Изобретение относится к способам производства монодисперсных сферических гранул металла, применяемых при лазерной или плазменной наплавке, а также в порошковой металлургии.
Известен способ получения гранул металла путем вынужденного капиллярного распада струи расплава под действием регулярных возмущений (см. SU № 532472, кл. B 22F 9/08, 1975).
Основным недостатком способа является то, что не учитываются тепловые характеристики процесса, что влечет за собой низкое качество получаемых гранул по уровню сферичности и монодисперсности.
Известен способ получения сферических гранул металла путем вынужденного капиллярного распада струи расплава под действием регулярных возмущений, при этом образовавшиеся после распада струи капли одинакового размера охлаждают в оптимальном режиме инертным газом, после чего гранулы подают в емкость, заполненную разделительной жидкостью, где происходит их накопление и окончательное охлаждение (см. SU № 1764824, кл. B 22F 9/08, 1992).
Этот способ обладает недостатком, связанным с низким качеством гранул, поскольку из разделительной жидкости происходит выделение пара и растворенного кислорода, что снижает стабильность процесса.
Известен способ изготовления металлических порошков, включающий нагрев материала до температуры его плавления, формирование из него капель металла и их охлаждение в среде нейтрального газа и сбор порошка (см. RU № 2032498, B22F9/06, 1995). Металл плавят в тигле и формируют из расплава струю посредством фильеры, закрепленной на дне тигля, затем разрывают струю на капли одинакового размера, которые после охлаждения собирают в объеме уловителя порошка.
Основными недостатками способа являются большие потери тепла и энергии; неравномерность формы и фракционного состава порошка; очень плохая возможность регулирования среднего размера порошка и трудности изготовления порошка с диаметром меньше 50 мкм; нерентабельность и невозможность производства мелких партий порошка до 1 кг; большие трудности в производстве порошка из тугоплавких сплавов; долгое время на подготовку технологического процесса и долгое время перехода на партии порошка другого химического состава. Все это предопределяет низкую эффективность производства металлического порошка и его дороговизну.
Задача, на решение которой направлено заявленное решение, выражается в повышении эффективности производства металлического порошка.
Технический результат, проявляющийся при решении поставленной задачи, выражается в повышении КПД использования тепла и энергии; обеспечении стабильности формы и фракционного состава порошка; обеспечении возможности регулирования среднего размера порошка и обеспечении возможности изготовления порошка с диаметром меньше 50 мкм; обеспечении рентабельности и возможности производства мелких партий порошка до 1 кг; обеспечении возможности производства порошка из тугоплавких сплавов; снижении времени на подготовку технологического процесса и снижении времени перехода на производство партии порошка другого химического состава.
Для решения поставленной задачи способ изготовления металлических порошков, включающий нагрев материала до температуры его плавления, формирование из него капель металла и их охлаждение в среде нейтрального газа и сбор порошка, отличается тем, что поверхность образца металла донора порошка, используемого для его изготовления, нагревают излучением лазера, которое перемещают в пределах площади поверхности образца металла донора со скоростью, достаточной для формирования на ней ванны расплава, причем объем расплавленного металла из ванны расплава дробят и выдувают струей сжатого нейтрального газа с обеспечением свободного полета капель металла до их охлаждения ниже температуры плавления, при этом частицы порошка собирают в объеме уловителя порошка. При этом размер фракции порошка и производительность процесса регулируют изменением мощности лазерного излучения, и/или фокусировкой лазерного луча, и/или скоростью перемещения луча лазера относительно поверхности образца металла донора, и/или длительностью воздействия лазерного излучения на образец метала донора, и/или давлением и скоростью струи сжатого нейтрального газа. Кроме того, объём ванны расплава составляет от 10-5 до 10 мм3.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию "новизна".
Признаки отличительной части формулы изобретения обеспечивают решение комплекса функциональных задач.
Признаки «поверхность образца металла донора порошка, используемого для его изготовления, нагревают излучением лазера» обеспечивают возможность быстрого, локального доведения до температуры плавления ограниченных по объему участков металла донора порошка, что минимизирует как затраты тепла на это, так и его потери, а также минимизирует время подготовки технологического процесса, ранее затрачиваемого на нагрев всего объема материала в тигле и самого тигля.
Признаки, указывающие, что излучение лазера «перемещают в пределах площади поверхности образца металла донора со скоростью, достаточной для формирования на ней ванны расплава» обеспечивают создание ограниченных по размерам объемов расплава и размер которой может соответствовать в т.ч. размерам одной капли (частицы порошка), что позволяет минимизировать как затраты тепла на плавку, так и его потери, в т.ч. с учетом скорости прогрева и соответственно минимизировать время технологического процесса.
Признаки, указывающие, что «объем расплавленного металла из ванны расплава дробят и выдувают струей сжатого нейтрального газа», обеспечивают отрыв расплавленного объема металла от образца металла донора порошка и его дробление на капли, которые при движении в газе под действием сил поверхностного натяжения приобретут сферическую форму и попадут в уловитель порошка уже в затвердевшем виде, при этом использование нейтрального газа препятствует окислению порошка кислородом и охлаждает образовавшиеся частички порошка по пути в его уловитель.
Признаки, указывающие, что обеспечивают свободный полет каплям расплавленного металла до их охлаждения ниже температуры плавления, исключают слипание частиц порошка.
Признаки, указывающие, что «частицы порошка собирают в объеме уловителя порошка» обеспечивают накопление объемов порошка.
Признаки, указывающие, что «размер фракции порошка и производительность процесса регулируют изменением мощности лазерного излучения, и/или фокусировкой лазерного луча, и/или скоростью перемещения луча лазера относительно поверхности образца металла донора, и/или длительностью воздействия лазерного излучения на образец металла донора, и/или давлением и скоростью струи сжатого нейтрального газа» обеспечивают управляемость процесса изготовления порошка металла и возможность легкой подстройки рабочих параметров технологического процесса, под конкретные задачи производства порошка, при варьировании исходных материалов.
Признаки указывающие, что «объём ванны расплава составляет от 10-5 до 10 мм3 «конкретизируют объём ванны расплава, обеспечивающий необходимые размеры частиц порошка, в т.ч. диаметром меньше 50 мкм.
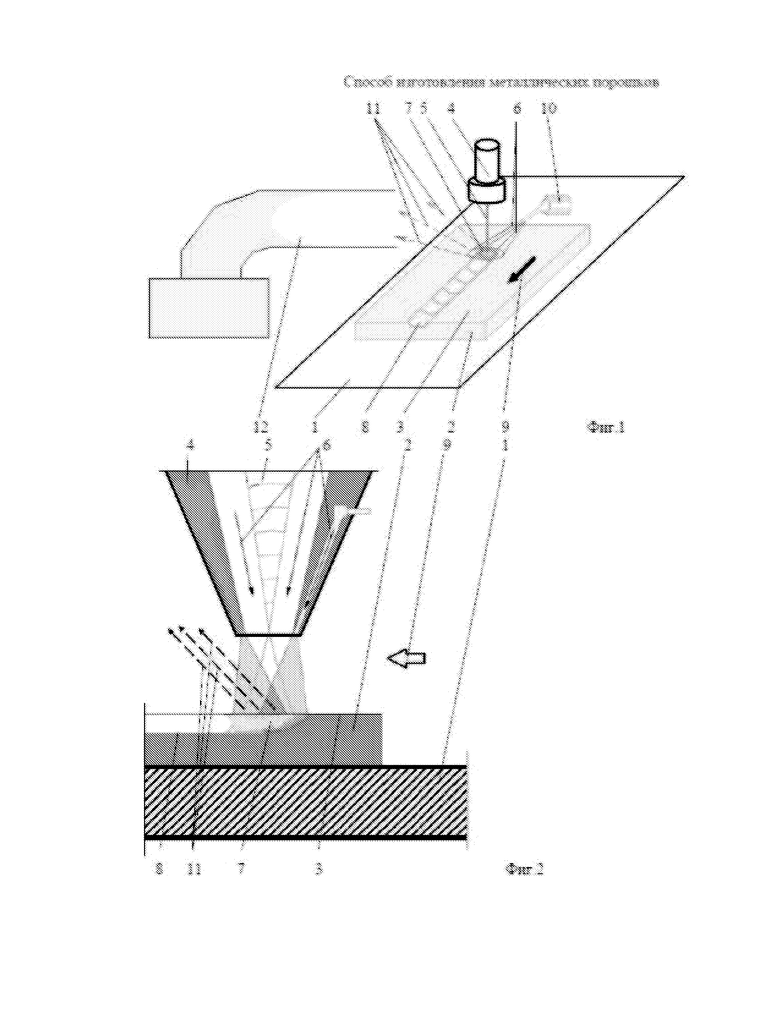
Заявленное устройство иллюстрируется чертежами, где на фиг.1 показана общая схема расстановки оборудования при реализации технологии изготовления порошка; на фиг.2 показана схематически работа лазерной головки с выдувом расплавленных продуктов соплом, встроенным в лазерную головку; на фиг.3 показана схематически работа лазерной головки с выдувом расплавленных продуктов отдельным соплом обдува.
На чертежах показаны рабочий стол 1, образец 2 металла донора порошка, его поверхность 3, лазерная головка 4, лазерный луч 5, поток нейтрального (защитного) газа 6, ванна расплава 7, выемка 8 в образце 2 металла донора порошка, направление 9 перемещения рабочего стола 1, сопло обдува 10, направление полета 11 капель металла, уловитель 12 порошка.
Для реализации способа используют фактически тот же комплект оборудования, что обычно используют в технологии резки металлов лазерным лучом, когда узкий концентрированный луч мощного лазерного излучения, двигаясь по металлической поверхности по заданной траектории, воздействует на поверхность металла и нагревает его практически до точки испарения. Расплавленный металл выдувается из зоны расплава для того, чтобы луч лазера мог проникнуть в более глубокие слои металла. В этой технологии, широко используемой в промышленности, основным является резка металла, а продукты сгорания и выдувания из зоны расплава являются вредными побочными факторами, снижающими скорость технологического процесса.
Идеей заявленного изобретения является формирование из расплава капель металла и их сбор в уловитель 12 порошка, при этом лазерный луч 5 перемещают по поверхности 3 образца 2 металла донора порошка, фиксируемого на рабочем столе 1, выполненном с возможностью перемещения в горизонтальной плоскости с заданной скоростью. Возможен вариант закрепления лазерной головки 4 на конце руки робота-манипулятора или на подвижном элементе станка известной конструкции, например S40M производства Shenzhen Sicono Electromechanical Equipment Co, КНР (на чертежах не показаны), в этом случае возможно использование неподвижного рабочего стола.
Стандартная лазерная головка 4 снабжена соответствующими узлами (например, головка оптическая IPGP FLW-D50, оптоволоконный лазер ЛС-1-К - мощностью 1 кВт, волокно доставки излучения QBH- BH- 200 мкм, чиллер IPG LC-72.01) обеспечивает возможность фокусирования лазерного луча 5 на детали (в данном случае на образце 2 металла донора порошка), благодаря чему можно регулировать диаметр зоны расплава. Диаметр луча может быть от 0.1 мм до 5 мм. Сам лазерный тракт в головке 4 защищается нейтральным защитным газом. Кроме того, отдельно в насадку подаётся нейтральный газ для выдува расплавленных продуктов из зоны расплава. Работая в импульсном режиме, лазер всегда расплавляет одно и то же количество металла столько, сколько нужно для образования одной частицы порошка, и газ его выдувает. Далее частица порошка попадает в тракт уловителя порошка, как это описано выше. После воздействия одиночного импульса на деталь и выдува расплавленного материала луч лазера смещается на некоторое расстояние, и процесс повторяется. Такой режим работы лазера позволяет получать порошок заданного стабильного диаметра, сферической формы и в любом количестве.
Образец 2 металла донора порошка предпочтителен в виде пластины, что упрощает процедуру управления процессом производства порошка, но при необходимости, в качестве образца 2 металла донора порошка можно использовать детали произвольной формы.
Лазерная головка 4 выполнена с возможностью регулирования мощности лазерного излучения и фокусировки лазерного луча, в непрерывном или импульсном режиме и оснащена средствами подачи нейтрального (защитного) газа 6. На фиг.3 в качестве такого средства показано сопло обдува 10, выполненное в виде узла, отдельного от лазерной головки 4.
Вариант выполнения средства подачи нейтрального (защитного) газа 6 в виде каналов, в корпусе лазерной головки 4 показан на фиг.2. Средства подачи нейтрального (защитного) газа 6 обеспечивают его подачу в зону расплава с заданной скоростью.
Средства подачи нейтрального (защитного) газа 6, вне зависимости от своего конструктивного исполнения, снабжены регуляторами давления и скорости струи сжатого нейтрального газа, выполненными известным образом.
Широкий диапазон технологических режимов и их большая вариабельность определяются возможностью широкого варьирования видов исходного металла (металла донора порошка), формы детали, из которой делается порошок, её химического состава и требуемых основных параметров порошка: его фракционного состава, формы, количества готового порошка в единицу времени.
Лазерный луч 5, излучаемый лазерной головкой 4, перемещают относительно поверхности 3 образца 2 металла донора порошка. Под действием лазерного излучения материал образца 2 начинает плавиться, при этом формируется ванна расплава 7, которая может составлять от 10-5 до 10 мм3. После смещения от нее лазерного луча 5 на новый (прилегающий) участок ванна расплава 7 начинает быстро застывать. До потери расплавом металла подвижности, расплавленный металл выдувают из ванны расплава 7 и дробят на более мелкие капли струей (потоком) сжатого защитного газа 6 (нейтрального газа), который поступает либо из каналов лазерной головки, либо из сопла обдува 10 и который препятствует окислению капель металла кислородом и охлаждает образовавшиеся частички порошка на их пути в уловитель 12 порошка. Расплавленные частички порошка при движении в газе под действием сил поверхностного натяжения приобретают сферическую форму и попадают в уловитель порошка 12 уже в затвердевшем виде. После прохода лазерного луча 5 в образце 2 металла донора порошка образуется выемка 8 (канавка). Следующую выемку 8 формируют рядом с первой при повторном прохождении луча 5 по такой же траектории, но смещенной на некоторое расстояние.
Средний размер фракции порошка и производительность процесса регулируют известным образом, регулируя мощность лазерного излучения (например, регулируя мощность источника излучения), скоростью его перемещения относительно образца 2 металла (скоростью перемещения лазерной головки 4) и фокусировкой лазерного луча (посредством лазерной головки 4). При этом, чем выше мощность лазерного луча 5 и чем медленнее он перемещается относительно образца 2 металла, тем большего размера образуется ванна расплава 7 и, следовательно, большим будет размер выдуваемых капель и их количество. Чем более сфокусированным будет лазерный луч 5, тем меньшей будет ширина ванны расплава 7 и образующейся выемки 8 и, следовательно, тем меньше будет размер выдуваемых капель и их количество.
Направление выдува расплава (направление полета 11 капель металла) из зоны взаимодействия лазерного луча 5 с образцом 2 металла донора порошка может быть любым, но для упрощения и удешевления уловителя порошка обдув целесообразно делать с одной стороны выемки 8 (перпендикулярно ее продольной оси), причем направление обдува оптимально под углом от 10 до 60 градусов по отношению к поверхности 3 образца 2 металла донора порошка, что позволит получать порошки лучшего качества как по форме, так и по стабильности размеров. Для этого целесообразно использовать внешнее сопло (сопло обдува 10). Далее частица порошка попадает в тракт уловителя порошка, как это описано выше.
Преимущества данной технологии перед остальными заключается в значительной экономии энергии и минимизации потерь тепла, в стабильности размеров частиц, сферичности их формы и резком уменьшении разброса фракционного состава порошка; в очень хорошей возможности регулирования среднего размера порошка в широких диапазонах; в возможности изготовления порошка с диаметром меньше 50 мкм; в низкой себестоимости и возможности производства мелких партий порошка до 10 Гр; в возможности производства порошков из самых тугоплавких сплавов; в очень коротком времени на переналадку технологического процесса для перехода на партии порошка металла другого химического состава; в очень стабильном химическом составе порошка, соответствующем химическому составу образца, т.к. в процессе изготовления он не имеет контакта с другими материалами, а энергия лазерного излучения - это энергия в чистом виде.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2015 |
|
RU2604079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2015 |
|
RU2604743C1 |
| СВЕТИЛЬНИК | 2017 |
|
RU2668841C1 |
| Способ получения титановых микросфер узкого гранулометрического состава с содержанием карбида титана | 2017 |
|
RU2688001C2 |
| Способ лазерной обработки металлических материалов | 2022 |
|
RU2789635C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2008 |
|
RU2387521C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2699431C1 |
| СВЕТИЛЬНИК | 2017 |
|
RU2661329C1 |
| СВЕТИЛЬНИК | 2017 |
|
RU2675320C2 |
| Способ лазерного легирования и наплавки | 1990 |
|
SU1743770A1 |

Изобретение относится к изготовлению металлических порошков. Способ включает нагрев металла донора порошка до температуры его плавления, формирование из него капель металла и их охлаждение в среде нейтрального газа и сбор порошка. Поверхность образца металла донора порошка нагревают излучением лазера, которое перемещают в пределах площади поверхности образца металла донора со скоростью, достаточной для формирования на ней ванны расплава с объемом от 10-5 до 10 мм3. Объем расплавленного металла из ванны расплава дробят и выдувают струей сжатого нейтрального газа с обеспечением свободного полета капель металла до их охлаждения ниже температуры плавления. Частицы порошка собирают в объеме уловителя порошка. Обеспечивается стабильность формы и фракционного состава порошка, возможность регулирования среднего размера частиц и изготовления порошка с диаметром меньше 50 мкм. 1 з.п. ф-лы, 3 ил.
1. Способ изготовления металлического порошка, включающий нагрев металла донора порошка до температуры его плавления, формирование из него капель металла и их охлаждение в среде нейтрального газа и сбор порошка, отличающийся тем, что поверхность образца металла донора порошка нагревают излучением лазера, которое перемещают в пределах площади поверхности образца металла донора порошка со скоростью, достаточной для формирования на ней ванны расплава, объем которой составляет от 10-5 до 10 мм3, причем объем расплавленного металла из ванны расплава дробят и выдувают струей сжатого нейтрального газа с обеспечением свободного полета капель металла и охлаждения их ниже температуры плавления, при этом частицы порошка собирают в объеме уловителя порошка.
2. Способ по п. 1, отличающийся тем, что размер фракции порошка регулируют изменением мощности лазерного излучения, и/или фокусировкой лазерного луча, и/или скоростью перемещения луча лазера относительно поверхности образца металла донора, и/или длительностью воздействия лазерного излучения на образец метала донора, и/или давлением и скоростью струи сжатого нейтрального газа.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ | 1992 |
|
RU2032498C1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЛАКА | 1925 |
|
SU4366A1 |
| RU 2055698 C1, 10.03.1996 | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

