Настоящее изобретение направлено на создание способа и установки для изготовления шин, отличающихся друг от друга.
Изготовление шин обычно обеспечивает изготовление каркасной конструкции, содержащей по меньшей мере один слой каркаса, связанный с парой кольцеобразных крепежных конструкций, изготовление конструкции короны, содержащей по меньшей мере одну брекерную конструкцию (и предпочтительно также протекторное полотно) и узел конструкции короны на каркасной конструкции. В контексте настоящего описания и в последующей формуле изобретения выражение "эластомерный материал" используется для обозначения состава, содержащего по меньшей мере один эластомерный полимер и по меньшей мере один усиливающий наполнитель. Предпочтительно, такой состав дополнительно содержит добавки, например, сшивающие и/или пластифицирующие агенты. За счет наличия сшивающих агентов такой материал может быть сшит путем нагревания так, чтобы образовывать конечное изделие.
В настоящем описании и в последующей формуле изобретения выражение "непрерывный удлиненный элемент" используется для обозначения удлиненного элемента, изготовленного из эластомерного материала, содержащего множество усиливающих кордов. Предпочтительно, указанные усиливающие корды параллельны друг другу. Предпочтительно, указанные усиливающие корды являются тканевыми или металлическими. Предпочтительно, указанные усиливающие корды проходят в продольном направлении одного и того же непрерывного удлиненного элемента.
В настоящем описании и в последующей формуле изобретения выражение "полосообразный элемент" используется для обозначения элементарного полуфабриката удлиненной конфигурации, содержащего один или более усиливающих кордов, соединенных с матрицей эластомерного материала, полученной путем отрезания вышеупомянутого непрерывного удлиненного элемента требуемого размера. Обычно такие полосообразные элементы расположены во взаимном сближении, особенно в случае полосообразных элементов, которые взаимодействуют, например, для образования слоев каркаса, брекерных слоев и некоторых типов усиливающей конструкции.
В патенте США №4892609 описано использование автоматического подающего устройства, в котором два различных полуфабриката в форме непрерывной полосы подаются соответственными барабанами посредством первых подающих устройств, обеспеченных соответственным автоматическим устройством для отрезания и центрирующим устройством. Второе подающее устройство, расположенное после первых подающих устройств, принимает элементы полуфабрикатов от одного из первых подающих устройств и обеспечивает продвижение указанных элементов, чтобы определять намотку вокруг барабана для изготовления, приводимого во вращение. Второе подающее устройство является подвижным для выборочного соединения соответственно с одним или другим из первых подающих устройств в зависимости от типа используемого полуфабриката.
В публикации WO 2011/077236 описана установка и способ изготовления различных типов невулканизированных шин для колес транспортного средства для каждого размера шины, используя элементарные полуфабрикаты, причем способ содержит этапы, на которых: a) изготавливают каркасную конструкцию; b) изготавливают конструкцию короны; причем по меньшей мере один из этапов изготовления каркасной конструкции и изготовления конструкции короны содержит этапы, на которых: c) обеспечивают по меньшей мере один первый блок для подачи первого элементарного полуфабриката и второй блок для подачи второго элементарного полуфабриката, причем по меньшей мере один из указанных первого и второго элементарных полуфабрикатов отличается от другого; d) изготавливают по меньшей мере один участок структурного компонента обрабатываемой шины, начиная с по меньшей мере одного из указанных первого и второго элементарных полуфабрикатов, в рабочей станции, загружаемой указанными первым и вторым блоками для подачи указанных первого и второго элементарных полуфабрикатов.
Было обнаружено, что возможность выбора и изменения длины и угла отрезания полосообразных элементов в определенный момент времени обеспечивает высокую гибкость в установках, подобных проиллюстрированным в WO 2011/077236, с целью изготовления шин, отличающихся друг от друга по размеру и/или структурному составу, также, когда требуется диверсифицированное производство небольшими партиями.
Однако может потребоваться дифференцирование полосообразных элементов не только по длине и углу отрезания, но и в структурных отношениях, например, относительно количества и типа усиливающих кордов и/или состава эластомерного материала, покрывающего корды.
Фактически считается предпочтительным дифференцировать производство шин и/или единичных компонентов одной и той же шины вдоль производственной линии в зависимости от типа непрерывного удлиненного элемента, используемого для изготовления полосообразных элементов, используемых для изготовления каркасной конструкции и/или конструкций короны. Относительно этого Заявитель обнаружил, что применительно к вышеупомянутым производственным процессам, направленным на достижение высокой гибкости производства, следует исключать производство обрезков при замене непрерывного удлиненного элемента, используемого для изготовления шин. Фактически производство обрезков, даже незначительного количества, может приводить к высокой потере материала и последующему усложнению относительно управления, их обработки и утилизации после частой и повторяющейся замены удлиненного элемента, используемого для изготовления шин.
Более того, было обнаружено, что в производственных условиях, подобных проиллюстрированным в WO 2011/077236, замена непрерывного удлиненного элемента, используемого для изготовления полосообразных элементов для производства шин, может происходить одновременно с операциями настройки оборудования, предварительно расположенного на производственной линии, чтобы приспосабливать его к обработке шин, отличающихся от собранных ранее.
В связи с этим была определена возможность замены типа непрерывного удлиненного элемента, не приводя к какому-либо дополнительному простою, если такая замена происходит в пределах коротких периодов времени, не превышая обычно требуемых вышеупомянутых периодов времени на настройку.
Наконец, было обнаружено, что предварительное размещение вдоль производственной линии каркасной конструкции и/или вдоль производственной линии конструкции короны по меньшей мере одной станции отрезания и наложения, обслуживаемой станцией для установки элементарных полуфабрикатов, обеспеченной по меньшей мере одним первым и одним вторым отдельными загрузочными блоками, одновременно подвижными для индивидуального и выборочного использования в зависимости от типа используемого непрерывного удлиненного элемента, позволяет выполнять - мгновенно и полностью в отсутствие отходов материала - частую замену того же непрерывного удлиненного элемента.
Более конкретно, согласно первому аспекту настоящее изобретение относится к способу изготовления шин, содержащему этапы, на которых: изготавливают каркасную конструкцию; изготавливают конструкции короны; собирают каждую каркасную конструкцию с одной из указанных конструкций короны; причем по меньшей мере одно из указанных действий по изготовлению каркасной конструкции и по изготовлению конструкций короны содержит этапы, на которых: размещают первый непрерывный удлиненный элемент так, что его концевой участок выравнивается с положением отрезания; размещают второй непрерывный удлиненный элемент так, что его концевой участок расположен бок о бок с концевым участком первого непрерывного удлиненного элемента; образуют первые полосообразные элементы из указанного первого непрерывного удлиненного элемента; накладывают указанные первые полосообразные элементы на первый формующий барабан; перемещают концевые участки первого непрерывного удлиненного элемента и концевые участки второго непрерывного удлиненного элемента в поперечном направлении относительно их продольной протяженности для выравнивания концевого участка второго непрерывного удлиненного элемента с указанным положением отрезания; образуют вторые полосообразные элементы из указанного второго непрерывного удлиненного элемента; накладывают указанные вторые полосообразные элементы на втором формующем барабане.
Считается, что наличие двух или более непрерывных удлиненных элементов, отличающихся друг от друга, которые могут быть использованы отдельно и могут быть моментально заменяемыми один на другой в зависимости от требований в положении отрезания, позволяет частое дифференцирование - и без отходов материала - типа элементарных полуфабрикатов, используемых с целью изготовления каркасной конструкции и/или конструкции короны, особенно с точки зрения близости физических, геометрических и структурных характеристик кордов, и/или с точки зрения физических/химических характеристик эластомерного материала, связанного с ними.
Замена типа непрерывного удлиненного элемента также пригодна для почти мгновенного выполнения таким образом, чтобы не увеличивать производственные простои, требуемые обычными операциями по настройке оборудования.
Согласно дополнительному аспекту, изобретение относится к установке для изготовления шин для колес транспортного средства, содержащей: производственную линию каркасной конструкции; производственную линию конструкции короны; сборочную станцию для соединения каждой каркасной конструкции с одной из указанных конструкций короны; причем по меньшей мере одна из указанных производственной линии каркасной конструкции и производственной линии конструкции короны содержит: устройства для подачи по меньшей мере одного первого непрерывного удлиненного элемента и одного второго непрерывного удлиненного элемента; первый загрузочный блок для размещения первого непрерывного удлиненного элемента таким образом, что его концевой участок выровнен с положением отрезания; второй загрузочный блок для размещения второго непрерывного удлиненного элемента таким образом, что его концевой участок расположен бок о бок с концевым участком первого непрерывного удлиненного элемента; блок выбора для индивидуального и выборочного выравнивания концевого участка первого непрерывного удлиненного элемента и концевого участка второго непрерывного удлиненного элемента с указанным положением отрезания; блок отделения, работающий в положении отрезания для образования первых полосообразных элементов и вторых полосообразных элементов соответственно из указанных первого непрерывного удлиненного элемента и второго непрерывного удлиненного элемента; устройства наложения для наложения указанных первых полосообразных элементов и вторых полосообразных элементов на первом формующем барабане и втором формующем барабане соответственно.
Настоящее изобретение согласно по меньшей мере одному из вышеупомянутых аспектов может иметь одну или более предпочтительных характеристик, описанных далее.
Указанные первые полосообразные элементы и/или указанные вторые полосообразные элементы предпочтительно распределены в взаимно сближенном отношении вдоль периферийного направления указанных первого формующего барабана и второго формующего барабана.
Предпочтительно, первая шина, обрабатываемая на указанном первом формующем барабане, по меньшей мере частично образована во время указанного действия наложения указанных первых полосообразных элементов, и вторая шина, обрабатываемая на указанном втором формующем барабане, по меньшей мере частично образована во время указанного действия наложения указанных вторых полосообразных элементов.
Альтернативно, обрабатываемая шина по меньшей мере частично образована во время указанного действия наложения указанных первых полосообразных элементов на указанном первом формующем барабане и указанных вторых полосообразных элементов на указанном втором формующем барабане, причем указанный первый формующий барабан совмещен с указанным вторым формующим барабаном.
Таким образом, изобретение пригодно для использования в производственных условиях, требующих чрезвычайную гибкость относительно производства небольших партий, даже изготовленных из одного или нескольких блоков, шин, отличающихся друг от друга с точки зрения геометрических и размерных характеристик, а также с точки зрения физических и структурных характеристик (например, типа используемого эластомерного материала и/или кордов) элементарных полуфабрикатов, используемых для изготовления самой шины.
Предпочтительно, эластомерный слой, используемый при подготовке первого непрерывного удлиненного элемента, изготовлен, используя эластомерный материал, отличающийся от используемого для изготовления соответствующего эластомерного слоя, используемого при подготовке второго непрерывного удлиненного элемента.
Таким образом, возможно диверсифицировать производство в зависимости от типа компаунда, требуемого проектными спецификациями для эластомерного материала, покрывающего усиливающие корды.
При подготовке первого непрерывного удлиненного элемента предпочтительно используются усиливающие корды, отличающиеся от усиливающих кордов, используемых для изготовления второго непрерывного удлиненного элемента.
Таким образом, возможно диверсифицировать производство шин и/или их компонентов в зависимости от типа усиливающих кордов, требуемых спецификацией изделия для производства каркасной конструкции и/или конструкции короны.
Указанное действие перемещения выполняется одновременно на концевом участке первого непрерывного удлиненного элемента и на концевом участке второго непрерывного удлиненного элемента.
Это позволяет уменьшать время, требуемое для замены непрерывного удлиненного элемента, используемого при производстве шин.
Указанное действие перемещения выполняется в направлении, перпендикулярном продольной протяженности концевого участка первого непрерывного удлиненного элемента и концевого участка второго непрерывного удлиненного элемента.
Таким образом, удаление непрерывного удлиненного элемента из положения отрезания может быть получено одновременно с размещением другого непрерывного удлиненного элемента в положении отрезания. Концевой участок первого непрерывного удлиненного элемента перемещается обратно продольно из положения отрезания до указанного действия перемещения.
Это позволяет исключать возможные столкновения между концевым участком непрерывного удлиненного элемента и частями отрезающего элемента или другими неподвижными частями.
Действие наложения каждого первого полосообразного элемента и второго полосообразного элемента предшествует образованию каждого первого полосообразного элемента или последующего второго полосообразного элемента.
Это позволяет исключать необходимость запасания одного или более полосообразных элементов до их наложения.
За действием наложения каждого первого полосообразного элемента и второго полосообразного элемента следует вращение первого формующего барабана или второго формующего барабана соответственно согласно заданному углу вокруг их геометрической оси вращения.
Действие изготовления каждого из указанного первого полосообразного элемента или второго полосообразного элемента содержит: продольную укладку указанного первого непрерывного удлиненного элемента или второго непрерывного удлиненного элемента за пределы положения отрезания на протяженности, равной длине первого полосообразного элемента или второго полосообразного элемента; отрезание первого непрерывного удлиненного элемента или второго непрерывного удлиненного элемент в положении отрезания.
Таким образом, возможно изготовление каждого полосообразного элемента точным образом.
Действие продольной укладки указанного первого непрерывного удлиненного элемента или второго непрерывного удлиненного элемента содержит: зацепление свободного конца концевого участка первого непрерывного удлиненного элемента или концевого участка второго непрерывного удлиненного элемента посредством элемента захвата; перемещение элемента захвата от положения отрезания для продольного продвижения первого непрерывного удлиненного элемента или второго непрерывного удлиненного элемента соответственно. После перемещения каждый непрерывный удлиненный элемент предпочтительно имеет свободный участок, продолжающийся между блоком отрезания и элементом захвата.
Может быть обеспечено действие изменения длины хода, выполняемое элементом захвата при перемещении от положения отрезания для установки его согласно выбранной протяженности в зависимости от длины указанных получаемых первых полосообразных элементов и вторых полосообразных элементов.
Может быть обеспечено действие регулирования ориентации угла отрезания, согласно которому выполняется указанное действие отрезания указанного первого непрерывного удлиненного элемента или указанного второго непрерывного удлиненного элемента. Действие продольной укладки указанного первого непрерывного удлиненного элемента или указанного второго непрерывного удлиненного элемента дополнительно содержит: продольное предварительное продвижение первого непрерывного удлиненного элемента или второго непрерывного удлиненного элемента за пределы положения отрезания для приведения свободного конца концевого участка первого непрерывного удлиненного элемента или концевого участка второго непрерывного удлиненного элемента соответственно к положению захвата.
Это позволяет исключать необходимость работы элемента захвата с помощью отрезающих элементов для захвата концевого участка непрерывного удлиненного элемента.
Действие предварительного продвижения содержит: блокирование концевого участка первого непрерывного удлиненного элемента или концевого участка второго непрерывного удлиненного элемента относительно блока отделения; перемещение от положения отрезания каретки, зацепляющей с возможностью скольжения концевой участок первого непрерывного удлиненного элемента или соответственно концевой участок второго непрерывного удлиненного элемента; разблокирование концевого участка первого непрерывного удлиненного элемента или концевого участка второго непрерывного удлиненного элемента соответственно относительно блока отделения; блокирование концевого участка первого непрерывного удлиненного элемента или концевого участка второго непрерывного удлиненного элемента соответственно относительно каретки; перемещение каретки близко к положению отрезания. После действия укладки указанный первый непрерывный удлиненный элемент или указанный второй непрерывный удлиненный элемент уложен в радиально внешнем положении относительно указанного первого формующего барабана или указанного второго формующего барабана. Действие наложения каждого из указанных первых полосообразных элементов и вторых полосообразных элементов выполняется радиальным сближением их относительно указанного первого формующего барабана или указанного второго формующего барабана. При действии наложения указанные первые полосообразные элементы и вторые полосообразные элементы расположены во взаимно сближенном отношение вдоль направления периферийной протяженности указанного первого формующего барабана или указанного второго формующего барабана.
При действии наложения указанные первые полосообразные элементы и вторые полосообразные элементы распределены единым образом по всей периферийной протяженности первого формующего барабана или второго формующего барабана.
Также может быть обеспечено действие установки угла наложения первых полосообразных элементов и вторых полосообразных элементов согласно требуемому значению относительно одного направления периферийной протяженности первого формующего барабана или второго формующего барабана.
Угол наложения возникает путем изменения взаимной ориентации между направлением перемещения элемента захвата и геометрической осью вращения первого формующего барабана и второго формующего барабана соответственно.
Угол наложения устанавливается путем изменения ориентации геометрической оси вращения первого формующего барабана или второго формующего барабана соответственно.
Угол наложения устанавливается путем изменения ориентации направления перемещения элемента захвата.
Указанные устройства наложения распределяют указанные первые полосообразные элементы и вторые полосообразные элементы во взаимно сближенном отношении вдоль периферийного направления указанного первого формующего барабана или второго формующего барабана. Предпочтительно, по меньшей мере один из указанных первого загрузочного блока и второго загрузочного блока содержит направляющую конструкцию, зацепляющую с возможностью скольжения концевой участок первого непрерывного удлиненного элемента или соответственно концевой участок второго непрерывного удлиненного элемента.
Указанный блок выбора содержит: ползун, поддерживающий указанные первый загрузочный блок и второй загрузочный блок; привод выбора, действующий на ползуне с возможностью выборочного размещения его между первым рабочим состоянием, в котором первый загрузочный блок функционально выровнен с положением отрезания, и вторым рабочим состоянием, в котором второй загрузочный блок функционально выровнен с положением отрезания.
Предпочтительно, указанный ползун направляется с возможностью скольжения в направлении, перпендикулярном продольной протяженности концевого участка первого непрерывного удлиненного элемента и концевого участка второго непрерывного удлиненного элемента соответственно, поддерживаемых первым загрузочным блоком и вторым загрузочным блоком.
Предпочтительно, указанный ползун направляется с возможностью скольжения параллельно плоскости, содержащей концевой участок первого непрерывного удлиненного элемента и концевой участок второго непрерывного удлиненного элемента соответственно, поддерживаемых первым загрузочным блоком и вторым загрузочным блоком.
Предпочтительно, по меньшей мере один из указанных первого загрузочного блока и второго загрузочного блока содержит: каретку, поочередно подвижную от и близко к положению отрезания и поддерживающую указанную направляющую конструкцию; односторонние элементы блокировки, работающие на концевом участке первого непрерывного удлиненного элемента или на концевом участке второго непрерывного удлиненного элемента для предотвращения их скольжения относительно направляющей конструкции от положения отрезания, без предотвращения скольжения концевого участка первого непрерывного удлиненного элемента или концевого участка второго непрерывного удлиненного элемента соответственно относительно направляющей конструкции по направлению к положению отрезания.
Указанная каретка является альтернативно подвижной между выдвинутым положением, в котором конец концевого участка указанного первого непрерывного удлиненного элемента или концевого участка указанного второго непрерывного удлиненного элемента размещен в положении отрезания, и положением обратного перемещения, в котором указанный конец перемещен обратно относительно положения отрезания.
Указанная каретка является подвижной по команде резьбовой шпильки, функционально зацепленной винтовой гайкой, приводимой во вращение двигателем. Указанная винтовая гайка и указанный двигатель функционально поддерживаются ползуном, поддерживающим указанные первый загрузочный блок и второй загрузочный блок.
Указанные односторонние элементы блокировки содержат пару противоположных роликов и по меньшей мере одну одностороннюю муфту свободного хода, функционально соединенную с по меньшей мере одним из указанных роликов.
Указанный односторонний элемент блокировки содержит элемент выборочной блокировки, поддерживаемый кареткой и выборочно приводимый в действие для блокировки указанного концевого участка первого непрерывного удлиненного элемента или указанного концевого участка второго непрерывного удлиненного элемента относительно направляющей конструкции во время перемещения каретки по направлению к положению отрезания. Указанный элемент выборочной блокировки является подвижным по направлению к направляющей конструкции между освобожденным состоянием, в котором он разнесен от концевого участка первого непрерывного удлиненного элемента или от концевого участка второго непрерывного удлиненного элемента, и рабочим состоянием, в котором он действует в упорном отношении на указанном концевом участке первого непрерывного удлиненного элемента или на указанном концевом участке второго непрерывного удлиненного элемента соответственно, чтобы блокировать их относительно направляющей конструкции.
Могут быть обеспечены вспомогательные устройства блокировки, выборочно приводимые в действие для блокировки конца концевого участка первого непрерывного удлиненного элемента или концевого участка второго непрерывного удлиненного элемента относительно блока отделения.
Указанные вспомогательные устройства блокировки являются выборочно приводимыми в действие одновременно с перемещением каретки от положения отрезания. Могут быть обеспечены устройства для поддержания указанного первого формующего барабана или второго формующего барабана с возможностью вращения вокруг их концентрической геометрической оси относительно указанного периферийного направления.
Указанные устройства наложения содержат элемент захвата, подвижный на продолжении направления продольной протяженности концевого участка указанного первого непрерывного удлиненного элемента или концевого участка указанного второго непрерывного удлиненного элемента между положением захвата, близким к положению отрезания, и положением удлинения, далеким от положения отрезания. Указанные устройства наложения содержат прижимные ползуны, симметрично подвижные вдоль подвижной направляющей конструкции по направлению к указанной геометрической оси вращения.
Могут быть обеспечены устройства установки длины полосообразных элементов для изменения хода, выполняемого элементом захвата при перемещении между положением захвата и положением удлинения.
Предпочтительно, каретка, поддерживающая концевой участок первого непрерывного удлиненного элемента или концевой участок второго непрерывного удлиненного элемента, является подвижной согласно ходу меньшей протяженности, чем ход перемещения элемента захвата.
Могут быть обеспечены устройства установки угла наложения для регулирования взаимной ориентации между направлением продольной протяженности направляющей конструкции и геометрической осью вращения первого формующего барабана или второго формующего барабана.
Указанные устройства установки угла наложения содержат вращаемую конструкцию, поддерживающую первый формующий барабан или второй формующий барабан. Устройства установки угла наложения работают на направляющей конструкции для изменения их ориентации относительно указанного первого формующего барабана или второго формующего барабана.
Могут быть обеспечены устройства установки угла отрезания для регулирования ориентации блока отделения относительно продольной протяженности первого непрерывного удлиненного элемента или второго непрерывного удлиненного элемента.
Устройства установки угла отрезания содержат опорную конструкцию, поддерживающую блок отделения, размещаемый под углом вокруг поворотной оси. Согласно предпочтительному варианту выполнения первый формующий барабан и второй формующий барабан являются одним и тем же формующим барабаном. Дополнительные характеристики и преимущества будут более очевидными из подробного описания предпочтительного и неисключительного варианта выполнения способа и установки для изготовления шин согласно настоящему изобретению. Такое описание обеспечено далее со ссылкой на приложенные чертежи, обеспеченные исключительно путем неограничивающего примера, на которых:
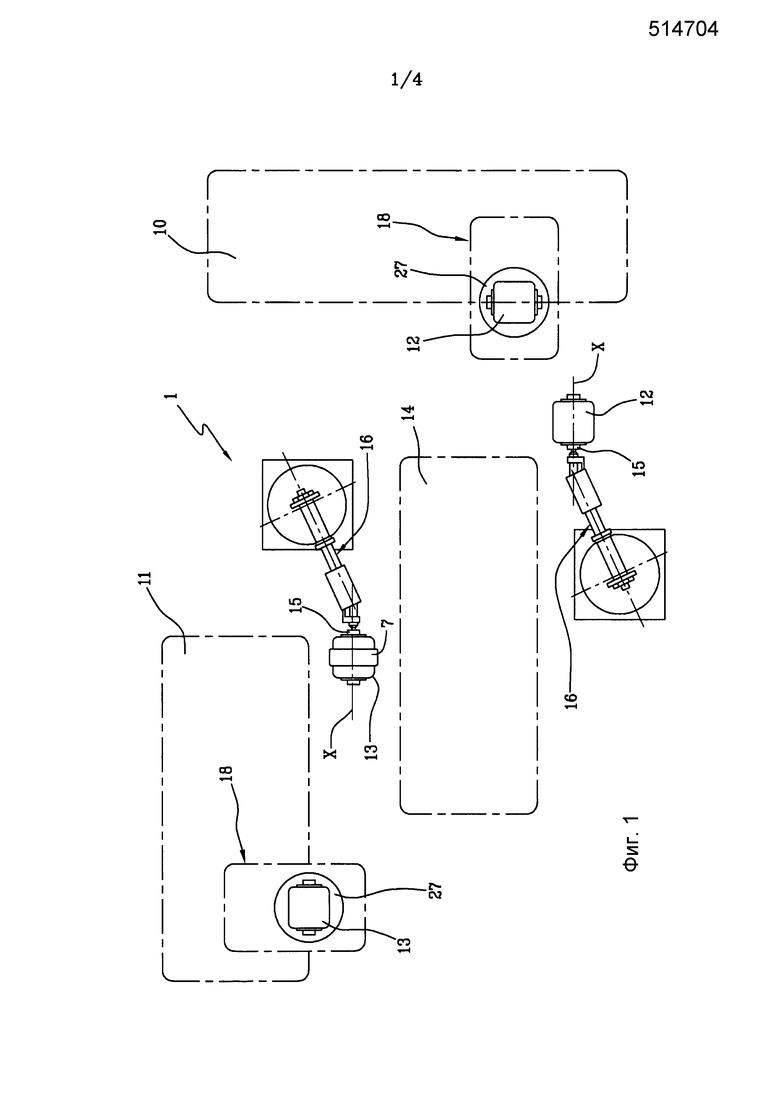
Фиг. 1 схематически показывает на виде сверху установку для производства шин согласно настоящему изобретению;
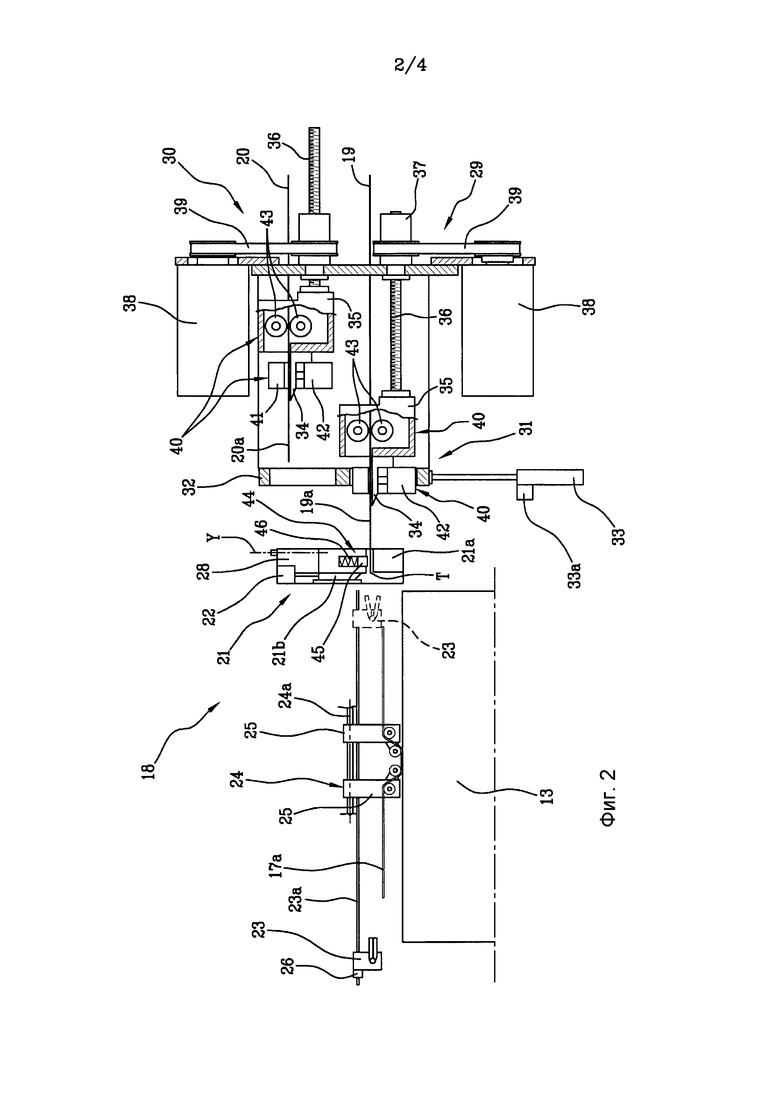
Фиг. 2 схематически иллюстрирует на виде сбоку и в частичном сечении наложение первого полосообразного элемента на формующем барабане;
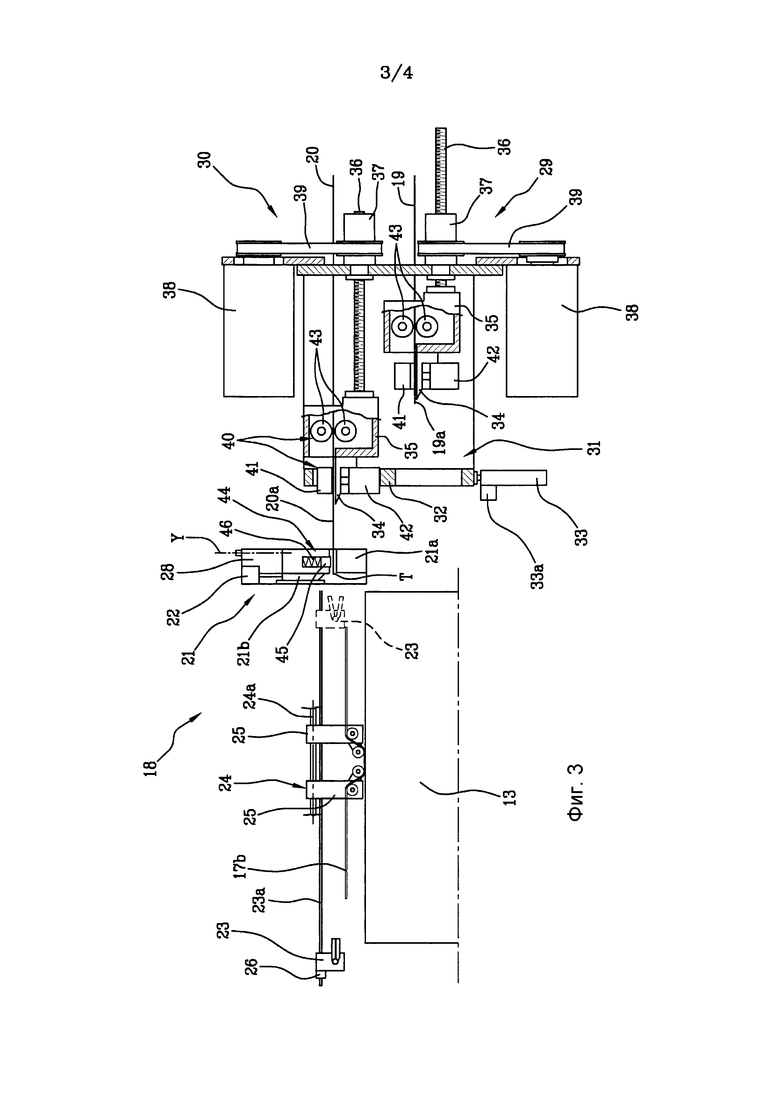
Фиг. 3 схематически иллюстрирует на виде сбоку и в частичном сечении наложение второго полосообразного элемента на формующем барабане; и
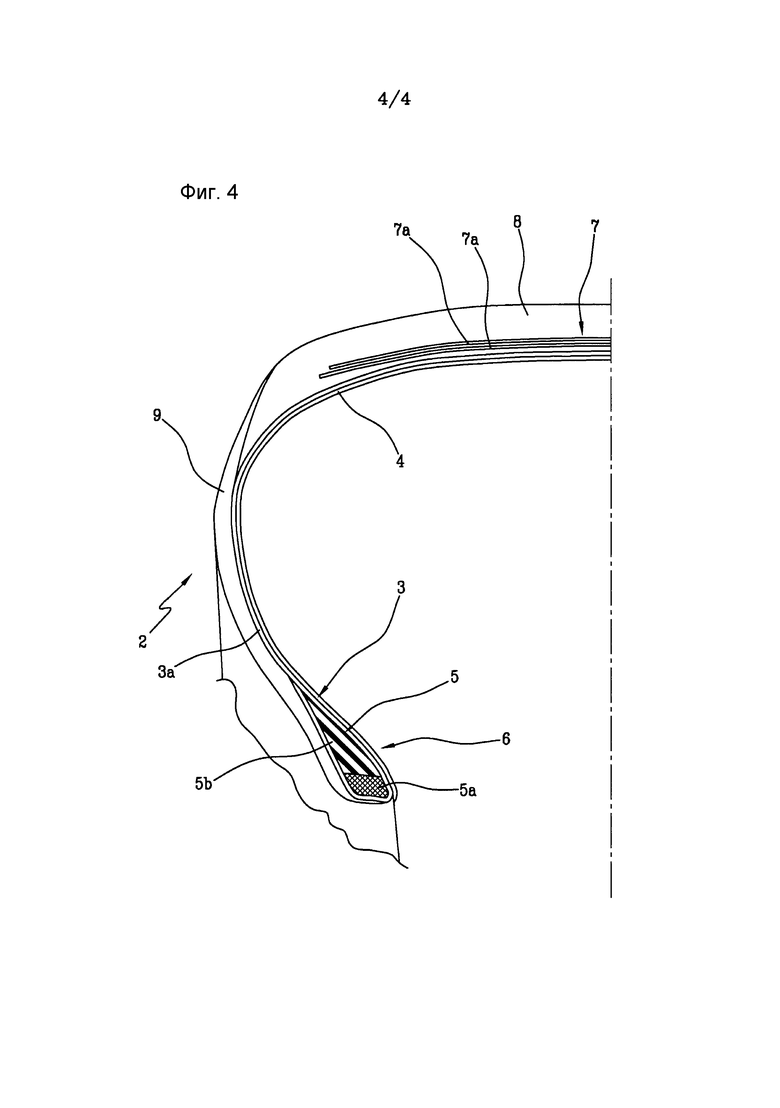
Фиг. 4 схематически показывает путем примера шину, которая может быть получена согласно настоящему изобретению.
Со ссылкой на вышеупомянутые фигуры установка для изготовления шин для колес транспортного средства, сконструированная для осуществления способа согласно настоящему изобретению, была обозначена в целом позицией 1. Установка 1 сконструирована для производства шин 2 (Фиг. 4), имеющих каркасную конструкцию 3, содержащую по меньшей мере один слой 3a каркаса, предпочтительно покрытый внутри слоем непроницаемого эластомерного материала или так называемым вкладышем 4. Две кольцеобразные крепежные конструкции 5, каждая из которых содержит так называемый сердечник 5a борта шины, предпочтительно поддерживающий эластомерный наполнитель 5b в радиально внешнем положении, зацеплены с соответственными концевыми зонами слоя(ев) 3a каркаса. Кольцеобразные крепежные конструкции 5 объединены вблизи от областей, обычно называемых "бортами" 6, в которых обычно происходит зацепление между шиной 2 с соответственным монтажным ободом (не проиллюстрирован), согласно диаметру обода, образованному размерами внутреннего диаметра кольцеобразной крепежной конструкции 5. Конструкция 7 короны, обычно содержащая один или более брекерных слоев 7a, нанесена по окружности вокруг слоя(ев) 3a каркаса, и протекторное полотно 8 наложено по окружности на брекерных слои 7a. Две боковины 9, каждая из которых продолжается от соответственного борта 6 к соответственному боковому краю протекторного полотна 8, нанесены в латерально противоположных положениях на слой(и) 3a каркаса.
В предпочтительном варианте выполнения, схематически проиллюстрированном путем примера на Фиг.1, устройство 1 содержит производственную линию 10 каркасной конструкции и производственную линию 11 конструкции короны, в каждой из которых по меньшей мере один формующий барабан, предпочтительно по меньшей мере один первый формующий барабан и по меньшей мере один второй формующий барабан последовательно перемещаются между различными рабочими станциями.
Более конкретно, формующие барабаны 12 каркасной конструкции перемещаются вдоль производственной линии 10 каркасной конструкции, тогда как формующие барабаны 13 конструкции короны перемещаются на производственной линии 11 конструкции короны. На производственной линии 10 каркасной конструкции предварительно расположены рабочие станции (не проиллюстрированы), чтобы образовывать на каждом формующем барабане 12 каркасной конструкции каркасную конструкцию 3, содержащую указанные по меньшей мере один слой 3a каркаса, вкладыш 4, кольцеобразную крепежную конструкцию 5 и возможно по меньшей мере одну часть боковин 9.
Одновременно, рабочие станции, предварительно расположенные вдоль производственной линии 11 конструкции короны, пригодны для образования на каждом формующем барабане 13 конструкции короны конструкции короны 7, содержащей по меньшей мере одну брекерную конструкцию 7a, протекторное полотно 8 и возможно по меньшей мере одну часть боковин 9. Каждый формующий барабан может иметь соответственную втулку 15 захвата, которая может быть функционально зацеплена по меньшей мере одной роботизированной рукой 16 и/или другими передающими устройствами для последовательного перемещения между вышеупомянутыми рабочими станциями, расположенными вдоль производственной линии 10 каркасной конструкции или соответственно вдоль производственной линии 11 конструкции короны. Формующий(ие) барабан(ы) 12 каркасной конструкции может (могут) иметь конструктивные и функциональные характеристики, отличающиеся от характеристик формующего(их) барабана(ов) 13 конструкции короны.
Устройство 1 дополнительно содержит сборочную станцию 14, проиллюстрированную только схематически, на которой каждая каркасная конструкция 3, образованная на соответственном формующем барабане 12 каркасная конструкция, соединена с одной из конструкций 7 короны до удаления с соответственного формующего барабана 13 конструкции короны.
По меньшей мере один из компонентов каркасной конструкции 3, например, указанный по меньшей мере один слой 3a каркаса, получается наложением первых полосообразных элементов 17a на формующем барабане 12 каркасной конструкции; и/или по меньшей мере один из компонентов конструкции короны 7, например, по меньшей мере один из брекерных слоев 7a, получается наложением вторых полосообразных элементов 17b на соответственном формующем барабане 13 конструкции короны. При изготовлении шины длина каждого полосообразного элемента стягивает аксиальные размеры соответствующего слоя 3a каркаса или брекерной конструкции 7a соответственно. При изготовлении шины каждый полосообразный элемент имеет ширину, соответствующую части периферийной протяженности самой шины.
Обеспечение и наложение первых полосообразных элементов 17a и вторых полосообразных элементов 17b предпочтительно выполняется на по меньшей мере одной станции 18 отрезания и наложения, обеспеченной вдоль производственной линии 10 каркасной конструкции и/или вдоль производственной линии 11 конструкции короны. Устройства для подачи по меньшей мере одного первого непрерывного удлиненного элемента 19 и по меньшей мере одного второго непрерывного удлиненного элемента 20 работают на станции 18 отрезания и наложения.
Первый непрерывный удлиненный элемент 19 и второй непрерывный удлиненный элемент 20 могут предпочтительно отличаться друг от друга. Например, эластомерный слой, используемый при подготовке первого непрерывного удлиненного элемента 19, может быть изготовлен, используя эластомерный материал, отличающийся от используемого в изготовлении эластомерного слоя второго непрерывного удлиненного элемента 20. Дополнительно или альтернативно, усиливающие корды, используемые при подготовке первого непрерывного удлиненного элемента 19, могут отличаться, например, в зависимости от их структурных характеристик и/или количества и геометрического расположения, от усиливающих кордов, используемых для изготовления второго непрерывного удлиненного элемента 20.
Блок 21 отделения обеспечивает выборочное изготовление первых полосообразных элементов 17a и вторых полосообразных элементов 17b, соответственно отделяя их от первого непрерывного удлиненного элемента 19 и от второго непрерывного удлиненного элемента 20, выбираемое в зависимости от типа шины, предназначенной для изготовления. Блок 21 отделения, например, может содержать режущую машину, имеющую неподвижный резак 21a, взаимодействующий в заданном положении "T" отрезания с подвижным резаком 21b, управляемым приводом 22 отрезания, например, гидродинамического типа.
Блок 21 отделения взаимодействует с устройствами наложения, которые обеспечивают наложение первых полосообразных элементов 17a и вторых полосообразных элементов 17b на формующем барабане 12 каркасной конструкции или на формующем барабане 13 конструкции короны. Такие устройства наложения могут, например, содержать по меньшей мере один элемент 23 захвата и прижимной блок 24.
Элемент 23 захвата является подвижным, например, вдоль вспомогательной направляющей конструкции 23a, между положением захвата, близким (или проксимальным) к положению "T" отрезания, и положением удлинения, далеким (или дистальным) от положения "T" отрезания. В положении захвата элемент 23 захвата, например, обеспеченный захватоподобным устройством, является пригодным для активирования механически, электромеханически или гидромеханически для захвата свободного конца концевого участка 19a первого непрерывного удлиненного элемента 19 или концевого участка 20a второго непрерывного удлиненного элемента 20, предварительно расположенных в положении "T" отрезания. В положении удлинения элемент 23 захвата удлиняет первый непрерывный удлиненный элемент 19 или второй непрерывный удлиненный элемент 20 за пределы положения отрезания "T" в радиально внешнем положении относительно формующего барабана 13 конструкции короны (или формующего барабана 12 каркасной конструкции), поддерживаемого станцией 18 отрезания и наложения с возможностью вращения вокруг его геометрической оси X вращения. Когда элемент захвата 23 достигает близости от заданного положения удлинения, блок 21 отделения 21 активируется, чтобы отрезать первый непрерывный удлиненный элемент 19 или второй непрерывный удлиненный элемент 20 в положении "Т" отрезания, и, таким образом, определяет отделение первого полосообразного элемента 17a или второго полосообразного элемента 17b соответственно.
Прижимной блок 24 может, например, содержать прижимные ползуны 25, например, в форме пары роликов, которые могут быть функционально зацеплены с первым непрерывным удлиненным элементом 19 или вторым непрерывным удлиненным элементом 20, уложенным за пределы положения "T" отрезания и симметрично подвижным вдоль соответственной направляющей конструкции 24a. Направляющая конструкция 24a является подвижной по направлению к геометрической оси X вращения формующего барабана 13 конструкции короны (или формующего барабана 12 каркасной конструкции) так, чтобы радиально сближать - с формующим барабаном 12 конструкции короны (или формующим барабаном 12 каркасной конструкции) - первый полосообразный элемент 17a, предварительно отделенный от первого непрерывного удлиненного элемента 19, или второй полосообразный элемент 17b, предварительно отделенный от второго непрерывного удлиненного элемента 20, чтобы определять наложение на внешней поверхности формующего барабана 13 конструкции короны (или формующего барабана 12 каркасной конструкции 12) прижимными ползунами 25.
Как только происходит наложение, формующий барабан 13 конструкции короны (или формующий барабан 12 каркасной конструкции) поворачивается согласно заданному углу вокруг его геометрической оси X вращения, таким образом подготавливаясь к приему полосообразного элемента, полученного как описано выше. Вышеупомянутая последовательность работы приводит к наложению множества первых полосообразных элементов 17a или вторых полосообразных элементов 17b, предпочтительно распределенных единым образом по всей периферийной протяженности соответственного формующего барабана, даже более предпочтительно расположенных во взаимно сближенном отношении вдоль направления периферийной протяженности самого формующего барабана.
Могут быть обеспечены устройства установки длины полосообразных элементов, содержащие, например, упор конца хода, который может быть размещен вдоль вспомогательной направляющей конструкции 23a. Длина хода, выполняемого элементом 23 захвата при перемещении между положением захвата и положением удлинения, может, таким образом, быть изменена так, чтобы быть установленной согласно размеру, выбираемому в определенный момент времени в зависимости от длины получаемых полосообразных элементов.
Могут быть обеспечены устройства установки угла наложения, подходящие для регулирования угловой ориентации направления продольной протяженности направляющей конструкции 24a и/или вспомогательной направляющей конструкции 23a, т.е. направления перемещения прижимных ползунов 25 и/или элемента 23 захвата, относительно геометрической оси X вращения каждого формующего барабана, для установки его согласно значению, выбираемому в определенный момент времени в зависимости от требуемого угла наложения полосообразных элементов относительно направления периферийной протяженности самого формующего барабана. Устройства установки угла наложения могут содержать вращаемую конструкцию 27 (Фиг. 1), возможно представленную указанной роботизированной рукой 16, поддерживающей формующий барабан 12 каркасной конструкции и/или формующий барабан 13 конструкции короны. Дополнительно или альтернативно, устройства установки угла наложения могут работать непосредственно на направляющей конструкции 24a и/или на вспомогательной направляющей конструкции 23a для изменения ориентации направления перемещения прижимных ползунов 25 и/или элемента 23 захвата относительно каждого формующего барабана.
Могут быть обеспечены устройства установки угла отрезания, предварительно расположенные для регулирования ориентации блока 21 отделения относительно продольной протяженности первого непрерывного удлиненного элемента 19 или второго непрерывного удлиненного элемента 20, для установки его согласно значению, которое может быть выбрано в определенный момент времени, например, в зависимости от требуемого угла наложения первых полосообразных элементов 17a или вторых полосообразных элементов 17b относительно направления периферийной протяженности формующего барабана 12 каркасной конструкции или формующего барабана 13 конструкции короны.
Устройства установки угла отрезания могут, например, содержать опорную конструкцию 28, поддерживающую блок 21 отделения, который может быть размещен под углом вокруг поворотной оси "Y".
Другими словами, длина и/или угол отрезания полосообразных элементов и/или их угол наложения на соответственном формующем барабане пригодны для изменения согласно потребностям так, чтобы в определенный момент времени изготавливать шины с различными характеристиками в зависимости от проектных спецификаций.
С целью обеспечения изготовления шин с характеристиками, отличающимися в определенный момент времени согласно проектным спецификациям, предпочтительно обеспечена возможность замены первого непрерывного удлиненного элемента 19 и второго непрерывного удлиненного элемента 20 относительно друг друга с целью производства первых полосообразных элементов 17a и вторых полосообразных элементов 17b соответственно. Относительно этого, первый загрузочный блок 29, предварительно расположенный для размещения первого непрерывного удлиненного элемента 19 с его концевым участком 19a, выровненным с положением "T" отрезания, и второй загрузочный блок 30, подходящий для размещения второго непрерывного удлиненного элемента 20 с его концевым участком 20a, смежным, предпочтительно параллельным концевому участку 19a первого непрерывного удлиненного элемента 19, предпочтительно связаны с подающими устройствами первого непрерывного удлиненного элемента 19 и второго непрерывного удлиненного элемента 20.
Блок 31 выбора работает на первом загрузочном блоке 29 и на втором загрузочном блоке 30 для индивидуального и выборочного выравнивания концевого участка 19a первого непрерывного удлиненного элемента 19 и концевого участка 20a второго непрерывного удлиненного элемента 20 с положением "T" отрезания. Предпочтительно, блок 31 выбора содержит ползун 32, поддерживающий первый загрузочный блок 29 и второй загрузочный блок 30. Привод 33 выбора, перемещаемый неподвижной частью 33a, действует на ползуне 32 с возможностью выборочного размещения его между первым рабочим состоянием, в котором первый загрузочный блок 29 функционально выровнен с положением "T" отрезания, и вторым рабочим состоянием, в котором второй загрузочный блок 30 функционально выровнен с положением "T" отрезания.
Предпочтительно, ползун 32 направляется с возможностью скольжения в направлении, перпендикулярном продольной протяженности концевого участка 19a первого непрерывного удлиненного элемента 19 и концевого участка 20a второго непрерывного удлиненного элемента 20, соответственно поддерживаемых первым загрузочным блоком 29 и вторым загрузочным блоком 30.
Ползун 32 скользит предпочтительно параллельно плоскости, содержащей концевой участок 19a первого непрерывного удлиненного элемента 19 и концевой участок 20a второго непрерывного удлиненного элемента 20, или по меньшей мере в направлениях их продольной протяженности.
Каждый из указанных первого загрузочного блока 29 и второго загрузочного блока 30 или по меньшей мере один из них содержит направляющую конструкцию 34, зацепляющую с возможностью скольжения концевой участок 19a первого непрерывного удлиненного элемента 19, или соответственно концевой участок 20a второго непрерывного удлиненного элемента 20. Направляющая конструкция 34, поддерживаемая кареткой 35, является подвижной от и приближающейся относительно положения "T" отрезания предпочтительно по команде резьбовой шпильки 36, функционально зацепленной винтовой гайкой 37, приводимой во вращение двигателем 38. Зубчатый ремень 39 или другие трансмиссионные элементы функционально соединяют друг с другом винтовую гайку 37 и двигатель 38, функционально поддерживаемый ползуном 32.
Более конкретно, каретка 35 каждого загрузочного блока альтернативно является подвижной между выдвинутым (или проксимальным) положением, в котором конец концевого участка 19a первого непрерывного удлиненного элемента 19 или концевого участка 20a второго непрерывного удлиненного элемента 20 размещен в положении "T" отрезания и положением обратного перемещения (или дистальным), в котором указанный конец перемещается обратно относительно положения "T" отрезания.
Односторонние элементы 40 блокировки, например, содержащие элемент 41 выборочной блокировки, поддерживаемый кареткой 35 и выборочно приводимый в действие для блокировки указанного концевого участка 19a первого непрерывного удлиненного элемента 19 или указанного концевого участка 20a второго непрерывного удлиненного элемента 20 относительно направляющей конструкции 34 во время перемещения каретки 35 по направлению к положению "T" отрезания, функционально соединены с кареткой 35. Элемент 41 выборочной блокировки является подвижным по направлению к направляющей конструкции 34, например, по команде гидродинамического привода 42, прикрепленного к самой направляющей конструкции 34, между освобожденным состоянием, в котором он разнесен от концевого участка 19a первого непрерывного удлиненного элемента 19 или от концевого участка 20a второго непрерывного удлиненного элемента 20, и рабочим состоянием, в котором он действует в упорном отношении на том же концевом участке, чтобы блокировать его относительно направляющей конструкции 34.
Дополнительно или альтернативно, для элемента 41 выборочной блокировки может быть обеспечена по меньшей мере одна пара противоположных роликов 43, на по меньшей мере одном из которых имеется функционально соединенная односторонняя муфта свободного хода. Противоположные ролики 43 работают на концевом участке 19a первого непрерывного удлиненного элемента 19 или на концевом участке 20a второго непрерывного удлиненного элемента 20 так, чтобы исключать нежелательное скольжение относительно направляющей конструкции 34 от положения "T" отрезания, в частности когда элемент 41 выборочной блокировки находится в освобожденном состоянии и/или во время перемещения каретки 35 по направлению к положению "T" отрезания. Это позволяет исключать риск того, что концевой участок 19a первого непрерывного удлиненного элемента 19 или концевой участок 20a второго непрерывного удлиненного элемента 20 может перемещаться обратно от положения "T" отрезания, в частности при передвижении под таким же весом соответственного непрерывного удлиненного элемента, расположенного ближе по ходу. В дополнение, не затруднено скольжение каждого концевого участка относительно направляющей конструкции 34 в противоположном направлении, т.е. приближение к положению "T" отрезания. Дополнительно или альтернативно, для односторонних элементов 40 блокировки могут быть обеспечены вспомогательные устройства 44 блокировки, выборочно приводимые в действие предпочтительно одновременно с перемещение каретки 35 от положения "T" отрезания, для блокировки конца конечного участка 19a первого непрерывного удлиненного элемента 19 или соответственно концевого участка 20a второго непрерывного удлиненного элемента 20 относительно блока 21 отделения. Предпочтительно, вспомогательные устройства 44 блокировки содержат толкающий элемент 45, зацепленный с возможностью скольжения на подвижном резаке 21b блока 21 отделения и приводимый в действие гидравлически, например, противодействуя действию пружины 46, чтобы толкать конец концевого участка 19a первого непрерывного удлиненного элемента 19 или концевого участка 20a второго непрерывного удлиненного элемента 20 к неподвижному резаку 21a. Схемы, проиллюстрированные на Фиг. 2 и 3, иллюстрируют последовательность работы, согласно которой происходит замена первого непрерывного удлиненного элемента 19 и второго непрерывного удлиненного элемента 20, используемых в производстве первых полосообразных элементов 17a и соответственно вторых полосообразных элементов 17b. Фиг.2 показывает ситуацию, в которой первый непрерывный удлиненный элемент 19 предварительно расположен для использования для производства первых полосообразных элементов 17a. Ползун 32 размещен в первом рабочем положении так, что концевой участок 19a первого непрерывного удлиненного элемента 19 размещен с направлением его продольной протяженности, выровненным с положением "T" отрезания.
Концевой участок 20a второго непрерывного удлиненного элемента 20 предварительно расположен на каретке 35 второго загрузочного блока 30 в смежном положении относительно концевого участка 19a первого непрерывного удлиненного элемента 19.
Под управлением соответственного двигателя 38 каретка 35 первого загрузочного блока 29 перемещается в выдвинутом положении, как на Фиг.2, так, что свободный конец первого непрерывного удлиненного элемента 19 размещен в положении захвата, совпадающим или близким к положению "Т" отрезания. В случаях, когда неподвижный и подвижный резаки 21a, 21b блока 21 отделения достаточно разнесены, положение захвата может совпадать с положением "T" отрезания, учитывая, что элемент 23 захвата может быть вставлен между ними для захвата свободного конца первого непрерывного удлиненного элемента 19 и укладки последнего за пределы положения "T" отрезания. Этот случай, например, может возникать, когда непрерывный удлиненный элемент 19 имеет продольные корды текстильного типа, или однако такой не требует особенно больших усилий резания для отделения первых полосообразных элементов 17a. Если происходит так, как в проиллюстрированном примере, предпочитают исключать вставку элемента 23 захвата между неподвижным и подвижным резаками 21a, 21b, свободный конец первого непрерывного удлиненного элемента 19 может быть выведен за пределы положения "T" отрезания посредством действия предварительного продвижения, предпочтительно выполняемого во взаимодействии со вспомогательными устройствами 44 блокировки. Действие предварительного продвижения может быть полезным, например, при использовании непрерывных удлиненных элементов, имеющих металлические корды, которые требуют больших усилий резания для отделения полосообразных элементов. Получение больших усилий резания может делать предпочтительным придание относительно небольшого хода до подвижного резака 21b блока 21 отделения так, чтобы препятствовать или предотвращать вставку элемента 23 захвата между неподвижным резаком 21a и подвижным резаком 21b.
С целью выполнения операции предварительного продвижения толкающий элемент 45 вспомогательных устройств 44 блокировки является пригодным для приведения в действие для прижатия свободного конца первого непрерывного удлиненного элемента 19 к неподвижному резаку 21a так, чтобы блокировать концевой участок 19a относительно блока 21 отделения во время последующего отхода каретки 35 от положения "T" отрезания. После приведения в действие элемента 41 выборочной блокировки и отключения упорного действия толкающего элемента 45, новое перемещение каретки 35 по направлению к положению "T" отрезания управляется предпочтительно согласно ходу меньшей протяженности, чем ход перемещения элемента 23 захвата. Это позволяет получать требуемое предварительное продвижение свободного конца первого непрерывного удлиненного элемента 19 за пределы положения "T" отрезания до положения захвата, в котором сам конец может быть легко достигнут элементом 23 захвата с целью удлинения первого непрерывного удлиненного элемента 19. Таким образом, первый полосообразный элемент 17a может быть отделен от первого непрерывного удлиненного элемента 19 и нанесен на формующем барабане 12 каркасной конструкции или, как представлено в качестве на Фиг.2 и 3, на формующем барабане 13 брекерной конструкции. Действие предварительного продвижения повторяется после отделения каждого первого полосообразного элемента 17a для предварительного расположения свободного конца первого непрерывного удлиненного элемента 19 для последующего образования нового первого полосообразного элемента 17a. Вышеупомянутые действия укладки, отрезания, наложения и возможно предварительного продвижения повторяются циклически до образования по меньшей мере одного компонента обрабатываемой первой шины посредством множества первых полосообразных элементов 17a, распределенных по окружности. Такой компонент может, например, содержать по меньшей мере одну брекерную конструкцию 7a, образованную на первом формующем барабане 13 конструкции короны на производственной линии 11 конструкции короны и/или по меньшей мере один слой 3a каркаса, образованный на формующем барабане 12 первой каркасной конструкции на производственной линии 10 каркасной конструкции.
Когда требуется использование второго непрерывного удлиненного элемента 20 вместо первого непрерывного удлиненного элемента 19 (например, когда требуется изготовление каркасной конструкции или короны, используя полосообразные элементы, отличающиеся от используемых для предыдущей каркасной конструкции или короны, или когда требуется изготавливать такую же каркасную конструкцию или короны посредством слоев каркаса или брекерных слоев, полученных посредством других полосообразных элементов), каретка 35 первого загрузочного блока 29 возвращается в положение обратного перемещения так, что концевой участок 19a первого непрерывного удлиненного элемента 19 смещается продольно от положения "T" отрезания. Таким образом, привод 33 выбора перемещает ползун 32 от первого до второго рабочего состояния для выравнивания второго загрузочного блока 30 с положением "T" отрезания, пока первый загрузочный блок 29 смещен латерально. Таким образом, концевой участок 19a первого непрерывного удлиненного элемента 19 и концевой участок 20a второго непрерывного удлиненного элемента 20 одновременно перемещаются в поперечном направлении, более конкретно перпендикулярно их продольной протяженности, до выравнивания концевого участка 20a второго непрерывного удлиненного элемента 20 с положением "T" отрезания. Перемещение второго загрузочного блока 30 до соответственного выдвинутого положения определяет размещение свободного конца второго непрерывного удлиненного элемента 20 в положении "T" отрезания, как на Фиг. 3. Таким образом, второй непрерывный удлиненный элемент 20 предварительно расположен для использования в производстве вторых полосообразных элементов 17b. Вторые полосообразные элементы 17b, например, используемые для изготовления второй шины, могут быть наложены, например, на по меньшей мере одном втором формующем барабане 12 каркасной конструкции, или на формующем барабане 13 второй конструкции короны, как обозначено на Фиг. 3, зацепленном на станции 18 разрезания и наложения, заменяющей формующий барабан 12 первой каркасной конструкции или соответственно первый формующий барабан 13 конструкции короны, предварительно используемый для обработки первой шины.
Альтернативно, вторые полосообразные элементы 17b могут быть наложены на таком же формующем барабане 12 первой каркасной конструкции или на первом формующем барабане 13 конструкции короны для производства по меньшей мере одного дополнительного компонента, например, второго слоя 3a каркаса или второй брекерной конструкции 7a вышеупомянутой обрабатываемой первой шины.
Обеспечение и наложение вторых полосообразных элементов 17b, получаемых из второго непрерывного удлиненного элемента 20, может быть выполнено способом, аналогичным тому, что описан со ссылкой на обеспечение и наложение первых полосообразных элементов 17a, получаемых из первого непрерывного удлиненного элемента 19.
Следует отметить, что операции по выполнению замены обрабатываемых первого непрерывного удлиненного элемента 19 и второго непрерывного удлиненного элемента 20 по существу ограничены обратным перемещением каретки 35, поддерживающей используемый непрерывный удлиненный элемент, перемещением ползуна 32 и продвижением в каретке 35, поддерживающей другой используемый непрерывный удлиненный элемент, за которыми следует возможное действие предварительного продвижения.
Такие операции пригодны для выполнения с весьма быстрыми периодами времени, порядка нескольких секунд, одновременно с выполнением других операций, таких как, например, замена формующего барабана на станции разрезания и наложения и/или других операций для настройки самой станции так, чтобы не затягивать процесс в дальнейшем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2603166C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2717781C2 |
| РАСШИРЯЕМАЯ ДИАФРАГМА ДЛЯ УСТРОЙСТВ ДЛЯ ИЗГОТОВЛЕНИЯ ШИН, СПОСОБ ИЗГОТОВЛЕНИЯ РАСШИРЯЕМОЙ ДИАФРАГМЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2349458C2 |
| СПОСОБ, ПРОЦЕСС И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2014 |
|
RU2678662C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2746368C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2331518C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2002 |
|
RU2324594C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2594212C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2016 |
|
RU2730832C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2700599C2 |
Изобретение относится к способу изготовления шин, к установке для изготовления шин для колес транспортных средств. Согласно способу изготавливают каркасную конструкцию. Изготавливают конструкции короны. Собирают каждую каркасную конструкцию с одной из конструкций короны. По меньшей мере одно из указанных действий для изготовления каркасной конструкции и для изготовления конструкций короны включает этапы, на которых размещают первый непрерывный удлиненный элемент так, что его концевой участок выровнен с положением отрезания. Размещают второй непрерывный удлиненный элемент так, что его концевой участок находится бок о бок с концевым участком первого непрерывного удлиненного элемента. Образуют первые полосообразные элементы из первого непрерывного удлиненного элемента. Накладывают первые полосообразные элементы на первом формующем барабане. Перемещают концевые участки первого непрерывного удлиненного элемента и концевые участки второго непрерывного удлиненного элемента в поперечном направлении относительно их продольной протяженности для выравнивания концевого участка второго непрерывного удлиненного элемента с положением отрезания. Образуют вторые полосообразные элементы из второго непрерывного удлиненного элемента. Накладывают вторые полосообразные элементы на втором формующем барабане. Изобретение обеспечивает повышение физико-механических свойств получаемых изделий. 2 н. и 47 з.п. ф-лы, 4 ил.
1. Способ изготовления шин, при котором:
изготавливают каркасную конструкцию (3);
изготавливают конструкции (7) короны;
собирают каждую каркасную конструкцию (3) с одной из конструкций короны (7);
причем по меньшей мере одно из указанных действий для изготовления каркасной конструкции (3) и для изготовления конструкций (7) короны включает этапы, на которых:
размещают первый непрерывный удлиненный элемент (19) так, что его концевой участок (19a) выровнен с положением (T) отрезания;
размещают второй непрерывный удлиненный элемент (20) так, что его концевой участок (20a) находится бок о бок с концевым участком (19a) первого непрерывного удлиненного элемента (19);
образуют первые полосообразные элементы (17a) из первого непрерывного удлиненного элемента (19);
накладывают первые полосообразные элементы (17a) на первом формующем барабане (12, 13);
перемещают концевые участки (19a) первого непрерывного удлиненного элемента (19) и концевые участки (20a) второго непрерывного удлиненного элемента (20) в поперечном направлении относительно их продольной протяженности для выравнивания концевого участка (20a) второго непрерывного удлиненного элемента (20) с положением (T) отрезания;
образуют вторые полосообразные элементы (17b) из второго непрерывного удлиненного элемента (20); и
накладывают вторые полосообразные элементы (17b) на втором формующем барабане (12, 13).
2. Способ по п. 1, при котором первые полосообразные элементы (17a) и/или вторые полосообразные элементы (17b) распределяют во взаимно сближенном отношении вдоль периферийного направления первого формующего барабана (12, 13) и второго формующего барабана (12, 13).
3. Способ по п. 1 или 2, при котором первую шину, обрабатываемую на первом формующем барабане (12, 13), по меньшей мере частично образуют во время указанного действия наложения первых полосообразных элементов (17a), а вторую шину, обрабатываемую на втором формующем барабане (12, 13), по меньшей мере частично образуют во время указанного действия наложения вторых полосообразных элементов (17b).
4. Способ по п. 1 или 2, при котором обрабатываемую шину по меньшей мере частично образуют во время указанного действия наложения первых полосообразных элементов (17a) на первом формующем барабане (12, 13) и вторых полосообразных элементов (17b) на втором формующем барабане (12, 13), причем первый формующий барабан (12, 13) совмещают со вторым формующим барабаном (12, 13).
5. Способ по п. 1 или 2, при котором эластомерный слой, используемый при подготовке первого непрерывного удлиненного элемента (19), изготавливают, используя эластомерный материал, отличающийся от используемого для изготовления соответствующего эластомерного слоя, используемого при подготовке второго непрерывного удлиненного элемента (20).
6. Способ по п. 1 или 2, при котором при подготовке первого непрерывного удлиненного элемента (19) используют усиливающие корды, которые отличаются от усиливающих кордов, используемых для изготовления второго непрерывного удлиненного элемента (20).
7. Способ по п. 1 или 2, при котором указанное действие перемещения выполняют одновременно на концевом участке (19a) первого непрерывного удлиненного элемента (19) и на концевом участке (20a) второго непрерывного удлиненного элемента (20).
8. Способ по п. 1 или 2, при котором указанное действие перемещения выполняют в направлении, перпендикулярном продольной протяженности концевого участка (19a) первого непрерывного удлиненного элемента (19) и концевого участка (20a) второго непрерывного удлиненного элемента (20).
9. Способ по п. 1 или 2, при котором концевой участок (19a) первого непрерывного удлиненного элемента (19) продольно перемещают обратно от положения (T) отрезания до указанного действия перемещения.
10. Способ по п. 1 или 2, при котором указанное действие наложения каждого первого полосообразного элемента (17a) или второго полосообразного элемента (17b) предшествует образованию каждого первого полосообразного элемента (17a) или второго полосообразного элемента (17b).
11. Способ по п. 1 или 2, при котором за действием наложения каждого первого полосообразного элемента (17a) или второго полосообразного элемента (17b) следует вращение первого формующего барабана (12, 13) или второго формующего барабана (12, 13) соответственно согласно заданному углу вокруг его геометрической оси вращения.
12. Способ по п. 1 или 2, при котором действие образования каждого из первого полосообразного элемента (17a) или второго полосообразного элемента (17b) включает этапы, на которых:
продольно укладывают первый непрерывный удлиненный элемент (19) или второй непрерывный удлиненный элемент (20) за пределы положения (T) отрезания на протяженности, равной длине первого полосообразного элемента (17a) или второго полосообразного элемента (17b); и
отрезают первый непрерывный удлиненный элемент (19) или второй непрерывный удлиненный элемент (20) в положении (T) отрезания.
13. Способ по п. 12, при котором действие продольной укладки первого непрерывного удлиненного элемента (19) или второго непрерывного удлиненного элемента (20) включает этапы, на которых:
зацепляют свободный конец концевого участка (19a) первого непрерывного удлиненного элемента (19) или концевого участка (20a) второго непрерывного удлиненного элемента (20) посредством элемента (23) захвата; и
перемещают элемент (23) захвата от положения (T) отрезания для продольного продвижения первого непрерывного удлиненного элемента (19) или второго непрерывного удлиненного элемента (20) соответственно.
14. Способ по п. 13, при котором действие изменения длины хода дополнительно выполняют элементом (23) захвата при перемещении от положения (T) отрезания для установки его согласно выбранной протяженности в зависимости от длины получаемых первых (17a) и вторых (17b) полосообразных элементов (17a).
15. Способ по п. 1 или 2, при котором дополнительно выполняют действие регулирования ориентации угла отрезания, согласно которому выполняют действие отрезания первого непрерывного удлиненного элемента (19) или второго непрерывного удлиненного элемента (20).
16. Способ по п. 12, при котором действие продольной укладки первого непрерывного удлиненного элемента (19) или второго непрерывного удлиненного элемента (20) дополнительно включает этап, на котором:
продольно предварительно продвигают первый непрерывный удлиненный элемент (19) или второй непрерывный удлиненный элемент (20) за пределы положения (T) отрезания для приведения свободного конца концевого участка (19a) первого непрерывного удлиненного элемента (19) или концевого участка (20a) второго непрерывного удлиненного элемента (20) соответственно к положению захвата.
17. Способ по п. 16, при котором действие предварительного продвижения включает этапы, на которых:
блокируют концевой участок (19a) первого непрерывного удлиненного элемента (19) или концевой участок (20a) второго непрерывного удлиненного элемента (20) относительно блока (21) отделения;
перемещают от положения (T) отрезания каретку (35),
зацепляющую с возможностью скольжения концевой участок (19a) первого непрерывного удлиненного элемента (19) или концевой участок (20a) второго непрерывного удлиненного элемента (20) соответственно;
разблокируют концевой участок (19a) первого непрерывного удлиненного элемента (19) или концевой участок (20a) второго непрерывного удлиненного элемента (20) соответственно относительно блока (21) отделения;
блокируют концевой участок (19a) первого непрерывного удлиненного элемента (19) или концевой участок (20a) второго непрерывного удлиненного элемента (20) соответственно относительно каретки (35); и
перемещают каретку (35) близко к положению (Т) отрезания.
18. Способ по п. 12, при котором после действия укладки первый непрерывный удлиненный элемент (19) или второй непрерывный удлиненный элемент (20) уложен в радиально внешнем положении относительно первого формующего барабана (12, 13) или второго формующего барабана (12, 13).
19. Способ по п. 1 или 2, при котором действие наложения каждого из первых полосообразных элементов (17a) и вторых полосообразных элементов (17b) выполняют путем радиального сближения их относительно первого формующего барабана (12, 13) или второго формующего барабана (12, 13).
20. Способ по п. 1 или 2, при котором при действии наложения первые полосообразные элементы (17a) и вторые полосообразные элементы (17b) располагают во взаимно сближенном отношении вдоль направления периферийной протяженности первого формующего барабана (12, 13) или второго формующего барабана (12, 13).
21. Способ по п. 1 или 2, при котором при действии наложения первые полосообразные элементы (17a) и вторые полосообразные элементы (17b) распределяют единым образом по всей периферийной протяженности первого формующего барабана (12, 13) или второго формующего барабана (12, 13).
22. Способ по п. 1 или 2, при котором дополнительно выполняют действие установки угла наложения первых полосообразных элементов (17a) и вторых полосообразных элементов (17b) согласно требуемому значению относительно направления периферийной протяженности первого формующего барабана (12, 13) или второго формующего барабана (12, 13).
23. Способ по п. 22, при котором установка угла наложения происходит путем изменения ориентации геометрической оси (X) вращения первого формующего барабана (12, 13) или второго формующего барабана (12, 13) соответственно.
24. Установка для изготовления шин для колес транспортных средств, содержащая:
производственную линию (10) каркасной конструкции;
производственную линию (11) каркасной конструкции;
сборочную станцию (14) для соединения каждой каркасной конструкции (3) с одной из конструкций (7) короны;
причем по меньшей мере одна из производственной линии (10) каркасной конструкции и производственной линии (11) конструкции короны содержит:
устройства для подачи по меньшей мере одного первого непрерывного удлиненного элемента (19) и одного второго непрерывного удлиненного элемента (20);
первый загрузочный блок (29) для размещения первого непрерывного удлиненного элемента (19) так, что его концевой участок (19a) выровнен с положением (T) отрезания;
второй загрузочный блок (30) для размещения второго непрерывного удлиненного элемента (20) так, что его концевой участок (20a) расположен бок о бок с концевым участком (19a) первого непрерывного удлиненного элемента (19);
блок (31) выбора для индивидуального и выборочного выравнивания концевого участка (19a) первого непрерывного удлиненного элемента (19) и концевого участка (20a) второго непрерывного удлиненного элемента (20) с положением (T) отрезания;
блок (21) отделения, работающий в положении (T) отрезания, для образования первых полосообразных элементов (17a) и вторых полосообразных элементов (17b) соответственно из первого непрерывного удлиненного элемента (19) и второго непрерывного удлиненного элемента (20); и
устройства наложения для наложения первых полосообразных элементов (17a) и вторых полосообразных элементов (17b) на первом формующем барабане (12, 13) и на втором формующем барабане (12, 13) соответственно.
25. Установка по п. 24, в которой устройства наложения распределяют первые полосообразные элементы (17a) и вторые полосообразные элементы (17b) во взаимно сближенном отношении вдоль периферийного направления первого формующего барабана (12, 13) или второго формующего барабана (12, 13).
26. Установка по п. 24 или 25, в которой по меньшей мере один из первого загрузочного блока (29) и второго загрузочного блока (30) содержит направляющую конструкцию (34), зацепляющую с возможностью скольжения концевой участок (19a) первого непрерывного удлиненного элемента (19) или концевой участок (20a) второго непрерывного удлиненного элемента (20) соответственно.
27. Установка по п. 24 или 25, в которой блок (31) выбора содержит:
ползун (32), поддерживающий первый загрузочный блок (29) и второй загрузочный блок (30); и
привод (33) выбора, действующий на ползуне (32) с возможностью выборочного размещения его между первым рабочим состоянием, в котором первый загрузочный блок (29) функционально выровнен с положением (T) отрезания, и вторым рабочим состоянием, в котором второй загрузочный блок (30) функционально выровнен с положением (T) отрезания.
28. Установка по п. 27, в которой ползун (32) направляется в возможностью скольжения в направлении, перпендикулярном продольной протяженности концевого участка (19a) первого непрерывного удлиненного элемента (19) и концевого участка (20a) второго непрерывного удлиненного элемента (20), поддерживаемых первым загрузочным блоком (29) и вторым загрузочным блоком (30) соответственно.
29. Установка по п. 27, в которой ползун (32) направляется с возможностью скольжения параллельно плоскости, содержащей концевой участок (19a) первого непрерывного удлиненного элемента (19) и концевой участок (20a) второго непрерывного удлиненного элемента (20), поддерживаемых первым загрузочным блоком (29) и вторым загрузочным блоком (30) соответственно.
30. Установка по п. 26, в которой по меньшей мере один из первого загрузочного блока (29) и второго загрузочного блока (30) содержит:
каретку (35), поочередно подвижную от и близко к положению (T) отрезания и поддерживающую направляющую конструкцию (34); и
односторонние элементы (40) блокировки, работающие на концевом участке (19a) первого непрерывного удлиненного элемента (19) или на концевом участке (20a) второго непрерывного удлиненного элемента (20) для предотвращения его скольжения относительно направляющей конструкции (34) от положения (T) отрезания без предотвращения скольжения концевого участка (19a) первого непрерывного удлиненного элемента (19) или концевого участка (20a) второго непрерывного удлиненного элемента (20) соответственно относительно направляющей конструкции (34) по направлению к положению (T) отрезания.
31. Установка по п. 30, в которой каретка (35) является поочередно подвижной между выдвинутым положением, в котором конец концевого участка (19a) первого непрерывного удлиненного элемента (19) или концевого участка (20a) второго непрерывного удлиненного элемента (20) расположен в положении (T) отрезания, и положением обратного перемещения, в котором указанный конец расположен в обратном направлении относительно положения отрезания.
32. Установка по п. 30 или 31, в которой каретка (35) является подвижной по команде резьбовой шпильки (36), функционально зацепленной винтовой гайкой (37), приводимой во вращение двигателем (38).
33. Установка по п. 32, в которой винтовая гайка (37) и двигатель (38) функционально поддерживаются ползуном (32), поддерживающим первый загрузочный блок (29) и второй загрузочный блок (30).
34. Установка по п. 30, в которой односторонние элементы (40) блокировки содержат пару противоположных роликов (43) и по меньшей мере одну одностороннюю муфту свободного хода, функционально соединенную с по меньшей мере одним из указанных роликов (43).
35. Установка по п. 30, в которой односторонние элементы (40) блокировки содержат элемент (41) выборочной блокировки, поддерживаемый кареткой (35) и подверженный выборочному активированию для блокировки концевого участка (19a) первого непрерывного удлиненного элемента (19) или концевого участка (20a) второго непрерывного удлиненного элемента (20) относительно направляющей конструкции (34) во время перемещения каретки (35) по направлению к положению (T) отрезания.
36. Установка по п. 35, в которой элемент (41) выборочной блокировки является подвижным по направлению к направляющей конструкции (34) между освобожденным состоянием, в котором он отстоит от концевого участка (19a) первого непрерывного удлиненного элемента (19) или от конечного участка (20a) второго непрерывного удлиненного элемента (20), и рабочим состоянием, в котором он действует в упорном отношении на концевом участке (19a) первого непрерывного удлиненного элемента (19) или на концевом участке (20a) второго непрерывного удлиненного элемента (20) соответственно, чтобы блокировать его относительно направляющей конструкции (34).
37. Установка по п. 24 или 25, дополнительно содержащая вспомогательные устройства (44) блокировки, выполненные с возможностью выборочного активирования для блокировки конца концевого участка (19a) первого непрерывного удлиненного элемента (19) или концевого участка (20a) второго непрерывного удлиненного элемента (20) относительно блока (21) отделения.
38. Установка по п. 37, в которой вспомогательные устройства (44) блокировки могут быть выборочно активированы одновременно с перемещением каретки (35) от положения (T) отрезания.
39. Установка по п. 24 или 25, дополнительно содержащая устройства для поддержания первого формующего барабана (12, 13) или второго формующего барабана (12, 13) с возможностью вращения вокруг их геометрической оси, концентрической с периферийным направлением.
40. Установка по п. 24 или 25, в которой устройства наложения содержат элемент (23) захвата, подвижный в продолжении направления продольной протяженности концевого участка (19a) первого непрерывного удлиненного элемента (19) или концевого участка (20a) второго непрерывного удлиненного элемента (20) между положением захвата, близким к положению (T) отрезания, и выдвинутым положением, далеким от положения (T) отрезания.
41. Установка по п. 24 или 25, в которой устройства наложения содержат прижимные ползуны (25), симметрично подвижные вдоль направляющей конструкции (24a), подвижной по направлению к геометрической оси (X) вращения.
42. Установка по п. 40, дополнительно содержащая устройства (26) установки длины для полосообразных элементов для изменения хода, выполняемого элементом (23) захвата при перемещении между положением захвата и выдвинутым положением.
43. Установка по п. 40, в которой каретка (35), поддерживающая концевой участок (19a) первого непрерывного удлиненного элемента (19) или концевой участок (20a) второго непрерывного удлиненного элемента (20), является подвижной согласно ходу, имеющему меньшую протяженность, чем ход перемещения элемента (23) захвата.
44. Установка по п. 40, дополнительно содержащая устройства установки для угла наложения для регулирования взаимной ориентации между направлением продольной протяженности направляющей конструкции (34) и геометрической осью (X) вращения первого формующего барабана (12, 13) или второго формующего барабана (12, 13).
45. Установка по п. 44, в которой устройства установки для угла наложения содержат вращаемую конструкцию (27), поддерживающую первый формующий барабан (12, 13) или второй формующий барабан (12, 13).
46. Установка по п. 44, в которой устройства установки для угла наложения работают на направляющей конструкции (34) для изменения ее ориентации относительно первого формующего барабана (12, 13) или второго формующего барабана (12, 13).
47. Установка по п. 24 или 25, дополнительно содержащая устройства установки для угла отрезания, для регулирования ориентации блока (21) отделения относительно продольной протяженности первого непрерывного удлиненного элемента (19) или второго непрерывного удлиненного элемента (20).
48. Установка по п. 47, в которой устройства установки для угла отрезания содержат опорную конструкцию (28), поддерживающую блок (21) отделения, подверженный размещению под углом вокруг поворотной оси.
49. Установка по п. 24 или 25, в которой первый формующий барабан (12, 13) и второй формующий барабан (12, 13) являются одним и тем же формующим барабаном (12, 13).
| WO 2011045688 A1, 21.04.2011 | |||
| Устройство для моделирования систем передачи и обработки информации | 1987 |
|
SU1481791A1 |
| WO 2007055695 A1, 18.05.2007 | |||
| US 4892609 A, 09.01.1990 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 1998 |
|
RU2213009C2 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |

