Изобретение в общем случае относится к изделиям их сплавов железо-кобальт-молибден/вольфрам-азот и к их изготовлению.
Более точно изобретение относится к заготовке для изготовления изделий и к способу усовершенствования обрабатываемости дисперсионно-упрочняемых сплавов железо-кобальт-молибден/вольфрам-азот.
Инструменты или изделия из дисперсионно-упрочняемых сплавов железо-кобальт-молибден/вольфрам-азот с химическим составом в масс. %:
Кобальт (Со) 15,0 до 30,0
Молибден (Мо) до 20,0
Вольфрам (W) до 25,0 Молибден +0,5 Вольфрам (Mo+W/2) 10,0 до 22,0
Азот (N) 0,005 до 0,12
Железо (Fe) и обусловленные изготовлением примеси - остальное, известны и раскрыты, например, в австрийском патенте AT 505 221 В1.
Изготовление заготовки предпочтительным образом происходит способом порошковой металлургии (РМ), за счет которого обеспечивается гомогенная структура обрабатываемого материала.
Специалисту известно изготовление с помощью порошковой металлургии, в частности горячим изостатическим прессованием (HIP), блока (HIP-блок) из легированного, распыленного из расплава порошка, и потому не требуются никакие дополнительные пояснения. Способ изготовления изделий включает по существу горячую деформацию HIP-блока с последующим охлаждением, после чего материал Fe-Co-Mo/W-N имеет твердость в основном 48-53 HRC, становится хрупким и не допускает никакой существенной обработки.
Поэтому для подготовки к изготовлению изделия, в частности, инструмента, осуществляется смягчающий отжиг деформированного блока или заготовки, в аустенитной области, то есть при температуре сплава свыше температуры АС3, с последующим медленным охлаждением.
Такая термообработка ведет к уменьшению твердости материала примерно до 41 HRC и выше, к вязкости, или к ударной вязкости К, измеренной по работе удара, порядка 14 Дж и к относительному удлинению при испытании на растяжение порядка АС=4% при испытании на растяжение.
Во всяком случае точное по размерам изготовление изделия, соответственно инструмента, даже из подвергнутой мягкому отжигу заготовки или подвергнутого мягкому отжигу полупродукта, путем обработки резанием является трудоемким, причем правка или центрирование фасонных деталей часто вызывает разрушение заготовки.
Окончательная термобработка детали, изготовленной из заготовки, как правило, осуществляется путем термообработки с обработкой на твердый раствор с последующими закалкой и отпуском, причем твердость материала соответственно достигает 68 HRC.
Изделие, деталь или инструмент из сплава Fe-Co-Mo/W-N обладает наилучшими эксплуатационными свойствами по множеству особых требований, однако требует трудоемкого изготовления, обусловленного используемым материалом.
Изобретение имеет целью создание заготовки из сплава вышеупомянутого состава, из которой при сокращении затрат могут изготавливаться высокоточные изделия или инструменты.
Кроме того, в основу изобретения положена задача уменьшения твердости заготовки, увеличения вязкости и относительного удлинения испытании на растяжение материала и тем самым улучшения обрабатываемости сплава и повышения экономичности его обработки.
Указанная цель при подобной заготовке достигается, когда она по существу скомпонована из интерметаллических фаз типа (FeCo)6(Mo+W/2)7 в матрице типа (Fe+(29×Со)) + примерно 1 масс. % Мо, причем в матрице по существу отсутствуют упорядоченные атомные структуры Fe и Со или в значительной мере предотвращено формирование упорядоченной атомной структуры Fe-Co и, таким образом, материал имеет твердость менее 40 HRC, ударную вязкость К, измеренную по работе удара, для образцов без надрезов 16,0 Дж и относительное сужение при испытании на растяжение более 6,5%.
Согласно предпочтительной форме выполнения изобретения материал имеет предел Rm прочности при растяжении менее 1220 МПа, а предел текучести RPO.2 менее 825 МПа.
Заготовка согласно изобретению обладает существенно лучшей обрабатываемости. С одной стороны, твердость материала, которая у такого материала обычно составляет свыше 41 HRC, согласно изобретению понижена существенно ниже 40 HRC, что облегчает обработку резанием, с другой стороны, уменьшена хрупкость материала, а также улучшены вязкость и деформируемость в холодном состоянии, что допускает правку заготовки в определенных пределах.
Эти преимущества достигаются за счет того, что было обнаружено, что материал согласно изобретению имеет существенно сокращенную упорядоченную атомную структуру Fe и Со в матрице и поэтому матрица обладает малой пластичностью, несмотря на большое содержание фаз, что подтверждается достигнутыми механическими характеристиками материала.
Другая задача изобретения решается в способе изготовления вышеупомянутой заготовки посредством специальной термообработки для нарушения упорядоченной атомной структуры Fe и Со в матрице, причем нагрев и отжиг детали, или материала, происходит при температуре между 600 и 840°С в течение более 20 мин, после чего заготовка подвергается охлаждению со скоростью λ охлаждения менее 3, и, таким образом, при улучшении ударной вязкости К материала, измеряемой по его работе удара, для образцов без надрезов более 16,0 Дж, происходят уменьшение или установка твердости до значения ниже 40 HRC.
Совершенно неожиданным для специалиста оказалось то, что нарушение упорядоченной атомной структуры в матрице в диапазоне температур верхней области феррита сплава между 600 и 840°С по истечении соответствующего промежутка времени достигается без возникновения упорядочивания, а в дальнейшем при высокой температуре охлаждения в значительной степени неупорядоченное распределение атомов Fe и Со в матрице сохраняется, т.е. может замораживаться, и, таким образом, достигается улучшение обрабатываемости заготовки.
После экономичной окончательной обработки, например, инструмента из заготовки согласно изобретению, незамедлительно проводится термическое упрочнение с помощью отжига в области твердого раствора с последующими закалкой и отпуском изделия, причем при известных условиях достигается желательная твердость материала порядка 68 HRC.
С учетом результатов разработок изобретение может быть изложено более подробно.
Фиг. 1 изображает микроструктуру сплава Fe-Co-(Mo+W/2)-N,
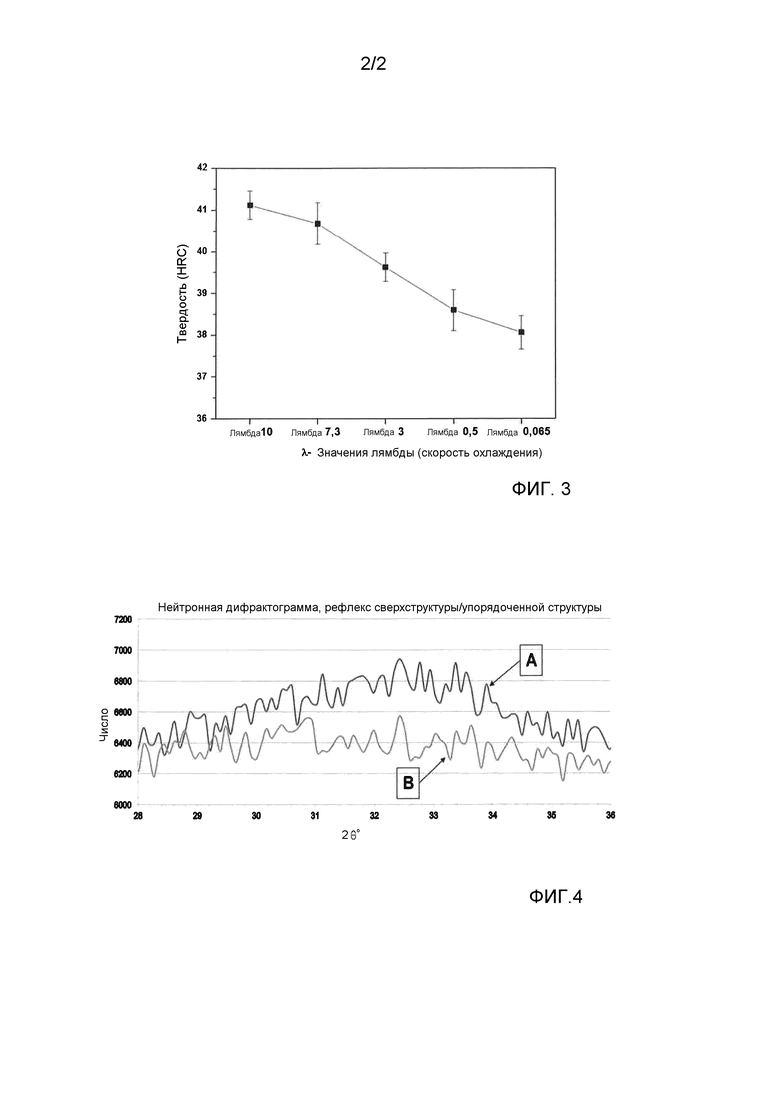
фиг. 2 - твердость в зависимости от температуры отжига при специальной термообработке заготовки,
фиг. 3 - твердость в зависимости от скорости охлаждения,
фиг. 4 - упорядоченные структуры Fe-Co на основании нейтронной дифрактометрии.
Исследования проводились на образцах, изготовленных из полученного способом порошковой металлургии (РМ) и подвергнутого горячему изостатическому прессованию и деформированию материала из сплава следующего состава в масс. %:
Со - 25,2
Мо - 14,9
W - 0,1
Mo+W/2 - 15,0
N - 0,2
Fe - и обусловленные изготовлением примеси остальное, при этом образцы имели твердость от 48 до 53 HRC.
Партия образцов подвергалась смягчающему отжигу при температуре 1185°С, а затем охлаждалась при 24°С/час. Образцы после этой обработки смягчающим отжигом в среднем проявляли следующие измеряемые параметры:
Твердость 41,2±0,5 HRC
Ударная вязкость 14,5±0,6 Дж
Относительно удлинение при испытании на растяжение 4,8±0,2%=Ас
Предел прочности при растяжении Rm 1290±20 МПа
Предел текучести RPO.2 855±10 МПа
На фиг. 1 изображен снимок структуры образца, причем матрица видна как темная область, в которую вкраплены интерметаллические (светлые) фазы.
Другие аналогично обработанные образцы проходили специальную термообработку при температурах 500-960°С с временем отжига, или временем выдержки, при температуре порядка 40 мин и со скоростью λ охлаждения менее 0,4. Скорость λ охлаждения определяется как временя охлаждения с 800 до 500°С, деленное на 100:
λ=сек/100.
Специальный отжиг при температуре 500-600°С дает, как показано на фиг. 2, область 1 со значениями твердости материала 42 HRC. Более высокие температуры отжига до 850°С, как видно из области 2 и области 3 на фиг. 2, снижают твердость материала вплоть до значений 38 HRC, причем дальнейшее повышение температуры отжига (область 4) приводит к значительному повышению твердости свыше 44 HRC.
Если образцы после специального отжига при 800°С выдерживаются 30 мин и затем охлаждаются с различными значениями λ, то средние значения твердости, как показано на фиг. 3, достигают 41,18 HRC при λ=10, снижаясь до 38 HRC при λ=0,4 и менее.
Для определения упорядоченности атомной структуры в кристаллических твердых телах может использоваться дифракция нейтронных лучей на периодической решетке. Вследствие периодического расположения атомов в решетке Fe-Co происходят так называемые сверхструктурные рефлексы. Сверхструктура - это рефлекс (100) в упорядоченной решетке В-2.
На мягко отожженных образцах А и на таковых с дополнительной специальной термообработкой В с помощью нейтронной дифрактометрии посредством дифрактрометра STRESS-SPEC с монохроматором Ge 311, при длине волны 16 нм была определена фаза упорядочения атомов Fe и Со в матрице. На фиг. 4 для сравнения противопоставлена нейтронная дифрактограмма (100) рефлексов сверхструктуры/упорядоченной структуры образцов А и В.
В специально обработанной матрице согласно изобретению явно имеет место в значительной мере не упорядоченная структура Fe-Co.
Изобретение относится к области металлургии, а именно к изготовлению высокоточных изделий. Заготовка для инструмента изготовлена из дисперсионно-упрочненного сплава Fe-Co-Mo/W-N, содержащего, мас.%: кобальт 15,0 до 30,0, молибден до 20,0, вольфрам до 25,0, при этом (Мо+W/2) 10,0 до 22,0, азот 0,005 до 0,12, железо и примеси - остальное. Структура сплава состоит из интерметаллических фаз типа (FeCo)6(Mo+W/2)7 в матрице типа (Fe+(29xCo))+ 1 мас.% Мо. Матрица имеет неупорядоченную атомную структуру Fe и Со. Сплав заготовки имеет твердость менее 40 HRC, ударную вязкость К, измеренную по работе удара для образцов без надрезов, более 16,0 Дж и относительное удлинение Ас при испытании на растяжение более 6,5%. Способ изготовления заготовки включает изготовление сплава Fe-Co-Mo/W-N методом порошковой металлургии, его деформирование в заготовку, мягкий отжиг и термообработку путем нагрева, отжига и последующего охлаждение со скоростью λ охлаждения менее 3 (λ<3). Получают заготовки с высокими характеристиками вязкости, относительного удлинения и улучшенной обрабатываемостью для дальнейшего изготовления из них высокоточных изделий. 2 н. и 2 з.п. ф-лы, 4 ил.
1. Заготовка для инструмента из дисперсионно-упрочненного сплава Fe-Co-Mo/W-N, содержащего кобальт, молибден, вольфрам, азот, железо и примеси, отличающаяся тем, что она изготовлена методом порошковой металлургии из сплава, содержащего, мас. %:
Кобальт (Со) 15,0 до 30,0
Молибден (Мо) до 20,0
Вольфрам (W) до 25,0
Азот (N) 0,005 до 0,12
Железо (Fe) и примеси - остальное,
при этом (Mo+W/2) 10,0 до 22,0,
а структура сплава состоит из интерметаллических фаз типа (FeCo)6(Mo+W/2)7 в матрице типа (Fe+(29×Со))+1 мас. % Мо, причем матрица имеет неупорядоченную атомную структуру Fe и Со, а сплав заготовки имеет твердость менее 40 HRC, ударную вязкость К, измеренную по работе удара для образцов без надрезов, более 16,0 Дж и относительное удлинение Ас при испытании на растяжение более 6,5%.
2. Заготовка по п. 1, отличающаяся тем, что сплав заготовки имеет предел прочности Rm при растяжении менее 1220 МПа, а предел текучести RPO.2 менее 825 МПа.
3. Способ изготовления заготовки для инструмента из дисперсно-упрочненного сплава Fe-Co-Mo/W-N, включающий изготовление методом порошковой металлургии сплава, содержащего, мас. %:
Кобальт (Со) 15,0 до 30,0
Молибден (Мо) до 20,0
Вольфрам (W) до 25,0
Азот (N) 0,005 до 0,12
Железо (Fe) и примеси - остальное,
при этом (Mo+W/2) 10,0 до 22,0,
деформирование сплава в заготовку, мягкий отжиг и термообработку, включающую нагрев, отжиг при температуре между 600 и 840°С в течение более 20 мин и последующее охлаждение со скоростью λ охлаждения, определяемой как время охлаждения с 800 до 500°С в секундах, деленное на 100 (λ=сек/100), и составляющей менее 3 (λ<3), для обеспечения твердости материала заготовки ниже 40 HRC и вязкости, измеряемой по работе удара К для образцов KV без надрезов, свыше 16,0 Дж.
4. Способ по п. 3, в котором материал заготовки после термообработки имеет предел текучести менее 825 МПа (RPO.2<825 МПа), предел прочности при растяжении менее 1220 МПа (Rm<1220 МПа) и относительное удлинение при испытании на растяжение более 6,5% (АС>6,5%).
| DENNINGER H | |||
| et al., Powder metallurgy carbon free tool steels Fe-Co-Mo with varying Co and Mo contents | |||
| Powder Metallurgy Progress, Vol.13 (2013), Juli 2013, N2, p.47-56 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННОГО СТАЛЬНОГО МАТЕРИАЛА, СТАЛЬ, ПОЛУЧЕННАЯ СПЕКАНИЕМ, И ИЗДЕЛИЕ ИЗ НЕЕ | 2000 |
|
RU2251470C2 |
| ПОРОШКОВЫЙ ИНСТРУМЕНТАЛЬНЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА | 1998 |
|
RU2137860C1 |
| Спеченная быстрорежущая сталь | 1979 |
|
SU829714A1 |
| МЕДИЦИНСКАЯ БАНКА | 1995 |
|
RU2122439C1 |

