верглия 3, а перемычка. 6,скобы распопэгается с: зазором относительно верхней поверхности детали 1. Прикладывают к перемычке 6 основную нагрузку Р-Р, под действием которой ножки 5 скобы b зоне отверстий 7 расклиниваются на вставках 9 до плотного прилегания наружных поверхностей ножек к коническим поверхностям отверстий 3. Приложение нагрузки Р-Р осу
ществляют до полной ликвидации зазора 1-1, что приводит к стягиванию трещины 2 по всей высоте отверстия 3 и надежной фиксации скобы в отверстиях детали. Для обеспечения плотного прилегания после расклинивания ножек 5 скобы к стенкам отверстий 3.4 необходимо выдержать определенные соотношения диаметра ножек к высоте Нр вставок. 1 з.п.ф-лы. 6 ил.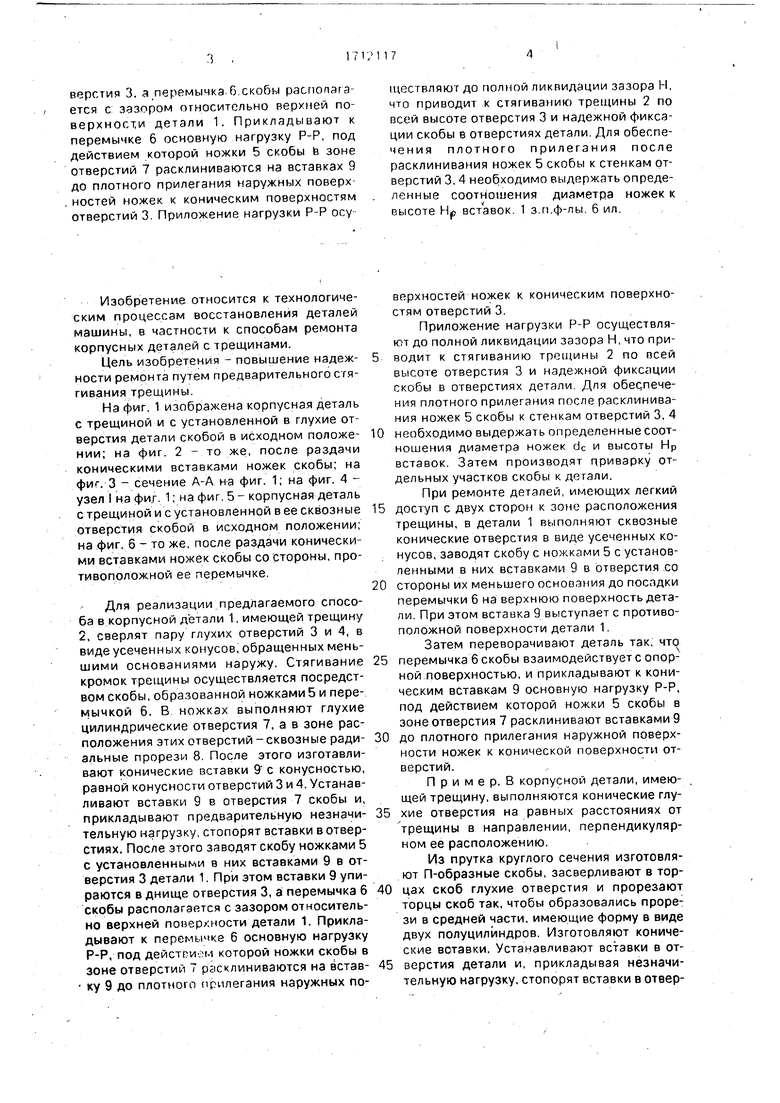
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта корпусных деталей с трещинами | 1991 |
|
SU1784431A1 |
| Скоба для ремонта деталей | 1989 |
|
SU1636167A1 |
| Фигурная вставка для запрессовки при ремонте трещин в деталях | 1989 |
|
SU1660922A1 |
| Способ ремонта изделий с трещинами | 1990 |
|
SU1756091A1 |
| НАСОСНАЯ ШТАНГА | 2002 |
|
RU2232865C2 |
| Способ ремонта чугунных деталей с трещинами | 1989 |
|
SU1708569A2 |
| СПОСОБ ЗАДЕРЖКИ РАЗВИТИЯ ДЕФЕКТОВ В КОНСТРУКЦИЯХ И УСТРОЙСТВО "КЫСКЫЧ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500512C2 |
| СПОСОБ ЗАДЕРЖКИ РАЗВИТИЯ ДЕФЕКТОВ В КОНСТРУКЦИЯХ И УСТРОЙСТВО "ТОКМАЧ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2519386C2 |
| НАСОСНАЯ ШТАНГА (ВАРИАНТЫ) | 2000 |
|
RU2182642C1 |
| Способ ремонта литых деталей с трещинами с помощью фигурных вставок | 1981 |
|
SU1060387A1 |
Изобретение относится к технологическим процессам восстановления деталей машин. Цель изобретения - повышение надежности ремонта путем предварительного.f 6'8.7.•Vl hOvj>&дзиэЛ
Изобретение относится к технологическим процессам восстановления деталей машины, в частности к способам ремонта корпусных деталей с трещинами.
Цель изобретения - повышение надежности ремонта путем предварительного стягивания трещины.
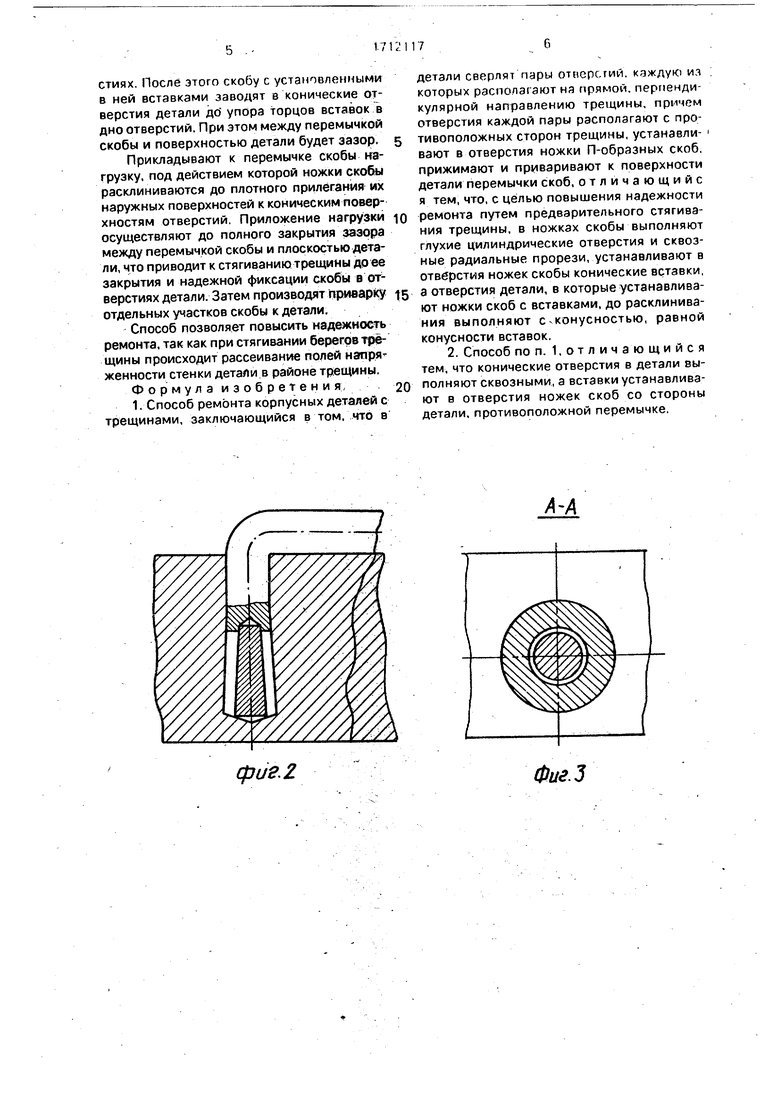
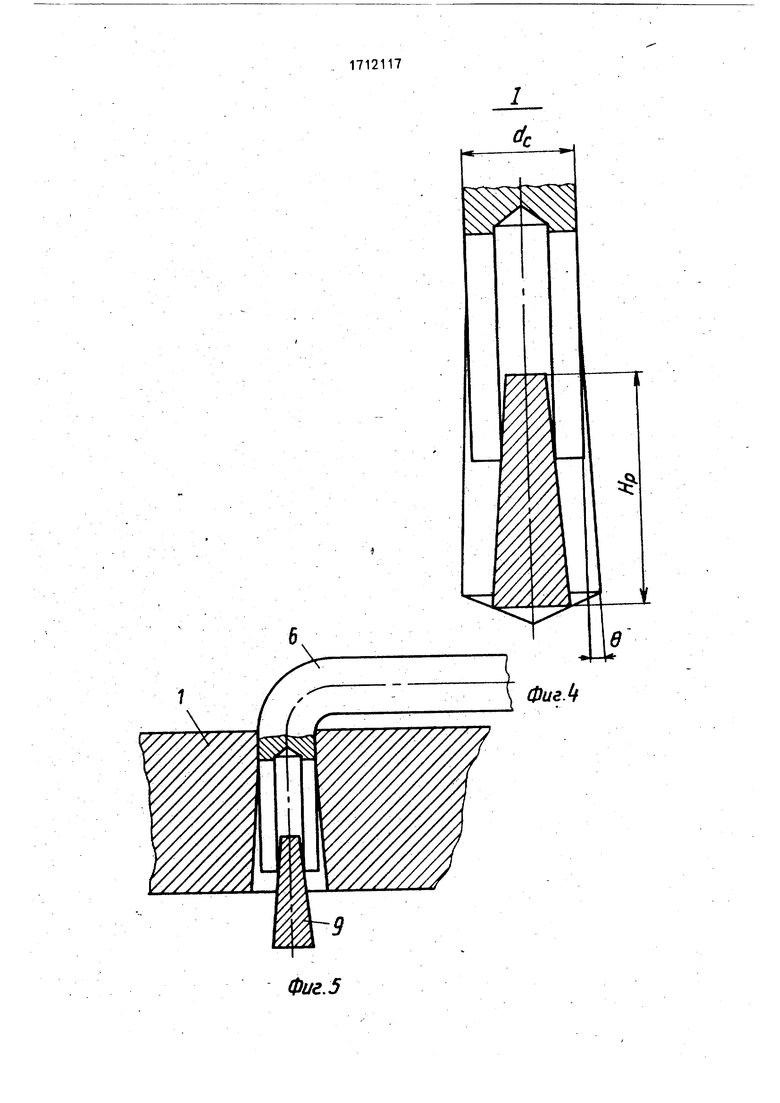
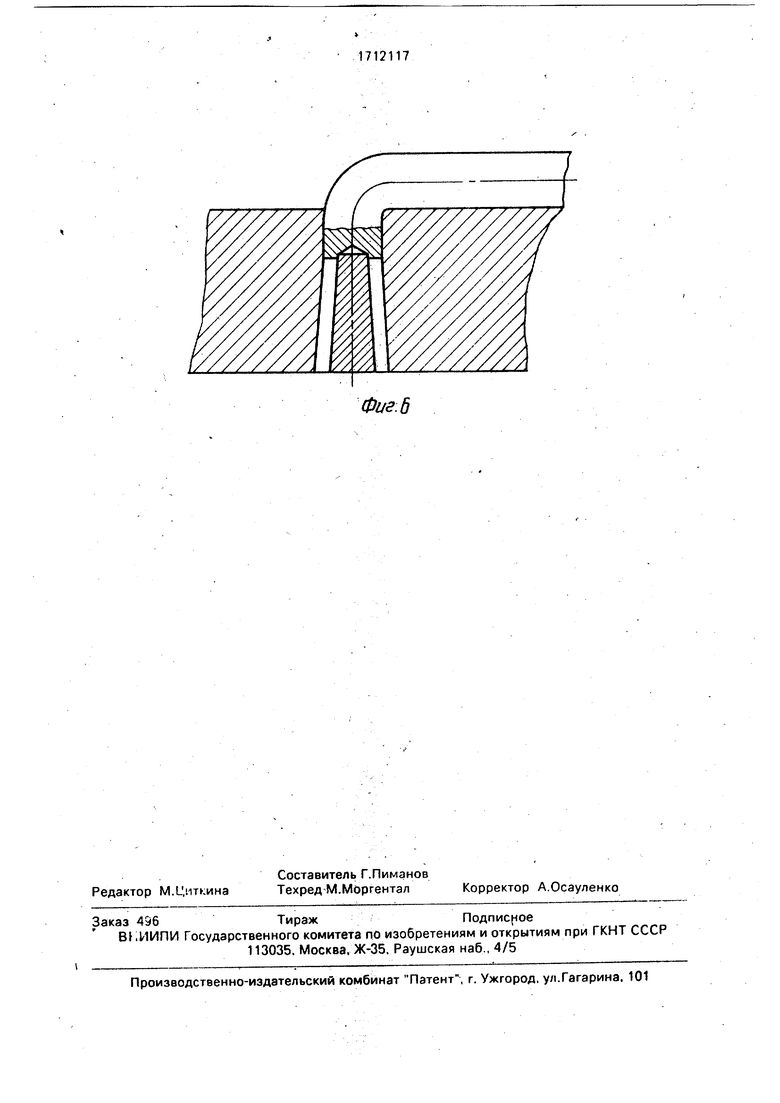
На фиг. 1 изображена корпусная деталь с трещиной и с установленной в глухие отверстия детали скобой в исходном положении; на фиг. 2 - то же, после раздачи коническими вставками ножек скобы; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 узел I на фиг. 1; на фиг. 5- корпусная деталь с трещиной и с установленной в ее сквозные отверстия скобой в исходном положении; на фиг. б - то же, после раздачи коническими вставками ножек скобы со стороны, противоположной ее перемычке.
Для реализации предлагаемого способа в корпусной детали 1, имеющей трещину 2, сверлят пару глухих отверстий 3 и 4, в виде усеченных конусов; обращенных меньшими основаниями наружу. Стягивание кромок трещины осуществляется посредством скобы, образованной ножками 5 и перемычкой 6. В. ножках выполняют глухие цилиндрические отверстия 7, а в зоне расположения этих отверстий - сквозные радиальные прорези 8. После этого изготавливают конические вставки 9с конусностью, равной конусности отверстий 3 и 4. Устанавливают вставки 9 в отверстия 7 скобы и, прикладывают предварительную незначительную нагрузку, стопорят вставки в отверстиях. После этого заводят скобу ножками 5 с установленными в них вставками 9 в отверстия 3 детали 1. При этом вставки 9 упираются в днище отверстия 3, а перемычка 6 скобы располагается с зазором относительно верхней поверхности детали 1. Прикладывают к перемыже 6 основную нагрузку Р-Р, под действием которой ножки скобы в зоне отверстий 7 расклиниваются на вставку 9 до плотного прилегания наружных поверхностей ножек к коническим поверхностям отверстий 3.
Приложение нагрузки Р-Р осуществляют до полной ликвидации зазора Н, что приводит к стягиванию трещины 2 по всей высоте отверстия 3 и надежной фиксации скобы в отверстиях детали. Для o6eqne4eния плотного прилегания после расклинивания ножек 5 скобы к стенкам отверстий 3, 4
необходимо выдержать определенные соотношения диаметра ножек dc и высоты Нр вставок. Затем производят приварку отдельных участков скобы к детали.
При ремонте деталей, имеющих легкий
доступ с двух сторон к зоне расположения трещины, в детали 1 выполняют сквозные конические отверстия в виде усеченных конусов, заводят скобу с ножками 5 с установленными в них вставками 9 в отверстия ,со
стороны их меньшего основания до посадки перемычки 6 на верхнюю поверхность детали. При этом вставка 9 выступает с противоположной поверхности детали 1.
Затем переворачивают деталь так, что
перемычка б скобы взаимодействует с опорной поверхностью, и прикладывают к коническим вставкам 9 основную нагрузку Р-Р, под действием которой ножки 5 скобы в зоне отверстия 7 расклинивают вставками 9
до плотного прилегания наружной поверхности ножек к конической поверхности отверстий.
П р и м е р. В корпусной детали, имеющей трещину, выполняются конические глухие отверстия на равных расстояниях от трещины в направлении, перпендикулярном ее расположению.
Из прутка круглого сечения изготовляют П-образные скобы, засверливают в торцах скоб глухие отверстия и прорезают торцы скоб так, чтобы образовались прорези в средней части, имеющие форму в виде двух полуцилиндров. Изготовляют конические вставки. Устанавливают вставки в отверстия детали и, прикладывая незначительную нагрузку, стопорят вставки в отверстиях. После этого скобу с установленными в ней вставками заводят в конические отверстия детали до упора торцов вставок в дно отверстий. При этом между перемычкой скобы и поверхностью детали будет зазор.
Прикладывают к перемычке скобы нагрузку, под действием которой ножки скобм расклиниваются до плотного прилегания их наружных поверхностей к коническим поверхностям отверстий. Приложение нагрузки осуществляют до полного закрытия зазора между перемычкой скобы и плоскостью детали, что приводит к стягиванию трещины до ее закрытия и надежной фиксации скобы в отверстиях детали. Затем производят Г1риварку отдельных участков скобы к детали.
Способ позволяет повысить надежность ремонта, так как при стягивании берегов rplBщины происходит рассеивание полей напря женности стенки детали в районе трещины.
Формула изобретения1 .Способ ремонта корпусных деталей с трещинами, заключающийся в том, что в
детали сверлят пары отнерслий, каждую иа которых располагают на прямой, перпендикулярной направлению трещины, причем отверстия каждой пары располагают с противоположных сторон трещины, устанавливают в отверстия ножки П-образных скоб, прижимают и приваривают к поверхности детали перемычки скоб, отличающийс я тем, что, с целью повышения надежности ремонта путем предварительного стягивания трещины, в ножках скобы выполняют глухие цилиндрические отверстия и сквозные радиальные прорези, устанавливают в отверстия ножек скобы конические вставки, а отверстия детали, в которые устанавливают ножки скоб с вставками, до расклинивания выполняют с-конусностью, равной конусности вставок,
фиг. 2
Фае.З
Фиг 5
Фиг: 6
