Область техники
Настоящее изобретение относится к сверхвысокопрочным магистральным трубам с прекрасной низкотемпературной ударной вязкостью, характеризующихся прочностью на тангенциальное растяжение (TS-C) не ниже 900 МПа, для применения в качестве трубопроводов для транспортировки нефти, природного газа и т.п.
Уровень техники
В последнее время трубопроводы приобрели растущую значимость в качестве средств транспортирования на большие расстояния нефти, природного газа и т.п. До настоящего времени для транспортирующих на большие расстояния магистральных трубопроводов применялись стандарты Американского нефтяного института (API) X80 и т.д. Однако для улучшения эффективности транспортировки путем повышения давления в трубопроводе и повышения эффективности укладки путем уменьшения диаметра и веса трубопровода требуются более высокопрочные магистральные трубы.
В частности, трубы марки X120 с прочностью на растяжение 900 МПа или выше, которые способны выдержать приблизительно удвоенное внутреннее давление по сравнению с маркой Х65, могут транспортировать приблизительно вдвое больше газа по сравнению с такими же трубопроводами более низкого класса. По сравнению со способами, в которых повышение пропускной способности, зависящей от давления трубопровода, осуществляется путем увеличения толщины стенки трубы, применение высокопрочных магистральных труб дает большую экономию затрат на строительстве трубопроводов благодаря экономии затрат на материал, транспортировку и монтажные сварочные работы.
Как уже было раскрыто в японской не прошедшей экспертизу патентной публикации (Kokai) №2000-199036, осуществляется разработка магистральных труб марки X120, у которых микроструктура базового материала состоит главным образом из смеси мартенсит/бейнит (нижний бейнит). Однако производство этой магистральной трубы включает жесткие технологические ограничения, так как требуется чрезвычайно прецизионное и строгое регулирование микроструктуры.
Повышение прочности магистральных труб создает также необходимость в прочности сварочного металла, образующегося в стыках между сваренными в условиях монтажа трубами (далее называемых монтажными швами) при строительстве трубопровода.
Обычно низкотемпературная ударная вязкость сварочного металла в сварных швах ниже низкотемпературной ударной вязкости базового металла и еще более ухудшается с увеличением прочности. Таким образом, повышение прочности магистральных труб требует повышения прочности сварочного металла монтажных швов, что приводит к ухудшению низкотемпературной ударной вязкости.
Если прочность сварочного металла монтажных швов ниже осевой прочности магистральной трубы, при возникновении напряжений в продольном направлении трубопровода в монтажных швах накапливаются напряжения, в результате чего в нагреваемой зоне повышается вероятность разрыва.
В обычных трубопроводах внутреннее давление порождает тангенциальное напряжение, но не вызывает осевого напряжения. Однако в трубопроводах, сооруженных в регионах типа несплошной тундры, где происходит смещение грунта, обусловленное воздействием замерзания и оттаивания, смещение грунта изгибает трубопроводы и создает осевое напряжение.
Иными словами, сварочный металл монтажных швов трубопроводов должен иметь большую прочность, чем прочность в продольном направлении трубы. Однако сварочный металл монтажных швов сверхвысокопрочных магистральных труб, который является предметом изобретения, уже обладает высокой прочностью. Следовательно, дальнейшее упрочнение приводит к резкому снижению ударной вязкости.
В соответствии с этим, указанную проблему можно уменьшить, если прочность в продольном направлении трубы, которая не имеет отношения к прочности сопротивления внутреннему давлению, будет уменьшена при сохранении прочности в тангенциальном направлении трубы.
Труба из высокопрочной стали, предложенная изобретателем в японской не прошедшей экспертизу патентной публикации (Kokai) №2004-052104, отличается по микроструктуре от трубы согласно настоящему изобретению. Это структурное различие обусловлено различиями в объеме обработки в незакристаллизованной области и в условиях производства.
Раскрытие изобретения
Настоящее изобретение предлагает сверхвысокопрочные магистральные трубы, которые пригодны для трубопроводов, сооруженных в регионах типа несплошной тундры, где грунт совершает сезонное перемещение, и которые способны сделать низкотемпературную ударную вязкость монтажных швов совместимой со стойкостью труб к продольному деформированию.
Если говорить более конкретно, настоящее изобретение предлагает сверхвысокопрочные магистральные трубы, характеризующиеся прочностью на тангенциальное растяжение (TS-C) не ниже 900 МПа (эквивалентно API Х120) благодаря уменьшению прочности на растяжение только в продольном направлении труб, и способы изготовления таких магистральных труб. Настоящее изобретение предлагает также стальные листы для производства сверхвысокопрочных магистральных труб и способы изготовления таких стальных листов.
Для того чтобы получить сверхвысокопрочные магистральные трубы с прочностью на тангенциальное растяжение не ниже 900 МПа, не увеличивая их прочность на осевое растяжение, изобретатель исследовал требования, которым должны удовлетворять стальные листы.
Исследование привело к изобретению стальных листов для производства сверхвысокопрочных магистральных труб, обладающих прекрасной способностью выдерживать давление, низкотемпературной ударной вязкостью и стойкостью к продольному деформированию, и к способам изготовления таких стальных листов и, кроме того, к изобретению магистральных труб, сделанных из таких стальных плит, и к способам производства таких магистральных труб.
Суть изобретения сводится к следующему:
(1) Стальной лист для сверхвысокопрочной магистральной трубы, обладающий прекрасной низкотемпературной ударной вязкостью, состоящий из:
и одного или более элементов из:
остальное железо и неизбежные примеси и который имеет значение величины Р, определенной ниже, в пределах от 2,5 до 4,0, и
отношение (Hv-avep)/(Hv-M) между средней твердостью по Виккерсу Hv-avep в направлении толщины и мартенситной твердостью Hv-M, определяемой содержанием углерода, составляет от 0,8 до 0,9, а прочность на поперечное растяжение TS-Tp составляет от 880 до 1080 МПа, где
Р=2,7С+0.4Si+Mn+0,8Cr+0,45(Ni+Cu)+Мо-1,
Hv-M=270+1300С,
где символы элементов обозначают мас.%. отдельных элементов.
(2) Стальной лист для сверхвысокопрочной магистральной трубы, обладающий прекрасной низкотемпературной ударной вязкостью, состоящий из:
и одного или более элементов из:
остальное железо и неизбежные примеси и который имеет значение величины Р, определенной ниже, в пределах от 2,5 до 4,0, и
отношение (Hv-avep)/(Hv-M) между средней твердостью по Виккерсу Hv-avep в направлении толщины и мартенситной твердостью Hv-M, определяемой содержанием углерода, составляет от 0,8 до 0,9, а прочность на поперечное растяжение TS-Tp составляет от 880 до 1080 МПа,
Р=2,7С+0.4Si+Mn+0,8Cr+0,45(Ni+Cu)+2Мо,
Hv-M=270+1300С,
где символы элементов обозначают мас.% отдельных элементов.
(3) Стальной лист для сверхвысокопрочной магистральной трубы, обладающий прекрасной низкотемпературной ударной вязкостью, описанный в (1) или (2), содержащий:
(4) Стальной лист для сверхвысокопрочной магистральной трубы, обладающий прекрасной низкотемпературной ударной вязкостью, описанный в (3), для которого выполняется соотношение: Ti-3,4N>0 (где символы элементов обозначают мас.% отдельных элементов).
(5) Стальной лист для сверхвысокопрочной магистральной трубы, обладающий прекрасной низкотемпературной ударной вязкостью, описанный в любом из пунктов (1)-(4), у которого ударная вязкость с V-образным надрезом по Шарпи при -20°С составляет не ниже 200 Дж.
(6) Стальной лист для сверхвысокопрочной магистральной трубы, обладающий прекрасной низкотемпературной ударной вязкостью, описанный в любом из пунктов (1)-(4), у которого прочность на осевое растяжение TS-Lp составляет не более 0,95 от прочности на поперечное растяжение TS-Tp.
(7) Стальной лист для сверхвысокопрочной магистральной трубы, обладающий прекрасной низкотемпературной ударной вязкостью, описанный в любом из пунктов (1)-(6), для которого отношение предела текучести к пределу прочности в направлении прокатки (YS-Lp)/(TS-Lp), которое является отношением 0,2%-ного условного предела текучести YS-Lp в направлении прокатки к пределу прочности на растяжение TS-Lp в направлении прокатки, составляет не более 0,8.
(8) Сверхвысокопрочная магистральная труба, обладающая прекрасной низкотемпературной ударной вязкостью, получаемая шовной сваркой стального листа, состоящего из:
и одного или более элементов из:
остальное железо и неизбежные примеси и которая имеет значение величины Р, определенной ниже/в пределах от 2,5 до 4,0, и в которой:
отношение (Hv-ave)/(Hv-M) между средней твердостью по Виккерсу Hv-ave в направлении толщины базового металла и мартенситной твердостью Hv-M, определяемой содержанием углерода, составляет от 0,8 до 0,9, а прочность на тангенциальное растяжение TS-C составляет от 900 до 1100 МПа,
Р=2,7С+0.4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Мо-1+β,
где β=1, когда В≥3 ч/млн, и β=0, когда В<3 ч/млн,
Hv-M=270+1300С,
где символы элементов обозначают мас.% отдельных элементов.
(9) Сверхвысокопрочная магистральная труба, обладающая прекрасной низкотемпературной ударной вязкостью, получаемая шовной сваркой стального листа, состоящего из:
и одного или более элементов из:
остальное железо и неизбежные примеси и которая имеет значение величины Р, определенной ниже, в пределах от 2,5 до 4,0, и в которой: отношение (Hv-ave)/(Hv-M*) между средней твердостью по Виккерсу Hv-ave в направлении толщины базового металла и мартенситной твердостью Hv-M*, определяемой содержанием углерода, составляет от 0,75 до 0,9, а прочность на тангенциальное растяжение TS-C составляет от 900 до 1100 МПа,
Р=2,7С+0.4Si+Mn+0,8Cr+0,45(Ni+Cu)+Мо-1,
Hv-M*=290+1300С,
где символы элементов обозначают мас.% отдельных элементов.
(10) Сверхвысокопрочная магистральная труба, обладающая прекрасной низкотемпературной ударной вязкостью, получаемая шовной сваркой стального листа, состоящего из:
и одного или более элементов из:
остальное железо и неизбежные примеси и которая имеет значение величины Р, определенной ниже, в пределах от 2,5 до 4,0, и в которой: отношение (Hv-ave)/(Hv-M*) между средней твердостью по Виккерсу Hv-ave в направлении толщины базового металла и мартенситной твердостью Hv-M*, определяемой содержанием углерода, составляет от 0,75 до 0,9, а прочность на тангенциальное растяжение TS-C составляет от 900 до 1100 МПа,
Р=2,7С+0.4Si+Mn+0,8Cr+0,45(Ni+Cu)+2Мо,
Hv-M*=290+1300С,
где символы элементов обозначают мас.% отдельных элементов.
(11) Сверхвысокопрочная магистральная труба, обладающая прекрасной низкотемпературной ударной вязкостью, описанная в (9) или (10), содержащая:
(12) Сверхвысокопрочная магистральная труба, обладающая прекрасной низкотемпературной ударной вязкостью, описанная в (11), для которой выполняется соотношение: Ti-3,4N>0 (где символы элементов обозначают мас.% отдельных элементов).
(13) Сверхвысокопрочная магистральная труба, обладающая прекрасной низкотемпературной ударной вязкостью, описанная в любом из пунктов (8)-(12), для которой значение ударной вязкости с V-образным надрезом по Шарпи при -20°С составляет не ниже 200 Дж.
(14) Сверхвысокопрочная магистральная труба, обладающая прекрасной низкотемпературной ударной вязкостью, описанная в любом из пунктов (8)-(13), у которой прочность на растяжение в продольном направлении магистральной трубы составляет не более 0,95 от прочности на растяжение в ее тангенциальном направлении.
(15) Способ изготовления стального листа для сверхвысокопрочной магистральной трубы, обладающего прекрасной низкотемпературной ударной вязкостью, включающий стадии:
нагрева слябов, состоящих из:
и одного или более элементов из:
остальное железо и неизбежные примеси и имеющих значение величины Р, определенной ниже, в пределах от 2,5 до 4,0, до 1000-1250°С,
где Р=2,7С+0.4Si+Mn+0,8Cr+0,45(Ni+Cu)+Мо-1,
где символы элементов обозначают мас.% отдельных элементов,
черновой прокатки в рекристаллизованной области,
прокатки в нерекристаллизованной аустенитной области при 900°С или ниже при суммарном обжатии прокатки не менее 75% и затем
применения быстрого охлаждения от аустенитной области, в результате которого центр толщины пластины охлаждается до 500°С или ниже со скоростью от 1 до 10°С/с.
(16) Способ изготовления стального листа для сверхвысокопрочной магистральной трубы, обладающего прекрасной низкотемпературной ударной вязкостью, включающий стадии:
нагрева слябов, состоящих из:
и одного или более элементов из:
остальное железо и неизбежные примеси, имеющих значение величины Р, определенной ниже, в пределах от 2,5 до 4,0, до 1000-1250°С,
где Р=2,7С+0.4Si+Mn+0,8Cr+0,45(Ni+Cu)+2Мо,
где символы элементов обозначают мас.% отдельных элементов,
черновой прокатки в рекристаллизованной области,
прокатки в нерекристаллизованной аустенитной области при 900°С или ниже при суммарной степени обжатия прокатки не менее 75% и затем
применения быстрого охлаждения от аустенитной области, в результате которого центр толщины пластины охлаждается до 500°С или ниже со скоростью от 1 до 10°С/с.
(17) Способ изготовления стального листа для сверхвысокопрочной магистральной трубы, обладающей прекрасной низкотемпературной ударной вязкостью, описанный в (15) или (16), в котором слябы содержат также
(18) Способ изготовления стального листа для сверхвысокопрочной магистральной трубы, обладающего прекрасной низкотемпературной ударной вязкостью, описанный в (17), для которого выполняется соотношение: Ti-3,4N>0 (где символы элементов обозначают мас.% отдельных элементов).
(19) Способ производства сверхвысокопрочной магистральной трубы, обладающей прекрасной низкотемпературной ударной вязкостью, включающий стадии:
формовки стального листа, изготовленного с помощью способов изготовления сверхвысокопрочного стального листа, обладающего прекрасной низкотемпературной ударной вязкостью, описанных в любом из пунктов (15)-(18), в форму трубы таким образом, что направление прокатки стального листа совпадает с продольным направлением производимой трубы, и
формование трубы с помощью шовной сварки ее краев.
(20) Способ производства сверхвысокопрочной магистральной трубы, обладающей прекрасной низкотемпературной ударной вязкостью, включающий стадии:
формовки стального листа, изготовленного с помощью способов изготовления сверхвысокопрочного стального листа, обладающего прекрасной низкотемпературной ударной вязкостью, описанных в любом из пунктов (15)-(18), в форму трубы с помощью UO-процесса таким образом, что направление прокатки стального листа совпадает с продольным направлением производимой трубы, и
формования трубы путем соединения ее краев с использованием дуговой сварки под флюсом с внутренней и внешней сторон и
расширения сваренной трубы.
(21) Способ производства сверхвысокопрочной магистральной трубы, обладающей прекрасной низкотемпературной ударной вязкостью, включающий стадии:
нагрева слябов, состоящих из:
и одного или более элементов из:
остальное железо и неизбежные примеси, имеющих значение величины Р, определенной ниже, в пределах от 2,5 и 4,0, до 1000-1250°С,
где Р=2,7С+0.4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Мо-1+β,
где β=1, когда В≥3 ч/млн, и β=0, когда В<3 ч/млн,
где символы элементов обозначают мас.% отдельных элементов,
черновую прокатку в рекристаллизованной области,
прокатку в нерекристаллизованной аустенитной области при 900°С или ниже при суммарной степени обжатия прокатки не менее 75%,
применения быстрого охлаждения от аустенитной области, в результате которого центр толщины пластины охлаждается до 500°С или ниже со скоростью от 1 до 10°С/с,
формование изготовленного таким образом стального листа в форму трубы таким образом, что направление прокатки стального листа совпадает с продольным направлением производимой трубы, и
формование трубы с помощью шовной сварки ее краев.
(22) Способ производства сверхвысокопрочной магистральной трубы, обладающей прекрасной низкотемпературной ударной вязкостью, описанный в (21), который, кроме того, включает стадии:
формовки стального листа, предназначенного для быстрого охлаждения, в форму трубы с помощью UO-процесса таким образом, что направление прокатки стального листа совпадает с продольным направлением производимой трубы,
соединения ее краев с использованием дуговой сварки под флюсом с внутренней и внешней сторон и
расширения сваренной трубы.
Краткое описание чертежей
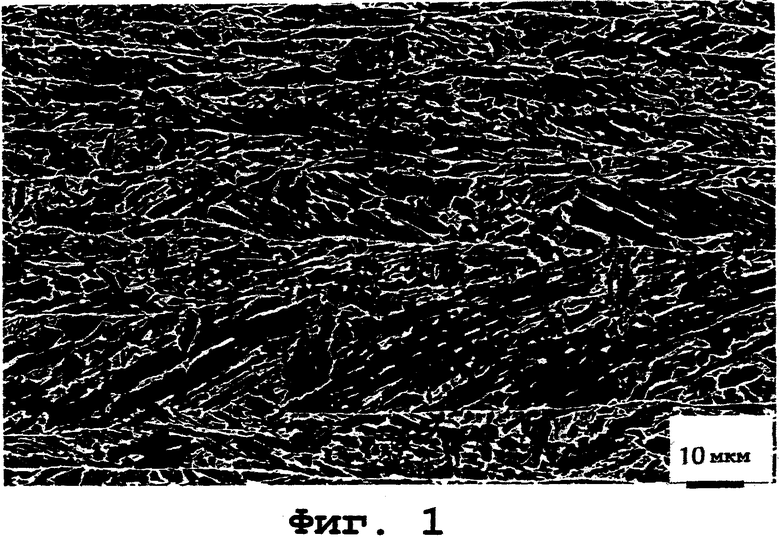
Фиг.1 демонстрирует структуру вырожденного верхнего бейнита.
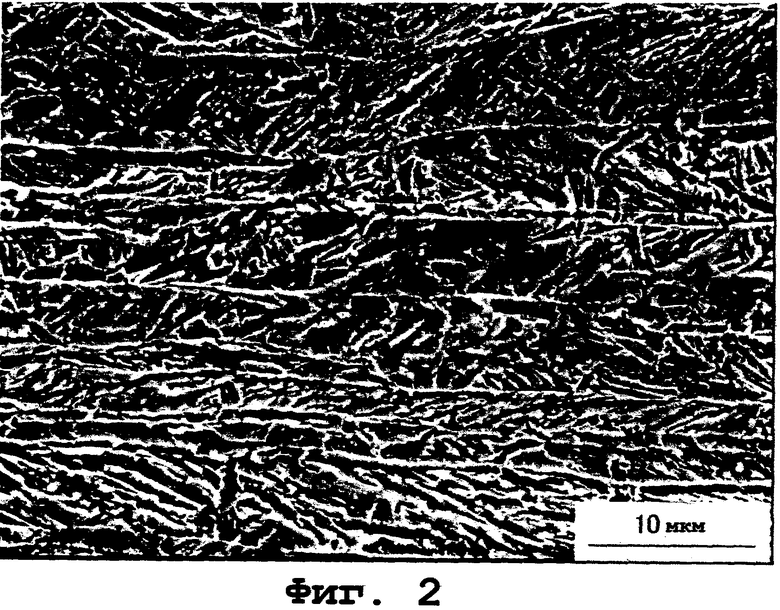
Фиг.2 демонстрирует смешанную структуру мартенсит/бейнит (нижний бейнит).
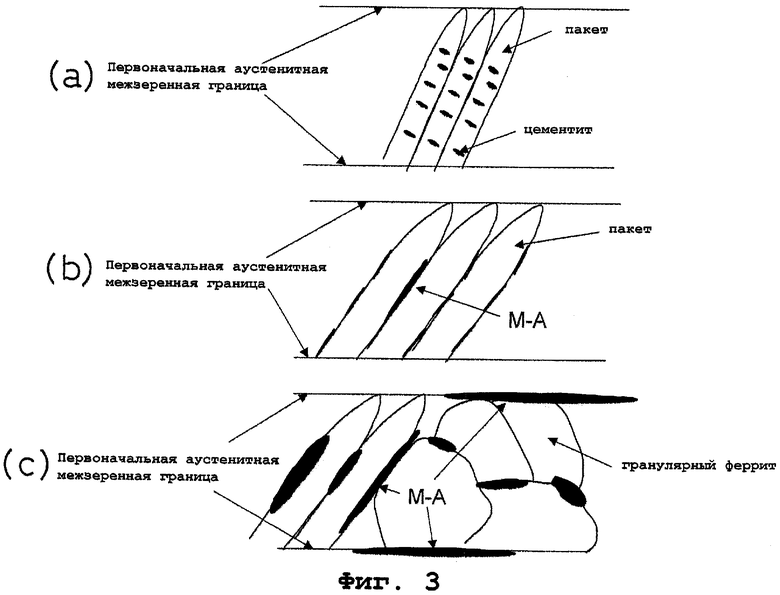
Фиг.3 схематически показывает структуры нижнего бейнита, вырожденного верхнего бейнита и гранулярного бейнита: (а) нижний бейнит, (b) вырожденный верхний бейнит, (с) гранулярный бейнит.
Осуществление изобретения
Для обеспечения прочности, выдерживающей разрыв, причиной которого является напряжение, накапливающееся в продольном направлении трубопровода, прочность монтажной сварки должна быть равной осевой прочности трубопровода или более высокой.
Если продольная прочность трубопровода ниже прочности монтажной сварки, вероятность локальной деформации монтажной сварки и ее последующего разрыва уменьшается. С другой стороны, если продольная прочность трубопровода слишком велика, повышение прочности монтажной сварки снижает низкотемпературную ударную вязкость.
С целью разрешения этой проблемы изобретатель предпринял разработку сверхвысокопрочной магистральной трубы, обладающей прочностью на тангенциальное растяжение (TS-C) не ниже 900 МПа и пониженной прочностью на осевое растяжение (TS-L).
Изучая взаимозависимость между микроструктурой стального листа для сверхвысокопрочной магистральной трубы и прочностью листа в направлении прокатки и в поперечном направлении, изобретатель обнаружил, что прочность на осевое растяжение (прочность растяжения вдоль направления прокатки) стального листа можно существенным образом уменьшить путем преобразования его структуры в структуру вырожденного верхнего бейнита.
При этом прочность растяжения поперек направления прокатки описывается как прочность на поперечное растяжение.
В данном случае структура вырожденного верхнего бейнита означает структуру, которая имеет реечную структурную характеристику структур низкотемпературного превращения и образует карбиды и мартенсит-аустенитные (МА) составляющие второй фазы более крупные, чем в нижнем бейните.
Фиг.1 представляет сканированную электронную микрофотографию стального листа для сверхвысокопрочной магистральной трубы, имеющей микроструктуру вырожденного верхнего бейнита согласно настоящему изобретению. В целях сравнения на фиг.2 представлена сканированная электронная микрофотография стального листа для традиционной магистральной трубы марки X120, имеющего смешанную структуру мартенсит/бейнит (далее называемую структурой нижнего бейнита).
Поскольку сравнение сканированных электронных микрофотографий на фиг.1 и 2 не проясняет разницу в микроструктуре между структурами вырожденного верхнего бейнита и нижнего бейнита, на фиг.3 даются схематические иллюстрации.
Как показано на фиг.3(b), пакеты в дегенерированном верхнем бейните шире пакетов в нижнем бейните (см. Фиг.3(а)), не содержат в себе в отличие от нижнего бейнита мелкого цементита и имеют между пакетами МА-составляющие.
Сравнение между вырожденным верхним бейнитом и гранулярным бейнитом (см. Фиг.3(с)) обнаруживает, что гранулярный бейнит имеет более крупные МА-составляющие, чем вырожденный верхний бейнит, и в отличие от вырожденного верхнего бейнита содержит гранулярный феррит.
Хотя вырожденный верхний бейнит можно отличить от нижнего бейнита с помощью сканирующей электронной микроскопии, определить количественное соотношение между ними по микроструктурной фотографии затруднительно. В настоящем изобретении, поэтому вырожденный верхний бейнит и нижний бейнит различают путем сравнения твердости по Виккерсу, используя тот факт, что вырожденный верхний бейнит не столь тверд, как нижний бейнит.
Для сталей с химическим составом согласно настоящему изобретению твердость нижнего бейнита равна твердости мартенсита Hv-M, которая зависит от содержания углерода.
Hv-M можно получить из следующего уравнения:
Hv-M=270+1300C.
Если вырожденный верхний бейнит в микроструктуре стальной пластины составляет более приблизительно 70%, твердость стальной пластины Hv-avep-становится ниже Hv-M и отношение (Hv-avep)/(Hv-M) лежит в пределах от 0,8 до 0,9.
Твердость стального листа Hv-avep является средним значением твердости, измеряемой при приложении нагрузки 10 кгс с интервалами 1 мм по всей толщине листа в поперечном сечении параллельными направлению прокатки.
Когда отношение твердостей (Hv-avep)/(Hv-M) составляет от 0,8 до 0,9, прочность на поперечное растяжение стального листа (TS-Tp) находится в пределах от 880 до 1080 МПа. Магистральные трубы, произведенные из этого стального листа, имеют прочность тангенциального растяжения (TS-C) не ниже 900 МПа и, таким образом, обладают способностью выдерживать давление, требуемое от магистральных труб марки X120.
Стальной лист, прочность на поперечное растяжение которого не превышает 1080 МПа, обладает прекрасной формуемостью, поскольку сила противодействия, возникающая при формовании в трубчатую форму, уменьшается.
Стальной лист согласно настоящему изобретению, который состоит в основном из вырожденного верхнего бейнита, обладает прекрасными характеристиками ударных свойств.
Магистральные трубы должны обладать способностью останавливать быстрое пластическое разрушение. Чтобы удовлетворять этому требованию, ударная вязкость с V-образным надрезом по Шарпи при -20°С стального листа для магистральной трубы должна быть не менее 200 Дж.
Сталь настоящего изобретения, у которой вырожденный верхний бейнит составляет более чем приблизительно 70%, а отношение (Hv-avep)/(Hv-M) лежит в пределах от 0,8 до 0,9, характеризуется ударной вязкостью с V-образным надрезом по Шарпи не менее 200 Дж при -20°С.
У стали настоящего изобретения, состоящей в основном из вырожденного верхнего бейнита, прочность на осевое растяжение (TS-Lp) меньше прочности на поперечное растяжение (TS-Tp) и поддерживается на уровне менее 0,95 величины последней.
В порядке сравнения, в традиционной сверхвысокопрочной стали, состоящей в основном из нижнего бейнита, прочность на осевое растяжение по существу равна прочности на поперечное растяжение.
Магистральная труба, производимая формованием в трубчатую форму стального листа настоящего изобретения, состоящего в основном из вырожденного верхнего бейнита, таким образом, что направление прокатки стального листа совпадает с продольным направлением магистральной трубы, имеет пониженную прочность в продольном направлении при сохранении неизменной прочности в тангенциальном направлении.
Это способствует повышению прочности наплавленного металла монтажного шва по сравнению с осевой прочностью магистральной трубы, при сохранении при этом низкотемпературной ударной вязкости монтажных швов.
Хотя и желательно, чтобы прочность на осевое растяжение (TS-Lp) была как можно меньше по сравнению с прочностью на поперечное растяжение (TS-Tp), в действительности же сделать ее меньше 0,90 величины последней является затруднительным.
Если отношение предела текучести к пределу прочности YS/TS, в котором YS является 0,2%-ным условным пределом текучести стального листа, a TS является его прочностью на растяжение, невелико, в процессе формования стального листа в форму трубы имеет место улучшение формуемости.
Если отношение предела текучести к пределу прочности в направлении прокатки стальной плиты (YS-Lp)/(TS-Lp), в котором YS-Lp является 0,2%-ным условным пределом текучести в направлении прокатки стального сляба, а TS-Lp является ее прочностью на растяжение, невелико, отношение предела текучести к пределу прочности в продольном направлении магистральной трубы также становится небольшим.
Отсюда следует, что базовый металл магистральной трубы около монтажных швов трубопровода становится более деформируемым по сравнению со сварочным металлом монтажных швов.
Когда в продольном направлении трубопровода возникают деформации, вызванные землетрясением, сдвигами земной коры и т.п., базовый металл магистральной трубы деформируется и благодаря этому препятствует появлению разрыва трубопровода. Чтобы получить такой эффект, предпочтительно поддерживать отношение предела текучести к пределу прочности в направлении прокатки стального листа (YS-Lp)/(TS-Lp) не выше 0,80.
Далее описывается магистральная труба, производимая из стального листа для сверхвысокопрочной магистральной трубы, состоящего в основном из вырожденного верхнего бейнита согласно настоящему изобретению.
Для обеспечения выдерживания внутреннего давления, требуемого от магистральных труб марки X120, необходимо, чтобы их прочность на тангенциальное растяжение (TS-C) была не менее 900 МПа.
Если, с другой стороны, прочность на тангенциальное растяжение превышает 1100 МПа, производство магистральной трубы сильно осложняется. Учитывая это затруднение при производственном регулировании, предпочтительно установить верхний предел прочности на тангенциальное растяжение магистральной трубы равным 1000 МПа.
Поскольку стальной лист нагартовывается под влиянием пластической деформации при его формовании в магистральную трубу, твердость магистральной трубы становится выше твердости стального листа. Нагартовывание иногда увеличивает твердость Hv-ave сверхвысокопрочной магистральной трубы согласно настоящему изобретению на примерно 20 по сравнению со стальным листом.
Если количество вырожденного верхнего бейнита в микроструктуре магистральной трубы измеряется на основе твердости мартенсита Hv-M, которая зависит от содержания углерода, количество вырожденного верхнего бейнита оказывается заниженным из-за того, что при определении Hv-M не принимается в расчет нагартовывание.
Таким образом, в случае сверхвысокопрочной магистральной трубы согласно настоящему изобретению количество вырожденного верхнего бейнита может быть определено путем нахождения твердости структуры нагартованного нижнего бейнита из приведенного ниже уравнения для «Hv-M*», которое добавляет 20 к твердости мартенсита, зависящей от содержания углерода, и использования отношения Hv-ave/Hv-М*.
Hv-M*=290+1300С.
В то время как приемлемый диапазон Hv-ave/Hv-M* составляет от 0,75 до 0,90, предпочтительный нижний предел равен 0,80.
Твердость магистральной трубы Hv-ave представляет собой среднее от твердости, измеряемой при применении нагрузки 10 кгс с интервалами 1 мм по толщине магистральной трубы в ее продольном сечении.
Сверхвысокопрочная магистральная труба, изготовленная из стального листа, состоящего в основном из вырожденного верхнего бейнита, согласно настоящему изобретению, также имеет прекрасную низкотемпературную ударную вязкость, такую же, как и названный стальной лист. Ударная вязкость с V-образным надрезом по Шарпи у магистральной трубы при -20°С равна 200 Дж или выше.
Сверхвысокопрочная магистральная труба согласно настоящему изобретению, изготовленная из стального листа, прочность на осевое растяжение которой (TS-Lp) не превышает 0,95 от прочности на поперечное растяжение (TS-Tp), может иметь прочность на осевое растяжение (TS-L), как и указанный стальной лист, не превышающую 0,95 от ее прочности на тангенциальное растяжение (TS-C).
Хотя и желательно, чтобы TS-L была как можно меньше TS-C, в действительности затруднительно сделать TS-L не выше, чем 0,9 от TS-C.
Ниже объясняется причина того, почему составляющие элементы сверхвысокопрочного стального листа и магистральной трубы согласно настоящему изобретению имеют ограничения. Используемый в описании символ % означает мас.%.
С ограничивается пределами 0,03 и 0,07%. Поскольку С очень эффективен в отношении повышения прочности стали, уже содержание, равное С 0,03%, должно довести прочность стального листа и магистральной трубы до запланированного диапазона значений настоящего изобретения.
Однако, поскольку слишком много С значительно ухудшает низкотемпературную ударную вязкость и пригодность базового металла и околошовной зоны (HAZ) для монтажной сварки, установлен верхний предел, равный 0,07%. Предпочтительный верхний предел содержания С составляет 0,06%.
Si добавляют для раскисления и повышения прочности. Однако, поскольку избыточное добавление Si значительно ухудшает ударную вязкость околошовной зоны и пригодность к монтажной сварке, установлен верхний предел, равный 0,6%. Поскольку сталь в достаточной степени раскисляется добавками Al и Ti, добавление Si не является обязательным.
Mn является необходимым элементом для получения микроструктуры сталей согласно настоящему изобретению, состоящей в основном из вырожденного верхнего бейнита и сохраняющей равновесие между высокой прочностью и прекрасной низкотемпературной ударной вязкостью. Необходимая добавка составляет не менее чем 1,5%.
Однако слишком большая добавка Mn усиливает отверждаемость стали, ухудшая тем самым ударную вязкость околошовной зоны и пригодность к монтажной сварке, и усиливает осевую ликвацию в непрерывно отливаемых слябах, ухудшая тем самым низкотемпературную ударную вязкость базового металла. Таким образом, верхний предел установлен равным 2,5%.
Содержание примесных элементов Р и S ограничивается, соответственно, значениями не более 0,015% и не более 0,003%. Это служит, прежде всего, для дальнейшего повышения низкотемпературной ударной вязкости базового металла и околошовной зоны.
Снижение содержания Р уменьшает осевую ликвацию в непрерывно отливаемых слябах и повышает низкотемпературную ударную вязкость благодаря предотвращению разлома по межзеренной границе. Снижение содержания S повышает пластичность и ударную вязкость благодаря снижению MnS, который расширяется в процессе горячей прокатки.
Целью добавления Мо является усиление прокаливаемости стали и получение желаемой микроструктуры, состоящей в основном из вырожденного верхнего бейнита. Добавление Мо дополнительно усиливает способствующий прокаливаемости эффект добавления В.
Совместное добавление Мо и Nb улучшает аустенитную структуру, ингибируя рекристаллизацию аустенита при регулируемой прокатке. Для обеспечения этого эффекта необходимо добавление по меньшей мере 0,15% Мо.
Однако, поскольку избыточное добавление Мо ухудшает ударную вязкость околошовной зоны и способность к сварке, а также нарушает эффект способствующего прокаливаемости добавления В, установлен верхний предел добавления, равный 0,60%.
Совместное добавление Nb с Мо не только улучшает и стабилизирует структуру вырожденного верхнего бейнита, ингибируя рекристаллизацию аустенита при регулируемой прокатке, но и упрочняет сталь, способствуя дисперсионному твердению и усилению прокаливаемости.
Совместное добавление Nb с В синергетически увеличивает эффект прокаливаемости. Добавление Nb в количестве 0,01% или более предотвращает чрезмерное размягчение околошовной зоны. Однако, поскольку слишком большая добавка Nb отрицательно влияет на ударную вязкость околошовной зоны и способность к сварке, установлен верхний предел добавления, равный 0,10%.
Ti фиксирует твердый раствор N, отрицательно влияющий на способствующий прокаливаемости эффект В, и является расчисляющим элементом. Когда содержание Al столь мало, что не превышает, в частности, 0,005%, Ti образует оксид, выполняет функцию зародыша для образования транскристаллического феррита и улучшает структуру околошовной зоны. Для обеспечения этих эффектов добавка Ti должна быть не меньшей 0,005%.
Тонкое выделение TiN препятствует укрупнению зерен аустенита при повторном нагреве сляба в околошовной зоне и улучшает микроструктуру, усиливая тем самым низкотемпературную ударную вязкость базового металла и околошовной зоны. Для обеспечения этого эффекта предпочтительно добавлять Ti в количестве большем 3,4N (мас.%).
Однако, поскольку слишком большие добавки Ti ухудшают низкотемпературную ударную вязкость в результате дисперсионного твердения TiC и укрупнения TiN, установлен верхний предел, равный 0,030%.
Все то, что обычно содержится в стали в качестве раскислителя, также проявляет улучшающее микроструктуру действие. Однако, т.к. неметаллические включения на основе Al возрастают и ухудшают способность стали к беспримесности, если добавка Al превышает 0,10%, верхний предел устанавливают равным 0,10%.
Предпочтительный верхний предел для добавления Al равен 0,06%. Если добавляемые Ti и Si производят достаточное раскисление, необходимость в добавлении Al отпадает.
Целью добавления Ni является повышение низкотемпературной ударной вязкости, прочности и прочих свойств низкоуглеродистых сталей согласно настоящему изобретению без ухудшения выполнимости монтажной сварки.
Добавление Ni менее желательно, чем добавление Mn, Cr и Мо, для образования упрочненной структуры, ослабляющей низкотемпературную ударную вязкость в прокатанной структуре, в частности в зоне осевой ликвации непрерывно отливаемых слябов. Было выяснено, что добавление Ni не менее 0,1% является эффективным для повышения ударной вязкости околошовной зоны.
Особенно эффективное количество добавляемого Ni для повышения ударной вязкости нагреваемой зоны составляет не менее 0,3%. Поскольку чрезмерные добавки Ni не только неэкономичны, но и ухудшают ударную вязкость околошовной зоны и способность к сварке, верхний предел устанавливают равным 1,5%.
Добавление Ni также эффективно для предотвращения медного растрескивания при непрерывной отливке и горячей прокатке. Предпочтительно, чтобы количество добавляемого Ni было не меньше, чем одна треть от количества Cu.
Цель добавления одного или более из В, N, V, Cu, Cr, Са, РЗМ (редкоземельные металлы) и Mg будет описана ниже. Основной целью добавления одного или более из указанных элементов в дополнение к базовым составляющим является дополнительное повышение прочности и ударной вязкости, а также расширение диапазона пригодных для производства размеров без ухудшения прекрасных характеристик сталей согласно настоящему изобретению.
В является высокоэффективным элементом при получении микроструктуры, состоящей в основном из вырожденного верхнего бейнита, поскольку небольшие добавки его резко повышают прокаливаемость стали.
Наряду с этим В усиливает повышающий прокаливаемость эффект Мо и синергетически повышает прокаливаемость в случае его присутствия вместе с Nb. Поскольку, однако, чрезмерные добавки В не только ухудшают низкотемпературную ударную вязкость, но также снижают повышающий прокаливаемость эффект В, верхний предел добавления устанавливают равным 0,0025%.
N ингибирует укрупнение аустенитных зерен при повторном нагревании сляба и в околошовных зонах при образовании TiN, а также повышает низкотемпературную ударную вязкость базового металла и околошовных зон. Чтобы получить такой эффект, желательно добавлять N в количестве не менее 0,001%.
Однако, поскольку слишком большее количество N ухудшает повышающий закаливаемость эффект добавления В из-за образования на поверхности сляба дефектов и ухудшения ударной вязкости околошовных зон вследствие образования растворимого N, предпочтительно установить верхний предел добавления N равным 0,006%.
V проявляет в значительной степени близкий, но не такой сильный эффект, как Nb. Тем не менее, добавление V к сверхвысокопрочной стали является эффективным, а совместное добавление Nb и V еще больше усиливает прекрасные характеристики сталей согласно настоящему изобретению. Хотя приемлемый верхний предел равен 0,10% с точки зрения ударной вязкости околошовной зоны и способности к монтажной сварке, в особенности предпочтителен диапазон от 0,03 до 0,08%.
Cu и Cr повышают прочность базового металла и околошовной зоны, но их избыток значительно ухудшает ударную вязкость околошовной зоны и способность к сварке. По этой причине предпочтительно установить верхний предел добавления Cu и Cr равным 1,0% для каждого.
Са и РЗМ повышают низкотемпературную ударную вязкость, регулируя форму сульфидов, в частности MnS. Однако добавление Са свыше 0,01% или РЗМ свыше 0,02% приводит к образованию больших количеств CaO-CaS или РЗМ-CaS, которые образуют большие кластеры и включения, которые, в свою очередь, не только портят чистоту стали, но и плохо влияют на ее способность к монтажной сварке.
По этой причине верхний предел добавления Са устанавливают равным 0,01% или, преимущественно, 0,006%, а верхний предел для РЗМ равным 0,02%.
Для сверхвысокопрочной магистральной трубы весьма эффективно также поддерживать содержание S и О ниже 0,001% и 0,002%, соответственно, а значение ESSP=(Ca)[1-124(O)]/1,25S в пределах 0,5≤ESSP≤10,0.
Mg образует тонкодисперсные оксиды и повышает низкотемпературную ударную вязкость, замедляя укрупнение зерна в околошовной зоне. Добавление Mg сверх 0,006% приводит к образованию крупных оксидов и ухудшает ударную вязкость.
Кроме указанных выше ограничений добавок отдельных элементов необходимо поддерживать значение Р, представляющее собой показатель прокаливаемости в пределах 2,5≤Р≤4,0. Это необходимо для обеспечения баланса между прочностью и низкотемпературной ударной вязкостью, который необходим для сверхвысокопрочных стального листа и магистральной трубы согласно настоящему изобретению.
Причиной установления нижнего предела значения Р равным 2,5 является получение прекрасной низкотемпературной ударной вязкости при сохранении прочности на тангенциальное растяжение равным 900 МПа или выше. Причиной установления верхнего предела значения Р равным 4,0 является поддержание прекрасной ударной вязкости околошовных зон и способности к монтажной сварке.
Значение Р может быть получено из следующего уравнения, включающего количества отдельных добавленных элементов (мас.%):
Р=2,7С+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Мо-1+β,
где β=1, когда В≥3 ч/млн, и β=0, когда В<3 ч/млн.
Если добавлено менее 3 ч/млн В, значение Р получают из следующего уравнения:
Р=2,7С+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+Мо-1.
Если добавлено не менее 3 ч/млн В, значение Р получают из следующего уравнения:
Р=2,7С+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+2Мо.
Для изготовления стального листа, имеющего микроструктуру, состоящую в основном из вырожденного верхнего бейнита, необходимо выдерживать в соответствующих пределах не только состав стали, но и условия ее получения.
Прежде всего, непрерывно отливаемый сляб подвергают горячей обработке в зоне температуры рекристаллизации, и рекристаллизованные зерна превращаются в аустенитные зерна, выравниваемые в направлении прокатки в нерекристаллизационной области. Прокатка в нерекристаллизационной области представляет собой горячую прокатку, производимую в диапазоне нерекристаллизационных и аустенитных температур, который лежит ниже температуры рекристаллизации и выше температуры, при которой начинается трансформация феррита при охлаждении, т.е. в нерекристаллизационной температурной области.
Далее, полученный стальной лист охлаждают от аустенитной области при соответствующей скорости охлаждения, которая выше скорости, при которой образуется крупный гранулярный бейнит, и ниже скорости, при которой образуются нижний бейнит и мартенсит.
Сляб, изготовленный непрерывной отливкой или первичной прокаткой, нагревают до температуры от 1000 до 1250°С. Если температура ниже 1000°С, добавленные элементы не образуют необходимых твердых растворов и отлитые структуры не являются в достаточной степени чистыми. Если температура выше 1250°С, происходит укрупнение кристаллических зерен.
Нагретый сляб подвергают черновой прокатке в зоне температуры рекристаллизации, которая не выше температуры нагрева и выше 900°С. Цель этой черновой прокатки - сделать кристаллы как можно более тонкими перед последующей прокаткой в нерекристаллизационной области.
Вслед за черновой прокаткой проводят прокатку в нерекристаллизационной области с суммарной степенью обжатия прокатки не менее 75% в области нерекристаллизационных температур не выше 900°С и аустенитной области не ниже 700°С. Так как стали согласно настоящему изобретению содержат много Nb и других легирующих элементов, температуры не выше 900°С лежат в нерекристаллизационной области. Прокатку в нерекристаллизационной области следует заканчивать при 700°С или выше в аустенитной области.
Для того чтобы сделать прочность стального листа на поперечное растяжение TS-Tp выше прочности на осевое растяжение TS-Lp, так чтобы в конечном итого прочность магистральной трубы на тангенциальное растяжение TS-C была выше ее прочности на осевое растяжение TS-L, необходимо увеличить процент удлинения кристаллических зерен в направлении прокатки.
Для того чтобы сделать TS-Lp стального листа не выше 0,95 TS-Tp и TS-L магистральной трубы не выше 0,95 TS-C, предпочтительно иметь суммарную степень обжатия прокатки не выше 80%.
Далее, стальной лист охлаждают от аустенитной области при 700°С или выше до 500°С или ниже при скорости охлаждения в центре толщины листа от 1 до 10°С/с.
Если скорость охлаждения в центре толщины стального листа превышает 10°С/с, поверхностная область стального листа становится нижним бейнитом. Если скорость охлаждения становится равной 20°С или выше, нижним бейнитом становится все поперечное сечение стального листа.
Если скорость охлаждения ниже 1°С/с, стальной лист становится гранулярным бейнитом и утрачивает ударную вязкость. Если скорость охлаждения слишком велика или слишком мала, TS-Lp стального листа становится менее 0,95 TS-Tp, a TS-L магистральной трубы не становится ниже 0,95 TS-C.
Считается, что причина разницы между TS-Lp и TS-Tp стального листа и разницы между TS-L и TS-C в магистральной трубе лежит главным образом в прокатке в нерекристаллизационной области. Поэтому трудно получить TS-Lp стального листа ниже 0,90 TS-Tp и TS-L магистральной трубы ниже 0,90 TS-C.
Необходимо, кроме того, установить нижний предел температурного диапазона, в котором регулируется скорость охлаждения, не выше температуры 500°С, при которой заканчивается превращение аустенита в вырожденный верхний бейнит или преимущественно от 300 до 450°С.
Стальную трубу изготовляют формованием полученного как описано выше стального листа в трубчатую форму таким образом, чтобы направление прокатки совпадало с продольным направлением трубы, после чего производят сварку между собой краев трубы.
Магистральные трубы согласно настоящему изобретению обычно имеют диаметр от 450 до 1500 мм и толщину стенки от 10 до 40 мм. Общепринятый способ эффективного производства стальных труб с размерами в указанных выше пределах включает UO-процесс, в котором стальной лист формуют вначале в форме U и затем в форме О, сварку кромок прихваточным швом, дуговую сварку под флюсом как изнутри, так и снаружи и затем расширение (экспандирование) с целью повышения степени округлости.
Для повышения степени округлости путем расширения магистральная труба должна быть деформирована в пластическую область. В случае сверхвысокопрочной магистральной трубы согласно настоящему изобретению степень расширения составляет величину преимущественно не менее чем приблизительно 0,7%.
Степень расширения определяется как Степень расширения=(Окружность после расширения-Окружность до расширения)/Окружность до расширения.
Если степень расширения превышает 2%, ударная вязкость базового металла и сварного шва существенно ухудшается в результате пластической деформации. Отсюда следует, что предпочтительно выдерживать степень расширения в пределах от 0,7 до 2,0%.
Пример
Стальные листы были изготовлены из сталей, имеющих химические составы, представленные в таблице 1, стали получали с использованием 300-тонного кислородного конвертера. Осуществляли непрерывную отливку стали в слябы, повторный нагрев слябов до 1100°С, прокатку в рекристаллизационной области, уменьшение толщины до 18 мм путем применения регулируемой прокатки с суммарной степенью обжатия прокатки 80% при температуре от 900 до 750°С и охлаждение водой со скоростью от 1 до 10°С/с в центре толщины листа таким образом, чтобы охлаждение заканчивалось между 300 и 500°С.
Стальные листы были сформованы в трубчатую форму с использованием UO-процесса и кромки подвергнуты сварке прихватным швом и затем дуговой сварке под флюсом. Сваренные трубы были расширены на 1% до труб с наружным диаметром 965 мм. Дуговая сварка под флюсом проводилась с использованием по одной проходке как внутри, так и снаружи с помощью трех электродов при скорости 1,5 м/мин и затрате тепла 2,8 Дж/мм.
Образцы для испытаний брали от изготовленных таким образом стальных пластин и труб и подвергали тестам на растяжение и ударную вязкость по Шарпи. Тесты на растяжение проводились в соответствии с API 5L. Образцы во всю толщину брали параллельно длине и ширине стальных листов и длине стальных труб, после чего подвергали тестам на растяжение.
Для тестов на растяжение в тангенциальном направлении отбирали подвергнутые дуговой сварке под флюсом полоски во всю толщину, которые выравнивали с помощью прессования, получая полосовые образцы во всю толщину. Образцы подвергали тестам на растяжение, в которых определяли предел текучести как 0,2%-ный условный предел текучести.
Тесты на ударную вязкость по Шарпи проводились при -30°С с использованием полноразмерных испытуемых образцов с 2-мм V-образным надрезом, длина которых соответствует ширине стальных листов и окружности стальных труб. Если значение ударной вязкости по Шарпи, равно не менее 200 Дж при -30°С, то значения ударной вязкости по Шарпи равные 200 Дж или выше, достижимы при -20°С.
В таблице 2 приведены условия производства и свойства стальных листов, а в таблице 3 приведены свойства стальных труб.
Стальные листы и трубы примеров 1-8, изготовленные с использованием сталей от А до Е с химическим составом при условиях, предусмотренных настоящим изобретением, обладают прочностью в заданных пределах и высокой низкотемпературной ударной вязкостью.
Хотя стальной лист и труба примера 9, испытанные в целях сравнения, были выполнены из стали D, химический состав которой лежит в диапазоне настоящего изобретения, но при скорости охлаждения, более высокой по сравнению с диапазоном настоящего изобретения, значения Hv-ave/Hv-M и Hv-ave/Hv-M* находятся вне рамок настоящего изобретения. Хотя стальной лист и труба примера 10, испытанные в целях сравнения, были выполнены из стали С, химический состав которой лежит в диапазоне настоящего изобретения, но при скорости охлаждения, более низкой по сравнению с диапазоном настоящего изобретения, значения TS-Tp и TS-C находятся вне рамок настоящего изобретения.
Пример 11 был испытан в целях сравнения, будучи выполненным из стали G с высоким содержанием углерода и без добавки никеля, и обладает низкой низкотемпературной ударной вязкостью.
Подчеркнутые значения в таблице лежат вне рамок, соответствующих настоящему изобретению
№
Настоящее изобретение предлагает сверхвысокопрочные магистральные трубы, обладающие прекрасной низкотемпературной ударной вязкостью в монтажных швах и прекрасной осевой стойкостью, применимые для трубопроводов в несплошной тундре и других регионах, где грунт совершает сезонное смещение, и способы производства таких труб. Благодаря этому изобретение представляет значительный вклад в промышленность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Труба с повышенной деформационной способностью и высокой вязкостью сварного соединения и способ ее изготовления | 2017 |
|
RU2656189C1 |
| Способ изготовления стального листа для труб с повышенной деформационной способностью | 2017 |
|
RU2640685C1 |
| Стальной лист и его применение для трубы магистрального трубопровода | 2015 |
|
RU2612109C2 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ, ИМЕЮЩАЯ НИЗКИЙ КОЭФФИЦИЕНТ ТЕКУЧЕСТИ И ПОВЫШЕННУЮ НИЗКОТЕМПЕРАТУРНУЮ ВЯЗКОСТЬ | 1996 |
|
RU2136776C1 |
| ВЫСОКОПРОЧНАЯ СВАРИВАЕМАЯ СТАЛЬ И ЕЕ ВАРИАНТЫ | 1996 |
|
RU2136775C1 |
| ТОЛСТОЛИСТОВАЯ СТАЛЬ ДЛЯ ВЫСОКОПРОЧНЫХ И ИМЕЮЩИХ ВЫСОКУЮ УДАРНУЮ ПРОЧНОСТЬ СТАЛЬНЫХ ТРУБ И СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ СТАЛИ | 2017 |
|
RU2698036C1 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ СЕРОВОДОРОДОСТОЙКОЙ МАГИСТРАЛЬНОЙ ТРУБЫ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА, ПОЛУЧЕННАЯ С ИСПОЛЬЗОВАНИЕМ ВЫСОКОПРОЧНОГО СТАЛЬНОГО ЛИСТА ДЛЯ СЕРОВОДОРОДОСТОЙКОЙ МАГИСТРАЛЬНОЙ ТРУБЫ | 2020 |
|
RU2788419C1 |
| ТОЛСТОЛИСТОВАЯ СТАЛЬ ДЛЯ МАГИСТРАЛЬНОЙ ТРУБЫ И МАГИСТРАЛЬНАЯ ТРУБА | 2014 |
|
RU2623569C1 |
| СТАЛЬ ДЛЯ ВЫСОКОДЕФОРМИРУЕМЫХ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ С ВЫСОКОЙ СТОЙКОСТЬЮ К ДЕФОРМАЦИОННОМУ СТАРЕНИЮ И ВОДОРОДНОМУ ОХРУПЧИВАНИЮ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ И СВАРНАЯ СТАЛЬНАЯ ТРУБА | 2015 |
|
RU2653740C2 |
| ГОРЯЧИЙ РУЛОН ДЛЯ ПРИМЕНЕНИЯ В ТРУБОПРОВОДЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2553172C1 |
Изобретение относится к области металлургии, в частности к производству стального листа для изготовления сверхвысокопрочных магистральных труб, обладающих прекрасной низкотемпературной ударной вязкостью. Техническим результатом изобретения является обеспечение прочности на тангенциальное растяжение не ниже 900 МПа, не увеличивая при этом прочность на осевое растяжение труб, производимых путем шовной сварки краев листов. Для достижения технического результата листы получают из стали, содержащей, мас.%: С от 0,03 до 0,07, Si не более 0,6, Mn от 1,5 до 2,5, Р не более 0,015, S не более 0,003, Ni от 0,1 до 1,5, Мо от 0,15 до 0,60, Nb от 0,01 до 0,10, Ti от 0,005 до 0,030, Al не более 0,06, один или более элементов из группы: В, N, V, Cu, Cr, Ca, РЗМ и Mg в необходимых количествах, остальное железо и неизбежные примеси, лист имеет отношение (Hv-avep)/(Hv-M*): средней твердости Hv-avep по Виккерсу в направлении толщины к твердости мартенсита - Hv-M*, определяемой содержанием углерода, составляющее от 0,8 до 0,9, прочность на растяжение от 880 до 1080 МПа, показатель прокаливаемости Р в пределах от 2,5 до 4,0, при этом Р и Hv-M* определяют из выражений, соответственно: P=2,7C+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Mo-1+β, где (β=1, когда В≥3 ч/млн, и β=0, когда В<3 ч/млн), Hv-M*=270+1300C, где: С - углерод, мас.%. Способ изготовления листа включает получение сляба, нагрев сляба до 1000-1250°С, черновую прокатку в области температуры рекристаллизации, прокатку в нерекристаллизационной аустенитной области при 900°С или ниже при суммарной степени обжатия прокатки не менее 75% и затем охлаждают из аустенитной области со скоростью от 1 до 10°С/с до получения в центре толщины листа температуры 500°С или ниже. Магистральную трубу получают путем формовки стального листа в трубчатую форму при совпадении направления прокатки стального листа с продольным направлением трубы, а затем производят сварку краев трубы. 10 н. и 25 з.п. ф-лы, 3 табл., 3 ил.
и один или более элементов из группы:
при этом лист имеет отношение (Hv-avep)/(Hv-M*): средней твердости - Hv-avep по Виккерсу в направлении толщины к твердости мартенсита - Hv-M*, определяемой содержанием углерода, составляющее от 0,8 до 0,9, прочность на поперечное растяжение, составляющую от 880 до 1080 МПа, а Р и Hv-M* определяют из выражений, соответственно:
P=2,7C+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Mo-1+β, где β=0,
Hv-M*=270+1300C,
где С - углерод, мас.%.
и один или более элементов из группы:
при этом лист имеет отношение (Hv-avep)/(Hv-M*): средней твердости - (Hv-avep) по Виккерсу в направлении толщины к твердости мартенсита - (Hv-M*), определяемой содержанием углерода, составляющее от 0,8 до 0,9, прочность на поперечное растяжение TS-Tp, составляющую от 880 до 1080 МПа, а Р и (Hv-M*) определяют из выражений, соответственно:
P=2,7C+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Mo-1+β, где β=1,
Hv-М*=270+1300С,
где С - углерод, мас.%.
и один или более элементов из группы:
при этом труба имеет отношение (Hv-avep)/(Hv-M*): между средней твердостью по Виккерсу (Hv-avep) в направлении толщины базового металла и мартенситной твердостью (Hv-M*), определяемой содержанием углерода, составляющее от 0,8 до 0,9, прочность на тангенциальное растяжение (TS-C), составляющую от 900 до 1100 МПа, а Р и (Hv-M*) определяют из выражений, соответственно:
P=2,7C+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Мо-1+β,
где β=1, при В≥3 ч./млн, и β=0, при В<3 ч./млн и
(Hv-M*)=270+1300C, где:
где С - углерод, мас.%
и один или более элементов из группы:
при этом труба имеет отношение (Hv-avep)/(Hv-M*): между средней твердостью по Виккерсу (Hv-avep) в направлении толщины базового металла и мартенситной твердостью (Hv-M*), определяемой содержанием углерода, составляющее от 0,75 до 0,9, а прочность на тангенциальное растяжение составляет от 900 до 1100 МПа, а Р и (Hv-M*) определяют из выражений соответственно:
P=2,7C+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Mo-1+β, где β=0,
(Hv-M*)=290+1300C,
где С - углерод, мас.%
и один или более элементов из группы:
при этом труба имеет отношение (Hv-avep)/(Hv-M*): между средней твердостью по Виккерсу (Hv-avep) в направлении толщины базового металла и мартенситной твердостью (Hv-M*), определяемой содержанием углерода, составляющее от 0,75 до 0,9, прочность на тангенциальное растяжение, составляющую от 900 до 1100 МПа, а Р и (Hv-M*) определяют из выражений соответственно:
P=2,7C+0,4Si+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Mo-1+β, где β=1,
(Hv-M*)=290+1300C,
где С - углерод, мас.%.
23 Сверхвысокопрочная магистральная труба по п.22, отличающаяся тем, что она получена из стали при выполнении соотношения компонентов в ней, мас.%: Ti-3,4N>0.
один или более элементов из группы:
прокаливаемость Р определяют из выражения:
P=2,7C+0,4S1+Mn+0,8Cr+0,45(Ni+Cu)+(1+β)Mo-1+β,
где β=1, при В≥3 ч./млн, и β=0, при В<3 ч./млн,
при этом нагрев сляба ведут до 1000-1250°С, проводят черновую прокатку в области температуры рекристаллизации, затем прокатку в нерекристаллизационной аустенитной области при 900°С или ниже при суммарной степени обжатия прокатки не менее 75% и осуществляют быстрое охлаждение из аустенитной области со скоростью от 1 до 10°С/с до получения в центре толщины листа температуры 500°С или ниже, формование листа в форму трубы при совпадении направления прокатки стального листа с продольным направлением трубы, а затем производят сварку краев трубы.
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ВЫСОКОТОЧНЫМ ОРУЖИЕМ | 2009 |
|
RU2429439C2 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| EP 0757113 A1, 05.02.1997 | |||
| Трубчатый спиральный теплообменник | 1980 |
|
SU861915A2 |
| Сталь | 1991 |
|
SU1789572A1 |
| RU 2152450 C1, 10.07.2000. | |||

