Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу производства тела конструкции и устройству его производства.
Предшествующий уровень техники
[0002] В последние годы стало широко распространено формирование трехмерных объектов, каждый из которых имеет сложную форму, разработанную посредством компьютера. В областях техники, в которых много типов изделий, таких как механические микрокомпоненты и демонстрационные образцы корпусов и продуктов питания, производятся в относительно небольшом количестве, все большим спросом пользуется формирование вышеописанных трехмерных объектов.
[0003] В качестве одного примера способа формирования вышеописанного трехмерного объекта известен способ, в котором выполняется многократное нанесение материала, который должен быть сформирован в виде трехмерного объекта, для производства тела конструкции.
[0004] Согласно PTL 1 (патентная литература), раскрыт способ, в котором после формирования слоя, имеющего форму части трехмерного объекта, выполняется структурирование посредством предоставления материала, который используется в качестве опорной части, таким образом, чтобы окружать вышеописанный слой. Затем, после формирования опорного элемента вышеописанным способом поверхность, сформированная из этого опорного элемента, и незавершенный трехмерный объект выравниваются, и материал, который должен быть сформирован в виде трехмерного объекта, дополнительно наслаивается на такую выровненную поверхность.
Список цитат
Патентная литература
[0005]
PTL 1 (Патентная литература 1)
Японский выложенный патент № 10-305488
Сущность изобретения
Техническая проблема
[0006] Однако, согласно способу, раскрытому в PTL 1, поскольку опорный элемент формируется каждый раз при нанесении слоя, который будет сформирован в виде трехмерного объекта, и требуется большое количество материала, формирующего опорный элемент, и, кроме того, поскольку рассматривается случай, в котором должно быть выполнено точное позиционирование каждого слоя и опорного элемента в соответствующих предварительно определенных положениях, и/или опорный элемент, отверждение которого было выполнено на этапе нанесения слоев, сложен в удалении и отсутствует возможность его повторного использования, ожидается, что нагрузка на производство будет высокой.
Решение проблемы
[0007] Соответственно, настоящее изобретение обеспечивает способ, способный производить тела конструкции с высокой экономической эффективностью производства при одновременном сокращении количества материала, формирующего опорный элемент.
[0008] Способ производства тела конструкции согласно одному аспекту настоящего изобретения содержит: этап нанесения слоя, на котором, пока незавершенное тело конструкции поддерживается посредством опорного элемента, выполняют многократное нанесение слоя, который обеспечивается на поверхности элемента переноса, и который должен быть сформирован в теле конструкции, на незавершенном теле конструкции или, по меньшей мере, на части поверхности, сформированной из незавершенного тела конструкции и опорного элемента, и на вышеописанном этапе нанесения слоя состояние опорного элемента изменяется для перемещения опорного элемента.
[0009] Кроме того отличительные признаки настоящего изобретения станут очевидны из последующего описания иллюстративных вариантов осуществления со ссылкой на сопроводительные чертежи.
Полезные эффекты изобретения
[0010] Согласно настоящему изобретению, может быть обеспечен способ производства, в котором, поскольку опорный элемент размягчается, а затем перемещается, в то время как количество материала, формирующего новый опорный элемент, сокращается, выполняется производство тела конструкции с высокой эффективностью производства.
Краткое описание чертежей
Фиг.1 иллюстрирует схематический вид, изображающий устройство формирования многослойных конструкций в качестве одного примера устройства для производства, реализующего способ производства тела конструкции согласно варианту осуществления.
Фиг.2A иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.2B иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.2C иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.2D иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
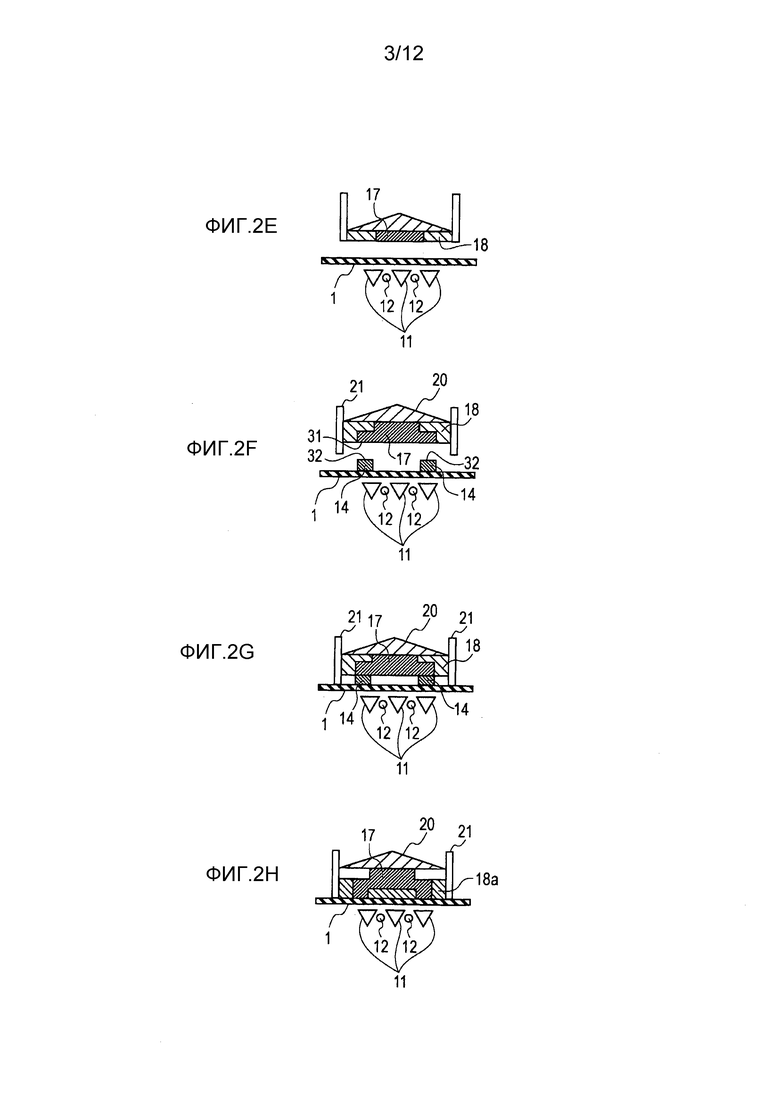
Фиг.2E иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.2F иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.2G иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.2H иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
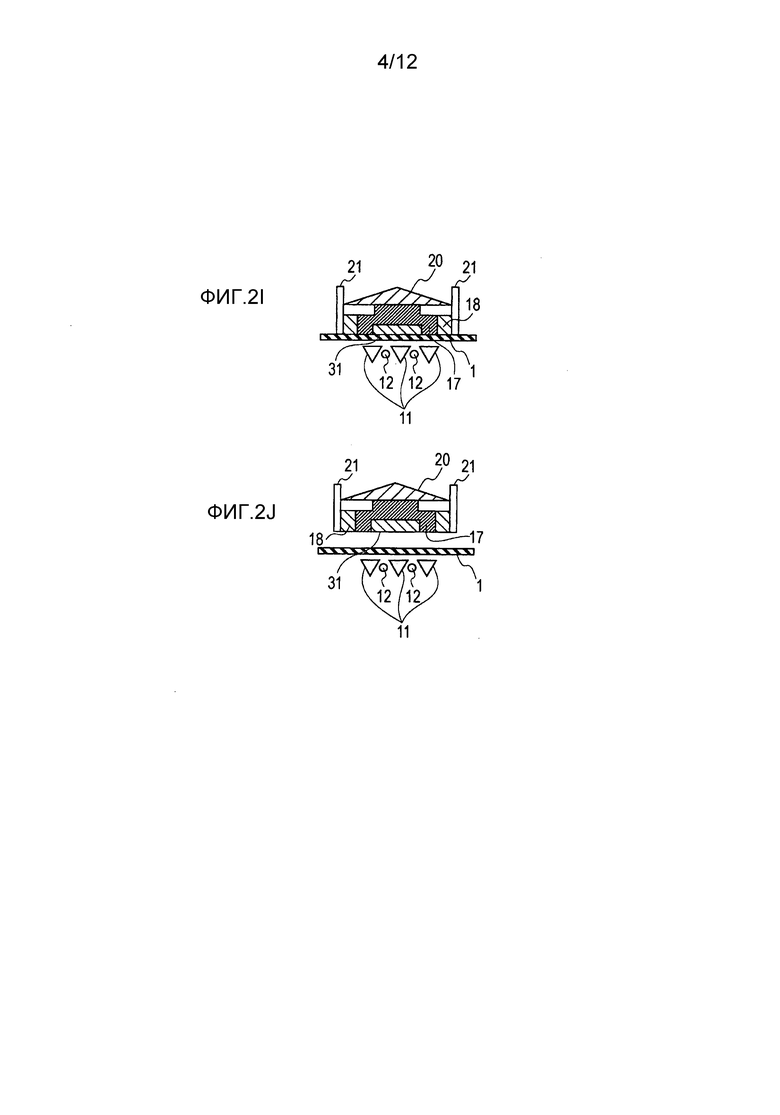
Фиг.2I иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.2J иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.3 иллюстрирует схематический вид в перспективе, изображающий один пример тела конструкции, произведенной посредством способа производства тела конструкции согласно варианту осуществления.
Фиг.4 иллюстрирует блок-схему, изображающую систему управления устройством для производства.
Фиг.5A иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.5B иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.5C иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.5D иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.5E иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.5F иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.6A иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.6B иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.6C иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.6D иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.6E иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.6F иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.6G иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.6H иллюстрирует схематический вид в разрезе, изображающий состояние этапа процесса нанесения слоя в блоке нанесения слоев согласно варианту осуществления.
Фиг.7 иллюстрирует схематический вид, изображающий состояние этапа процесса нанесения слоя согласно варианту осуществления.
Фиг.8 иллюстрирует схематический вид, изображающий устройство формирования многослойных конструкций в качестве одного примера устройства для производства, реализующего способ производства тела конструкции согласно варианту осуществления.
Описание варианта осуществления
[0012] Ниже, со ссылкой на чертежи, будет описан вариант осуществления настоящего изобретения.
[0013] Фиг.3 иллюстрирует вид в перспективе, схематично изображающий один пример тела конструкции, произведенной посредством способа производства тела конструкции согласно варианту осуществления настоящего изобретения. Тело 500 конструкции, имеющее вышеописанную трехмерную конструкцию, производится посредством способа, который будет описан позже, с использованием конструктивного материала, такого, как пластмасса, металл или тому подобное. Способ производства тела конструкции согласно варианту осуществления настоящего изобретения может быть использован, если компоненты электрических устройств, моделей игрушек, таких, как куклы и пластмассовые модели, образцы продуктов питания, демонстрационные модели для продвижения объектов жилищного строительства и мебели и т.п., производятся в виде тел конструкции.
[0014] Фиг.1 иллюстрирует вид, схематично изображающий устройство формирования многослойных конструкций в виде одного иллюстративного устройства для производства, реализующего способ производства тела конструкции согласно варианту осуществления настоящего изобретения, и иллюстрирует вид в разрезе, схематично изображающий состояние процесса производства вдоль линии «I-I» на Фиг.3, вдоль которой выполнен разрез тела конструкции. В устройстве 100, имеющем разрез, изображенный на Фиг.1, рисунок слоя тела конструкции, на который должен быть нанесен новый слой, формируется на поверхности элемента 1 промежуточного переноса в виде ленты, функционирующего в качестве элемента переноса, а затем обеспечивается возможность его прохождения через каждый блок обработки посредством механизма 2 транспортировки для того, чтобы был сформирован слой 14 сечения, имеющий форму сечения тела конструкции. Кроме того, слой 14 сечения тела конструкции транспортируется в положение нанесения слоя блока 1000 нанесения слоев, который выполняет возвратно-поступательное движение в направлении X, а затем выполняется нанесение слоя на многослойное незавершенное тело 17 конструкции.
[0015] Процесс формообразования в устройстве 100 начинается с блока 3 струйной печати, расположенного в центре устройства 100. Рисунок 4 формируется посредством чернильных точек на элементе 1 промежуточного переноса, расположенном под блоком 3 струйной печати. Затем формообразующий материал 6 наносится на рисунок 4, сформированный из чернил, из механизма 5 подачи формообразующего материала для формирования смеси 7 для того, чтобы формообразующий материал 6 был закреплен на поверхности элемента 1 промежуточного переноса. Материал может наноситься в виде порошка, более мелкого, чем требуемое разрешение, и, в некоторых случаях, может быть использован материал, который может быть сформирован в виде пленки. Например, термопластичная смола, которая может быть сформирована в виде пленки посредством тепловой обработки, может быть использована в виде порошка, или стеклянные гранулы или порошковый металл также могут быть использованы, если связующий материал, который используется для формирования пленки, смешивается с вышеописанным рисунком 4. Из всего описанного выше, поскольку она имеет малый вес и поскольку она способна к формированию порочной тела конструкции, термопластичная смола является особенно предпочтительной.
[0016] Элемент 1 промежуточного переноса функционирует в качестве опорного элемента, поддерживающего слой тела конструкции, сформированный на поверхности, а также функционирует в качестве элемента переноса, переносящего формируемый слой на незавершенное тело конструкции, которое уже было сформировано посредством нанесения слоев друг на друга. Следовательно, элемент 1 переноса, предпочтительно, сформирован из материала, имеющего высокие антиадгезионные свойства, и, в некоторой степени, обнаруживает сходство с материалом, формирующим тела конструкции. Кроме того, для стабильного выполнения переноса, элемент 1 промежуточного переноса, предпочтительно, имеет, по меньшей мере, в некоторой степени, эластичность. В качестве предпочтительного материала для элемента промежуточного переноса может быть предусмотрен, например, силоксановый каучук и фторкаучук. Поскольку материал, используемый для формирования рисунка, может, в некоторых случаях, отталкиваться от этих вышеупомянутых материалов на основе каучука, более предпочтительно выполнять обработку поверхности в соответствии с материалом, который должен быть использован. Несмотря на то, что твердость каучука определяется в зависимости от толщины упругого тела, если его толщина является большой, то предпочтительно используется жесткий каучук, а если толщина является малой, то предпочтительно используется мягкий каучук. Если толщина является большой, то предпочтительно используется каучук, имеющий твердость приблизительно 80 градусов, а если элемент 1 промежуточного переноса имеет форму тонкой ленты, то предпочтительно используется тонкая пленка, сформированная из каучука, имеющего толщину приблизительно от 0,1 до 0,5 мм и твердость каучука приблизительно от 50 до 20 градусов. Если требуется высокая точность, несмотря на то, что предпочтительно используется лист Тефлона (зарегистрированный товарный знак) и ровная пленка, покрытая антиадгезионным агентом, порядок толщины которого меньше микрона, каждое из которых не имеет никакой эластичности, поскольку в некоторых случаях может потребоваться машинная точность и/или долгая продолжительность процесса, материал, предпочтительно, выбирается в соответствии с целью практического применения. Кроме того, в случае использования в качестве формообразующего материала металлического порошка или тому подобного, его поверхность, предпочтительно, обрабатывается посредством антиадгезионной обработки с использованием нитрида бора или подобного вещества, имеющего высокую теплостойкость.
[0017] В устройстве, изображенном на Фиг.1, блок 3 струйной печати изображен в качестве одного примера устройства, используемого для формирования слоя тела конструкции на элементе 1 промежуточного переноса. Способ формирования слоя тела конструкции с использованием способа струйной печати является, как описано ниже, способом, в котором формообразующий материал, формирующий тело конструкции, наносится на полужидкий рисунок, начерченный чернилами на поверхности элемента промежуточного переноса для увеличения объема и формирования цветного твердого слоя. Однако способ не ограничен вышеописанным, и, например, изображение также может быть сформировано посредством формирования рисунка с использованием устройства цифровой печати, использующего электрофотографический способ, способ распыления или тому подобное, или способ печатной формы, такой, как офсетная печать или трафаретная печать. В случае электрофотографического способа, в котором используется сухой тонер, сила адгезии формируется в тонере посредством нагрева. Среди вышеописанного, в случае использования элемента промежуточного переноса, имеющего высокие антиадгезионные свойства, способ струйной печати является очень предпочтительным способом, поскольку может быть выполнено одновременное формирование рисунка различных цветов без соприкосновения с элементом 1 промежуточного переноса. Кроме того, вместо использования способа, в котором после формирования изображения на поверхности элемента 1 промежуточного переноса материал тела конструкции наносится на изображение, слой тела конструкции может быть сформирован посредством непосредственного нанесения отверждаемого компонента, такого как материал на основе смолы, на поверхность элемента 1 промежуточного переноса посредством способа струйной печати или тому подобного. Посредством вышеописанного способа, не требуется наличия механизма 5 подачи, который функционирует исключительно для выполнения подачи формообразующего материала 6, и, следовательно, размеры формообразующего устройства могут быть уменьшены. В способе, в котором рисунок вычерчивается на поверхности элемента 1 промежуточного переноса, а затем формообразующий материал, формирующий твердый компонент, наносится на рисунок, для вычерчивания рисунка предпочтительно используется способ струйной печати. Причина этого состоит в том, что поскольку твердый компонент струйных чернил почти полностью сформирован из красителей, растворяющие компоненты могут быть удалены посредством их испарения после фиксации формообразующего материала 6.
[0018] В устройстве, изображенном на Фиг.1, несмотря на то, что формообразующий материал подается после формирования рисунка из чернил, порядок этапов этим не ограничен. Например, сначала порошок, используемый в качестве формообразующего материала 6, подается на элемент 1 промежуточного переноса, а затем на порошок могут быть нанесены чернила. При условии, что формообразующий материал 6 зафиксирован на поверхности элемента 1 промежуточного переноса в соответствии с требуемым рисунком, порядок этапов особо не ограничен.
[0019] Затем удаляется часть незафиксированного формообразующего материала 6, поскольку он налип снаружи чернильного рисунка, размещенного на элементе 1 промежуточного переноса. Поскольку часть формообразующего материала 6, который не соприкасается с чернильным рисунком, имеет низкую адгезию к элементу 1 промежуточного переноса, при транспортировке посредством устройства транспортировки в область рядом с воздушным ножом 8, который выпускает газ, часть формообразующего материала 6 снимается посредством давления потока воздуха, направленного от воздушного ножа 8, отделяется от зафиксированной смеси 7, а затем транспортируется в приемник 9 удаленного конструкционного материала. Если формообразующий материал 6 является порошковой смолой, поскольку порошковая смола подвержена электризации статическим электричеством, предпочтительно используется нейтрализатор статического электричества.
[0020] Формирование смеси 7 и удаление формообразующего материала 6 может выполняться не последовательно, а одновременно. Например, когда поток воздуха направляется на рисунок 4, сформированный из чернил, и формообразующий материал 6 сдувается направленным таким образом потоком воздуха, поскольку часть формообразующего материала 6, которая не приведена в соприкосновение с рисунком 4, не зафиксирована на поверхности элемента 1 промежуточного переноса, излишний формообразующий материал 6 может быть удален.
[0021] Смесь 7 из формообразующего материала 6 и рисунка 4 из чернил, оставшихся на элементе 1 промежуточного переноса, нагревается посредством нагревателей 11, расположенных со стороны задней поверхности элемента промежуточного переноса, и как только жидкий компонент испаряется, объем смеси 7 уменьшается и оплавляется, как показано посредством ссылочной позиции 10 на чертеже, так, чтобы была сформирована пленка. В случае необходимости, поверхность смеси 7 выравнивается посредством нагревательного валика 13 так, чтобы был сформирован слой 14 сечения, который является частью тела конструкции, и который имеет форму поверхности, эквивалентную форме сечения тела конструкции. В этом случае, форма поверхности слоя 14 сечения является формой сечения, получаемой при выполнении сечения завершенного тела конструкции вдоль направления, перпендикулярного направлению нанесения слоя. Слой 14 сечения транспортируется под формообразующий стол 20 блока 1000 нанесения слоев и выравнивается с незавершенным телом конструкции посредством выравнивающего устройства (не показано). Затем, блок 1000 нанесения слоев, включающий в себя формообразующий короб 21, формообразующий стол 20, подъемный механизм 19, и механизм 15 наполнения опорного элемента, опускается, и, следовательно, слой 14 сечения наносится на поверхность, сформированную из незавершенного тела 17 конструкции и опорного элемента 18, который является опорным элементом, поддерживающим незавершенное тело 17 конструкции. Механизм 15 наполнения опорного элемента, размещенный в блоке нанесения слоев, функционирует для наполнения опорного элемента 18. Кроме того, на Фиг.1, несмотря на то, что устройство, формирующее рисунок формообразующего материала, размещено в упомянутом устройстве, упомянутое устройство этим не ограничено. В устройстве, изображенном на Фиг.8 для примера, формообразование выполняется посредством совмещения листа 25 промежуточного переноса, на котором ранее было выполнено формирование рисунка формообразующего материала посредством другого устройства формирования рисунка, с устройством нанесения слоев. Поскольку этап формирования рисунка посредством другого устройства формирования рисунка и этап нанесения слоя посредством устройства нанесения слоев могут выполняться параллельно, и, кроме того, поскольку временные потери могут быть сокращены, даже если тактовое время соответствующих этапов отличаются друг от друга, производительность может быть значительно улучшена. На Фиг.8, ссылочная позиция 23 указывает механизм для нанесения адгезива, который функционирует для нанесения адгезива на слой 14 сечения. Кроме того, ссылочная позиция 24 указывает используемый лист промежуточного переноса. Остальная конструкция устройства нанесения слоев аналогична описанной касательно блока нанесения слоев, изображенного на Фиг.1. Настоящее изобретение относится к процессу нанесения слоев, в котором формирование рисунка не всегда обязательно выполняется на незавершенном теле конструкции, в отличие от множества соответствующих способов трехмерного формообразования, и, другими словами, механизм формирования рисунка не всегда обязательно обеспечен в том же самом устройстве. В настоящем изобретении могут быть использованы рисунки сечений, произведенные при оптимальных условиях для соответствующих способов и материалов. Таким образом, в соответствии с материалом, который должен быть использован для тела конструкции и его точностью при формообразовании, устройство формирования рисунка может быть выбрано без такого количества ограничений.
[0022] Фиг.4 иллюстрирует блок-схему, изображающую систему управления устройством 100 для производства, изображенным на Фиг.1. В устройстве для формирования трехмерных объектов, которое целиком обозначено посредством ссылочной позиции 100, ссылочная позиция 101 обозначает центральный процессор (CPU), который функционирует в качестве главной части управления всей системы и управляет отдельными блоками. Ссылочная позиция 102 обозначает запоминающее устройство, которое сформировано, например, из постоянного запоминающего устройства (ROM), в котором хранится основная программа центрального процессора 101, и оперативного запоминающего устройства (RAM), используемого для хранения данных 104 тела конструкции, вводимых через интерфейс 103, и для выполнения обработки данных. Когда центральный процессор 101 принимает сигнал, обозначающий начало формообразования, запускается процесс преобразования данных тела конструкции в послойные данные, которые выводятся в соответствии с условиями настройки, и в то же самое время выполняется передача информации для подтверждения состояния механизма 2 транспортировки, блока 3 струйной печати, механизма 5 подачи формообразующего материала, механизма 15 наполнения опорного элемента и подъемного механизма 19. Когда состояния готовы к началу выполнения формообразования, механизм 2 транспортировки и подъемный механизм 19 перемещаются в соответствующие предварительно определенные положения в соответствии с информацией обнаружения 105 положения, и в блок 3 струйной печати отправляется сигнал на выпуск для того, чтобы было запущено формообразование.
[0023] Затем, со ссылкой на Фиг.2A-2J, 5A и 5B и с 6A по 6H, помимо Фиг.1, 3 и 4, будет описана последовательность этапов нанесения слоя. Фиг.2A-2J, 5A и 5B и с 6A по 6H иллюстрируют виды в разрезе, каждый из которых изображает этап процесса нанесения слоя в блоке 1000 нанесения слоев при его рассмотрении с одного и того же положения в разрезе, что и на Фиг.1.
[0024] Кроме того, на Фиг.2A-2J, блок 1000 нанесения слоев изображен так, что подъемный механизм 19 пропущен. Кроме того, на Фиг.2A-2J, 5A и 5B и 6A-6H, части механизмов блока 1000 нанесения слоев, нагреватели и охлаждающиеся механизмы могут быть, в некоторых случаях, пропущены.
[0025] Затем, как показано на Фиг.2A, слой 14 сечения на поверхности элемента 1 промежуточного переноса подготавливается в положении, обращенном в сторону формообразующего стола 20.
[0026] Затем, как показано на Фиг.2B, формообразующий стол 20 опускается так, чтобы расстояние между поверхностью переноса (поверхностью формообразующего стола при формировании первого слоя) и элементом промежуточного переноса приблизилось к предварительно определенному значению, и так, чтобы слой 14 сечения в расплавленном состоянии был приведен в соприкосновение с поверхностью переноса формообразующего стола 20, и, в результате, осуществляется управление толщиной слоя 14 сечения. До того, как поверхность формообразующего стола 20 приводится в соприкосновение со слоем 14 сечения, или пока поверхность формообразующего стола 20 соприкасается с ним, слой сечения может быть размягчен посредством нагревателей 11 для того, чтобы способствовать оплавлению слоя 14 сечения.
[0027] Затем, как показано на Фиг.2C, в пространство между поверхностью переноса (нижней поверхностью) формообразующего стола 20 и элементом 1 промежуточного переноса, посредством механизма 15 наполнения опорного элемента выпускается опорный материал 16 в расплавленном состоянии, который формирует опорный элемент 18. Опорный материал 16 приводится в соприкосновение с поверхностью элемента 1 промежуточного переноса в качестве слоя 14 сечения.
[0028] В качестве опорного материала 16, который может быть использован в этом варианте осуществления, может быть использован материал, в котором фазовый переход между твердым телом и жидкостью может быть выполнен обратимо посредством внешнего возбуждения. Например, в числе составов, в которых расплавленное состояние и затвердевшее состояние могут обратимо изменяться посредством применения теплового возбуждения (нагревания и охлаждения) при прохождении точки плавления, может быть использован материал, который не растворяет незавершенное тело конструкции, и который не смешивается с ней. В частности, если в качестве формообразующего материала 6 используется термопластическая пластмасса, в качестве опорного материала 16 могут быть использованы, например, твердый парафин, полиэтиленгликоль, или легкоплавкий металл с низкой точкой плавления. Кроме того, помимо материалов, в которых фазовый переход происходит посредством теплового возбуждения, в качестве опорного материала 16 может быть использована, например, электрореологическая (ER) жидкость, текучесть которой изменяется посредством электрического сигнала, магнитная жидкость, текучесть которой теряется посредством применения магнитного поля, и состав на основе азобензола, в котором жидкое состояние, полученное посредством светового облучения, и твердое состояние, полученное посредством нагревания, могут обратимо изменяться.
[0029] При использовании термопластической смолы в качестве формообразующего материала 6, и нагрев применяется к опорному элементу 18 в качестве возбуждения фазового перехода «твердого тела в жидкость», должен быть использован опорный элемент 18, точка плавления которого ниже, чем точка плавления формообразующего материала 6. В вышеописанном случае, в качестве опорного материала может быть использован полиэтиленгликоль (PEG). Причина этого состоит в том, что для этой смолы может быть получена необходимая точка плавления посредством регулирования ее молекулярной массы, и, кроме того, поскольку эта смола растворяется в воде, может быть легко выполнена финишное промывание после завершения изготовления тела конструкции.
[0030] Как показано на Фиг.2D, когда опорный материал 16 полностью наполнен, слой 14 сечения и опорный материал 16 охлаждаются посредством охлаждающих механизмов 12 для того, чтобы был сформирован первый слой.
[0031] Как показано на Фиг.2E, когда блок нанесения слоя поднят, поверхность (далее в настоящем документе называемая «первой поверхностью» в некоторых случаях), сформированная из слоя тела 17 конструкции и опорного элемента 18, отделяется от элемента 1 промежуточного переноса. Эта первая поверхность является поверхностью, функционирующей в качестве поверхности переноса, на которую на последующем этапе должен наноситься новый слой 14 сечения. Поскольку формование расплавленного опорного материала выполняется в пространстве, ограниченном посредством поверхностей элемента 1 промежуточного переноса и формообразующего стола 20, поверхность (первая поверхность), сформированная из тела 17 конструкции и опорного элемента 18, и расположенная со стороны элемента 1 промежуточного переноса, выравнивается.
[0032] Фиг.2F изображает состояние после нанесения двух слоев друг на друга. Третий новый слой 14 сечения транспортируется таким образом, чтобы его вторая поверхность 32, расположенная со стороны, противоположной относительно элемента 1 промежуточного переноса, была обращена к первой поверхности 31, которая сформирована из опорного элемента 18 и незавершенного тела 17 конструкции, поддерживаемой посредством формообразующего стола 20, и которая расположена со стороны элемента 1 промежуточного переноса.
[0033] Как показано на Фиг.2G, первая поверхность 31 и вторая поверхность 32 приводятся в соприкосновение друг с другом. На этом этапе, что касается первой поверхности, слой 14 сечения соприкасается с поверхностью, сформированной из незавершенного тела 17 конструкции. Если осуществляется управление положением в направлении X формообразующего стола 20 в формообразующем коробе 21, то можно управлять и высотой слоя 14 сечения.
[0034] Как показано на Фиг.2H, пока первая поверхность 31 и вторая поверхность 32 находятся в соприкосновении друг с другом, состояние опорного элемента 18 изменяется. На этом этапе, опорный элемент 18 размягчается, и размягченный опорный элемент 18a, имеющий повышенную текучесть вследствие его размягчения, перемещается таким образом, чтобы достигать поверхности элемента 1 промежуточного переноса и боковой поверхности слоя 14 сечения. Если элемент 1 промежуточного переноса расположен на нижней стороне в направлении силы тяжести, а формообразующий стол 20 расположен на верхней стороне в направлении силы тяжести, то опорный элемент 18a может перемещаться посредством использования эффекта силы тяжести. Альтернативно, если газ подается во внутреннюю часть формообразующего стола 20 под действием его давления, то опорный элемент 18a также может перемещаться посредством способа, отличного от способа, в котором используется эффект силы тяжести. Для выполнения размягчения опорного элемента, производится фазовый переход опорного элемента 18 таким образом, чтобы изменять его текучесть, и например, в зависимости от используемого материала, размягчение может быть выполнено посредством применения энергии, такой, как нагревание, приложение напряжения или световое облучение. Например, если нагревание выполняется посредством нагрева, сгенерированного нагревателями 11, то может быть выполнено размягчение опорного элемента 18.
[0035] Как показано на Фиг.2I, выполняется отверждение размягченного опорного элемента 18a для того, чтобы опорный элемент 18 снова был сформирован на поверхности элемента 1 промежуточного переноса. Если опорный элемент размягчается посредством нагревания, то его отверждение выполняется посредством охлаждения. В зависимости от используемого материала, этот этап также может быть выполнен посредством приложения энергии или посредством понижения или поглощения прикладываемой энергии. Например, опорный элемент 18a, размягченный посредством нагревания, может быть отвержден с использованием охлаждающих механизмов 12. Как было описано выше, посредством незавершенного тела 17 конструкции и отвержденного опорного элемента 18, заново формируется плоская первая поверхность 31, находящаяся в соприкосновении с элементом 1 промежуточного переноса. Как было описано выше, поскольку опорный элемент 18, поддерживающий другую часть тела 17 конструкции, перемещается без ввода нового опорного материала 16, может быть сформирована часть первой поверхности 31, которая поддерживает слой 14 сечения и которая функционирует в качестве поверхности переноса, на которую впоследствии наносится новый слой 14 сечения.
[0036] Как показано на Фиг.2J, когда блок нанесения слоя поднимается, элемент 1 промежуточного переноса отделяется от недавно сформированной первой поверхности 31.
[0037] На следующем этапе, в случае необходимости, до того, как слой 14 сечения приводится в соприкосновение с телом 17 конструкции, или пока слой 14 сечения соприкасается с телом 17 конструкции, опорный элемент 18 перемещается в сторону элемента промежуточного переноса, и выполняется многократное нанесение слоя 14 сечения и тела 17 конструкции, как было описано выше.
[0038] Как показано на Фиг.5A, на этапе, следующем за этапом, изображенным на Фиг.2J, также может быть выполнено нанесение слоя 14 сечения, вторая поверхность которого шире, чем часть тела 17 конструкции на первой поверхности 31. Слой сечения может быть нанесен, по меньшей мере, на часть первой поверхности, и первая поверхность может быть сформирована исключительно из тела конструкции. В этом случае, поскольку первая поверхность 31 также сформирована из опорного элемента 18 до нанесения слоя, как показано на Фиг.5B, вторая поверхность 32 слоя 14 сечения также может быть приведена в соприкосновение с первой поверхностью 31, сформированной из опорного элемента. В соответствии с вышеописанным этапом перенос может быть эффективно выполнен. Кроме того, например, следом за этапом, изображенным на Фиг.5B, после перемещения опорного элемента 18, как показано на Фиг.5C, посредством его размягчения и последующего отверждения, как показано на Фиг.5D, далее может быть выполнено нанесение слоя, как показано на Фиг.5E, а впоследствии, опорный элемент 18 также может быть снова перемещен, как показано на Фиг.5F, посредством его размягчения.
[0039] Кроме того, вместо использования с самого начала опорного элемента 18, опорный элемент 18 может быть использован, начиная с желаемого этапа в вышеупомянутом процессе.
[0040] Как показано на Фиг.6A, слой 14 сечения, который непрерывно не формируется на поверхности элемента 1 промежуточного переноса, подготавливается для того, чтобы быть обращенным к незавершенному телу 17 конструкции. Состояние слоя 14 сечения, при виде со стороны блока нанесения слоя, изображено на Фиг.7. Слой 14 сечения на элементе 1 промежуточного переноса включает в себя один сегмент 14a и другой сегмент 14b. Первая поверхность, функционирующая в качестве поверхности переноса, сформирована из незавершенного тела конструкции.
[0041] Как показано на Фиг.6B, слой 14 сечения наносится на часть тела 17 конструкции, которая уже сформирована. Несмотря на то, что один сегмент 14a слоя 14 сечения приводится в соприкосновение с телом 17 конструкции, поскольку другой сегмент 14b находится на расстоянии от тела 17 конструкции и с ней не соприкасается, элемент 1 промежуточного переноса является единственным элементом, поддерживающим другой сегмент 14b.
[0042] На этапах нанесения слоя от начала до вышеописанного этапа, нанесение слоя может быть выполнено без поддержки с использованием опорного элемента, и в вышеупомянутом случае, при выполнении нанесения слоя целенаправленно без использования опорного элемента, этапы могут быть упрощены. В этом случае, как показано на Фиг.6C, на этапе, на котором выполняется нанесение слоя, для которого требуется поддержка, сначала вводится размягченный опорный материал 16.
[0043] Кроме того, как показано на Фиг.6D, выполняется отверждение опорного элемента 18 так, чтобы был зафиксирован другой сегмент 14b.
[0044] Затем, как показано на Фиг.6E, элемент 1 промежуточного переноса отделяется от блока нанесения слоя. Поскольку он зафиксирован на незавершенном теле 17 конструкции посредством опорного элемента 18, другой сегмент 14b может быть перемещен вместе с телом 17 конструкции. В этом варианте осуществления, поскольку опорный элемент 18 также обеспечен на поверхности F другого сегмента 14b, противоположной относительно элемента 1 промежуточного переноса, по сравнению со случаем, в котором другой сегмент 14b поддерживается исключительно посредством боковых поверхностей S, сила сцепления между телом 17 конструкции и другим сегментом 14b является высокой. Кроме того, поскольку элемент 1 промежуточного переноса отделен, первая поверхность 31 открывается посредством другого сегмента 14b и тела 17 конструкции.
[0045] Затем, как показано на Фиг.6F, открытая первая поверхность 31 и вторая поверхность 32 нового слоя 14 сечения становятся обращенными друг к другу.
[0046] Кроме того, как показано на Фиг.6G, первая поверхность 31 и вторая поверхность 32 приводятся в соприкосновение друг с другом таким образом, чтобы незавершенное тело 17 конструкции, встроенный в нее другой сегмент 14b и нанесенный новый слой 14 сечения были объединены вместе в теле 17 конструкции таким образом, чтобы была сформирована непрерывная фигура.
[0047] Затем, как показано на Фиг.6H, опорный элемент 18 удаляется. Например, опорный элемент 18 может быть автоматически удален посредством его нагревания. Кроме того, удаленный таким образом опорный элемент 18 также может быть повторно использован. Опорный элемент может быть удален после отделения элемента 1 промежуточного переноса, или после его выхода вместе с завершенным телом 17 конструкции из блока нанесения слоя, опорный элемент 18 может быть удален в другом коробе.
[0048] Как было описано выше, может быть получено тело конструкции, как показано на Фиг.3.
[0049] Далее в настоящем документе будет описан пример настоящего изобретения.
Пример 1
[0050] Для Примера 1 было выполнено производство тела конструкции посредством формирования многослойной конструкции с использованием устройства, изображенного на Фиг.1.
[0051] Сначала, данные тела конструкции могли быть подготовлены в качестве послойных данных каждого слоя, имеющего предварительно определенную толщину, и, в этом примере, были использованы послойные данные каждого слоя толщиной 100 микрометров.
[0052] В качестве элемента 1 промежуточного переноса, была использована пленка PET, которая имела толщину 0,4 мм, и которая была покрыта силоксановым каучуком 0,2 мм толщиной (торговая марка: KE-1310, произведенная компанией Shin-Etsu Chemical Co., Ltd), имеющим твердость каучука равную 40 градусов. Для устранения отталкивания чернил от поверхности элемента 1 промежуточного переноса, элемент 1 промежуточного переноса был обработан при следующих условиях посредством установки плазменной обработки при атмосферном давлении дистанционного типа (торговая марка: APT-203 rev., произведенной компанией Sekisui Chemical Co., Ltd), для выполнения поверхностной модификации.
Условия поверхностной модификации
[0053] Тип интенсивности газового потока: 1000 см3/м воздуха, 6000 см3/мин N2,
Входное напряжение: 230В
Частота: 10 кГц
Скорость обработки: 100 мм/мин
Затем для устранения распространения чернил по элементу 1 промежуточного переноса был нанесен реакционный раствор, имеющий следующую формулу, с использованием сопла головки струйной печати в положении, соответствующем рисунку сечения, формирующему слой 14 сечения.
Формула реакционного раствора
[0054]
Формула 1
Ca(NO3)2*4H2O: 50 массовых долей
Поверхностно-активное вещество (торговая марка: Acetylanol А, произведенная посредством Kawaken Fine Chemicals Co., Ltd): 1 массовая доля
Диэтиленгликоль: 9 массовых долей
Очищенная вода: 40 массовых долей
Затем, чернильный рисунок 4 сечения тела конструкции был сформирован на элементе промежуточного переноса посредством нанесения цветных чернил, имеющих следующую формулу, с использования другого сопла головки струйной печати.
Состав чернил
[0055] Нижеописанный пигмент: 3 массовые доли
Черный: технический углерод (торговая марка: MCF 88, произведенный компанией Mitsubishi Chemical Corp.), Голубой: Пигмент Синий 15, Пурпурный: Пигмент Красный 7, Желтый: Пигмент Желтый 74
Сополимер этилакрилата стирола акриловой кислоты (коэффициент кислотности: 240, средняя молекулярная масса: 5000): 1 массовая доля
Глицерин: 10 массовых долей
Этиленгликоль: 5 массовых долей
(торговая марка: Acetylanol А, произведенная посредством Kawaken Fine Chemicals Co., Ltd): 1 массовая доля
Очищенная вода: 80 массовых долей
Затем, частицы полипропилена (средний диаметр частицы: 200 микрометров), функционирующие в качестве формообразующего материала 6, подаются на чернильное изображение 14 на элементе 1 промежуточного переноса посредством ножевого устройства для нанесения покрытия, функционирующего в качестве механизма 5 подачи формообразующего материала.
[0056] Затем, деэлектрифицированный воздух выдувается из воздушного ножа 8 со скоростью воздушного потока равной 30 м/с на элемент 1 промежуточного переноса для того, чтобы формообразующий материал 6, находящийся за пределами чернильного изображения, был удален.
[0057] Затем, было выполнено нагревание посредством нагревателей 11 от задней поверхности элемента 1 промежуточного переноса, и смесь 7 из чернил, реакционного раствора и формообразующего материала 6 была расплавлена приблизительно при 170 градусах по Цельсию и была сформирована в виде пленки таким образом, чтобы был сформирован плоский слой 14 сечения.
[0058] Затем, после того, как слой 14 сечения был транспортирован в положение формообразующего стола 20 (Фиг.2A) и был помещен в предварительно определенное положение, формообразующий стол 20 был опущен в положение, в котором зазор до поверхности элемента 1 промежуточного переноса составлял 100 микрометров для того, чтобы поверхность формообразующего стола 20 была приведена в соприкосновение со слоем 14 сечения (Фиг.2B).
[0059] Затем, опорный материал (PEG 2000 (полиэтиленгликоль), средняя молекулярная масса: 2000) был расплавлен приблизительно при 70 градусах по Цельсию и был наполнен между формообразующим столом 20 и элементом 1 промежуточного переноса (Фиг.2C).
[0060] Затем, слой 14 сечения и опорный материал 16 были охлаждены до 20 градусов по Цельсию и отверждены посредством циркулирующей холодной воды в охлаждающих механизмах 12, обеспеченных на задней поверхности элемента 1 промежуточного переноса для того, чтобы были получены тело 17 конструкции и опорный элемент 18 (Фиг.2D).
[0061] Затем, формообразующий стол 20 был поднят вместе с телом 17 конструкции и опорным элементом 18 (Фиг.2E) для того, чтобы был завершен первый слой.
[0062] Далее в настоящем документе было выполнено многократное нанесение 50 слоев сечения друг на друга, и высота (толщина) незавершенного тела 17 конструкции стала равна 5 мм. В ходе вышеописанных этапов, в случае необходимости, опорный элемент 18 был расплавлен при 70 градусах по Цельсию таким образом, чтобы упасть на поверхность элемента 1 промежуточного переноса (Фиг.6C), а затем отверждаться посредством охлаждения при 20 градусах по Цельсию (Фиг.6D) так, чтобы поверхностный слой со стороны элемента 1 промежуточного переноса, полученный после передачи, был выполнен таким образом, чтобы иметь гладкую поверхность, сформированную из тела 17 конструкции и опорного элемента 18.
[0063] При многократном выполнении вышеописанной операции и выполнении нанесении слоев всего 1000 раз, была сформирована многослойная конструкция, имеющая высоту 10 см (Фиг.6G).
[0064] После нанесения последнего слоя, перед подъемом формообразующего стола 20, расплавленный опорный элемент 18 был автоматически удален посредством всасывания и выпуска с использованием механизма 15 наполнения опорного элемента (Фиг.6H). Далее, тело конструкции было вынуто из формообразующего стола.
[0065] В теле конструкции, полученном вышеописанным способом, не наблюдалось остатков опорного элемента и расслоения, которые были вызваны посредством характера протекания нагрева в ходе этапов нанесения слоев, изменения во времени и наклона между слоем сечения и поверхностью переноса при нанесении слоев.
[0066] Несмотря на то, что настоящее изобретение было описано со ссылкой на иллюстративные варианты осуществления, следует понимать, что изобретение не ограничено раскрытыми иллюстративными вариантами осуществления, и объем следующей формулы изобретения должен получить самую широкую интерпретацию для того, чтобы охватывать все такие модификации и эквивалентные структуры, и функции.
[0067] Эта заявка испрашивает приоритет японской заявки на патент №2012-272625, поданной 13 декабря 2012 г., которая полностью включена сюда путем ссылки.










Группа изобретений относится к способу и устройству для производства тела конструкции. Способ включает этап нанесения слоя, на котором, пока незавершенное тело конструкции поддерживается посредством опорного элемента, множество раз выполняют нанесение слоя, который расположен на поверхности элемента переноса и который должен быть сформирован в теле конструкции, на незавершенное тело конструкции или по меньшей мере часть поверхности, сформированной из незавершенного тела конструкции и опорного элемента. На этапе нанесения слоя опорный элемент перемещается посредством изменения его состояния. Устройство для производства тела конструкции включает узлы для нанесения слоев, опорный элемент, элемент переноса и устройство изменения состояния опорного элемента при нанесении слоев. Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в высокой эффективности производства при одновременном сокращении количества материала, формирующего опорный элемент. 2 н. и 17 з.п. ф-лы, 29 ил.
1. Способ производства тела конструкции, причем упомянутый способ содержит:
этап нанесения слоя, на котором, пока незавершенное тело конструкции поддерживается посредством опорного элемента, наносят множество раз слой, который обеспечен на поверхности элемента переноса и который должен быть сформирован в теле конструкции, на незавершенное тело конструкции или, по меньшей мере, часть поверхности, сформированной из незавершенного тела конструкции и опорного элемента,
причем на этапе нанесения слоя опорный элемент перемещают посредством изменения его состояния.
2. Способ по п. 1, в котором среди множества нанесений слоев на этапе нанесения слоя, между предварительно определенным n-ным нанесением слоя и нанесением слоя, следующим за предварительно определенным n-ным нанесением слоя, перемещают опорный элемент.
3. Способ по п. 1, в котором изменением состояния является размягчение.
4. Способ по п. 3, в котором этап нанесения слоя содержит:
подэтап, на котором, пока незавершенное тело конструкции поддерживается посредством опорного элемента, приводят вторую поверхность слоя, который обеспечен на поверхности элемента переноса и который должен быть сформирован в теле конструкции, причем вторая поверхность является противоположной относительно элемента переноса, в соприкосновение с незавершенным телом конструкции или, по меньшей мере, частью первой поверхности, сформированной из незавершенного тела конструкции и опорного элемента;
подэтап, на котором перемещают опорный элемент для достижения поверхности элемента переноса посредством размягчения опорного элемента, пока первая поверхность и вторая поверхность находятся в соприкосновении друг с другом;
подэтап, на котором выполняют отверждение перемещенного опорного элемента; и
подэтап, на котором переносят слой, который должен быть сформирован в теле конструкции, на незавершенное тело конструкции или отвержденный опорный элемент посредством удаления элемента переноса от опорного элемента после выполнения отверждения опорного элемента.
5. Способ по п. 4, в котором этап нанесения слоя дополнительно содержит:
подэтап, на котором приводят поверхность опорного элемента, открытую посредством удаления элемента переноса от опорного элемента, в соприкосновение с поверхностью последующего слоя, который обеспечен на поверхности элемента переноса и который должен быть сформирован в теле конструкции, причем поверхность последующего слоя является противоположной относительно элемента переноса.
6. Способ по п. 4,
в котором, когда слой, который должен быть сформирован в теле конструкции, включает в себя один сегмент и другой сегмент, которые обеспечены на поверхности элемента переноса таким образом, чтобы находиться на расстоянии друг от друга,
на подэтапе, на котором приводят в соприкосновение вторую поверхность с, по меньшей мере, частью первой поверхности, опорный элемент помещают в положение, находящееся на расстоянии от элемента переноса по сравнению с первой поверхностью, причем один сегмент слоя, который должен быть сформирован в теле конструкции, устанавливают в соприкосновении с частью первой поверхности, сформированной из незавершенного тела конструкции, а другой сегмент помещают на расстоянии от незавершенного тела конструкции, и
на подэтапе, на котором перемещают опорный элемент, опорный элемент перемещают для достижения боковых поверхностей другого сегмента.
7. Способ по п. 6, в котором на подэтапе, на котором перемещают опорный элемент, опорный элемент перемещают таким образом, чтобы прийти в соприкосновение с поверхностью другого сегмента, противоположной относительно элемента переноса.
8. Способ по одному из пп. 4-7, в котором опорный элемент является материалом, который должен быть размягчен посредством нагревания, и на подэтапе, на котором перемещают опорный элемент, опорный элемент размягчают посредством его нагревания.
9. Способ по п. 8, в котором опорный элемент включает в себя металл.
10. Способ по п. 8, в котором опорный элемент включает в себя полиэтиленгликоль или твердый парафин.
11. Способ по п. 4, в котором опорный элемент сформирован из материала, который размягчается посредством светового облучения и отверждение которого выполняется посредством нагревания.
12. Устройство для производства тела конструкции, причем упомянутое устройство содержит:
устройство нанесения слоев, которое, пока незавершенное тело конструкции поддерживается посредством опорного элемента, множество раз наносит слой, который обеспечен на поверхности элемента переноса и который должен быть сформирован в теле конструкции, на незавершенное тело конструкции или, по меньшей мере, часть поверхности, сформированной из незавершенного тела конструкции и опорного элемента; и
устройство изменения, изменяющее состояние опорного элемента таким образом, чтобы перемещать опорный элемент в устройстве нанесения слоев.
13. Устройство по п. 12, в котором среди множества нанесений слоев устройство нанесения слоев перемещает опорный элемент между предварительно определенным n-ным нанесением слоя и нанесением слоя, следующим за предварительно определенным n-ным нанесением слоя.
14. Устройство по п. 12, в котором изменением состояния является размягчение.
15. Устройство по п. 14,
в котором, пока незавершенное тело конструкции поддерживается посредством опорного элемента, устройство нанесения слоев приводит вторую поверхность слоя, который обеспечен на поверхности элемента переноса и который должен быть сформирован в теле конструкции, причем вторая поверхность является противоположной относительно элемента переноса, в соприкосновение с
незавершенным телом конструкции или, по меньшей мере, частью первой поверхности, сформированной из незавершенного тела конструкции и опорного элемента,
устройство изменения размягчает опорный элемент, пока первая поверхность и вторая поверхность находятся в соприкосновении друг с другом таким образом, чтобы переместить опорный элемент для достижения поверхности элемента переноса, и выполняет отверждение перемещенного опорного элемента, и после отверждения опорного элемента посредством устройства изменения устройство нанесения слоев переносит слой, который должен быть сформирован в теле конструкции, на незавершенное тело конструкции или отвержденный опорный элемент посредством удаления элемента переноса от опорного элемента.
16. Устройство по одному из пп. 14-15, в котором опорный элемент является материалом, который размягчается посредством нагревания, и устройство изменения размягчает опорный элемент посредством его нагревания.
17. Устройство по п. 16, в котором опорный элемент включает в себя металл.
18. Устройство по п. 16, в котором опорный элемент включает в себя полиэтиленгликоль или твердый парафин.
19. Устройство по п. 12, в котором опорный элемент сформирован из материала, который размягчается посредством светового облучения и отверждение которого выполняется посредством нагревания.
| JP 08057967 A, 05.03.1996, | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ И МНОГОСЛОЙНАЯ ПАНЕЛЬ | 2006 |
|
RU2375182C2 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ приготовления соединения диэтил-барбитуровой кислоты с 4-диметиламино-2,3-диметил-1-фенил-5-пиразолоном | 1926 |
|
SU16201A1 |
| JP 2012040726 A, 01.03.2012 | |||
| JP 2012096430 A, 24.05.2012. | |||

