Область техники, к которой относится изобретение
Настоящее изобретение относится к стальным трубам из высокоуглеродистой стали, пригодным для автомобильных деталей, таких как рулевая рейка, установленная в автомобильных рулевых устройствах типа механизма реечной передачи и т.п., вал рулевого механизма и карданный вал и способам изготовления таких труб из высокоуглеродистой стали и, в частности, к улучшению обрабатываемости в холодном состоянии, технологичности и прокаливаемости.
Известный уровень техники
В последнее время существует значительная потребность в улучшении пробега автомобилей для сохранения глобальной окружающей среды. Соответственно, были предприняты усилия по снижению массы автомобильных кузовов. Необходимость снижения массы автомобильных кузовов вызвала замену сплошных деталей из стальных стержней на полые детали из стальных труб в области деталей рулевого механизма, таких как рулевая рейка и вал рулевого механизма для установки в рулевые устройства, которые передают движение автомобильного рулевого колеса на колеса и детали шруса, такие как приводные валы, которые передают мощность двигателя на колеса.
Исходные стальные трубы, используемые для изготовления деталей, таких как рулевая рейка, вал рулевого механизма и карданный вал подвергают холодной обработке, такой как вытяжка в холодном состоянии, холодное прессование и холодная штамповка и затем подвергают обработке резанием для придания конечной формы детали, часто с последующей закалкой для достижения заданной требуемой прочности деталей.
Например, полая рулевая рейка, раскрытая в не патентном документе 1, изготавливается с использованием трубы из высокоуглеродистой стали в качестве исходной стальной трубы формированием плоской части на верхней стороне трубы процессом на холоду и зубонарезанием в плоской части в окончательной форме с последующей высокочастотной закалкой для достижения заданной прочности. Таким образом, исходная стальная труба, используемая для изготовления полой рулевой рейки, подвергается холодной обработке, обработке резанием и закалке. Для этого требуется стальная труба с превосходными обрабатываемостью в холодном состоянии, технологичностью и прокаливаемостью.
Для достижения заданной прочности после закалки деталей необходимо использовать высокоуглеродистую стальную трубу. Однако высокое содержание углерода ухудшает обрабатываемость в холодном состоянии. Соответственно в известном уровне техники высокоуглеродистую сталь подвергают отжигу сфероидизации для достижения пониженной прочности. Однако отжиг сфероидизации включает термообработку при температуре около 700°С в течение длительного периода времени, то есть нескольких часов. Это приводит к проблеме снижения производительности и увеличению затрат на производство.
Для решения этой проблемы, например, патентный документ 1 раскрывает способ изготовления сортовой стали с сфероидизированной микроструктурой. Этот способ включает нагрев стали, содержащей 2% масс, или менее углерода, до точки Ac1 или выше, охлаждение стали до диапазона температур от (Ar1 - 50°С) до (Ar1 - 200°С) до чистовой прокатки в процессе горячей прокатки, чистовую прокатку стали для создания пластической деформации 10% или более, так что получаемое тепло деформации повторно нагревает сталь в диапазоне температур от точки Ас3 до Ac1 - 100°С, и выдержку стали в интервале температур от точки Ae1 до 500°С в течение 7 минут или более. Способ, раскрытый в патентном документе 1, предназначен для формирования сфероидизированного карбида путем формирования карбида перед чистовой прокаткой, деформацией и измельчением карбида чистовой прокаткой, наряду с разделением карбида при нагревании теплотой деформации и последующим охлаждением и выдержкой карбида при постоянной температуре. Таким образом, способ, описанный в патентной литературе 1, обеспечивает сфероидизированную микроструктуру стали. Это значительно сокращает время последующего отжига сфероидизации и может устранить необходимость в отжиге сфероидизации в зависимости от применения.
В патентной литературе 2 раскрыт способ изготовления электросварной стальной трубы с превосходной обрабатываемостью в холодном состоянии и прокаливаемостью. Этот способ включает нагрев стальной трубы, содержащей в % масс., от 0,25% до 0,50% углерода, 0,35% или менее кремния, от 0,60% до 1,59% марганца, 0,0025% или менее серы и 0,010% или менее фосфора, от (температуры превращения Ac1 - 20°С) до (температуры превращения Ac1), выдержку стали при этой температуре в течение заданного периода времени, и охлаждение на воздухе стали, или нагрев стали от (температуры превращения Ac1) до (температуры превращения Ac1 + 30°С), выдержку стали при этой температуре в течение заданного периода времени, охлаждение стали от (температуры превращения Ar1 - 20°С) до (температуры превращения Ar1) при от 0,01°С/с до 1,0°С/с, и охлаждение стали на воздухе, или выдержку стали при этой температуре в течение заданного периода времени и охлаждение стали на воздухе. В соответствии с патентной литературой 2, этот способ предлагает электросварную стальную трубу с хорошей обрабатываемостью в холодном состоянии и прокаливаемостью, что позволяет дополнительно повысить прочность после закалки.
В патентной литературе 3 раскрыт способ изготовления стальной трубы с улучшенной обрабатываемостью в холодном состоянии и высокочастотной прокаливаемостью. Этот способ включает нагрев или выдержку исходной стальной трубы состава, содержащего в % масс. от 0,3% до 0,8% углерода, 2% или менее кремния и 3% или менее марганца и последующую вытяжку стальной трубы с общим обжатием по диаметру 30% или более в диапазоне температур от (точки превращения Ac1 - 50°С) до температуры превращения Ac1, чтобы сформировать микроструктуру, содержащую зерна цементита с размером зерна 1,0 мкм или менее.
Список ссылок
Патентные документы
PTL 1: публикация прошедшей экспертизу патентной заявки Японии JP №05-76524
PTL 2: публикация не прошедшей экспертизу патентной заявки Японии № JP 2006-9141
PTL 3: публикация не прошедшей экспертизу патентной заявки Японии № JP 2001-355047
Непатентная литература
NPL 1: Inoue, Sumitomo Metal, vol. 48, No 4 (1996), p. 29
Краткое изложение существа изобретения
Техническая проблема
Однако способ раскрытый в патентном документе 1 оставляет проблемы, которые необходимо решить, включая ухудшенную высокочастотную прокаливаемость из-за сфероидизированного карбида и сокращению срока службы режущего инструмента и плохо обработанной поверхности из-за увеличения сопротивления резанию. Хотя способ, описанный в патентной литературе 2, обеспечивает улучшенную обрабатываемость в холодном состоянии и прокаливаемость, он оставляет проблемы из-за ухудшения технологичности, которые следует решить, включая сокращение срока службы режущего инструмента и плохо-обработанную поверхность из-за повышенного сопротивления резанию.
В патентной литературе 3, отсутствует обсуждение технологичности в способе, раскрытом в этом патенте. В настоящей заявке для достижения улучшенной технологичности важно, чтобы размер зерна и разброс расстояния между зернами цементита находился в соответствующих диапазонах. Соответственно редукционно-растяжную прокатку выполняют в точке превращения Ac1 или выше, предпочтительно при температуре выше температуры превращения Ac1, но не выше 900°С. В отличие от этого, патентный документ 3 раскрывает, что редукционно-растяжную прокатку выполняют в диапазоне от (точки превращения Ac1 - 50°С) до температуры превращения Ac1. Это оставляет проблему недостаточной технологичности, которую необходимо решить.
Целью настоящего изобретения является предпочтительное решение вышеуказанных проблем известного уровня техники и создание высокоуглеродистой электросварной стальной трубы с превосходной обрабатываемостью в холодном состоянии, технологичностью и прокаливаемостью и способа изготовления такой высокоуглеродистой электросварной стальной трубы. Термин "превосходная обрабатываемость в холодных условиях", используемый в описании, относится к относительному удлинению Е1 перед закалкой 40% или более.
Решение проблемы
Для достижения вышеуказанной цели, авторы настоящего изобретения провели обширные исследования влияния различных факторов на обрабатываемость в холодном состоянии, технологичность и прокаливаемость высокоуглеродистых электросварных стальных труб. С помощью этого исследования авторы изобретения установили, что среди различных микроструктурных факторов, размер зерна и расстояние между диспергированными зернами цементита выделенными и диспергированными в ферритовой основе, являются важными факторами, которые влияют на обрабатываемость в холодном состоянии, технологичность и прокаливаемость, в частности, технологичность высокоуглеродистой стальной трубы. Термин "феррит", используемый в описании, относится к зернистому ферриту (также называемому "полигональный феррит").
В смешанной микроструктуре феррита и цементита, пустоты имеют тенденцию к образованию на границе раздела феррит-цементит после пластической деформации, в частности, во время обработки резанием, потому что они различаются по способности к пластической деформации. Эти полости могут привести к расслаиванию цементита, или могут срастаться в трещину. Такое расслаивание цементита или срастание пустот может привести к плохо-обработанной поверхности и, таким образом, ухудшает технологичность. После дальнейших исследований, авторы изобретения установили, что размер зерна и интервал между диспергированным зерном цементита не вызывают расслаивание цементита или срастание пустот во время резания. Авторы настоящего изобретения установили, что контроль размера зерна и расстояния между дисперсионным зерном цементита в соответствующих диапазонах обеспечивает отличную конечную поверхность и, таким образом, значительно улучшает технологичность без расслаивания цементита или срастания пустот во время резания.
Изобретатели также установили, что хорошая технологичность достигается, если средний размер зерна цементита составляет от 0,1 до менее 0,5 мкм и расстояние между поверхностями соседних диспергированных зерен цементита составляет от 0,5 до 10 мкм. Авторы настоящего изобретения установили, что труба из высокоуглеродистой стали, имеющая микроструктуру, в которой диспергировано такое зерно цементита, обладает и превосходной обрабатываемостью в холодном состоянии, и превосходной технологичностью и превосходной прокаливаемостью.
После дальнейших исследований авторы настоящего изобретения установили, что для создания высокоуглеродистой электросварной стальной трубы, имеющей микроструктуру, содержащую зерно цементита с размером зерна и расстоянием в дисперсии в пределах вышеописанных соответствующих диапазонов, важно нагреть высокоуглеродистую стальную трубу до точки превращения Ас3 или выше и затем подвергнуть ее редукционно-растяжной прокатке при температуре чистовой прокатки от 900°С до (точки превращения Ac1) с общим обжатием прокатки от 30% до 70% в диапазоне температур от 900°С или ниже.
Настоящее изобретение было сделано на основе вышеизложенных данных и дополнительных исследований. В частности, краткое изложение настоящего изобретения состоит в следующем.
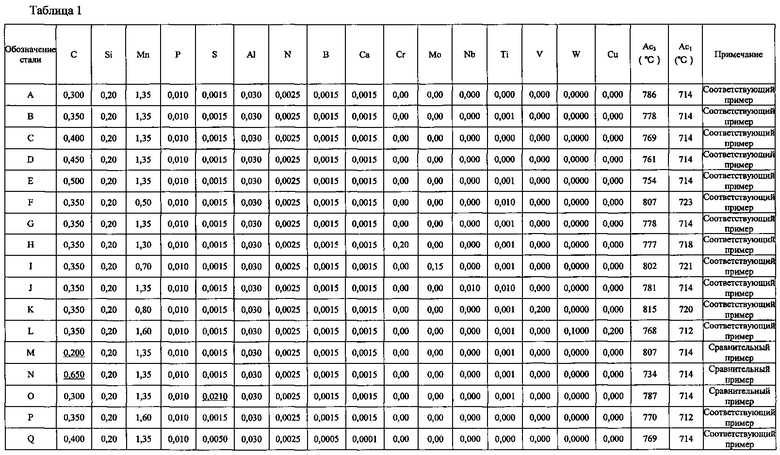
(1) Труба с превосходной обрабатываемостью в холодном состоянии, технологичностью и прокаливаемостью из высокоуглеродной стали, состав которой содержит в % масс. от 0,25% до 0,60% углерода, от 0,01% до 2,0% кремния, от 0,2% до 3,0% марганца, от 0,001% до 0,1% алюминия, от 0,001% до 0,05% фосфора, 0,02% или менее серы, от 0,0010% до 0,0100% азота, от 0,0003% до 0,0050% бора и от 0,0001% до 0,0050% кальция,, остальное железо и случайные примеси. Труба из высокоуглеродистой стали имеет микроструктуру, содержащую основную фазу феррита и зерно цементита, диспергированное в основной фазе. Средний размер зерна d цементита составляет от 0,1 до менее 0,5 мкм и среднее расстояние L между поверхностями соседних зерен цементита составляет от 0,5 до 10 мкм.
(2) Труба из высокоуглеродистой стали в соответствии с п. (1), состав которой дополнительно содержит в % масс, по меньшей мере, один элемент, выбранный из 2,0% или менее меди, 2,0% или менее хрома, 2,0% или менее молибдена, 2,0% или менее вольфрама, 1,0% или менее ванадия и 0,1% или менее ниобия.
(3) Труба из высокоуглеродистой стали в соответствии с пл. (1) или (2), состав которой дополнительно содержит в % масс. 0,1% или менее титана.
(4) Способ изготовления высокоуглеродистой стальной трубы с превосходной обрабатываемостью в холодном состоянии, технологичностью и прокаливаемостью включает приготовление высокоуглеродистой стальной трубы в виде исходной стальной трубы, нагрев и выдержку исходной стальной трубы, и проведение редукционно-растяжной прокатки в конечную стальную трубу. Исходная стальная труба является высокоуглеродистой стальной трубой состава, содержащего в % масс от 0,25% до 0,60% углерода, от 0,01% до 2,0% кремния, от 0,2% до 3,0% марганца, от 0,001% до 0,1% алюминия, от 0,001% до 0,05% фосфора, 0,02% или менее серы, от 0,0010% до 0,0100% азота, от 0,0003% до 0,0050% бора и от 0,0001% до 0,0050% кальция, остальное железо и случайные примеси. Исходную стальную трубу нагревают и выдерживают при температуре превращения Ас3 или выше, и затем подвергают редукционно-растяжной прокатке при температуре чистовой прокатки от 900°С до (точки превращения Ac1) с общим обжатием по диаметру от 30% до 70% в диапазоне температур от 900°С или ниже.
(5) В способе изготовления высокоуглеродистой стальной трубы в соответствии с п. (4), труба из высокоуглеродистой стали является высокоуглеродистой электросварной стальной трубой, сформированной процессом производства труб, включающим непрерывную профилировку стальной высокоуглеродистой полосы определенного состава, по существу в цилиндрическую открытую трубу и соединение вместе концов открытой трубы контактной электросваркой.
В способе изготовления высокоуглеродистой стальной трубы в соответствии с пп. (4) или (5), состав дополнительно содержит по меньшей мере один элемент в % масс, выбранный из 2,0% или менее меди, 2,0% или менее хрома, 2,0% или менее молибдена, 2,0% или менее вольфрама, 1,0% или менее ванадия и 0,1% или менее ниобия.
(7) В способе изготовления высокоуглеродистой стальной трубы по пп. (4)-(6), состав дополнительно содержит в % масс. 0,1% или менее титана.
Положительные эффекты изобретения
Настоящее изобретение имеет значительное промышленное преимущество, которое заключается в том, что труба из высокоуглеродистой стали с превосходной обрабатываемостью в холодном состоянии, сравнимой или более высокой, чем у стальной трубы, подвергнутой отжигу сфероидизации, а также превосходной технологичностью и высокочастотной прокаливаемостью и, которая подходит для автомобильных деталей, таких как рулевая рейка, вал рулевого механизма и карданный вал, можно легко изготавливать по низкой цене без отжига сфероидизации. Преимущество настоящего изобретения также заключается в том, что оно способствует снижению массы автомобильного кузова и, таким образом, вносит свой вклад в сохранение глобальной окружающей среды.
Описание осуществлений
Причины ограничений состава высокоуглеродистой стальной трубы в соответствии с настоящим изобретением будут описаны в первую очередь. В последующем описании, проценты являются массовыми, если не указано иное.
От 0,25% до 0,60% углерода
Углерод является элементом, который увеличивает закалочную твердость и, следовательно, важен для обеспечения искомой прочности деталей. Для достижения этого эффекта необходимо содержание углерода 0,25% или более. Однако содержание углерода более 0,60% значительно ухудшается обрабатываемость в холодном состоянии, а также может значительно ухудшать свариваемость, что при выполнении контактной электросварки, может привести к плохому качеству шва, полученного контактной электросваркой. Таким образом, содержание углерода ограничено диапазоном от 0,25% до 0,60%. Предпочтительно содержание углерода составляет от 0,30% до 0,50%.
От 0,01% до 2,0% кремния
Кремний является элементом, который действует как раскислитель, а также способствует повышению прочности за счет образования твердого раствора. Для достижения этих эффектов необходимо содержание кремния 0,01% или более. Однако содержание кремния более 2,0% может ухудшить обрабатываемость в холодном состоянии и при выполнении контактной электросварки, также может привести к плохому качеству шва, полученного контактной электросваркой, так как будет образовываться его оксид в ходе контактной электросварки и оставаться после высадки концов трубы. Таким образом, содержание кремния ограничивается диапазоном от 0,01% до 2,0%. Предпочтительно содержание кремния составляет от 0,1% до 0,5%.
От 0,2% до 3,0% марганца
Марганец является элементом, который улучшает прокаливаемость, а также способствует повышению прочности за счет образования твердого раствора. Для достижения этих эффектов необходимо содержание марганца 0,2% или более. Однако содержание марганца более 3,0% может ухудшить обрабатываемость в холодном состоянии и при выполнении контактной электросварки, также может привести к плохому качеству шва, полученного контактной электросваркой, потому что оксид марганца имеет тенденцию оставаться в шве, полученном контактной электросваркой. Таким образом, содержание марганца ограничивается диапазоном от 0,2% до 3,0%. Предпочтительно содержание марганца составляет от 0,5% до 2,0%.
От 0,001% до 0,1% алюминия
Алюминий является элементом, который эффективно действует в качестве раскислителя. Для достижения этого эффекта необходимо содержание алюминия 0,001% или более. Однако содержание алюминия более 0,1% может привести к образованию большего количества включений на основе оксида алюминия, которые могут ухудшить свойства поверхности. Таким образом, содержание алюминия ограничено диапазоном от 0,001% до 0,1%. Предпочтительно содержание алюминия составляет от 0,01% до 0,05%.
От 0,001% до 0,05% фосфора
Фосфор является элементом, который способствует повышению прочности, и этот эффект особенно заметен, когда фосфор присутствует в количестве 0,001% или более. Фосфор, однако, имеет тенденцию к сегрегации, и содержание фосфора более 0,05% может привести к. заметной сегрегации по границам зерна и осевой ликвации. Это может ухудшить пластичность, а также значительно ухудшить свариваемость. Таким образом, содержание фосфора ограничено диапазоном от 0,001% до 0,05%. Предпочтительно содержание фосфора составляет от 0,001% до 0,02%.
0,02% или менее серы
Содержание серы желательно свести к минимуму, поскольку сера присутствует в стали в виде включений на основе сульфида, которые могут вызвать образование трещин при формовании, приемлемо содержание серы 0,02% или менее. Таким образом, содержание серы ограничено 0,02% или менее. Предпочтительно содержание серы составляет 0,01% или менее. Также содержание серы 0,0001% или более является предпочтительным, поскольку избыточное снижение содержания серы будет включать высокие затраты на очистку.
От 0,0010% до 0,0100% азота
Азот является элементом, который способствует повышению прочности за счет образования твердого раствора. Для достижения этого эффекта необходимо содержание азота 0,0010% или более. Однако содержание азота более 0,0100% может ухудшить обрабатываемость. Таким образом, содержание азота ограничено диапазоном от 0,0010% до 0,0100%. Предпочтительно содержание азота составляет 0,0050% или менее.
От 0,0003% до 0,0050% бора
Бор является элементом, который значительно улучшает прокаливаемость стали за счет сегрегации по границам зерна, даже когда он содержится в небольших количествах. Для достижения этого эффекта необходимо содержание бора 0,0003% или более. Однако содержание бора более 0,0050% является экономически невыгодным, поскольку не достигается больший эффект, соизмеримый с его содержанием, а также он будет способствовать межзеренному излому за счет сегрегации по границам зерна в больших количествах. Таким образом, содержание бора ограничено диапазоном от 0,0003% до 0,0050%. Предпочтительно содержание бора составляет от 0,0005% до 0,0030%.
От 0,0001% до 0,0050% кальция
Кальций является элементом, который эффективно способствует контролю морфологии включений путем формирования сферических неметаллических включений (включения на основе сульфида). Формирование сферических неметаллических включений уменьшает концентрацию напряжений вокруг неметаллических включений и тем самым уменьшает возникновение трещин во время формования и возникновение трещин при усталостном разрушении. Для достижения этого эффекта необходимо содержание кальция 0,0001% или более. Однако содержание кальция более 0,0050% может привести к образованию большего количества неметаллических включений, которые могут ухудшать чистоту стали. Таким образом, содержание кальция ограничено диапазоном от 0,0001% до 0,0050%. Предпочтительно содержание кальция составляет от 0,0001% до 0,0030%.
Вышеописанный состав является основным составом. В дополнение к основному составу труба из высокоуглеродистой стали в соответствии с настоящим изобретением может дополнительно содержать в качестве необязательных компонентов, по меньшей мере, один элемент, выбранный из 2,0% или менее меди, 2,0% или менее хрома, 2,0% или менее молибдена, 2,0% или менее вольфрама, 1,0% или менее ванадия и 0,1% или менее ниобия и/или 0,1% или менее титана.
По меньшей мере, один элемент, выбранный из 2,0% или менее меди, 2,0% или менее хрома, 2,0% или менее молибдена, 2,0% или менее вольфрама, 1,0% или менее ванадия и 0,1% или менее ниобия
Труба из высокоуглеродистой стали необязательно может содержать, по меньшей мере, один элемент, выбранный из меди, хрома, молибдена, вольфрама, ванадия и ниобия, все из которых являются элементами, способствующими увеличению прочности стали.
Медь является элементом, который способствует повышению прочности за счет улучшения прокаливаемости и, следовательно, эффективен в улучшении усталостной прочности. Для достижения этого эффекта содержание меди предпочтительно составляет 0,01% или более. Однако содержание меди более 2,0% будет значительно ухудшать обрабатываемость в холодном состоянии. Таким образом, если труба из высокоуглеродистой стали содержит медь, содержание меди предпочтительно ограничено 2,0% или менее. Содержание меди от 0,1% до 1,0% является более предпочтительным.
Хром является элементом, который способствует повышению прочности за счет улучшения прокаливаемости. Для достижения этого эффекта содержание хрома предпочтительно составляет 0,01% или более. Однако хром имеет тенденцию к образованию оксида, и в случае выполнения контактной электросварки содержание хрома более 2,0% может привести к плохому качеству шва, полученного контактной электросваркой, поскольку оксид хрома имеет тенденцию оставаться в шве, полученном контактной электросваркой. Таким образом, если труба из высокоуглеродистой стали включает хром, содержание хрома предпочтительно ограничено 2,0% или менее. Содержание хрома от 0,1% до 1,0% является более предпочтительным.
Молибден является элементом, который способствует повышению прочности за счет улучшения прокаливаемости и дисперсионного упрочнения в виде карбида и, следовательно, эффективен в улучшении усталостной прочности. Для достижения этого эффекта содержание молибдена предпочтительно составляет 0,01% или более. Однако содержание молибдена более 2,0% может значительно ухудшать обрабатываемость в холодном состоянии. Высокое содержание молибдена также будет включать высокую стоимость материалов. Таким образом, если труба из высокоуглеродистой стали включает молибден, содержание молибдена предпочтительно ограничено 2,0% или менее. Содержание молибдена от 0,1% до 0,5% является более предпочтительным.
Вольфрам является элементом, который способствует повышению прочности, улучшением дисперсионного упрочнения в виде карбида. Для достижения этого эффекта содержание вольфрама предпочтительно составляет 0,01% или более. Однако содержание вольфрама более 2,0% может приводить к выделению избытка карбида, что может ухудшать обрабатываемость в холодном состоянии. Высокое содержание вольфрама также будет включать высокие затраты на материалы. Таким образом, если труба из высокоуглеродистой стали включает вольфрам, содержание вольфрама предпочтительно ограничено 2,0% или менее. Содержание вольфрама от 0,1% до 0,5% является более предпочтительным.
Ванадий является элементом, который способствует повышению прочности улучшением дисперсионного упрочнения в виде карбида и также улучшает стойкость к смягчающему отпуску. Для достижения этих эффектов содержание ванадия предпочтительно составляет 0,01% или более. Однако содержание ванадия более 1,0% является экономически невыгодным, поскольку оно не дает большего эффекта. Высокое содержание ванадия также ухудшает обрабатываемость в холодном состоянии. Таким образом, если труба из высокоуглеродистой стали включает ванадий, содержание ванадия предпочтительно ограничено 1,0% или менее. Содержание ванадия от 0,1% до 0,5% является более предпочтительным.
Ниобий является элементом, который способствует повышению прочности за счет улучшения прокаливаемости и дисперсионного упрочнения в виде карбида. Для достижения этого эффекта содержание ниобия предпочтительно составляет 0,0010% или более. Однако содержание ниобия более 0,1% является экономически невыгодным, поскольку оно не дает большего эффекта. Высокое содержание ниобия также ухудшает обрабатываемость в холодном состоянии. Таким образом, если труба из высокоуглеродистой стали включает ниобий, содержание ниобия предпочтительно ограничено 0,1% или менее. Содержание ниобия от 0,0010% до 0,05% является более предпочтительным.
0,1% или менее титана
Труба из высокоуглеродистой стали может необязательно содержать титан, который является элементом, который ингибирует укрупнение кристаллического зерна при термообработке за счет формирования карбида и нитрида. Для достижения этого эффекта содержание титана предпочтительно составляет 0,001% или более. Однако содержание титана более 0,1% может ухудшить обрабатываемость в холодном состоянии. Таким образом, если труба из высокоуглеродистой стали включает титан, содержание титана предпочтительно ограничено 0,1% или менее. Содержание титана от 0,0010% до 0,05% является более предпочтительным.
Остаток является железом и случайными примесями. Труба из высокоуглеродистой стали может содержать 0,01% или менее кислорода в виде случайной примеси.
Далее будут описаны причины ограничений микроструктуры высокоуглеродистой стальной трубы в соответствии с настоящим изобретением.
Труба из высокоуглеродистой стали в соответствии с настоящим изобретением имеет микроструктуру, содержащую основную фазу феррита, в которой зерна цементита со средним размером зерна в пределах заданного диапазона диспергированы на расстоянии в пределах заданного диапазона. Сфероидизация зерна цементита имеет тенденцию к улучшению обрабатываемости в холодном состоянии.
Термин "основная фаза феррита" означает, что доля площади фазы феррита больше площади любой другой фазы, определенной протравливанием поперечного сечения (L сечение) параллельно продольному направлению трубы или поперечного сечения (С сечение) параллельно направлению окружности трубы раствором ниталя и анализа изображения микроструктуры металла, зафиксированного световым микроскопом или сканирующим микроскопом.
В частности, доля площади феррита составляет 50% или более, предпочтительно 60% или более. Общая доля площади фаз, отличных от феррита, включая перлит, бейнит и цементит, составляет 40% или менее, предпочтительно 30% или менее. Термин "феррит", используемый в описании, относится к зернистому ферриту (также называемому "полигональный феррит") и отличается от "бейнитного феррита".
Кроме того, вышеуказанная микроструктура, в которой диспергированы зерна цементита, является микроструктурой, в которой средний размер d зерна цементита составляет от 0,1 мкм до менее 0,5 мкм и среднее расстояние L между поверхностями соседних зерен цементита составляет от 0,5 мкм до 10 мкм.
Средний размер d зерна цементита: от 0,1 мкм до менее 0,5 мкм
Слишком мелкое зерно цементита, то есть зерно цементита со средним размером d зерна менее 0,1 мкм, не позволит в достаточной степени улучшить обрабатываемость в холодном состоянии. Крупное зерно цементита, то есть зерно цементита со средним размером d зерна не менее 0,5 мкм, не будет растворяются в достаточной степени нагревом при закалке (высокочастотный нагрев) и таким образом ухудшается прокаливаемость. В результате не будет достигнута требуемая закалочная твердость (твердость продукта). Слишком большое зерно цементита также повышает сопротивление при обработке резанием (сопротивление резанию) и таким образом приводит к сокращению срока службы режущего инструмента. Таким образом, средний размер d зерна цементита ограничен диапазоном от 0,1 до менее 0,5 мкм. Предпочтительно средний размер d зерна составляет от 0,3 до менее 0,5 мкм. Средний размер d зерна цементита измеряют, как описано в примерах.
Среднее расстояние L между поверхностями соседних зерен цементита: от 0,5 до 10 мкм
Среднее расстояние L между поверхностями соседних зерен цементита влияет на свойства чистовой поверхности после резания. Среднее расстояние L менее 0,5 мкм может привести к объединению пустот на границе раздела феррит-цементит в трещины во время резания и, таким образом, ухудшает свойства поверхности чистовой поверхности. Среднее расстояние L более 10 мкм неизбежно будет приводить к образованию крупного зерна цементита, что будет ухудшать прокаливаемость и также увеличивать сопротивление резанию и, таким образом, ухудшать технологичность. Таким образом, в настоящем изобретении, среднее расстояние L между поверхностями соседних зерен цементита ограничено диапазоном от 0,5 до 10 мкм. Предпочтительно среднее расстояние L составляет 5 мкм или менее. Среднее расстояние L между поверхностями соседних зерен цементита измеряется, как описано в примерах.
Регулировка среднего размера d зерна цементита и среднего расстояния L между поверхностями соседних зерен в соответствующих вышеуказанных диапазонах обеспечивает высокоуглеродистую стальную трубу, которая обладает и обрабатываемостью в холодном состоянии и прокаливаемостью и технологичностью.
Далее будет описан предпочтительный способ изготовления высокоуглеродистой стальной трубы в соответствии с настоящим изобретением.
Высокоуглеродистую стальную трубу вышеуказанного состава используют в качестве исходной стальной трубы. Исходная стальная труба может быть любой стальной трубой вышеуказанного состава, такого как бесшовная стальная труба, электросварная стальная труба или труба кузнечной сварки и может быть изготовлена любым способом.
Например, электросварная стальная труба обычно изготавливается способом, включающим непрерывное профилирование стальной полосы в по существу цилиндрическую открытую трубу и соединение вместе концов открытой трубы контактной электросваркой. Хотя горячекатаная стальная полоса вышеуказанного состава является предпочтительной для снижения производственных затрат, также без каких-либо проблем может быть использована холоднокатаная стальная полоса.
Трубу из высокоуглеродистой стали, используемую в качестве исходной стальной трубы, нагревают и выдерживают при температуре выше или равной точке превращения Ас3, предпочтительно 1100°С или ниже. Температура нагрева ниже температуры превращения Ас3 не позволит углероду диффундировать в достаточной степени в шов, полученный контактной сваркой и, следовательно, может привести к низкой локальной твердости при закалке. Температура нагрева выше 1100°С будет ухудшать свойства поверхности стальной трубы. Для улучшения свойств поверхности и однородности, время выдерживания (время выдержки) при температуре нагрева предпочтительно составляет от около 0,1 до 10 минут.
После нагрева исходной стальной трубы проводят редукционно-растяжную прокатку.
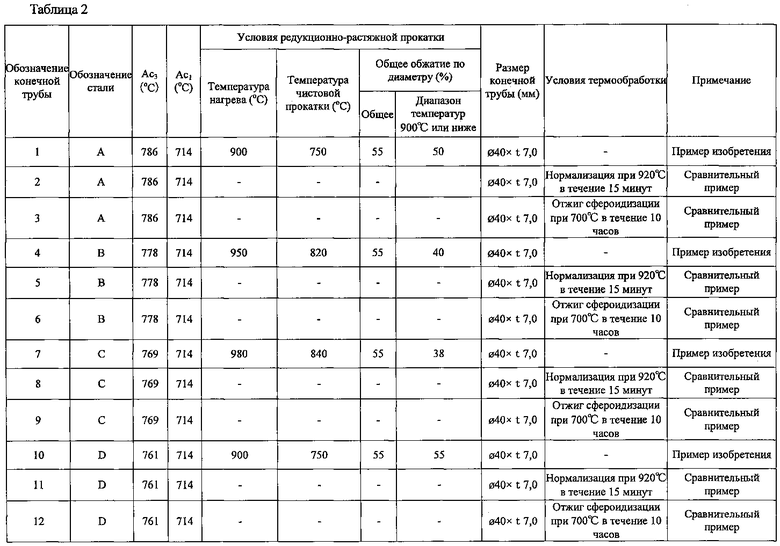
Редукционно-растяжную прокатку предпочтительно проводят при температуре чистовой прокатки от 900°С до (точки превращения Ac1) с общим обжатием по диаметру от 30% до 70% в диапазоне температур от 900°С или ниже. Общее обжатие по диаметру от начала до конца прокатки предпочтительно контролируется в диапазоне от 35% до 70% в зависимости от размера исходной стальной трубы и размера конечной стальной трубы для измельчения перлита и формирования тем самым мелкого зерна цементита.
Высокая температура чистовой прокатки выше 900°С на поверхности стальной трубы препятствует сфероидизации зерна цементита, так как карбид не будет оставаться после прокатки. Такая высокая температура чистовой прокатки также будет ухудшать свойства поверхности конечной стальной трубы. Температура чистовой прокатки ниже точки превращения Ac1 приведет к формированию слишком мелких зерен цементита с малым расстоянием между диспергированным зерном и таким образом ухудшению качества поверхности. Таким образом, температура чистовой прокатки ограничена диапазоном от 900°С до (точки превращения Ac1), предпочтительно в диапазоне выше точки превращения Ас1 Предпочтительно температура чистовой прокатки составляет от 850°С до 750°С.
Общее обжатие по диаметру менее 30% в диапазоне температур от 900°С или ниже препятствует сфероидизации зерна цементита, поскольку перлит не будет в достаточной степени измельчаться в ходе редукционно-растяжной прокатки. Общее обжатие по диаметру более чем на 70% в диапазоне температур от 900°С или ниже будет приводить к формированию слишком мелкого зерна цементита и чрезмерному деформационному упрочнению и, таким образом, ухудшается обрабатываемость в холодном состоянии. Такое большое общее обжатие по диаметру также может привести к низкой производительности при изготовлении деталей.
Применением вышеописанного способа для изготовления исходной стальной трубы, легко может быть изготовлена труба из высокоуглеродистой стали с микроструктурой, содержащей зерно цементита со средним размером зерна и средним расстоянием между поверхностями соседних зерен цементита в соответствующих диапазонах.
Настоящее изобретение далее иллюстрируется следующими примерами.
Примеры
Исходные стальные трубы формуют из полос горячекатаной стали (толщина: 7,0 мм), состава, показанного в таблице 1, способом изготовления труб, включающим непрерывное профилирование стальных полос в по существу цилиндрические открытые трубы и соединение вместе концов открытых труб контактной электросваркой для формирования электросварных стальных труб (внешний диаметр: 89,1 мм).
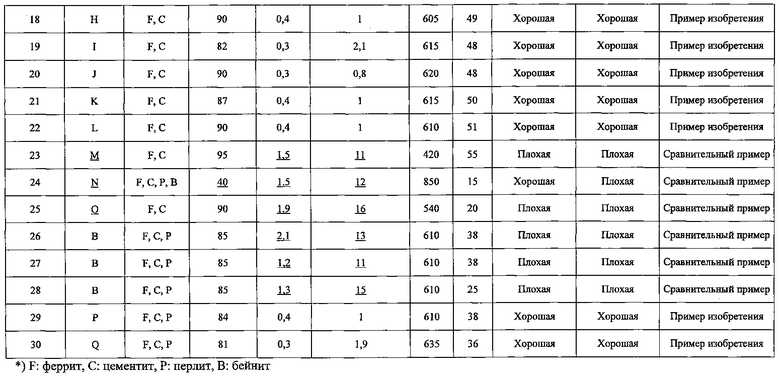
Эти исходные стальные трубы подвергают редукционно-растяжной прокатке в условиях, показанных в таблице 2, для формирования конечных стальных труб. В качестве примеров известного уровня техники, некоторые из стальных труб подвергают отжигу при 700°С в течение 10 часов или нормализации при 925°С в течение 15 минут. Исходные стальные трубы примеров известного уровня техники изготавливают диаметром 40 мм до вышеуказанной обработки.
Проводят изучение микроструктуры полученных стальных труб и также проверяют их обрабатываемость в холодном состоянии, прокаливаемость и технологичность. Эти исследования проводят следующим образом.
(1) Изучение микроструктуры
Каждую из полученных конечных стальных труб разрезают на образцы для изучения микроструктуры. Поперечное сечение (С поперечное сечение) образца, перпендикулярное продольному направлению трубы, полируют и протравливают раствором ниталя и изучают под электронным сканирующим микроскопом (с увеличением в 2000 раз). Изображения, содержащие 100 или больше зерен цементита, фиксируют в 10 или более зонах обзора. Полученные изображения анализируют для определения площади каждого зерна цементита, и его эквивалентный диаметр рассчитывают для определения размера зерна каждого зерна. Среднеарифметический размер зерна цементита рассчитывают для определения среднего размера d зерна цементита в стальной трубе. Полученные изображения также анализируют для определения. расстояния между поверхностями соседних зерен цементита и среднеарифметическое расстояние рассчитывают для определения среднего расстояния L между поверхностями соседних зерен цементита в стальной трубе.
(2) Обрабатываемость в холодном состоянии
Каждую из полученных конечных стальных труб разрезают на JIS №11 А образцы для испытаний на растяжение (GL: 50 мм). Испытание на растяжение производится в соответствии с JIS Z2241 для определения предела прочности при растяжении TS и относительного удлинения El. Испытуемые образцы, имеющие относительное удлинение El 40% или более, оценивают как хорошие, указывающее на "превосходную обрабатываемость в холодном состоянии", и другие испытуемые образцы оценивают как плохие.
(3) Прокаливаемость
Каждую из полученных конечных стальных труб разрезают на образцы для испытаний (длина: 300 мм). Испытуемый образец нагревают до температуры поверхности 1000°С высокочастотным диэлектрическим нагревателем в соответствии с JIS G0559 и закаливают распылением воды на внешнюю поверхность трубы. Условия нагрева следующие: частота составляет 10 кГц и скорость подачи катушки индукционного нагрева составляет 20 мм/с. Закаленный образец разрезают на образцы для испытаний. Распределение твердости в поперечном сечении по толщине образца измеряют с помощью прибора для определения твердости по Виккерсу (нагрузка: 4,9 Н). Эффективная глубина упрочненного слоя определяется как глубина области, имеющей твердость 95% и более от максимальной твердости в зависимости от содержания углерода*1). Для *1) закалочная твердость в зависимости от содержания углерода определяется по следующей ссылке и переводной формуле:
Ссылка: William С. Leslie, The Physical Metallurgy of Steels, Maruzen Co., Ltd., p. 235, Table VII. 2
Переводная таблица (переводная таблица твердости HRC в HV): SAE J417
Испытуемые образцы, имеющие твердость 95% и более максимальной твердости в области от наружной поверхности трубы до глубины 95% или более толщины стенки, оценивают как хорошие, что указывает на "превосходную прокаливаемость", и другие образцы для испытаний оценивают как плохие.
(4) Технологичность
На внутренней поверхности полученных конечных стальных труб нарезают канавки (V-канавки). Рабочий режим следующий:
Скорость вращения: 100 об/мин
Скорость подачи: 0,3 мм/об
Глубина нарезаемой V-канавки: 1 мм
Режущая кромка: твердосплавная режущая кромка
Твердосплавная режущая кромка является обычным твердосплавным режущим инструментом.
После нарезки канавок в 100 конечных стальных трубах, токарный инструмент (инструмент) извлекают и проверяют его состояние. Случай, когда токарный инструмент не имеет трещин или сколов на его кромке и обработанные поверхности не имеют дефектов, оценивают как хороший, и случай, когда, по меньшей мере, имеется один из них, оценивают как плохой.
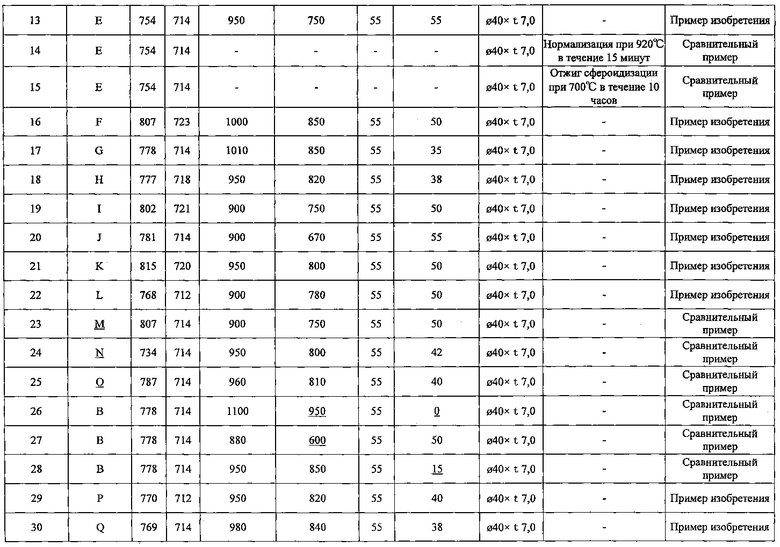
Полученные результаты приведены в таблице 3.
Во всех примерах трубы из высокоуглеродистой стали по изобретению имеют большее относительное удлинение, чем в примерах труб известного уровня техники, подвергнутых отжигу, показывающих, что у них превосходная обрабатываемость в холодном состоянии. Кроме того, во всех примерах трубы из высокоуглеродистой стали по изобретению имеют более высокую прокаливаемость, чем в примерах труб известного уровня техники, подвергнутых нормализации, показывающих, что у них превосходная высокочастотная прокаливаемость. Кроме того, во всех примерах трубы из высокоуглеродистой стали по изобретению обеспечивают меньший износ инструмента и более хорошие свойства поверхности, чем в примерах труб известного уровня техники, подвергнутых нормализации, показывающих, что у них превосходная технологичность. В отличие от этого, сравнительные примеры, выходящие за рамки настоящего изобретения имеют низкую обрабатываемость в холодном состоянии, низкую прокаливаемость, низкую технологичность или все из них.
Изобретение относится к области металлургии, а именно к изготовлению электросварных труб из высокоуглеродистой стали. Способ изготовления трубы из высокоуглеродистой стали включает получение трубы из высокоуглеродистой стали в качестве исходной трубы из стали, содержащей, мас.%: от 0,25 до 0,60 углерода, от 0,01 до 2,0 кремния, от 0,2 до 3,0 марганца, от 0,001 до 0,1 алюминия, от 0,001 до 0,05 фосфора, от 0,0001 до 0,02 серы, от 0,0010 до 0,0100 азота, от 0,0003 до 0,0050 бора, от 0,0001 до 0,0050 кальция, железо и случайные примеси - остальное. Исходную трубу нагревают и выдерживают при температуре превращения Ас3 или выше, подвергают редукционно-растяжной прокатке при температуре чистовой прокатки от 900°С до температуры превращения Ac1 с общим обжатием по диаметру от 30 до 70% в диапазоне температур от 900°С или ниже. Это позволяет формировать без отжига сфероидизации микроструктуру, содержащую фазу феррита и диспергированные в ней зерна цементита, которые имеют средний размер d зерна от 0,1 до менее 0,5 мкм и среднее расстояние L между поверхностями соседних зерен цементита от 0,5 до 10 мкм. Стальная труба характеризуется высокой обрабатываемостью в холодном состоянии, технологичностью. 2 н. и 6 з.п. ф-лы, 3 табл., 30 пр.
1. Труба из высокоуглеродистой стали, содержащей, мас.%:
от 0,25 до 0,60 углерода,
от 0,01 до 2,0 кремния,
от 0,2 до 3,0 марганца,
от 0,001 до 0,1 алюминия,
от 0,001 до 0,05 фосфора,
от 0,0001 до 0,02 серы,
от 0,0010 до 0,0100 азота,
от 0,0003 до 0,0050 бора и
от 0,0001 до 0,0050 кальция,
остальное железо и случайные примеси, и имеющей микроструктуру, включающую основную фазу феррита и зерна цементита, диспергированные в основной фазе, причем средний размер d зерна цементита составляет от 0,1 до менее 0,5 мкм и среднее расстояние L между поверхностями соседних зерен цементита составляет от 0,5 до 10 мкм.
2. Труба по п. 1, в которой сталь дополнительно содержит, в мас.%: по меньшей мере один элемент, выбранный из 2,0 или менее меди, 2,0 или менее хрома, 2,0 или менее молибдена, 2,0 или менее вольфрама, 1,0 или менее ванадия и 0,1 или менее ниобия.
3. Труба по п. 1 или 2, в которой сталь дополнительно содержит 0,1 мас.% или менее титана.
4. Способ изготовления трубы из высокоуглеродистой стали, включающий получение трубы из высокоуглеродистой стали в качестве исходной стальной трубы, нагрев и выдержку исходной стальной трубы и редукционно-растяжную прокатку исходной стальной трубы в конечную трубу, причем исходная стальная труба представляет собой стальную трубу, содержащую, мас.%:
от 0,25 до 0,60 углерода,
от 0,01 до 2,0 кремния,
от 0,2 до 3,0 марганца,
от 0,001 до 0,1 алюминия,
от 0,001 до 0,05 фосфора,
от 0,0001 до 0,02 серы,
от 0,0010 до 0,0100 азота,
от 0,0003 до 0,0050 бора и
от 0,0001 до 0,0050 кальция,
остальное железо и случайные примеси, в котором исходную стальную трубу нагревают и выдерживают при температуре превращения Ас3 или выше и затем подвергают редукционно-растяжной прокатке при температуре чистовой прокатки от 900°С до температуры точки превращения Ac1 с общим обжатием по диаметру от 30 до 70% в диапазоне температур от 900°С или ниже.
5. Способ по п. 4, в котором труба из высокоуглеродистой стали представляет собой электросварную трубу из высокоуглеродистой стали, сформированную непрерывным профилированием полосы из высокоуглеродистой стали соответствующего состава в по существу цилиндрическую открытую трубу и соединение вместе концов открытой трубы контактной сваркой.
6. Способ по п. 4 или 5, в котором сталь дополнительно содержит, в мас.%: по меньшей мере один элемент, выбранный из 2,0 или менее меди, 2,0 или менее хрома, 2,0 или менее молибдена, 2,0 или менее вольфрама, 1,0 или менее ванадия и 0,1 или менее ниобия.
7. Способ по п. 4 или 5, в котором сталь дополнительно содержит 0,1 мас.% или менее титана.
8. Способ по п. 6, в котором сталь дополнительно содержит 0,1 мас.% или менее титана.
| US 6331216 B1, 18.12.2001 | |||
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| СТАЛЬНЫЕ ЛИСТЫ ДЛЯ СВЕРХВЫСОКОПРОЧНЫХ МАГИСТРАЛЬНЫХ ТРУБ И СВЕРХВЫСОКОПРОЧНЫЕ МАГИСТРАЛЬНЫЕ ТРУБЫ, ОБЛАДАЮЩИЕ ПРЕКРАСНОЙ НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2331698C2 |
| Устройство для ориентационной вытяжки термопластов волочением | 1987 |
|
SU1437422A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

