягкого обжатия и, если точка касания находится между двумя указанными парами приводных цилиндров, пару независимых гидравлических приводных цилиндров 9 протяжного валка 8 для определения меньшего растяжения, имеющего точку закрывания жидкой сердцевины, при котором обеспечивается достаточно высокий уровень точности. Данный пятый вариант реализации предусматривает те же этапы, что и первый вариант с добавлением нижеследующих этапов, если сравнение частоты колебаний уровня мениска в кристаллизаторе с частотами колебаний первой пары и второй пары приводных цилиндров 5, 5′ указывает на то, что жидкая сердцевина закрывается между двумя парами цилиндров:
- подают третий периодический импульс колебаний на пару приводных цилиндров 9 тянущего валка 8, что вызывает третье колебание литого изделия;
- определяют частоту колебаний уровня мениска в кристаллизаторе во время подачи третьего периодического импульса колебаний;
- сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний пары приводных цилиндров 9 тянущего валка 8 во время подачи третьего периодического импульса колебаний.
На фиг. 1b показана установка 1 для непрерывной разливки блюмов или слитков, в которой по меньшей мере два тянущих валка 4, 4′, 4″ расположены в концевой части установки для разливки и используются в качестве извлекающих или правильных валков, а также для выполнения мягкого обжатия. Указанные тянущие валки 4, 4′, 4″ расположены на расстоянии друг от друга, например 1,5 метра, причем каждый из них управляется с помощью независимого гидравлического цилиндра.
Шестой вариант способа в соответствии с изобретением предусматривает использование приводного цилиндра первого тянущего валка 4 и приводного цилиндра второго тянущего валка 4′ в качестве областей последовательной подачи колебаний или периодического импульса.
Этот вариант реализации предусматривает следующие этапы:
последовательно подают первый периодический импульс колебаний на приводной цилиндр первого тянущего валка 4, что вызывает первое колебание литого изделия, и подают второй периодический импульс колебаний на приводной цилиндр второго тянущего валка 4′, что вызывает второе колебание литого изделия;
- определяют частоту колебаний уровня мениска в кристаллизаторе во время подачи первого периодического импульса колебаний и во время подачи второго периодического импульса колебаний;
- сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний приводного цилиндра первого тянущего валка 4 во время подачи первого периодического импульса колебаний и сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний приводного цилиндра второго тянущего валка 4′ во время подачи второго периодического импульса колебаний.
На фиг. 1 с представлена часть установки для непрерывной разливки блюмов или слитков, в которой несколько сегментов 3′ для выполнения мягкого обжатия расположены в конце установки для разливки и используются в качестве дополнения для по меньшей мере двух тянущих валков 4, 4′. Сегменты 3′ для выполнения мягкого обжатия аналогичны сегментам, используемым для разливки слябов, с той лишь разницей, что на входе и выходе каждого сегмента 3′ установлен один приводной цилиндр 5, 5′, а не пара приводных цилиндров.
В этом случае в дополнение ко всем вышеперечисленным вариантам в соответствии со способом в качестве областей последовательной подачи периодических колебаний или периодического импульса колебаний могут быть предусмотрены:
- приводной цилиндр тянущих валков 4, 4′ или приводного цилиндра 5 на входе одного из сегментов 3′ для выполнения мягкого обжатия; или
- приводной цилиндр тянущих валков 4, 4′ или приводного цилиндра 5′ на выходе одного из сегментов 3′ для выполнения мягкого обжатия; или
- приводной цилиндр тянущих валков 4, 4′ или приводного цилиндра дополнительного протяжного валка, установленного в одном из сегментов 3′ для выполнения мягкого обжатия.
В соответствии со всеми вышеперечисленными вариантами способа, соответствующими изобретению, использование стандартных установок с несколькими тянущими валками и/или несколькими сегментами валков для выполнения мягкого обжатия позволяет создать несколько возможных областей подачи колебания или импульса вдоль литейной линии, расположенных на одинаковом расстоянии друг от друга, причем данные области могут быть расположены по всей длине установки для непрерывной разливки. Кроме того, поскольку расстояние между двумя областями последовательной подачи импульсов на литейной линии может быть достаточно небольшим, то способ в соответствии с изобретением позволяет проанализировать локализованные области литого изделия (сляба, блюма или слитка), в которых должна находиться точка касания. Таким образом, поиск сводится к небольшой области, что гарантирует достаточно высокую точность определения положения точки касания.
Во всех указанных вариантах способа импульс колебаний для каждой области подачи обычно представляет собой синусоидальный импульс с длительностью около 1-2 минутыф и предпочтительной частотой от 10-3 до 10 Гц. Использование частот в диапазоне от 10-2 до 5 Гц позволяет достичь превосходных результатов.
Если гидравлические цилиндры, создающие импульсы, контролируются по положению, например, если они представляют собой приводные цилиндры, обычно использующиеся в сегментах для выполнения мягкого обжатия, то амплитуда колебаний положения составляет менее 5 мм, предпочтительно менее 2 мм.
Если гидравлические цилиндры, которые создают импульсы, контролируются по усилию, например, если они представляют собой приводные цилиндры, обычно используемые для протяжных валков, то амплитуда колебаний усилий составляет менее 80% от номинального значения усилия, создаваемого приводными цилиндрами.
На фиг. 3 представлена последовательность колебаний, возникающих в областях последовательной подачи: колебания каждого элемента происходят последовательно. В частности, позицией 11 обозначена линия изменения уровня мениска в кристаллизаторе с течением времени; позицией 12 обозначена линия изменения положения первой области подачи, находящаяся до предполагаемой точки касания; позицией 13 обозначена линия изменения положения второй области подачи, находящаяся после предполагаемой точки касания.
Все варианты способа предусматривают анализ частотных диапазонов обнаруженного сигнала уровня мениска в кристаллизаторе, полученного, например, с помощью датчика, который может быть радиоактивным, оптическим, магнитным или температурным, и анализ частотного спектра усилия или положения гидравлических цилиндров, определяемого с помощью датчиков усилия в приводных цилиндрах тянущих валков или с помощью датчиков положения в приводных цилиндрах сегментов для выполнения мягкого обжатия соответственно.
Используя быстрое преобразование Фурье (FFT) или другие известные способы анализа частотных диапазонов, можно напрямую сравнить частоту колебаний, определенных на основании усилия или положения цилиндров, которые используются в качестве областей последовательной подачи импульса колебаний, с частотой колебаний уровня мениска в кристаллизаторе.
Если две частоты (для усилия или положения области подачи и уровня в кристаллизаторе) совпадают, то есть два диапазона накладываются друг на друга (фиг. 4а), то в области подачи импульса колебаний остается жидкая сердцевина; если же две частоты не совпадают, то есть если два диапазона не накладываются друг на друга (фиг. 4b), то литое изделие (сляб, блюм или слиток) является полностью затвердевшим, а в области, в которую подавался импульс колебаний, сердцевина стала затвердевшей.
Два частотных спектра накладываются друг на друга (см. пример по фиг. 4а) в случае, когда линия изменения частоты колебаний уровня мениска в кристаллизаторе соответствует линии изменения частоты колебаний, определенных на основании усилия или положения области подачи. В частности, два частотных спектра считаются накладывающимися друг на друга, если основной пик частоты уровня мениска в кристаллизаторе совпадает с соответствующей собственной частотой усилия или положения области подачи, полученной при помощи датчиков усилия в приводных цилиндрах тянущих валков или с помощью датчиков положения в приводных цилиндрах сегментов для выполнения мягкого обжатия соответственно, с отклонением в пределах ±0,04 Гц, предпочтительно +/-0,02 Гц. Во время работы частоты колебаний сегмента или тянущего валка изменяются в пределах от 0,01 Гц до 1 Гц, при этом диапазон амплитуд остается в пределах от 0,1 мм до 10 мм максимально.
Изобретение относится к металлургии. Металлическое изделие получают путем непрерывной разливки на литейной линии, содержащей кристаллизатор, в котором определяют уровень мениска жидкого металла, один или более валков для мягкого обжатия слитка, цилиндры для привода одного или более валков. Вдоль литейной линии расположены области подачи периодического импульса колебаний. Колебания создают при помощи приводных цилиндров валков для выполнения мягкого обжатия. Колебания последовательно подают в две области, определяют частоту колебаний уровня мениска в кристаллизаторе, сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний по меньшей мере двух областей. Обеспечивается точное обнаружение точки завершения кристаллизации металлического изделия. 8 з.п. ф-лы, 4 ил.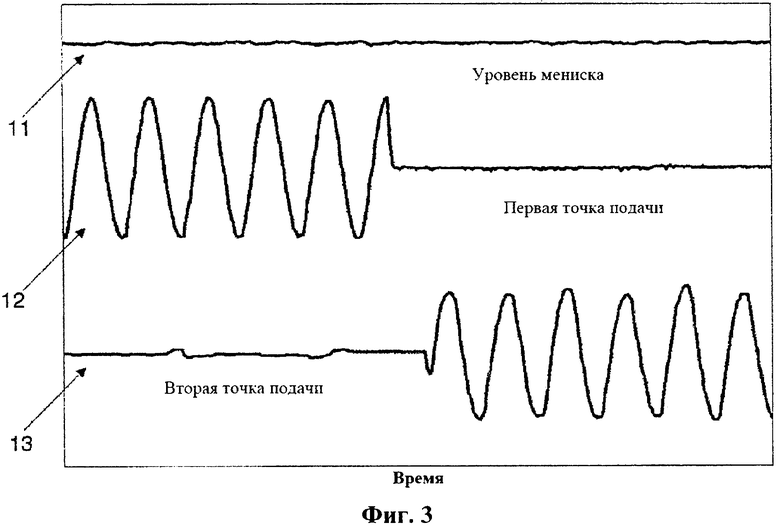
1. Способ определения наличия положения закрывания жидкой сердцевины металлического изделия, получаемого путем непрерывной разливки, на участке литейной линии, в котором литейная линия включает в себя кристаллизатор, в котором находится жидкий металл и в котором определяется уровень мениска, один или более валков для выполнения мягкого обжатия, приводные цилиндры для привода в движение одного или более указанных валков для выполнения мягкого обжатия, по меньшей мере две области подачи периодического импульса колебаний вдоль литейной линии, причем по меньшей мере указанные две области соответствуют концевым областям указанного участка литейной линии,
при этом способ включает в себя следующие этапы:
a) последовательно подают первый периодический импульс колебаний в первую область подачи, представляющую собой первый приводной цилиндр, что вызывает первое колебание литого изделия, и второй периодический импульс колебаний во вторую область подачи, представляющую собой второй приводной цилиндр, что вызывает второе колебание литого изделия;
b) определяют частоту колебаний уровня мениска в кристаллизаторе во время подачи первого периодического импульса колебаний и во время подачи второго периодического импульса колебаний;
c) сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний первой области подачи во время подачи первого периодического импульса колебаний, и сравнивают частоту колебаний уровня мениска в кристаллизаторе с частотой колебаний второй области подачи во время подачи второго периодического импульса колебаний,
в котором этап с) выполняют путем сравнения частотного спектра сигнала уровня мениска в кристаллизаторе с частотным спектром усилия или положения первого приводного цилиндра и второго приводного цилиндра соответственно; при этом если сравниваемые частотные спектры накладываются друг на друга, это свидетельствует о наличии жидкой сердцевины в литом изделии в области, в которую подается периодический импульс колебаний, в противном случае данная область литого изделия считается полностью затвердевшей,
при этом если при сравнении частоты колебаний уровня мениска в кристаллизаторе с частотой колебаний первой области подачи сравниваемые спектры накладываются друг на друга, и если при сравнении частоты колебаний уровня мениска в кристаллизаторе с частотой колебаний второй области подачи сравниваемые спектры не накладываются друг на друга, это свидетельствует о наличии жидкой сердцевины в литом изделии в первой области подачи и полном затвердении литого изделия во второй области подачи, а также о достижении положения закрывания жидкой сердцевины на указанном участке литейной линии.
2. Способ по п. 1, в котором первый периодический импульс колебаний и второй периодический импульс колебаний представляют собой импульсы синусоидального типа.
3. Способ по п. 2, в котором первый периодический импульс колебаний и второй периодический импульс колебаний имеют длительность подачи 1-2 минуты и частоту от 10-3 до 10 Гц.
4. Способ по п. 3, в котором частота первого периодического импульса колебаний и второго периодического импульса колебаний находится в диапазоне от 10-2 до 5 Гц.
5. Способ по п. 1, в котором анализ частотного спектра выполняют с помощью преобразования Фурье (FFT).
6. Способ по любому из пп. 1-5, в котором по меньшей мере две области подачи периодического импульса колебаний представляют собой приводной цилиндр первого тянущего валка (4) литейной линии и приводной цилиндр второго тянущего валка (4′) литейной линии, который установлен после первого тянущего валка (4), причем первый тянущий валок (4) и второй тянущий валок (4′) используют в качестве устройств для выполнения мягкого обжатия.
7. Способ по любому из пп. 1-5, в котором по меньшей мере две области подачи периодического импульса колебаний представляют собой пару приводных цилиндров (5), установленных на входе по меньшей мере одного сегмента валков (3) литейной линии для выполнения мягкого обжатия, и пару приводных цилиндров (5′), установленных на выходе по меньшей мере одного сегмента валков (3) для выполнения мягкого обжатия, или пару приводных цилиндров (9) валка (8) с механическим приводом, установленным в по меньшей мере одном сегменте валков (3′) для выполнения мягкого обжатия; либо по меньшей мере указанные две области подачи периодического импульса колебаний представляют собой пару приводных цилиндров (9) валка (8) с механическим приводом, который установлен в по меньшей мере одном сегменте валков (3′) для выполнения мягкого обжатия, и пару приводных цилиндров (5′), которые установлены на выходе по меньшей мере одного сегмента валков (3′) для выполнения мягкого обжатия.
8. Способ по любому из пп. 1-5, в котором по меньшей мере две области подачи периодического импульса колебаний представляют собой приводной цилиндр по меньшей мере одного тянущего валка (4, 4′) литейной линии и приводной цилиндр (5), установленный на входе по меньшей мере одного сегмента (3, 3′) литейной линии для выполнения мягкого обжатия, который расположен после по меньшей мере одного протяжного валка (4, 4′), либо представляют собой приводной цилиндр по меньшей мере одного тянущего валка (4, 4′) и приводной цилиндр (5′), установленный на выходе сегмента (3, 3′) для выполнения мягкого обжатия, который расположен после по меньшей мере одного тянущего валка (4, 4′), либо представляющие собой приводной цилиндр по меньшей мере одного тянущего валка (4, 4′), расположенный после кристаллизатора, и приводной цилиндр (9) валка (8) с механическим приводом, установленного в по меньшей мере одном сегменте (3′) для выполнения мягкого обжатия, который расположен после по меньшей мере одного тянущего валка (4, 4′).
9. Способ по любому из пп. 1-5, в котором при использовании гидравлических приводных цилиндров, контролируемых по положению, колебание положения имеет амплитуду менее 5 мм; и в котором при использовании гидравлических приводных цилиндров, контролируемых по усилию, колебание усилий имеет амплитуду менее 80% от номинального значения усилия, создаваемого указанными гидравлическими приводными цилиндрами.
| DE 102010014347A1, 13.10.2011 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2226138C2 |
| US 8006743B2, 18.12.2008 | |||
| DE 102006016375A1, 11.10.2007. | |||

