Изобретение относится к способу и устройству для обработки продольных кромок металлических заготовок с помощью образованной посредством спиралевидных режущих кромок периферийной фрезы.
Способ обработки продольных кромок заготовок с помощью периферийной фрезы известен. В соответствии с уровнем техники задача решается в сочетании с высокими скоростями резания и большой длиной стружки. Скорость резания обычно существенно выше скорости подачи. Практически получаемые значения скорости подачи составляют обычно менее 100 м/мин, частично в сочетании с небольшим сроком службы и малой рентабельностью. Потребность в повышении скоростей подачи и в повышении рентабельности имеет место во многих областях применения. Одновременно находящиеся в зацеплении зубья известных инструментов входят в контакт с заготовкой с различной глубиной резания и перемещаются по дугам резания. Вследствие этого, на поверхностях обработки образуется рифление, которое часто влечет за собой недостатки при техническом использовании.
Из публикации AT 391989 известен вариант осуществления с периферийной фрезой для обработки продольных кромок проведенных между направляющими роликами рулонных листов. Ось вращения инструмента расположена перпендикулярно плоскости листа. Режущие кромки входят в контакт с поверхностью обработки относительно направления подачи, в соответствии с окружностью резания, одинаково направлено или противоположно направлено. При этом образуются стружки, имеющие форму запятых, которые, в соответствии со своей длиной, неизбежным образом позволяют осуществлять лишь небольшие зазоры между зубьями. Таким образом, формируется скорость резания, которая существенно выше скорости подачи. Несмотря на то что потребность в высоких рабочих скоростях частично перекрывает технологически возможные предельные значения скорости резания, такие задачи не могут быть решены посредством известных способов.
Из публикации DE 3435352 известна периферийная фреза для обработки продольных кромок посредством спиралевидных режущих кромок. Режущие кромки инструмента располагаются под определенным углом к оси вращения. Ось вращения имеет такой угол наклона, что во время захвата режущие кромки располагаются перпендикулярно плоскости листа. Эллиптическая дуга резания режущих кромок на поверхности обработки, таким образом, является более пологой, чем окружность резания, вследствие чего может иметь место образование длинных стружек. Аналогично уже описанному случаю, скорость резания при этом также существенно выше скорости подачи. На поверхности обработки наблюдается, однако, некоторая волнистость в соответствии с дугами резания, что при определенных обстоятельствах требует дополнительной обработки.
Изобретение имеет своей целью создание способа и устройства для обработки продольных кромок заготовок, которые простым и экономичным способом позволяют осуществить обработку с высокими скоростями подачи при одновременных низких скоростях резания в сочетании с большим сроком службы режущих кромок. Эта задача в соответствии с изобретением решается при использовании способа представленного ранее типа посредством того, что во время обработки заготовки все режущие кромки вводятся в зацепление с поверхностью обработки на рабочей длине и с глубиной резания, и отделение стружки производится, соответственно, на длине, которая соответствует зазору между зубьями, между соседними зубьями одновременно с их перемещением вдоль рабочей длины.
Для обработки продольных кромок заготовок предусмотрена, таким образом, периферийная фреза, по меньшей мере, с одной спиралевидной, с небольшим углом наклона, режущей кромкой, которая входит в контакт с поверхностью обработки одновременно посредством нескольких, действующих в направлении подачи, зубьев, с одинаковой глубиной резания, на равных расстояниях. Периферийная фреза переводится в режим вращения таким образом, что вследствие наличия относительной скорости между заготовкой и зубьями в зоне резания отделение стружки, соответственно, на длине зазоров между зубьями производится одновременно с перемещением режущей кромки вдоль длины захвата. Таким образом, в соответствии с изобретением, в противоположность другим способам фрезерования, добиваются многократно большей скорости подачи по сравнению с соответствующей скоростью снятия стружки. Таким образом, на поверхности обработки не образуется рифлений.
Ввиду заданного соотношения между обусловленной числом оборотов скоростью перемещения режущих кромок и скоростью подачи, в соответствии с изобретением получают разрез, соответственно, на длине зазора между режущими кромками. В процессе резания режущая кромка перемещается по поверхности обработки вдоль всей контактной длины инструмента со скоростью, аналогичной продольному смещению. Скорость резания образуется на основании их разности и оказывается существенно ниже скорости подачи. Так как все режущие кромки работают на одинаковой глубине резания, поверхность обработки получается гладкой и не имеет остаточной волнистости.
Регулировка зависящей от числа оборотов скорости режущих кромок на поверхности обработки осуществляется в зависимости от обычно изменяющейся скорости подачи и постоянных габаритов инструмента. Данная задача может быть решена в предпочтительном варианте посредством электронной системы управления, которая на основании постоянной регистрации скорости подачи посредством расчетного устройства регулирует необходимое для осуществления описанной функции число оборотов.
Описанные признаки позволяют получить, в отличие от других периферийных фрез, большое количество взаимосвязанных друг с другом преимуществ, в частности существенное повышение скорости подачи при явном снижении скорости резания. Это является важной предпосылкой для промышленного решения задач при обработке продольных кромок с особенно большими скоростями подачи.
В соответствии с новыми признаками способа имеется возможность для ограничения длины стружки на величину зазора между зубьями инструмента. Короткие стружки могут быть легко утилизированы и складированы с благоприятным использованием пространства.
Имеются многочисленные возможности осуществления конструктивного решения инструмента. Режущие кромки могут быть осуществлены в форме однозаходных или многозаходных спиралей. Одновременно воздействующие на поверхность обработки режущие кромки могут использоваться на периферийных фрезах, имеющих цилиндрическую или коническую формы.
Изобретение поясняется далее более детально на основании примеров осуществления со ссылкой на чертежи, на которых представлены:
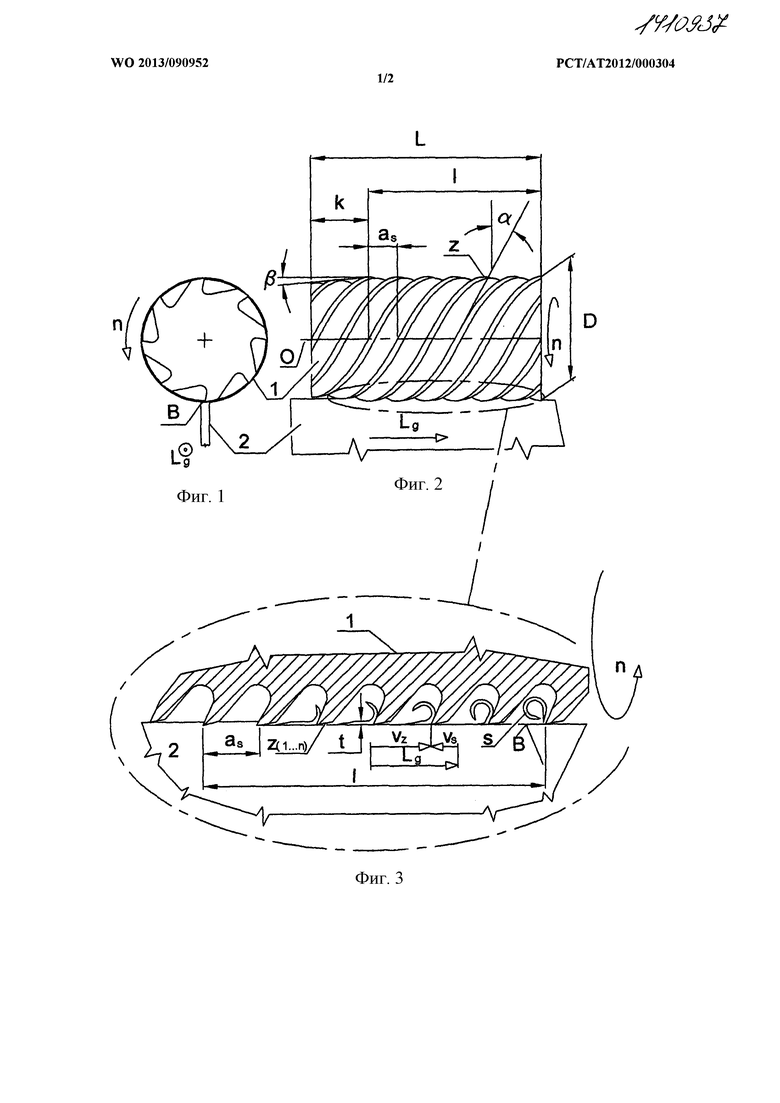
фиг. 1 - схематичное изображение примера осуществления периферийной фрезы в соответствии с изобретением, с заготовкой, на виде спереди;
фиг. 2 - представленный на фиг. 1 вариант осуществления на схематичном виде сверху;
фиг. 3 - увеличенное изображение поверхности обработки с режущими кромками представленного на фиг. 1 и 2 варианта осуществления;
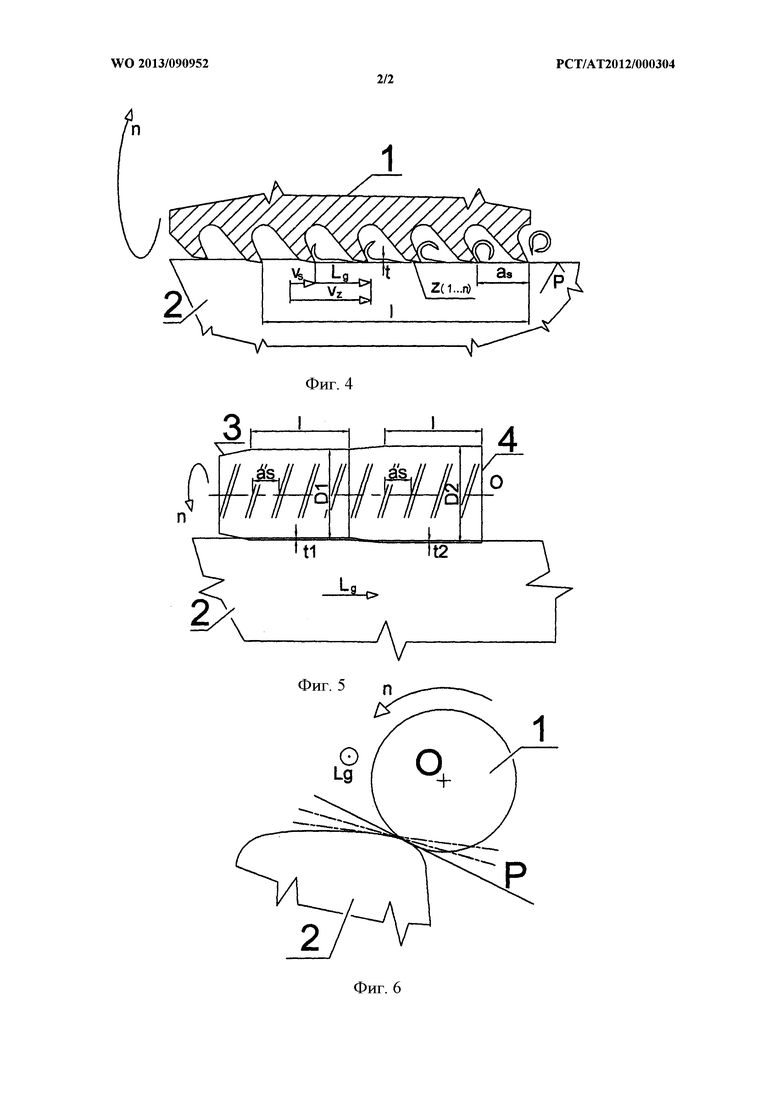
фиг. 4 - увеличенное изображение поверхности обработки с режущими кромками варианта осуществления, который работает с большей, по сравнению со скоростью подачи, скоростью режущих кромок;
фиг. 5 - схематичное изображение ступенчатого инструмента в соответствии с изобретением;
фиг. 6 - схематичное изображение периферийной фрезы в соответствии с изобретением для обработки тангенциальных участков поверхности скольжения железнодорожных рельсов.
На фиг. 1 схематично на виде спереди представлены периферийная фреза 1 в соответствии с изобретением и заготовка 2.
Фиг. 2 демонстрирует представленные на фиг. 1 периферийную фрезу 1 в соответствии с изобретением и заготовку 2 на схематичном виде сверху. Ось О вращения цилиндрической периферийной фрезы 1 располагается параллельно поверхности В обработки таким образом, что одновременно все спиралевидные режущие кромки z находятся в зацеплении с поверхностью В обработки на длине 1. Режущие кромки осуществлены многозаходными, соответственно, с углом α подъема, таким образом, что между режущими кромками z образуется равномерный зазор as между зубьями. Периферийная фреза 1 в зоне обращенной к направлению Lg подачи стороны на длине k в соответствии с углом β осуществлена конической, благодаря чему обеспечивается плавный захват режущих кромок из нерабочего положения.
Периферийная фреза состоит соответственно из цилиндрической зоны 1 и из конической зоны k, которые образуют общую длину L инструмента. Периферийная фреза 1 заданным образом приводится во вращательное движение в направлении n, так что режущие кромки перемещаются в одинаковом направлении с направлением Lg подачи, однако немного медленнее скорости подачи.
На фиг. 3 можно видеть зону захвата представленной на фиг. 1 периферийной фрезы. Скорость vs резания образуется на основании разности скорости Lg подачи и скорости vz движения режущих кромок в зоне обрабатываемой на глубине t резания поверхности В обработки. Обе скорости могут быть в предпочтительном варианте определены относительно друг друга таким образом, что в итоге получается проложенный между двумя режущими кромками путь as резания по окончании полного пути l захвата режущего инструмента, с одновременным отделением стружки s от поверхности В обработки между обозначенными положениями режущих кромок. Пограничное положение такого режима функционирования основывается на равенстве расхода времени, с одной стороны, при движении vz режущих кромок вдоль пути 1 захвата и, с другой стороны, движения vs резания в зоне зазора as между зубьями. Эти движения посредством электронной системы управления могут быть согласованы друг с другом. На основании зарегистрированной посредством электронного прибора скорости Lg подачи с помощью расчетного блока для обеспечения процесса может быть отрегулировано число n оборотов инструмента.
По сравнению с известными способами фрезерования способ в соответствии с изобретением имеет преимущественное свойство в отношении того, что длина стружки не превышает величины зазора as между зубьями, так что предпочтительно использование периферийных фрез с небольшим зазором между зубьями и с большим количеством зубьев.
За счет использования небольших зазоров между зубьями на головке режущего инструмента количество находящихся в процессе резания зубьев z на пути 1 захвата может быть увеличено. Так, по сравнению с вариантом осуществления с небольшим количеством зубьев, при неизменной скорости Lg подачи может быть достигнуто снижение скорости vs резания. Увеличение количества режущих кромок дополнительно способствует эффективному распределению энергии резания. Вследствие изогнутой формы боковой поверхности инструмента образуется поверхность обработки в форме продольной канавки с небольшой глубиной. В зависимости от выбранного диаметра D инструмента и от ширины поверхности обработки отклонения от ровной поверхности можно минимизировать и пренебречь ими.
На фиг. 4 можно видеть зону захвата периферийной фрезы 1, скорость vz режущих кромок которой больше скорости Lg подачи. Скорость vs резания образуется на основании разности указанных компонентов. Отделение стружки s осуществляется в предпочтительном варианте с соответствующей глубине t обработки толщиной s стружки одновременно с движением режущих кромок вдоль обрабатываемой кромки В. Путь резания соответствует увеличенному на величину зазора as между зубьями значению цилиндрической длины 1 инструмента 1. Преимущества, связанные с образованием короткой стружки s и с низкими скоростями sz снятия стружки, в сочетании с высокими скоростями Lg подачи, имеют место и в данном варианте осуществления.
На фиг. 5 схематично представлен пример осуществления ступенчатого режущего инструмента в соответствии с изобретением. Посредством простого варианта усовершенствования описанных на основании фиг. 1-4 признаков может быть образован двух- или многоступенчатый режущий инструмент, который позволяет производить обработку, когда необходимая глубина t обработки больше допустимой толщины стружки. При этом на одной и той же оси О вращения монтируются два или более инструментов 1. Функциональность обеспечивается посредством равенства зазоров между зубьями и рабочих длин 1 инструментов. Диаметры периферийных фрез различны в соответствии с толщиной стружки.
Фиг. 6 представляет собой схематичное изображение осуществленной в соответствии с изобретением периферийной фрезы 1, которая используется для обработки тангенциальных участков изогнутых профилей поверхностей катания железнодорожных рельсов. Инструмент 1, спиралевидные режущие кромки которого в параллельном своей оси О вращения положении входят в контакт с поверхностью обработки, аналогично фиг. 1-5, располагается тангенциально относительно одного из следов обработки ходовой поверхности рельса. Между периферийной фрезой 1 и заготовкой 2 параллельно поверхности В обработки осуществляется относительное движение со скоростью Lg подачи вдоль поверхности В обработки. Обработка изогнутой боковой грани катания производится с тангенциально проходящим относительно профиля рельса следом разреза.
В процессе эксплуатации рельсов на их ходовых поверхностях возникают геометрические и металлургические дефекты, которые оказывают негативное воздействие на срок службы и на качество движения. Рельсы восстанавливаются посредством обработки дефектных зон и деформаций. Для этого, наряду с другими, используются технологии периферийных фрез, которые имеют низкую производительность и небольшие рабочие скорости, как правило менее 3 км/ч. Эти значения могут быть достигнуты, однако, посредством использования высоких скоростей резания, которые в сочетании с небольшим сроком службы способствуют удорожанию процесса обработки. Использование способа фрезерования в соответствии с изобретением является предпочтительным с точки зрения технологического процесса и с экономической точки зрения, а также позволяет получить многократное увеличение производительности, которое решает задачу скорости медленно двигающегося поезда. Так, восстановление рельсов может производиться без обусловленного наличием путевых заграждений выхода из графика планового движения железнодорожных составов.
Группа изобретений относится к машиностроению и может быть использована для обработки продольных кромок металлических заготовок периферийной фрезой с по меньшей мере одной спиралевидной режущей кромкой. Поверхность обработки заготовки располагают с возможностью ее одновременного контакта с несколькими зубьями периферийной фрезы по меньшей мере одной режущей кромки, работающими одновременно в направлении подачи и расположенными на одинаковых расстояниях. Во время обработки заготовки все режущие кромки вводят в зацепление с поверхностью обработки на рабочей длине фрезы с одинаковой глубиной резания. Отделение стружки осуществляют на длине заготовки, соответствующей расстоянию между соседними зубьями, одновременно с их перемещением вдоль рабочей длины в направлении подачи. Для обработки тангенциальных участков изогнутых профилей поверхностей катания железнодорожных рельсов используют ступенчатый инструмент, который содержит по меньшей мере две периферийные фрезы, имеющие идентичные рабочие длины, расстояния между зубьями и различные диаметры, которые располагают на одной оси. Обеспечивается обработка с высокими скоростями подачи при низких скоростях резания, увеличивается стойкость инструмента. 4 н. и 2 з.п. ф-лы, 6 ил.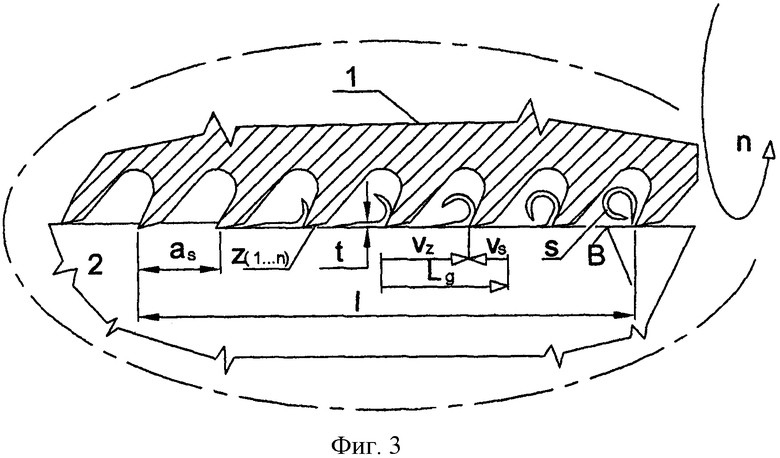
1. Способ обработки продольных кромок металлических заготовок (2) периферийной фрезой (1) по меньшей мере с одной спиралевидной режущей кромкой, причем поверхность (В) обработки заготовки (2) располагают с возможностью ее одновременного контакта с несколькими зубьями периферийной фрезы посредством по меньшей мере одной режущей кромки (z) периферийной фрезы, отличающийся тем, что контакт поверхности (В) обработки заготовки (2) с зубьями периферийной фрезы осуществляют посредством нескольких зубьев по меньшей мере одной режущей кромки, работающих одновременно в направлении подачи и расположенных на одинаковых расстояниях (as), при этом во время обработки заготовки (2) все режущие кромки (z) вводят в зацепление с поверхностью (В) обработки на рабочей длине (1) периферийной фрезы и с одинаковой глубиной (t) резания, а отделение стружки (s) осуществляют на длине заготовки (2), которая соответствует расстоянию (as) между соседними зубьями, одновременно с их перемещением вдоль рабочей длины (l) в направлении подачи.
2. Способ по п. 1, отличающийся тем, что скорость (vz) движения режущих кромок периферийной фрезы (1) устанавливают ниже скорости (Lg) подачи.
3. Способ по п. 1, отличающийся тем, что скорость (vz) движения режущих кромок периферийной фрезы (1) устанавливают выше скорости (Lg) подачи.
4. Периферийная фреза (1) для обработки продольных кромок металлических заготовок (2), имеющая ось (О) вращения и общую длину (L) и выполненная по меньшей мере с одной спиралевидной режущей кромкой (z), входящей в контакт с поверхностью (В) обработки заготовки (2) одновременно с несколькими зубьями, отличающаяся тем, что общая длина (L) периферийной фрезы образована конической (k) и цилиндрической (l) зонами, при этом цилиндрическая зона (l) является рабочей длиной (l) периферийной фрезы, диаметр D которой соответствует максимальному диаметру периферийной фрезы в зоне ее конической длины (k).
5. Ступенчатый инструмент для обработки продольных кромок металлических заготовок (2), отличающийся тем, что он образован посредством соединения по меньшей мере двух периферийных фрез по п. 4, расположенных на одной оси (О) вращения и имеющих идентичные рабочие длины (l) и расстояния (as) между зубьями и различные диаметры (D1) и (D2).
6. Применение в качестве устройства для обработки тангенциальных участков изогнутых профилей поверхностей катания железнодорожных рельсов периферийной фрезы по п. 4.
| JP S5771716 A, 04.05.1982 | |||
| МИКРООПЕРАЦИЙ НА УХЕ | 0 |
|
SU219095A1 |
| US 1587962 A, 08.06.1926 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

