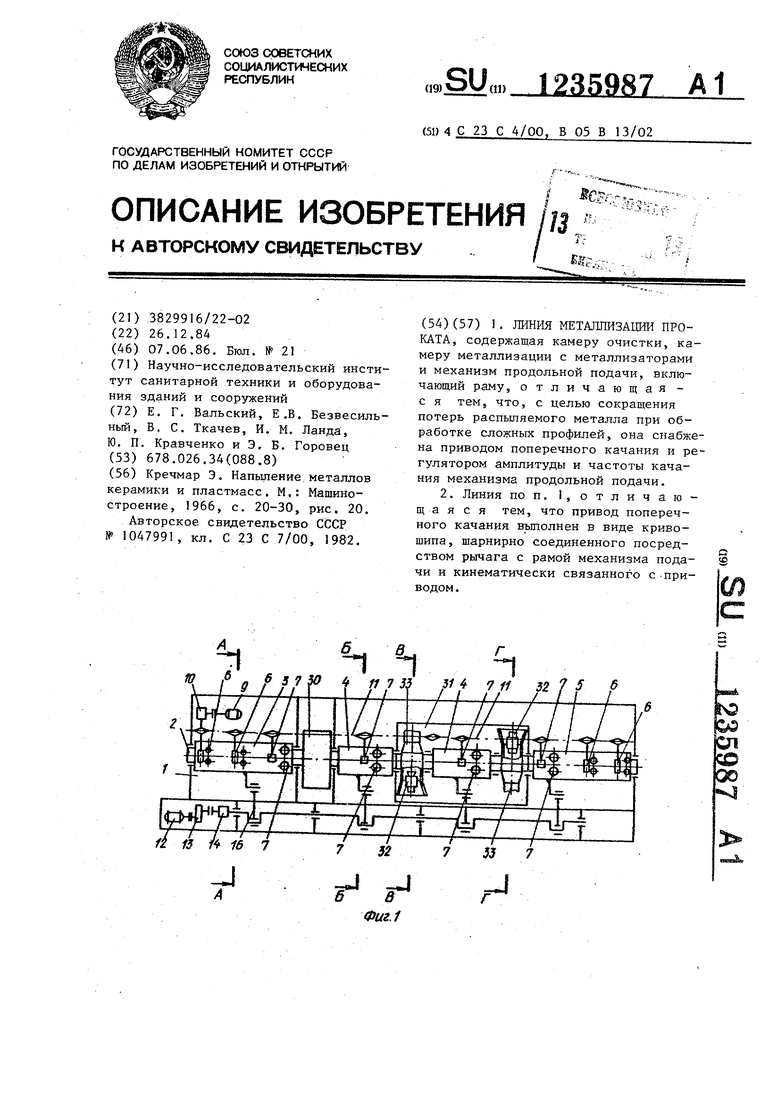
Изобретение относится к технике нанесения металлических покрытий на поверхность проката, в частности газотермическим напылением, и может . быть использовано в металлургии и машиностроении.
Целью изобретения является сокращение потерь распьшяемого металла при обработке сложных профилей.
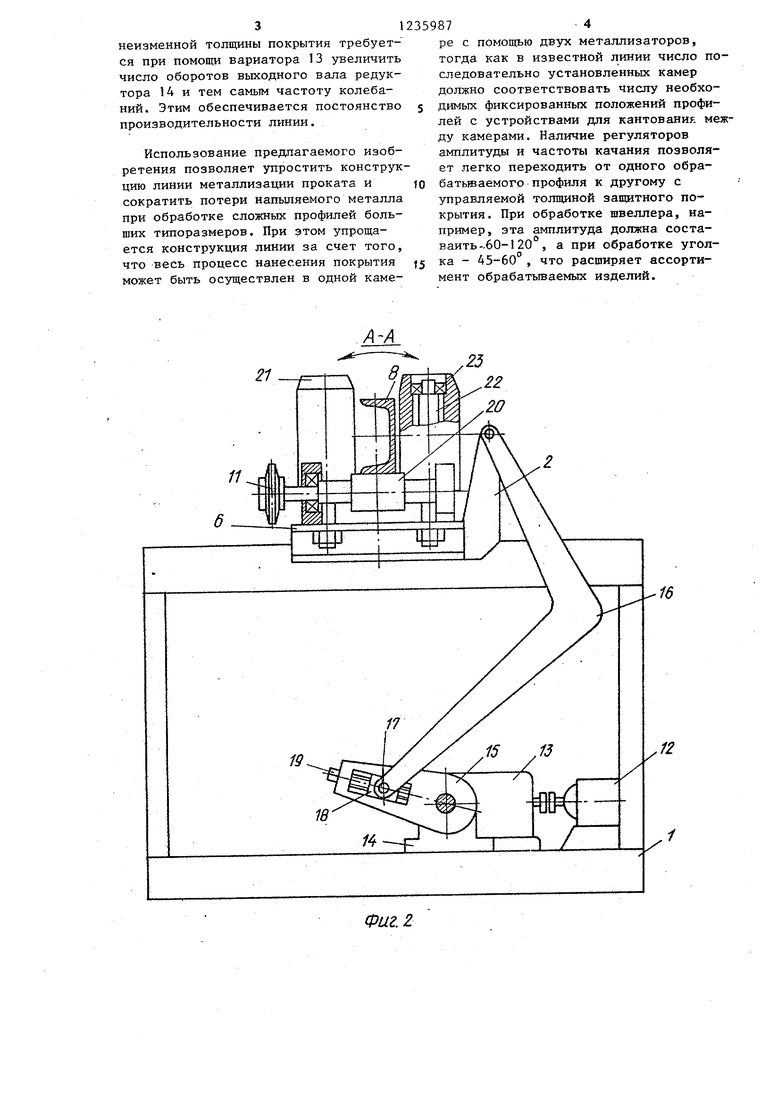
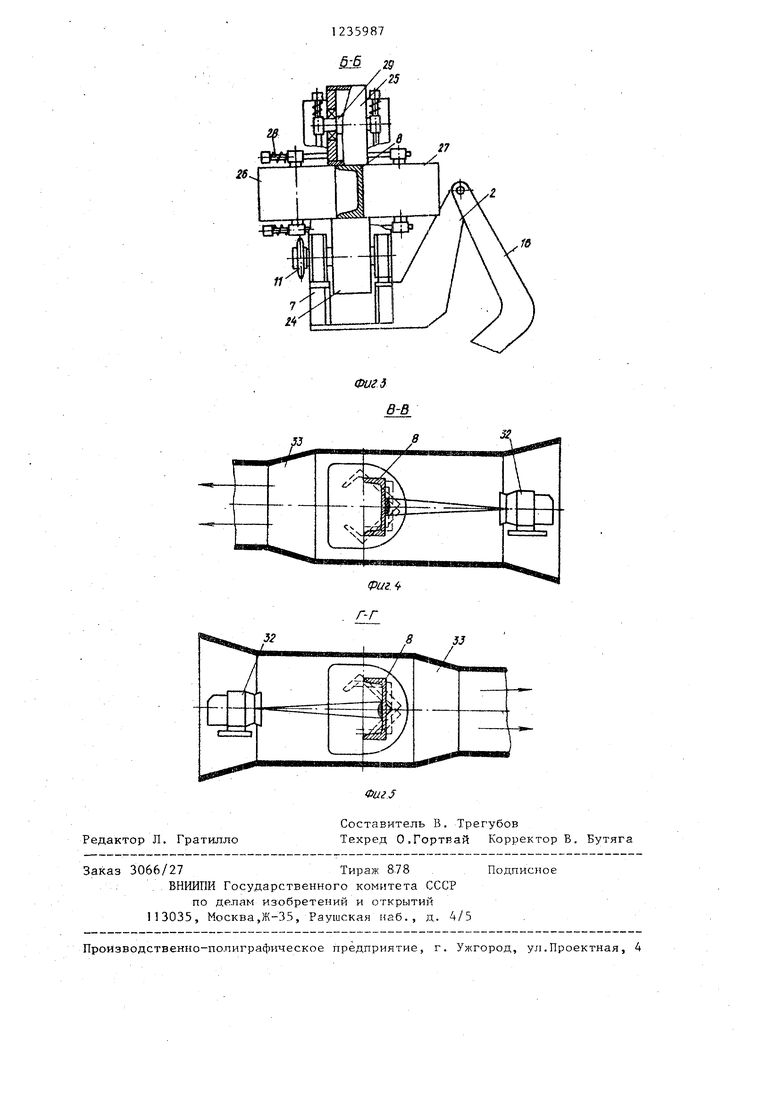
На фиг. 1 изображена линия металлизации проката (механизм качания вынесен в сторону условно), вид сверху; на фиг, 2 - разрез на фиг. 1; на фиг. 3 - разрез Б-В на фиг. 1; на фиг. 4 - разрез В-В на фиг, 1; на фиг. 5 - разрез Г-Г на фиг. 1.
Линия металлизации проката состоит из основания 1, на котором смонтирована рама 2 механизма продольной подачи. На раме 2 установлены головная 3, две средних 4 и концевая 5 секции механизма продольной подачи. На всех секциях смонтированы направ- ляюидае блоки 6 роликов, фиксирующие блоки 7 роликов, которые ориентируют обрабатываемый швеллер 8 в нужной , плоскости, а также на головной секции 3 - электродвигатель 9, редуктор 10 и цепная передача П. На основании 1 установлен привод механизма качания, состоящий из электродвигателя 12, вариатора 13, играющего роль регулятора частоты кача- . иняэ редуктора 14, кривошипа 15 и рычага 16, Кривошип. 15 и рычаг 16 соединены шарнирно с рамой 2 механизма продольной подачи и между собой при помощи оси 17 и вкладыша 18, Ось 17 проходит через вкладыш 18, Который закреплен в кривошипе 15. Винт 19 фиксирует положение вкладыша 18 и выполняет функции регулятора а:-1плнтуды качания.
Направляющий блок 6 роликов состоит из горизонтального ролика 20 и двух вертикальных роликов 21. Оси 22 вертикальных роликов 21 закреплены на раме 2, а подшипники 23 дают возможность роликам 21 вращаться на своих осях 22. Фиксирующий блок 7 роликов состоит из нижнего 24, верхнего 25, левого 26 и правого 27 роликов . Горизонтальный 20 и нижний 24 ролики являются приводными. Конструкция правого ролика 27 аналогична конструкции вертикальных роликов 21. Верхний 25 и левый 26 ролики конструктивно исполнены так, что уста
235987
новленные на их осях пружины 28 и 29 фиксируют швеллер 8 в заданной плоскости. На основании 1 линии металлизации проката смонтированы
5 камера 30 очистки и камера 31 металлизации. В камере 30 очистки установлены абразивоструйные аппараты для очистки поверхности проката от грязи и окислов и придания поверх10 ности заданной шероховатости (не показаны). В камере 31 металлизации установлены два электродуговых метал- лизатора 32 для нанесения на поверхность проката защитного металличес15 кого покрытия. Металлизаторы 32 заключены в укрытия 33, Для удаления из укрытия 33 пыли и газов они присоединены к системе аспирации (не показана).
20 Линия металлизации проката работает следующим образом.
При включении электродвигателя 9 при помощи цепной передачи 1 приводят в движение ролики 20 и 24, кото25 рые перемещают швеллер В вдоль линии с заданной скоростью. Скачала швеллер пос ;гупает в камеру 30 очистки, где подвергается абразивоструйной обработке, а затем в камеру 31 ме30 таллизации, где наносится защитное
металлическое покрытие при помощи металлизаторов 32 внутри укрытий 33. Нанесение металлизаторами 32 покрытий на прокат сложного профиля осу35 ществляют за счет плавного качания щвеллера 8 вокруг оси, проходящей через центр стойки. Полоса слоя покрытия, образованная пятном потока расплавленного металла диаметром
0 40 мм перемещается по периметру поверхности швеллера 8 с двух противо- положных сторон (фиг, 4,и 5). Путь полосы покрытия находится в прямой зависимости от типоразмера проката:
/(5 чем больше типоразмер, тем длинее путь полосы, а это требует увеличения амплитуды и частоты качания. Таким образом, при увеличении типсфазмера обрабатываемого швеллера
50 для увеличения амплитуды колебаний необходимо вращением винта 19 переместить вкладьщ 18 в пазах кривошипа 15, Это расстояние между осью вращения кривошипа 15 с осью 17 возрас55 тает на такую величину, которая
обеспечит нанесение покрытия металлизаторами 32 на весь периметр попереч- сечения швеллера. Для сохранения
3
неизменной толщины покрытия требуется при помощи вариатора 13 увеличить число оборотов вькодного вала редуктора 14 и тем самым частоту колебаний. Этим обеспечивается постоянство производительности линии.
Использование предлагаемого изобретения позволяет упростить конструкцию линии металлизации проката и сократить потери напыляемого металла при обработке сложных профилей больших типоразмеров. При этом упрощается конструкция линии за счет того, что весь процесс нанесения покрытия может быть осуществлен в одной каме
ре
с помощью двух металлизаторов, тогда как в известной линии число последовательно установленных камер должно соответствовать Числу необходимых фиксированных положений профилей с устройствами для кантования меду камерами. Наличие регуляторов амплитуды и частоты качания позволяет легко переходить от одного обра- батьюаемого профиля к другому с управляемой толщиной защитного покрытия. При обработке швеллера, например, эта амплитуда должна соста- ваить-60-120 , а при обработке уголка - А5-60 , что расширяет ассортимент обрабатываемых изделий.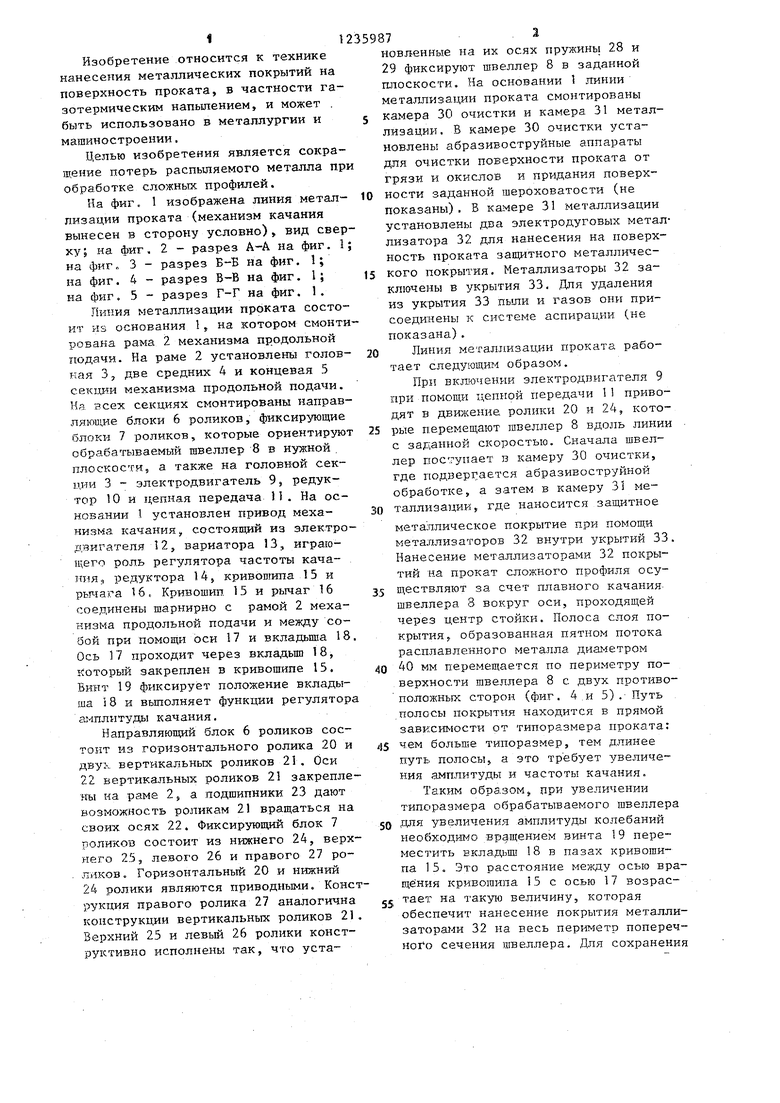
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия металлизации проката | 1987 |
|
SU1423623A2 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| СПОСОБ ПОЛНОЙ МЕТАЛЛИЗАЦИИ ДЕТАЛИ В ДЕРЖАТЕЛЕ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И МЕХАНИЗМ ПЕРЕДАЧИ ДЕТАЛИ С ОДНОГО КОНВЕЙЕРА НА ДРУГОЙ | 1991 |
|
RU2091179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для металлизации изделий | 1978 |
|
SU891164A2 |
| ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1992 |
|
RU2048602C1 |
| Проволочный электродуговой металлизатор | 1991 |
|
SU1790452A3 |
| Устройство для нанесении покрытия | 1983 |
|
SU1104187A1 |
| Линия для нанесения покрытия на длинномерные цилиндрические изделия | 1987 |
|
SU1475725A1 |
| Установка для металлизации изделий | 1990 |
|
SU1808400A1 |
21
25
22
12
Фаг, 2
24
fS
Редактор Л. Гратилло
Фиг
Составитель В. Трегубов
Техред О.Гортвай Корректор В. Бутяга
Заказ 3066/27Тираж 878 . Подписное
. . , ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.Проектная, 4
| Кречмар Э | |||
| Напыление металлов керамики и пластмасс | |||
| М,: Машиностроение, 1966, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
