ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к области металлургии. В частности, настоящее изобретение направлено на усовершенствование систем и способов литья для производства титановых сплавов и других металлических материалов.
УРОВЕНЬ ТЕХНИКИ
[0002] Титан и его сплавы являются важными высококачественными материалами, используемыми во многочисленных ответственных применениях, включая военную область, кораблестроение, самолетостроение и другие применения в аэрокосмической области. Учитывая важность этих применений и экстремальные условия, которым подвергаются произведенные изделия, использованные в применениях, механические и другие характеристики металла и металлических сплавов (именуемые вместе как "металлические материалы"), из которых изготавливаются изделия, являются существенно важными. Часто используется небольшой допуск для изменений характеристик металлических материалов, используемых в этих применениях. Например, традиционная практика производства литых заготовок из высококачественных титановых сплавов включает занимающие много времени и дорогие способы обнаружения и удаления включений и определенных других дефектов литья из литых заготовок.
[0003] Как правило, включения являются отдельными частицами, взвешенными в металлической матрице литого металлического материала. Во многих случаях включения имеют плотность, отличающуюся от плотности окружающего материала, и могут иметь значительное отрицательное воздействие на общую целостность литого материала. Это, в свою очередь, может привести к растрескиванию или разрыву компонента материала и, возможно, катастрофическому дефекту. К несчастью, включения в литых металлических материалах обычно невидимы человеческому глазу, и, таким образом, их очень трудно выявлять как в процессе производства, так и в окончательном компоненте. После обнаружения включения природа включения и/или механические требования к окончательному компоненту могут обуславливать отбраковку всего или значительной части литого материала. В других случаях отдельная зона включения может быть удалена шлифованием или другой механической обработкой, или материал может быть переведен в низший класс для менее ответственных применений. Процесс обнаружения и удаления включений в литых высококачественных титановых сплавах и других литых металлических материалах требует значительного времени, может быть очень затратным и может значительно понижать выход производства.
[0004] Наличие включений в слитках зависит от способа литья материала. Например, включения могут быть вызваны неадекватным или неправильным нагревом или смешиванием сплава в процессе производства. Таким образом, улучшение способа и оборудования для литья заготовок титановых сплавов и других металлических материалов может уменьшить или устранить проявление проблемных включений в слитках.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Один аспект настоящего раскрытия направлен на оборудование для плавления и литья, включающее плавильное пространство, пространство рафинирования, соединяющееся по текучей среде с плавильным пространством, и приемный резервуар, соединяющийся по текучей среде с пространством рафинирования. Приемный резервуар включает первую зону выпуска, определяющую первый канал расплавленного материала, и вторую зону выпуска, определяющую второй канал расплавленного материала. По меньшей мере одна электронная пушка ориентируется для направления электронов в приемный резервуар и регулирования направления потока расплавленного материала по первому каналу расплавленного материала и по второму каналу расплавленного материала.
[0006] Дополнительный аспект настоящего раскрытия направлен на оборудование для плавления и литья, включающее плавильное пространство, пространство рафинирования, соединяющееся по текучей среде с плавильным пространством, и приемный резервуар, соединяющийся по текучей среде с пространством рафинирования. Приемный резервуар включает первую зону выпуска, определяющую первый канал расплавленного материала, и вторую зону выпуска, определяющую второй канал расплавленного материала. По меньшей мере один источник энергии для плавления ориентируется для направления энергии в приемный резервуар и регулирования направления потока расплавленного материала по первому каналу расплавленного материала и по второму каналу расплавленного материала.
[0007] Дополнительный аспект настоящего раскрытия направлен на способ литья металлического материала. Способ включает подачу расплавленного металлического материала и прохождение расплавленного металлического материала по приемному резервуару, включающему по меньшей мере две зоны выпуска, определяющих различные каналы расплавленного материала, где каждая зона выпуска связана с различным положением литья. Способ дополнительно включает селективный нагрев металлического материала в одной из по меньшей мере двух зон выпуска, направляя тем самым расплавленный металлический материал по каналу, определяемому нагреваемой зоной выпуска.
[0008] Дополнительные области применимости настоящего изобретения будут очевидны в подробном описании, представленном здесь далее. Должно быть понятно, что подробное описание и любые конкретные примеры здесь, показывая определенные варианты воплощения изобретения, предназначены только для иллюстрирования и не предназначены для ограничения объема изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Настоящее изобретение будет более полно понятно из следующего подробного описания и сопровождающих чертежей, которые не обязательно представлены в масштабе, где:
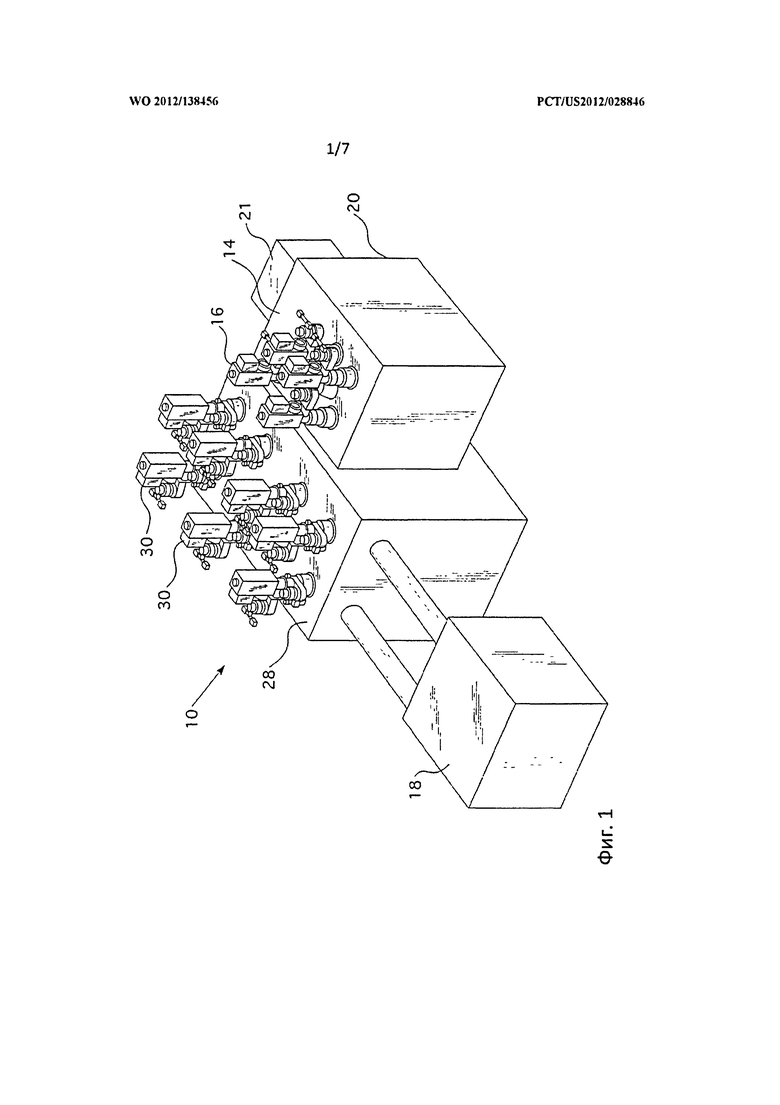
[0010] ФИГ.1 является схематическим изображением неограничивающего варианта воплощения системы литья в соответствии с настоящим раскрытием, наблюдаемым с первого ракурса;
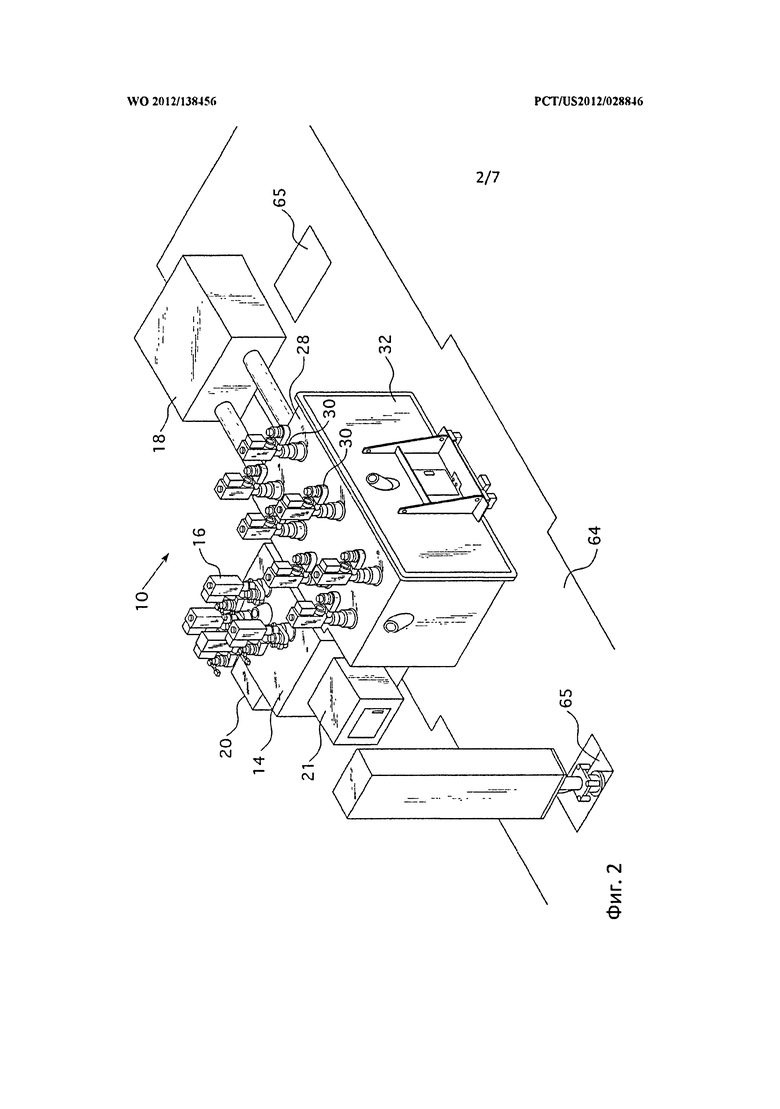
[0011] ФИГ.2 является схематическим изображением системы литья, показанной на ФИГ.1, наблюдаемым со второго ракурса и показывающим литую заготовку;
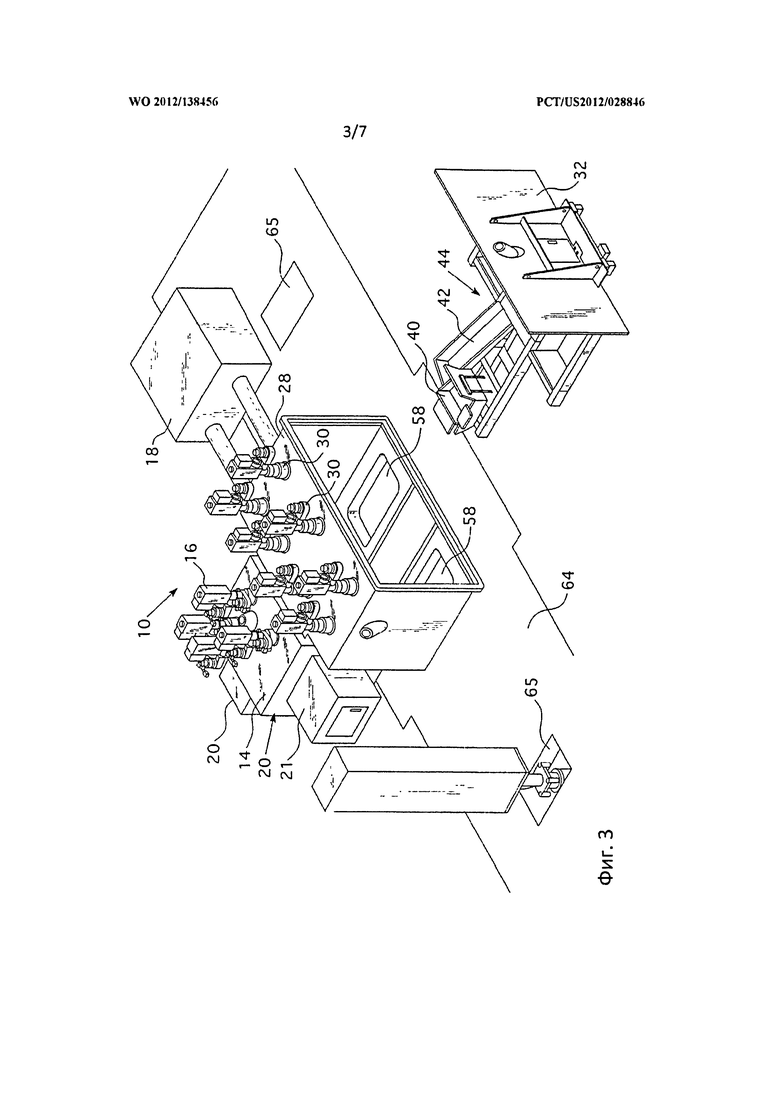
[0012] ФИГ.3 является схематическим изображением системы литья, показанной на ФИГ.1, наблюдаемым с ракурса ФИГ.2, но где стенка литейной камеры и связанные камеры и каналы сдвинуты назад для показа внутренней части литейной камеры;
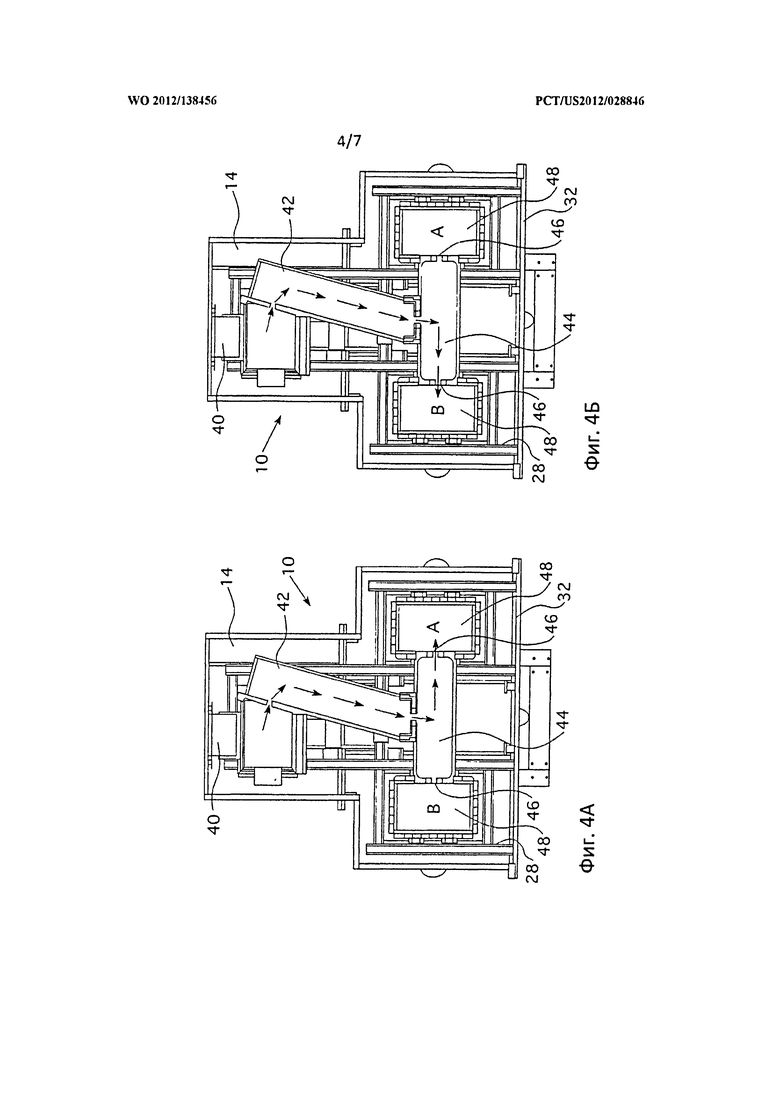
[0013] ФИГ.4А и 4Б являются видами сверху, схематически показывающими внутреннюю часть плавильной камеры и литейной камеры системы литья, показанной на ФИГ.1, и где показаны варианты проточных каналов расплавленного материала из приемного резервуара в варианты кристаллизаторов;
[0014] Фигура 5 является вертикальным видом спереди системы литья, показанной на ФИГ.1, где показаны отдельные литейные формы в пределах подпольного канала;
[0015] Фигура 6 является вертикальным видом сбоку системы литья, показанной на ФИГ. 1, где показана отдельная литейная форма в пределах подпольного канала; и
[0016] Фигуры с 7А по 7Д схематически изображают виды сверху различных альтернативных вариантов воплощения конфигураций приемного резервуара в соответствии с настоящим раскрытием.
ПОДРОБНОЕ ОПИСАНИЕ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
[0017] Как в общем используется здесь, единственное и множественное число относятся к "по меньшей мере один" или "один или более", если не указано другое.
[0018] Как в общем используется здесь, термины "включающий" и "имеющий" означают "содержащий".
[0019] Как в общем используется здесь, термин "приблизительно" относится к приемлемой степени погрешности измеряемой величины, с учетом природы или точности измерения. Типовые примерные степени погрешности могут быть в пределах 20%, 10% или 5% от данного значения или диапазона значений.
[0020] Все численные значения, приводимые здесь, должны пониматься как модифицируемые во всех случаях посредством термина "приблизительно", если не указано другое. Численные значения, раскрываемые здесь, являются приблизительными, и каждое численное значение предназначено для раскрытия как приводимого значения, так и функционально эквивалентного диапазона, окружающего это значение. Самое меньшее, и не как попытка ограничить применение доктрины эквивалентов к объему формулы изобретения, каждое численное значение должно по меньшей мере толковаться в свете приводимых значащих разрядов и посредством применения обычных способов округления. Несмотря на аппроксимацию численных величин, приводимых здесь, численные величины, описываемые в конкретных примерах фактических численных значений, приводятся так точно, насколько это возможно.
[0021] Все численные диапазоны, приведенные здесь, включают все поддиапазоны, относящиеся к ним. Например, диапазон "от 1 до 10" предназначен для включения всех поддиапазонов между и включая приведенное минимальное значение 1 и приведенное максимальное значение 10. Любое максимальное численное ограничение, приведенное здесь, предназначено для включения всех более низких численных ограничений. Любое минимальное численное ограничение, приведенное здесь, предназначено для включения всех более высоких численных ограничений.
[0022] В описании ниже определенные детали приводятся для обеспечения полного понимания различных вариантов воплощения продуктов и способов, описываемых здесь. Однако, специалист в этой области техники поймет, что варианты воплощения, описываемые здесь, могут применяться на практике без этих деталей. В других случаях хорошо известные конструкции и способы, связанные с продуктами и способами, могут быть непоказанными или неописанными подробно для избегания необязательных мешающих описаний вариантов воплощения, описываемых здесь. Также это раскрытие описывает особенности, аспекты и преимущества различных вариантов воплощения продуктов и способов. Однако понятно, что это раскрытие охватывает многочисленные альтернативные варианты воплощения, которые могут осуществляться сочетанием любых из различных особенностей, аспектов и преимуществ различных вариантов воплощения, описываемых здесь, в любой комбинации или субкомбинации, которые специалист в этой области техники сочтет полезными.
[0023] Литье заготовок, например, титановых сплавов и других определенных высококачественных сплавов, может быть дорогим и технологически трудным, учитывая экстремальные условия во время производства и природу материалов, включаемых в сплавы. Во многих доступных в настоящее время системах холодного литья используется, например, либо плазменно-дуговое плавление в инертной атмосфере, либо электронно-лучевое плавление в вакуумной плавильной камере, для плавления и смешивания вторичного лома, лигатур и других начальных материалов для производства требуемого сплава. Обе из этих систем литья используют материалы, которые могут содержать включения высокой плотности или низкой плотности, которые, в свою очередь, могут привести к более низкому качеству или потенциально неиспользуемым плавкам или заготовкам. Часто литой материал, оцениваемый как неиспользуемый, может быть расплавлен и использован повторно, но такой материал обычно рассматривается как обладающий более низким качеством и продается на рынке по более низкой цене. В результате производители сплавов планируют значительный финансовый риск для каждой плавки/заготовки на основании ожидаемого исходного материала, используемого в плазменных и электронно-лучевых системах литья.
[0024] В системах литья, использующих плазменно-дуговую плавку или электронно-лучевую плавку, неправильное применение энергии факела или пушки может привести к недостаточному нагреву или перегреву и может создать условия, при которых включения могут оставаться в расплавленном продукте. Определенные типы этих включений являются результатом контакта между основными сплавами и атмосферными газами (например, азотом и кислородом). Системы электронно-лучевого литья с холодным пространством были разработаны для снижения вероятности того, что эти включения будут присутствовать в конечном расплавленном продукте.
[0025] Системы электронно-лучевого литья с холодным пространством обычно используют медное пространство, включающее жидкостную систему охлаждения для поддержания температуры плавильного пространства ниже температуры плавления медного материала. Хотя наиболее распространены водные системы охлаждения, в системах с холодным пространством могут использоваться другие системы, такие как аргоновые системы охлаждения. Системы с холодным пространством, по меньшей мере частично, используют силу тяжести для очистки расплавленного материала посредством удаления включений из расплавленного материала, находящегося в рабочем пространстве. Включения с относительно низкой плотностью плавают какое-то время на поверхности расплавленного материала во время смешивания и течения материала в пределах холодного рабочего пространства, и эти включения могут быть переплавлены или выпарены одним или более электронных пучков системы литья. Включения с относительно высокой плотностью опускаются к низу расплавленного материала и осаждаются близко к медному рабочему пространству. По мере того как расплавленный материал, находящийся в контакте с холодным пространством, охлаждается вследствие действия жидкостной системы охлаждения рабочего пространства, материалы кристаллизуются, образовывая твердое покрытие или "рубашку" на нижней поверхности рабочего пространства. Рубашка защищает поверхности рабочего пространства от расплавленного материала в пределах рабочего пространства. Захват включений в пределах рубашки удаляет включения из расплавленного материала, что позволяет получить литье более высокой чистоты.
[0026] Хотя системы литья с холодным пространством с электронным пучком позволяют получить множество преимуществ, такие системы могут производить одновременно только одно литье или заготовку из расплавленного материала. После достижения длины выпуска внутри литейной формы плавильной системы плавка завершается, и система литья снимается с линии и готовится к следующему литью и заготовке. Подготовка к следующему литью включает остановку потока расплавленного материала в кристаллизатор и охлаждение и застывание заготовки перед полным извлечением заготовки из системы литейной формы. Во время охлаждения внутренней плавильной системы между циклами литья отложения, образующиеся на внутренних стенках плавильной камеры, могут стать более рыхлыми и упасть в рабочее пространство. Эти отложения могут попасть в расплавленный материал, находящийся в рабочем пространстве, при последующих циклах литья, и попасть в заготовки, производимые во время этих циклов. Это создает значительные проблемы для управления качеством при последующих циклах литья/производства заготовок в пределах цикла работы плавильной системы.
[0027] Хорошо смешанный расплавленный сплав позволяет производить композиционно более однородный конечный литьевой продукт. Дополнительно множество используемых в настоящее время плазменно-нагреваемых систем, останавливая процесс литья между циклами плавления или во время циклов плавления, могут привести к условиям, способствующим изменчивости химических составов литья при последующих циклах/нагревах. Например, прерывания в работе традиционных электронно-лучевых систем литья могут способствовать испарению алюминия и отложению алюминиевого конденсата на поверхности охладителя в пределах вакуумной плавильной камеры во время производства слитков титанового сплава. Конденсат может попасть в расплавленный материал, потенциально образовывая обогащенные алюминием включения в конечном литье.
[0028] Варианты воплощения электронно-лучевых систем литья с холодным рабочим пространством, в соответствии с настоящим раскрытием, направлены на устранение недостатков, связанных с традиционными электронно-лучевыми системами литья с холодным рабочим пространством. В соответствии с неограничивающим вариантом воплощения настоящего раскрытия система литья включает: плавильную камеру, плавильное пространство, расположенное в плавильной камере, и в котором плавятся исходные материалы; пространство рафинирования, которое может быть холодным пространством, соединяющимся по текучей среде с плавильным пространством, приемным резервуаром, соединяющимся по текучей среде с пространством рафинирования; по меньшей мере одним источником энергии для плавления; вакуумным генератором; жидкостной системой охлаждения; множеством литейных форм; и источником питания. В одном неограничивающем варианте воплощения настоящего раскрытия система литья включает: плавильную камеру, плавильное пространство, расположенное в плавильной камере, и в котором плавятся исходные материалы; пространство рафинирования, которое предпочтительно является холодным пространством, соединяющимся по текучей среде с плавильным пространством; приемный резервуар, соединяющийся по текучей среде с пространством рафинирования; множество (т.е. две или более) электронно-лучевых пушек; вакуумный генератор; жидкостную систему охлаждения; множество литейных форм; и источник питания. В то время как конструкция плавильных печей, систем литья и различных используемых компонентов, описываемых здесь, может обеспечиваться любым пригодным провайдером, возможные провайдеры будут очевидны специалистам в этой области техники при чтении настоящего описания предмета обсуждения в этом документе.
[0029] Хотя следующий неограничивающий вариант воплощения системы литья в соответствии с настоящим раскрытием, описанный ниже и иллюстрированный посредством определенных сопровождающих фигур, включает одну или более электронно-лучевых пушек, будет понятно, что другие источники энергии могут быть использованы в системе литья в качестве устройств для нагрева материала. Например, настоящее раскрытие также рассматривает систему литья, использующую один или более плазменных генераторов, генерирующих энергетическую плазму и нагревающих материал в пределах системы литья при контакте материала с генерируемой плазмой.
[0030] Как известно специалистам в этой области техники, плавильное пространство системы литья с электронным пучком соединяется с пространством рафинирования системы через канал для расплавленного материала. Исходные материалы помещаются в плавильную камеру и плавильное пространство в плавильной камере, и один или более электронных пучков активируются и нагревают материалы до достижения температур плавления материалов. Для обеспечения надлежащей работы одной или более электронно-лучевых пушек по меньшей мере один вакуумный генератор соединяется с плавильной камерой и обеспечивает условия вакуума в камере. В определенных неограничивающих вариантах воплощения входная зона также соединяется с плавильной камерой, через которую исходные материалы могут быть помещены в плавильную камеру и расплавлены, и первоначально помещаются в плавильное пространство. Входная зона может включать, например, конвейерную систему для подачи материалов в плавильное пространство. Как известно в этой области техники, исходные материалы, помещаемые в плавильную камеру системы литья, могут быть различной формы, такой как, например, рыхлый зернистый материал (например, пористый материал, стружка и лигатура) или сыпучий материал, сваренный в виде бруска или другой пригодной формы. Соответственно, входная зона может быть предназначена для применения конкретных исходных материалов, предполагаемых для использования системой литья.
[0031] При плавлении исходных материалов в плавильном пространстве расплавленный материал может оставаться в плавильном пространстве в течение периода времени, необходимого для лучшего обеспечения полного плавления и гомогенности. Расплавленный материал перемещается с плавильного пространства в пространство рафинирования через канал для расплавленного материала. Пространство рафинирования может находиться в плавильной камере или другой вакуумной закрытой зоне и поддерживается в условиях вакуума вакуумной системой для обеспечения надлежащей работы одной или более электронно-лучевых пушек, связанных с пространством рафинирования. В то время как могут быть использованы механизмы движения под действием силы тяжести, также могут быть использованы механические механизмы движения для облегчения перемещения расплавленного материала с плавильного пространства в пространство рафинирования. После помещения расплавленного материала в пространство рафинирования материал подвергается непрерывному нагреву при пригодно высоких температурах посредством по меньшей мере одной электронно-лучевой пушки в течение времени, достаточного для приемлемого рафинирования материала. Одна или более электронно-лучевых пушек обладают достаточной мощностью для поддержания материала в расплавленном состоянии в пространстве рафинирования, а также достаточной мощностью для испарения или плавления включений, которые появляются на поверхности расплавленного материала.
[0032] Расплавленный материал остается в пространстве рафинирования в течение времени, достаточного для удаления из него включений или очистки материала другим способом. Относительно короткое или продолжительное время нахождения в пространстве рафинирования может быть выбрано в зависимости от, например, композиции и преобладания включений в расплавленном материале. Специалисты в этой области техники могут легко определить пригодное время нахождения для обеспечения соответствующей очистки расплавленного материала во время операций литья. Предпочтительно пространство рафинирования является холодным пространством, и включения в расплавленном материале могут быть удалены посредством процессов, включающих расплавление в расплавленном материале, посредством опускания вниз пространства и вовлечения в рубашку, и/или посредством испарения под воздействием электронных пучков на поверхность расплавленного материала. В определенных вариантах воплощения электронно-лучевые пушки, направленные к пространству рафинирования, сканируют поверхность расплавленного материала в соответствии с предварительно определенным шаблоном для создания смешивающего воздействия. Одно или более механических устройств для перемещения могут быть, необязательно, предоставлены для обеспечения смешивания или для дополнения смешивающего воздействия, создаваемого сканированием электронных пучков.
[0033] После соответствующей очистки расплавленный материал проходит через гравитационные и/или механические средства по каналу для расплавленного материала в приемный резервуар, изготовленный из материалов, выдерживающих нагрев расплавленного материала. В одном неграничивающем варианте воплощения приемный резервуар находится в пределах вакуумной камеры, окружающей плавильное пространство и пространство рафинирования, и поддерживается в условиях вакуума во время литья. В альтернативном варианте воплощения приемный резервуар находится в пределах отдельной литейной камеры и поддерживается в условиях вакуума. Приемный резервуар может поддерживаться в условиях вакуума своим собственным вакуумным генератором или может использовать вакуум, создаваемый одним или более вакуумных генераторов, обеспечивающих условия вакуума для камеры, окружая плавильное пространство и/или пространство рафинирования. Одна или более электронно-лучевых пушек позиционируются на оболочке, окружающей приемный резервуар, и направляют электронные пучки на расплавленный материал в приемном резервуаре, поддерживая этим материал в приемном резервуаре в расплавленном состоянии. Как отмечено выше, рассматриваются варианты, когда альтернативные источники энергии для плавления, такие как, например, устройства, генерирующие плазму, могут быть использованы в системе литья в качестве устройств для нагрева материала, чтобы нагревать и/или очищать металлический материал посредством использования энергетической плазмы.
[0034] Конфигурация элементов, описанных выше, может быть лучше понята при обращении к ФИГ.1-3, которые схематически изображают неограничивающий вариант воплощения системы литья 10 в соответствии с настоящим раскрытием. Система литья 10 включает плавильную камеру 14. Множество источников энергии для плавления в виде электронно-лучевых пушек 16 расположено вокруг плавильной камеры 14 и адаптированы для направления электронных пучков во внутреннюю часть плавильной камеры 14. Вакуумный генератор 18 соединяется с плавильной камерой 14. Литейная камера 28 примыкает к плавильной камере 14. Несколько электронно-лучевых пушек 30 расположено на литейной камере 28 и адаптировано для направления электронных пучков во внутреннюю часть литейной камеры 28. Исходные материалы, которые могут быть, например, в виде лома, сыпучего материала, лигатур и порошков, могут подаваться в плавильную камеру 14 через одну или более входных зон, обеспечивающих доступ ко внутренней части камеры. Например, как показано на ФИГ.1-3, каждая из входных камер 20 и 21 включает люк для обеспечения доступа и соединяется с внутренней частью плавильной камеры 14. В определенных неограничивающих вариантах воплощения системы литья 10 входная камера 20 может быть пригодным образом адаптирована для подачи зернистого или порошкового исходного материала в плавильную камеру 14, и входная камера 21 может быть пригодным образом адаптирована для подачи исходного материала в виде брусков или сыпучего материала в плавильную камеру 14. (Входные камеры 20 и 21 показаны только на ФИГ.1-3 для упрощения сопровождающих фигур).
[0035] Как показано на ФИГ.3, перемещаемая боковая стенка 32 литейной камеры 28 может быть снята с литейной камеры 28 и удалена из системы литья 10, открывая внутреннюю часть литейной камеры 28. Плавильное пространство 40, пространство рафинирования 42 и приемный резервуар 44 соединены с перемещаемой боковой стенкой 32, и, таким образом, весь узел перемещаемой боковой стенки 32, плавильного пространства 40, пространства рафинирования 42 и приемного резервуара 44 может быть удален из системы литья 10, открывая внутреннюю часть литейной камеры 28. Конфигурацию плавильного пространства 40, пространства рафинирования 42 и приемного резервуара 44 можно видеть на Фиг.3, а также на ФИГ.4А и 4Б. ФИГ.4А и 4Б являются видами сверху, показывающими внутреннюю часть плавильной камеры 14 и литейной камеры 28 с перемещаемой боковой стенкой 32 и связанных с ней плавильного пространства 40, пространства рафинирования 42 и приемного резервуара 44 на месте в системе литья 10. Перемещаемая боковая стенка 32 может быть удалена с литейной камеры 28 для обеспечения доступа к плавильному пространству 40, пространству рафинирования 42 и приемному резервуару 44, например, и для доступа к внутренней части плавильной камеры 14 и литейной камеры 28. Также после одного или более циклов литья конкретный узел перемещаемой боковой стенки, плавильного пространства, пространства рафинирования и приемного резервуара может быть заменен другим узлом этих элементов.
[0036] Обращаясь, в частности, к ФИГ.4А и 4Б, расплавленный материал течет из приемного резервуара 44 в одну или другую из двух литейных форм 48, обозначенных "А" и "Б", расположенных на противоположных сторонах приемного резервуара 44. Таким образом, приемный резервуар 44 "получает" расплавленный материал с пространства рафинирования 42 и передает его в выбранную литейную форму 48. Предпочтительно приемный резервуар 44 является стационарным или закрепленным относительно пространства рафинирования 42, а не "наклонным" резервуаром, как было отмечено, что приемный резервуар, адаптированный для наклона в одну или другую сторону, приводит к дополнительному износу и поэтому может потребовать более частого технического обслуживания. В некоторых неограничивающих вариантах воплощения приемный резервуар 44 включает высокие боковые стенки для лучшего предотвращения брызг и разливов, а также два расположенных противоположно выпускных желоба 46. Во время операций литья каждый выпускной желоб 46 расположен над отверстием выпускной формы или литьевой формы другого типа или кристаллизатора для получения слитков или другого литого продукта из расплавленного материала. В одной возможной неограничивающей конфигурации по меньшей мере одна электронно-лучевая пушка расположена над приемным резервуаром 44, и в определенных вариантах воплощения, как правило, находится на одинаковом расстоянии между каждым выпускным желобом 46 и центром приемного резервуара 44, так, что электронный пучок, испускаемый каждой из двух электронно-лучевых пушек, может воздействовать на материал одной половины приемного резервуара 44.
[0037] Одна возможная неограничивающая конфигурация плавильного пространства 40, пространства рафинирования 42 и приемного резервуара 44 показана на ФИГ.4А и 4Б и частично показана на ФИГ.3. Пространство рафинирования 42 соединяется с центральной зоной стороны приемного резервуара 44. Приемный резервуар 44 включает выпускной желоб 46 на каждом из противоположных концов, и литейная форма 48 может быть расположена под каждым выпускным желобом 46. Ориентация пространства рафинирования 42 относительно приемного резервуара 46 обычно образует T-образную форму, если смотреть сверху. Как показано в неограничивающем варианте воплощения на ФИГ.4А и 4Б, литейные формы 48 могут быть расположены рядом с приемным резервуаром 44, и тогда формы 48 получают расплавленный материал с приемного резервуара 44 без необходимости для приемного резервуара 44 наклоняться для достижения форм 48. В определенных неограничивающих вариантах воплощения литейные формы 48 расположены с интервалом, который выбирается для предотвращения попадания брызг расплавленного или частично расплавленного материала, предназначенного для литья в одну конкретную литейную форму 48, в другую литейную форму. Эта конфигурация позволяет обеспечить лучший контроль химического состава и распределения тепла в слитке или другом продукте литья во время литья. Обычно T-образное расположение пространства рафинирования 42 и приемного резервуара 44, где выпускные желоба 46 находятся на противоположных концах приемного резервуара 46, позволяет расположить литьевые формы 48 с интервалом, лучше обеспечивающим то, что брызги расплавленного или частично расплавленного материала, предназначенного для одной литейной формы 48, не попадут в другую литьевую форму 48.
[0038] Как показано на ФИГ.4А и 4Б, расплавленный материал может течь в одну или другую литейную форму 48 при выборе одного или другого канала расплавленного материала. ФИГ.4А иллюстрирует канал расплавленного материала с плавильного пространства 40 к пространству рафинирования 42, к приемному резервуару 44, и затем по первой зоне выпуска, определяемой правой зоной (в соответствии с ориентацией на фигуре) приемного резервуара 44, для подачи с выпускного желоба 46 в правой зоне приемного резервуара 44 в литейную форму А. Альтернативный канал расплавленного материала показан на ФИГ.4Б, где расплавленный материал течет с плавильного пространства 40 к пространству рафинирования 42, к приемному резервуару 44 и затем по второй зоне выпуска, определяемой левой зоной (в соответствии с ориентацией на фигуре) приемного резервуара 44, для подачи с выпускного желоба 46 в левой зоне приемного резервуара 44 в литейную форму Б.
[0039] Система литья 10 может быть построена таким образом, что расплавленный материал будет течь только по одному требуемому каналу в один или другой (левый или правый) выпускной желоб 46 по одному требуемому конкретному каналу А или Б. Электронно-лучевые пушки 30 в плавильной камере 28 расположены таким образом, что в активном состоянии испускаемый электронный пучок будет возбуждать и, следовательно, нагревать, и поддерживать в расплавленном состоянии материал только с одной или другой стороны, или с обеих сторон, приемного резервуара 44, открывая только канал А, только канал Б, или оба канала. Предпочтительно, когда одна электронно-лучевая пушка является активной и нагревает материал в одном канале приемного резервуара 44, другая электронно-лучевая пушка является неактивной и не нагревает материал в другом канале приемного резервуара 44. Расплавленный материал на стороне приемного резервуара 44, которая не нагревается активной электронно-лучевой пушкой, остывает и кристаллизуется, создавая перемычку, предотвращающую поток расплавленного материала в канале, который не нагревается. Соответственно, расплавленный материал направляется к стороне приемного резервуара 44, которая активно нагревается электронным пучком, и в примыкающую литейную форму 48 вдоль канала, который пересекает эту сторону приемного резервуара. Конечно, система литья в соответствии в настоящим раскрытием, которая включает источники энергии для плавления, отличающиеся от электронно-лучевых пушек (такие как, например, генераторы плазмы), в качестве устройств для плавления материала, могут работать подобным образом, используя конкретную энергию для плавления, в качестве устройств для нагрева материала для выборочного нагрева материала в зоне приемного резервуара для обеспечения потока расплавленного материала только по конкретному требуемому проточному каналу.
[0040] Оператор может выбрать первый канал и затем, впоследствии, второй канал, в течение конкретного цикла литья, позволяя этим одному циклу литья включать, например, литье первого слитка или другого литого продукта в первой литейной форме (такой как литейная форма 48, обозначенная "А" на ФИГ.4А), с последующим литьем второго слитка или другого литого продукта во второй литейной форме (такой как литейная форма 48, обозначенная "Б" на ФИГ.4Б). Такая процедура может быть непрерывной, без необходимости снятия системы литья 10 с линии во время литья последовательных слитков или других литых продуктов в первой литейной форме, второй литейной форме и т.д.
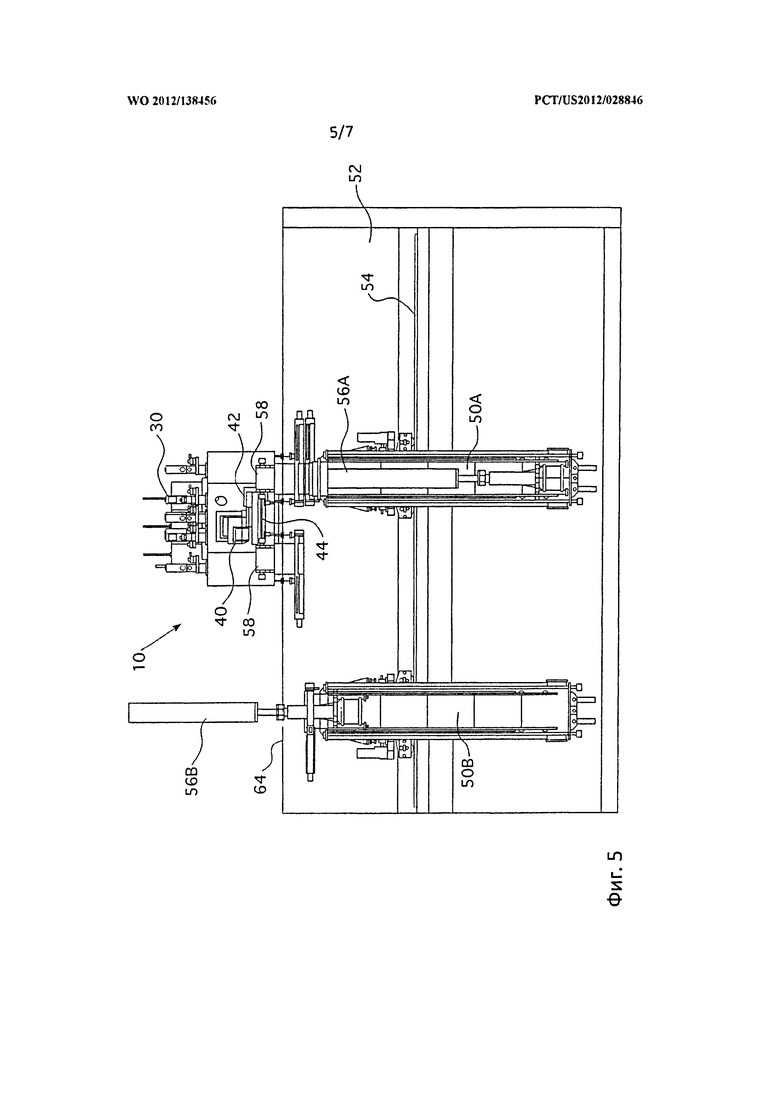
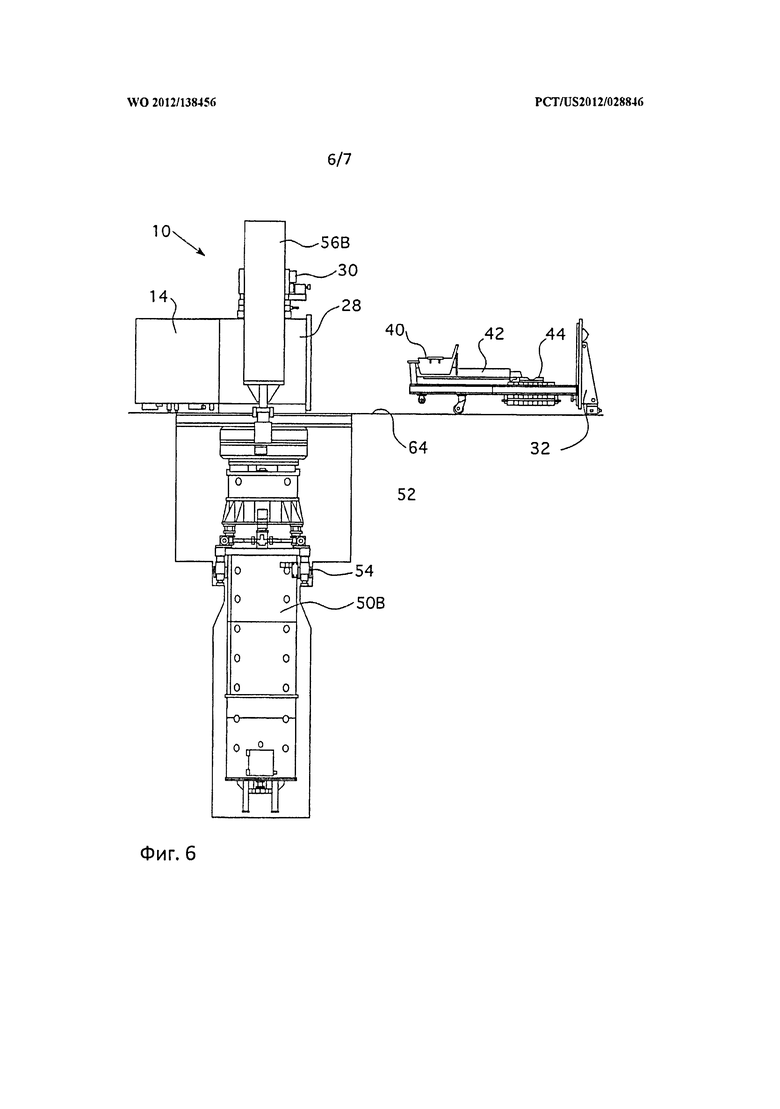
[0041] Также, учитывая, что только одна из литейных форм будет использоваться в любой период времени в течение такого непрерывного цикла литья двух или более слитков или других литых продуктов, одна или более литейных форм, которые в данный период времени не используются, могут подготавливаться к приему расплавленного материала, пока используется другая литейная форма. Такая особенность системы литья 10 также позволяет осуществлять литье более двух слитков или других литых продуктов в течение одного цикла литья. Для обеспечения литья таким образом одна литейная форма может подготавливаться к приему расплавленного материала в то время, пока другая литейная форма используется. В другой возможной конфигурации, под одним или другим желобом 46 приемного резервуара 44 могут располагаться и использоваться более двух литейных форм во время процесса литья. Одна возможная неограничивающая конфигурация схематически изображена на ФИГ.5 и 6 в связи с оборудованием литья 10. ФИГ.5 является вертикальным видом спереди системы литья 10, в которой две перемещаемые выпускные формы 50А и 50Б показаны расположенными в пределах подпольного прохода 52 под поверхностью пола 64. Проход 52 также показан на ФИГ.3. Формы слитков 50А и 50Б могут перемещаться вдоль рельсовой системы 54 в пределах подпольного прохода 52. Перемещаемая стенка 32 литейной камеры отсутствует на ФИГ.5 для показа внутренней части литейной и плавильной камер 14, 28, плавильного пространства 40, пространства рафинирования 42 и приемного резервуара 44. На ФИГ.5 выпускная форма 50А показана расположенной для приема расплавленного материала, текущего вдоль правой зоны приемного резервуара 44, через литейный порт 58 и в выпускную форму 50А для создания слитка сплава 56А. Специалисты в этой области техники легко поймут общую конструкцию и режим работы выпускной формы без необходимости дополнительного описания здесь.
[0042] Снова обращаясь к ФИГ.3, 5 и 6, после заполнения конкретной выпускной формы расплавленным материалом, эта выпускная форма может быть перемещена на рельсовую систему 54 от конкретного литейного порта 58 (смотрите ФИГ.3) в литейной камере 28, через который расплавленный материал поступал в выпускную форму с приемного резервуара 44. Литой слиток затем может быть извлечен с выпускной формы, например, вытягиванием литого слитка из выпускной формы, и форма может быть подготовлена для установки под литейным портом 58 для следующего приема расплавленного материала и литья следующего слитка. На ФИГ.3, 5 и 6, например, выпускная форма 50Б показана перемещенной от литейного порта 58 по рельсовой системе 54 в боковую зону подпольной зоны 52, позволяя извлечь литой слиток 56Б с выпускной формы 50Б через порт 65 извлечения слитка в поверхности 64 пола, которую образует потолок подпольного прохода 52.
[0043] Возможность литья двух или более слитков или других литых форм в течение одного цикла литья является особенно выгодным благодаря тому, что работа системы литья 10 непрерывным способом позволяет уменьшить время и может улучшить выход и качество литья. Непрерывное использование литейных форм способом, рассматриваемым в описании выше, в течение цикла литья, позволяет уменьшить невыгодную циклическую термообработку, которая имеет место вследствие изменений температуры оборудования вследствие отключения и повторного пуска системы литья. Например, снижение циклической термообработки может значительно снизить испарение алюминия при, например, литье содержащего алюминий титанового сплава или другого сплава, содержащего алюминий. Выпаренный алюминий может конденсироваться на поверхностях охладителя в пределах плавильной и литейной камер системы литья, и алюминиевые конденсаты могут попадать в расплавленный материал, создавая проблемные изменения в конечном литом продукте. Возможность работы системы литья в непрерывном режиме позволяет поддерживать высокую температуру во внутренней части плавильной и литейной камер в течение продолжительного периода времени, лучше предотвращать охлаждение внутренних поверхностей и образование алюминиевых и других конденсатов на этих поверхностях. В свою очередь, менее вероятно, что конденсаты попадут в конечное литье, создавая проблемы для химического состава литого слитка. В дополнение, так как внутренняя часть литейной камеры не нуждается в таком частом доступе, как системы с более коротким циклом литья, обеспечивается более продуктивная работа системы литья.
[0044] Как обсуждалось ранее, хотя описание выше определенных вариантов воплощения содержит систему литья, которая использует электронные пушки в качестве источников энергии для плавления и очистки металлического материала и регулирования потока расплавленного материала по возможным каналам в приемных резервуарах, будет понятно, что другие источники питания для плавления могут использоваться. Например, электронные пушки, обсуждаемые выше в связи с системой литья 10, могут быть заменены генераторами плазмами для нагрева и/или очистки материала в системе литья направлением энергетической плазмы к материалу, или другие пригодные источники энергии для плавления могут использоваться в качестве устройств для нагрева материала. Специалисты в этой области техники знакомы с возможным использованием генераторов плазмы и других альтернативных источников энергии для плавления для нагрева и очистки металлических материалов.
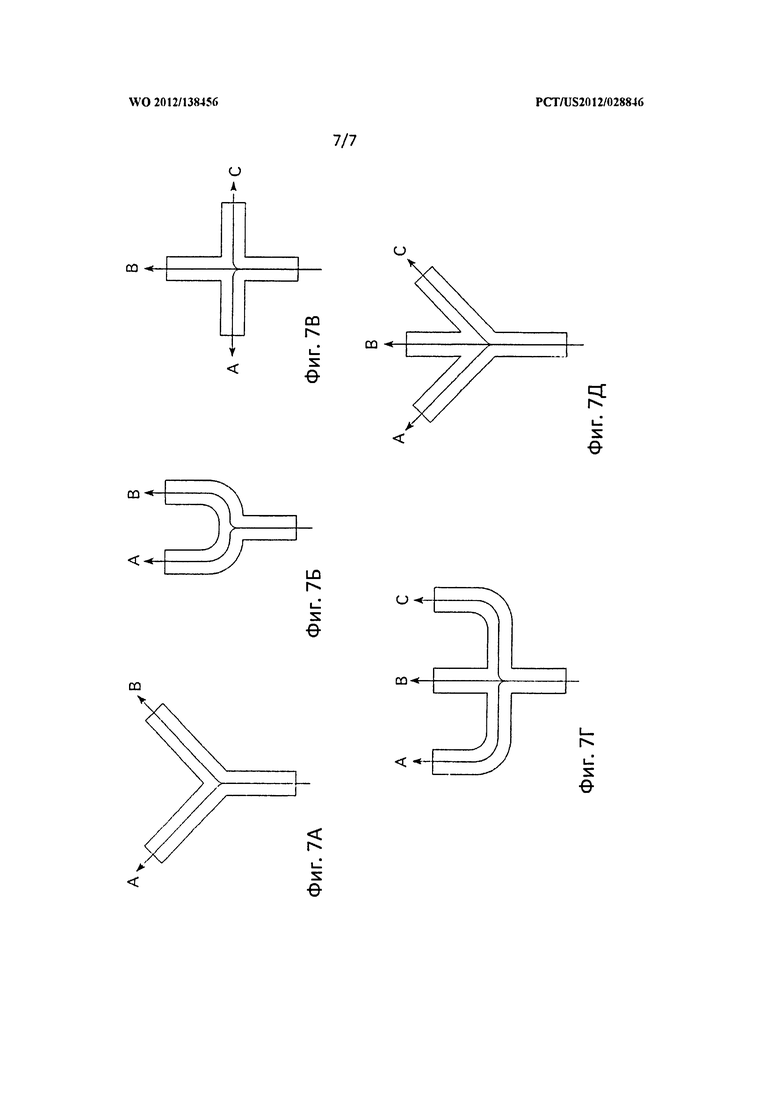
[0045] Хотя конкретная обычно T-образная конфигурация варианта воплощения приемного резервуара изображена на фигурах и обсуждается в описании выше определенных неограничивающих вариантах воплощения системы литья в соответствии с настоящим раскрытием, понятно, что приемный резервуар может иметь любую форму и конструкцию, которые позволяют выбирать один или более из двух или более каналов для выборочного управления нагревом материала в различных каналах. Возможные неограничивающие формы приемного резервуара в соответствии с настоящим раскрытием включают различные обычно Y-образные приемные резервуары (Фигуры 7А и 7Б, например), крестообразные приемные резервуары (Фигура 7В, например), и вильчатые (Фигуры 7Г и 7Д, например). В общем Y-образные неограничивающие варианты воплощения, показанные на Фигуре 7А, предоставляют два возможных канала "А" и "Б", в то время как неограничивающие варианты воплощения, показанные на Фигурах 7В-7Д, предоставляют три возможных канала "А", "Б" и "В". Конкретные источники энергии для плавления, используемые в качестве устройств для нагрева в системах литья, электронно-лучевые пушки, генераторы плазмы или другие, могут селективно включаться и тренироваться или адаптироваться другим способом для нагрева одного или более каналов любых из этих вариантов воплощения приемных резервуаров для нагрева материала и обеспечения потока расплавленного материала по выбранному каналу (выбранным каналам) в прилегающую литейную форму. Понятно, например, что система литья, связанная с неограничивающими вариантами воплощение приемного резервуара, показанными на Фигурах 7В-Д могут включать положение литейной формы, прилегающей к каждому из трех каналов "А", "Б" и "В". При такой конфигурации, например, литейные формы, расположенные или предназначенные для расположения для приема расплавленного материала с каналов "А" и "Б", могут подготавливаться во время литья в литейной форме, расположенной рядом с каналом "В". Например, если в конкретной системе литья или при конкретном цикле литья извлечение слитка или другого литого продукта из литейной формы после прекращения потока расплавленного материала в форму занимает значительное время, может потребоваться предоставить три или более позиций литья и связанные с ними литейные формы, чтобы обеспечить постоянную готовность литейной формы принимать расплавленный материал после заполнения формы. В этом случае приемный резервуар может быть предназначен для обеспечения канала к каждой из трех или более позиций литья, и соответствующие источники энергии для плавления должны регулировать поток расплавленного материала по нескольким каналам.
[0046] Специалист в этой области при чтении настоящего раскрытия поймет, что приемный резервуар системы литья в соответствии с настоящим раскрытием может быть рассчитан на включение любого удобного количества каналов. Однако, учитывая, что может быть выгодно разделять выпускные каналы в пространстве для предотвращения непреднамеренного попадания в литейную форму или воздействия на неиспользуемую позицию литья, и дополнительно учитывая расходы, связанные с включением дополнительных позиций литья, предпочтительно, чтобы системы литья в соответствии с настоящим раскрытием включали две или три позиции литья, и чтобы форма приемного резервуара обеспечивала канал к каждой из этих позиций литья.
[0047] Варианты воплощения системы литья в соответствии с настоящим раскрытием могут быть адаптированы для литья различных металлов и металлических сплавов. Например, варианты воплощения системы литья в соответствии с настоящим раскрытием могут быть адаптированы для литья: технически чистых (ТЧ) марок титана; титановых сплавов, включающих, например, титанопалладиевые и титаноалюминиевые сплавы, такие как сплав Ti-6Al-4V, сплав Ti-3Al-2,5V и сплав Ti-4Al-2,5V; ниобиевых сплавов и циркониевых сплавов. Один конкретный сплав Ti-4Al-2,5V, который может производиться с использованием систем литья и соответствующих способов литья в соответствии с настоящим раскрытием, промышленно доступен как сплав ATI® 425® Allegheny Technologies Incorporated, Питсбург, Пенсильвания, США.
[0048] Настоящее раскрытие также направлено на способ литья металлического материала. Способ включает получение расплавленного металлического материала и течение расплавленного металлического материала вдоль приемного резервуара, включающего по меньшей мере две выпускные зоны, определяющие различные каналы расплавленного материала. Каждая из различных выпускных зон приемного резервуара связана с различной позицией литья, в которой может быть расположено литейное оборудование для литья расплавленного металлического материала. Металлический материал в одной из по меньшей мере двух выпускных зон выборочно нагревается для плавления металлического материала в выбранной выпускной зоне и/или поддержания металлического материала в выбранной выпускной зоне в расплавленном состоянии, направляя этим расплавленный металлический материал для протекания по каналу, определяемому нагреваемой выпускной зоной. В определенных вариантах воплощения способ включает нагрев исходных материалов, выбранных для предоставления требуемой композиции расплавленного металлического материала. Как отмечено выше, в определенных вариантах воплощения металлический материал имеет композицию, выбранную из технически чистой марки титана, титанового сплава, титанопалладиевого сплава, титаноалюминиевого сплава, сплава Ti-6Al-4V, сплава Ti-3Al-2,5V, сплава Ti-4Al-2,5V, ниобиевого сплава и циркониевого сплава. В определенных неограничивающих вариантах воплощения способа в соответствии с настоящим раскрытием приемный резервуар включает по меньшей мере три выпускные зоны, и способ включает выборочный нагрев металлического материала, находящегося в одной из по меньшей мере трех выпускных зон, направляя этим расплавленный металлический материал для протекания по каналу, определяемому нагреваемой выпускной зоной.
[0049] В определенных неограничивающих вариантах воплощения способа в соответствии с настоящим раскрытием этап получения расплавленного металлического материала включает нагрев исходных материалов выбранных для получения требуемой композиции расплавленного металлического материала. В определенных неограничивающих вариантах воплощения способа в соответствии с настоящим раскрытием этап получения расплавленного металлического материала дополнительно включает рафинирование расплавленного металлического материала. В определенных неограничивающих вариантах воплощения способа в соответствии с настоящим раскрытием, каждый канал расплавленного материала включает плавильное пространство и/или пространство рафинирования, в дополнение к приемному резервуару. В определенных неограничивающих вариантах воплощения способа в соответствии с настоящим раскрытием этап выборочного нагрева металлического материала в выбранной выпускной зоне приемного резервуара включает нагрев металлического материала посредством по меньшей мере одной электронно-лучевой пушки и генератора плазмы. Однако, будет понятно, что другие пригодные источники энергии для плавления могут использоваться в качестве устройств для нагрева материала. Определенные неограничивающие варианты воплощения способа в соответствии с настоящим раскрытием включают дополнительный этап литья расплавленного металлического материала в литейном оборудовании на позиции литья, связанной с нагреваемой выпускной зоной. В определенных вариантах воплощения литейное оборудование является выпускной формой.
[0050] Один конкретный вариант воплощения способа литья металлического материала в соответствии с настоящим раскрытием включает: нагрев исходных материалов, выбранных для получения требуемой композиции металлического материала; рафинирование расплавленного металлического материала; протекание расплавленного металлического материала по приемному резервуару, включающему по меньшей мере две выпускных зоны, определяющие различные каналы расплавленного материала, где каждая выпускная зона связана с различной позицией литья; и выборочный нагрев металлического материала в одной из по меньшей мере двух выпускных зон с по меньшей мере одной электронно-лучевой пушкой и генератором плазмы, направляя этим расплавленный металлический материал для протекания по проточному каналу, определяемому нагреваемой выпускной зоной. В определенных неограничивающих вариантах воплощения способа расплавленный металлический материал имеет композицию сплава, выбранного из технически чистой марки титана, титанового сплава, титанопалладиевого сплава, титаноалюминиевого сплава, сплава Ti-6Al-4V, сплава Ti-3Al-2,5V, сплава Ti-4Al-2,5V, ниобиевого сплава и циркониевого сплава.
[0051] Специалистам в данной области техники будет легко понять, что настоящее изобретение обладает широким диапазоном полезности и применения. Множество вариантов воплощения и адаптации настоящего изобретения, отличающихся от описанных здесь, а также множество вариаций, модификаций и эквивалентных конфигураций будут очевидны из настоящего изобретения и его описания или целесообразно предложены настоящим изобретением и его описанием, без отклонения от сути и объема настоящего изобретения. Соответственно, в то время как настоящее изобретение было подробно описано здесь относительно его предпочтительного варианта воплощения, должно быть понятно, что это раскрытие настоящего изобретения является только иллюстративным и примерным и осуществляется просто с целью предоставления полного и достаточного раскрытия изобретения. Приведенное выше раскрытие не предназначено для толкования, ограничивающего настоящее изобретение, или другого исключения каких-либо других вариантов воплощения, адаптации, вариаций, модификаций и эквивалентных конфигураций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА РАЗЛИВКИ С КЛИНОВИДНЫМ ПОДОМ | 2014 |
|
RU2680497C2 |
| НЕПРЕРЫВНАЯ РАЗЛИВКА МАТЕРИАЛОВ С ИСПОЛЬЗОВАНИЕМ ПЕРЕПАДА ДАВЛЕНИЙ | 2013 |
|
RU2645638C2 |
| ИОННО-ПЛАЗМЕННЫЕ ИЗЛУЧАТЕЛИ ЭЛЕКТРОНОВ ДЛЯ ПЛАВИЛЬНОЙ ПЕЧИ | 2010 |
|
RU2544328C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗОЛЯЦИИ СЛИТКА ПРИ ЗАПУСКЕ | 2009 |
|
RU2527535C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ИЛИ ПЛАЗМЕННОЙ ЗОННОЙ ПЛАВКИ В КВАДРАТНЫЙ КРИСТАЛЛИЗАТОР | 2007 |
|
RU2454471C2 |
| СПОСОБЫ И УСТРОЙСТВА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2714718C2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ ИЗ РАСПЫЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2608857C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ПЕРЕПЛАВА КУСКОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087563C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО СЛИТКА | 2020 |
|
RU2753847C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ СЛИТКОВ | 2012 |
|
RU2598020C2 |
Изобретение относится к области металлургии и может быть использовано для плавления и литья металлического материала. Устройство содержит плавильное пространство, пространство рафинирования, соединяющееся по текучей среде с плавильным пространством, приемный резервуар, соединяющийся по текучей среде с пространством рафинирования, содержащий первую зону выпуска металлического материала в первом положении в приемном резервуаре и вторую зону выпуска металлического материала во втором положении в приемном резервуаре, и по меньшей мере один источник энергии для плавления металлического материала, выбранный из группы, состоящей из электронно-лучевой пушки и плазменного генератора, причем приемный резервуар дополнительно содержит первый проточный канал расплавленного материала, определяемый в первом положении, если по меньшей мере один источник энергии для плавления сконфигурирован и используется для направления энергии в первую зону выпуска, обеспечивая поток расплавленного материала в первой зоне выпуска, и второй проточный канал расплавленного материала, определяемый во втором положении, если по меньшей мере один источник энергии для плавления сконфигурирован и используется для направления энергии во вторую зону выпуска, обеспечивая поток расплавленного материала во второй зоне выпуска. Также раскрыты способы литья металлического материала. Изобретение позволяет получать заготовки титановых сплавов и других металлических материалов, а также уменьшить или устранить проявления проблемных включений в слитках. 4 н. и 33 з.п. ф-лы, 7 ил.
1. Устройство для плавления и литья металлического материла, содержащее
плавильное пространство;
пространство рафинирования, соединяющееся по текучей среде с плавильным пространством;
приемный резервуар, соединяющийся по текучей среде с пространством рафинирования, содержащий
первую зону выпуска металлического материала в первом положении в приемном резервуаре, и
вторую зону выпуска металлического материала во втором положении в приемном резервуаре, и
по меньшей мере один источник энергии для плавления металлического материала, выбранный из группы, состоящей из электронно-лучевой пушки и плазменного генератора, причем упомянутый по меньшей мере один источник энергии для плавления выполнен с возможностью ориентирования для регулирования направления потока расплавленного материала посредством направления энергии в первую зону выпуска в первом положении в приемном резервуаре или во вторую зону выпуска во втором положении в приемной резервуаре,
причем приемный резервуар дополнительно содержит
первый проточный канал расплавленного материала, определяемый в первом положении, если по меньшей мере один источник энергии для плавления сконфигурирован и используется для направления энергии в первую зону выпуска, обеспечивая поток расплавленного материала в первой зоне выпуска, и второй проточный канал расплавленного материала, определяемый во втором положении, если по меньшей мере один источник энергии для плавления сконфигурирован и используется для направления энергии во вторую зону выпуска, обеспечивая поток расплавленного материала во второй зоне выпуска.
2. Устройство по п. 1, отличающееся тем, что плавильное пространство, пространство рафинирования и приемный резервуар расположены в оболочке, в которой могут поддерживаться условия вакуума.
3. Устройство по п. 1, отличающееся тем, что оно дополнительно включает
первую литейную форму, которая может быть расположена для приема расплавленного материала, текущего по первому проточному каналу расплавленного материала.
4. Устройство по п. 3, отличающееся тем, что оно дополнительно включает
вторую литейную форму, которая может быть расположена для приема расплавленного материала, текущего по второму проточному каналу расплавленного материала.
5. Устройство по п. 4, отличающееся тем, что первая литейная форма и вторая литейная форма выполнены с возможностью перемещения в положение и из положения, в котором литейные формы принимают расплавленный материал из приемного резервуара.
6. Устройство по п. 1, отличающееся тем, что по меньшей мере одна электронно-лучевая пушка расположена над приемным резервуаром и выполнена с возможностью испускания электронного пучка на расплавленный материал с обеспечением его течения.
7. Устройство по п. 1, отличающееся тем, что положение приемного резервуара фиксируется относительно пространства рафинирования.
8. Устройство по п. 4, отличающееся тем, что приемный резервуар расположен таким образом, что расплавленный материал может течь из приемного резервуара в первую литейную форму или вторую литейную форму, в зависимости от положения и уровня мощности по меньшей мере одного источника энергии для плавления.
9. Устройство по п. 1, отличающееся тем, что относительными положениями пространства рафинирования и приемного резервуара обычно образуется Т-образная конфигурация.
10. Устройство по п. 9, отличающееся тем, что приемный резервуар включает противоположные концы, причем на каждом конце предусмотрен желоб.
11. Устройство по п. 1, отличающееся тем, что приемный резервуар включает третью зону выпуска в третьем положении в приемном резервуаре, причем по меньшей мере один источник энергии для плавления выполнен с возможностью ориентирования для регулирования направления потока расплавленного материала посредством направления энергии в первую зону выпуска в первом положении в приемном резервуаре, во вторую зону выпуска во втором положении в приемной резервуаре или в третью зону выпуска в третьем положении в приемном резервуаре, причем приемный резервуар дополнительно содержит третий проточный канал расплавленного материала, определяемый в третьем положении, если по меньшей мере один источник энергии для плавления сконфигурирован и используется для направления энергии в третью зону выпуска, обеспечивая поток расплавленного материала в третьей зоне выпуска.
12. Устройство по п. 1, отличающееся тем, что по меньшей мере один источник энергии для плавления выборочно используется для регулирования направления потока расплавленного материала через первый проточный канал расплавленного материала или второй проточный канал расплавленного материала.
13. Устройство для плавления и литья металлического материала, содержащее
плавильное пространство;
пространство рафинирования, соединенное по текучей среде с плавильным пространством;
приемный резервуар, соединенный по текучей среде с пространством рафинирования, содержащий
первую зону выпуска металлического материала в первом положении в приемном резервуаре, и
вторую зону выпуска металлического материала во втором положении в приемной резервуаре, и
по меньшей мере один источник энергии для плавления металлического материала, выполненный с возможностью ориентирования для регулирования направления потока расплавленного материала посредством направления энергии в первую зону выпуска в первом положении в приемном резервуаре или во вторую зону выпуска во втором положении в приемной резервуаре,
причем приемный резервуар дополнительно содержит
первый проточный канал расплавленного материала, определяемый в первом положении, если по меньшей мере один источник энергии для плавления сконфигурирован и используется для направления энергии в первую зону выпуска, обеспечивая поток расплавленного материала в первой зоне выпуска, и
второй проточный канал расплавленного материала, определяемый во втором положении, если по меньшей мере один источник энергии для плавления сконфигурирован и используется для направления энергии во вторую зону выпуска, обеспечивая поток расплавленного материала во второй зоне выпуска.
14. Устройство по п. 13, отличающееся тем, что плавильное пространство, пространство рафинирования и приемный резервуар расположены в оболочке, в которой могут поддерживаться условия вакуума.
15. Устройство по п. 13, отличающееся тем, что оно дополнительно включает первую литейную форму, которая может быть расположена для приема расплавленного материала, текущего по первому каналу расплавленного материала.
16. Устройство по п. 15, отличающееся тем, что оно дополнительно включает вторую литейную форму, которая может быть расположена для приема расплавленного материала, текущего по второму проточному каналу расплавленного материала.
17. Устройство по п. 16, отличающееся тем, что первая литейная форма и вторая литейная форма выполнены с возможностью перемещения в положение и из положения, в котором литейные формы принимают расплавленный материал из приемного резервуара.
18. Устройство по п. 13, отличающееся тем, что по меньшей мере один источник энергии для плавления расположен над приемным резервуаром и выполнен с возможностью направления энергии на расплавленный материал с обеспечением его течения.
19. Устройство по п. 13, отличающееся тем, что положение приемного резервуара фиксируется относительно пространства рафинирования.
20. Устройство по п. 16, отличающееся тем, что приемный резервуар расположен таким образом, что расплавленный материал может течь из приемного резервуара в первую литейную форму или вторую литейную форму в зависимости от положения и уровня мощности по меньшей мере одного генератора плазмы.
21. Устройство по п. 13, отличающееся тем, что относительными положениями пространства рафинирования и приемного резервуара обычно образуется Т-образная конфигурация.
22. Устройство по п. 21, отличающееся тем, что приемный резервуар включает противоположные концы, причем на каждом конце предусмотрен желоб.
23. Устройство по п. 13, отличающееся тем, что приемный резервуар включает третью зону выпуска в третьем положении в приемном резервуаре, причем по меньшей мере один источник энергии для плавления выполнен с возможностью ориентирования для регулирования направления потока расплавленного материала посредством направления энергии в первую зону выпуска в первом положении в приемном резервуаре, во вторую зону выпуска во втором положении в приемной резервуаре или в третью зону выпуска в третьем положении в приемном резервуаре, причем приемный резервуар дополнительно содержит третий проточный канал расплавленного материала, определяемый в третьем положении, если по меньшей мере один источник энергии для плавления сконфигурирован и используется для направления энергии в третью зону выпуска, обеспечивая поток расплавленного материала в третьей зоне выпуска.
24. Устройство по п. 13, отличающееся тем, что по меньшей мере один источник энергии для плавления является генератором плазмы.
25. Устройство по п. 24, отличающееся тем, что по меньшей мере один генератор плазмы расположен над приемным резервуаром и выполнен с возможностью направления энергетической плазмы на расплавленный материал с обеспечением его течения.
26. Устройство по п. 24, отличающееся тем, что приемный резервуар включает первую зону выпуска, определяющую первый проточный канал расплавленного материала, вторую зону выпуска, определяющую второй проточный канал расплавленного материала, и третью зону выпуска, определяющую третий проточный канал расплавленного материала, при этом
по меньшей мере один генератор плазмы ориентируется для направления энергетической плазмы в приемный резервуар и регулирования направления потока расплавленного материала по первому проточному каналу расплавленного материала, по второму проточному каналу расплавленного материала и по третьему проточному каналу расплавленного материала.
27. Способ плавления и литья металлического материала, включающий
использование по меньшей мере одного источника энергии для плавления металлического материала;
подачу расплавленного металлического материала в приемный резервуар;
течение расплавленного металлического материала вдоль приемного резервуара, содержащего первую зону выпуска металлического материала через проточный канал в первом положении в приемном резервуаре и вторую зону выпуска металлического материала через проточный канал во втором положении в приемном резервуаре, и
выборочное определение проточного канала расплавленного материала в первом положении или во втором положении посредством конфигурирования и использования по меньшей мере одного источника энергии для плавления для направления энергии в первую зону выпуска или во вторую зону выпуска, обеспечивая поток расплавленного материала в нагреваемой зоне выпуска, причем по меньшей мере один источник энергии для плавления выбран из группы, состоящей из электронно-лучевой пушки и плазменного генератора.
28. Способ по п. 27, отличающийся тем, что подача расплавленного материала дополнительно включает нагрев исходных материалов, выбранных для предоставления требуемой композиции расплавленного металлического материала.
29. Способ по п. 28, отличающийся тем, что подача расплавленного материала дополнительно включает рафинирование расплавленного металлического материала.
30. Способ по п. 27, отличающийся тем, что осуществляют выборочный нагрев металлического материала в одной из по меньшей мере двух зон выпуска посредством по меньшей мере одного источника энергии для плавления, выбранного из группы, состоящей из электронно-лучевой пушки и генератора плазмы.
31. Способ по п. 27, отличающийся тем, что приемный резервуар включает по меньшей мере три зоны выпуска, при этом осуществляют выборочный нагрев металлического материала в одной из по меньшей мере трех зон выпуска, причем направляют расплавленный металлический материал для протекания по проточному каналу, определяемому нагреваемой зоной выпуска.
32. Способ по п. 27, отличающийся тем, что он дополнительно включает литье расплавленного металлического материала в литейном оборудовании, находящемся в позиции литья, связанном с нагреваемой зоной выпуска.
33. Способ по п. 27, отличающийся тем, что литейное оборудование является выпускной формой.
34. Способ по п. 27 или 33, отличающийся тем, что расплавленный металлический материал имеет композицию сплава, выбранного из технически чистой марки титана, титанового сплава, титанопалладиевого сплава, титаноалюминиевого сплава, сплава Ti-6Al-4V, сплава Ti-3Al-2,5V, сплава Ti-4Al-2,5V, ниобиевого сплава и циркониевого сплава.
35. Способ по п. 27, отличающийся тем, что он дополнительно включает нагрев исходных материалов, выбранных для получения требуемой композиции расплавленного металлического материала;
рафинирование расплавленного металлического материала;
протекание расплавленного металлического материала по приемному резервуару, включающему по меньшей мере две зоны выпуска, определяющие проточные каналы расплавленного материала, причем каждая зона выпуска соответствует выбранной позиции литья, и
выборочный нагрев металлического материала в одной из по меньшей мере двух зон выпуска посредством по меньшей мере одного устройства,
выбранного из группы, состоящей из источника энергии для плавления, электронно-лучевой пушки и генератора плазмы, при этом направляют расплавленный металлический материал для протекания по проточному каналу, определяемому нагреваемой зоной выпуска.
36. Способ по п. 35, отличающийся тем, что расплавленный металлический материал имеет композицию сплава, выбранного из технически чистой марки титана, титанового сплава, титанопалладиевого сплава, титаноалюминиевого сплава, сплава Ti-6Al-4V, сплава Ti-3Al-2,5V, сплава Ti-4Al-2,5V, ниобиевого сплава и циркониевого сплава.
37. Устройство для плавления и литья металлического материала, содержащее плавильное пространство;
пространство рафинирования, соединяющееся по текучей среде с плавильным пространством;
приемный резервуар, соединяющийся по текучей среде с пространством рафинирования, содержащий:
первую зону выпуска металлического материала в первом положении в приемном резервуаре, и
вторую зону выпуска металлического материала во втором положении в приемной резервуаре, и
по меньшей мере один источник энергии для плавления металлического материала, причем
в качестве источника энергии для плавления используют первую электронно-лучевую пушку, выполненную с возможностью направления электронного пучка в первую зону выпуска в первом положении в приемном резервуаре,
вторую электронно-лучевую пушку, выполненную с возможностью направления электронного пучка во вторую зону выпуска во втором положении в приемном резервуаре,
причем приемный резервуар дополнительно содержит
первый проточный канал расплавленного материала, определяемый в первом положении, если первая электронно-лучевая пушка установлена с возможностью направления энергии электронного пучка в первую зону выпуска и обеспечения потока расплавленного материала в первой зоне выпуска, и
второй проточный канал расплавленного материала, определяемый во втором положении, если вторая электронно-лучевая пушка установлена с возможностью направления энергии электронного пучка во вторую зону выпуска и обеспечения потока расплавленного материала во второй зоне выпуска,
причем первая и вторая электронно-лучевые пушки выборочно используются для регулирования направления потока расплавленного материала через первый проточный канал расплавленного материала или второй проточный канал расплавленного материала.
| US 3342250 A, 19.09.1967 | |||
| US 3343828 A, 26.09.1967 | |||
| Электронно-лучевая печь | 1985 |
|
SU1280901A1 |
| RU 2007108996 А, 20.09.2008. | |||

