[0001] Настоящая заявка испрашивает приоритет предварительной заявки на патент США №61/600,787, поданной 20.02.12, и заявки на патент США №13/771,624, поданной 20.02.2013 г., содержание которых полностью включено в настоящее описание в качестве ссылки.
Область техники
[0002] Настоящее изобретение относится к изготовлению электрических двигателей, и в частности к концевой заделке обмоток статора.
Уровень техники
[0003] Производство статоров является трудоемким процессом вследствие того, что обмотки статора независимо подключают к источникам питания для каждой фазы. Такие трудоемкие методы производства повышают стоимость изготовления электрических двигателей.
[0004] Кроме того, сформированные вручную соединения обмоток статора зачастую служат причиной разной длины проводов статора, что приводит к изменениям величины тока, асимметрии фаз и гармоническим возмущениям при высокой токовой нагрузке.
Раскрытие изобретения
[0005] Настоящее изобретение направлено на устранение вышеуказанных и других недостатков путем создания способа и устройства концевой заделки обмоток статора. Устройство содержит диски для концевой заделки обмоток статора с U-образными наконечниками для каждой группы концов обмоток статора. Диски для концевой заделки обмоток статора уложены поверх хвостовика статора, незаделанные обмотки одной фазы статора размещены в U-образных наконечниках, которые обжаты вокруг незаделанных обмоток статора, после чего приложено давление и обеспечен нагрев с возможностью расплава изоляции концов незаделанных обмоток и создания электрического соединения между дисками для концевой заделки и обмотками для каждой фазы статора.
[0006] Согласно одному аспекту изобретения предложены автоматизированные способы создания концевой заделки обмоток статора. Таким образом, может быть обеспечено снижение трудоемкости процесса производства электрических двигателей, а следовательно, и сокращения затрат.
[0007] Согласно другому аспекту изобретения, предложен способ формирования последовательных концевых заделок обмоток статора с общим (опорным) диском для концевой заделки, теми же способами, которые используются для каждого диска для концевой заделки обмоток статора.
[0008] Согласно еще одному аспекту изобретения предложен способ последовательной концевой заделки обмоток статора, приводящий к выравниванию тока и уменьшению асимметрии фаз, а также гармонических возмущений при высокой токовой нагрузке.
[0009] Согласно другому аспекту изобретения предложены выводы статора, соединенные по направлению внутрь, к центру, что обеспечивает возможность уменьшения линии тока между ними, а также дальнейшее уменьшение несогласованности и сопротивления.
[0010] Согласно еще одному аспекту изобретения предложен способ укладки концевых соединений четырех основных выводов обмоток статора, с одной общей точкой или соединение звездой, и трех фаз; также может быть добавлено любое количество фаз, например, при соединении треугольником.
[0011] Согласно другому аспекту изобретения предложено обжимное устройство для концевой заделки обмоток статора, отцентрованное в пределах диаметра статора, выполненное с возможностью доступа к местам крепления в нижней части.
[0012] Согласно еще одному аспекту изобретения, предложен способ плавления и удаления изоляционного покрытия в процессе прессования и нагрева за одну операцию, например, путем резистивного нагрева обмоточного провода статора. Удаление изоляции другим способом может быть затруднено без абразивного или механического воздействия.
Краткое описание чертежей
[0013] Вышеупомянутые и другие аспекты, свойства и преимущества настоящего изобретения будут более очевидными из описания изобретения, которое приведено ниже со ссылками на чертежи, на которых изображено следующее.
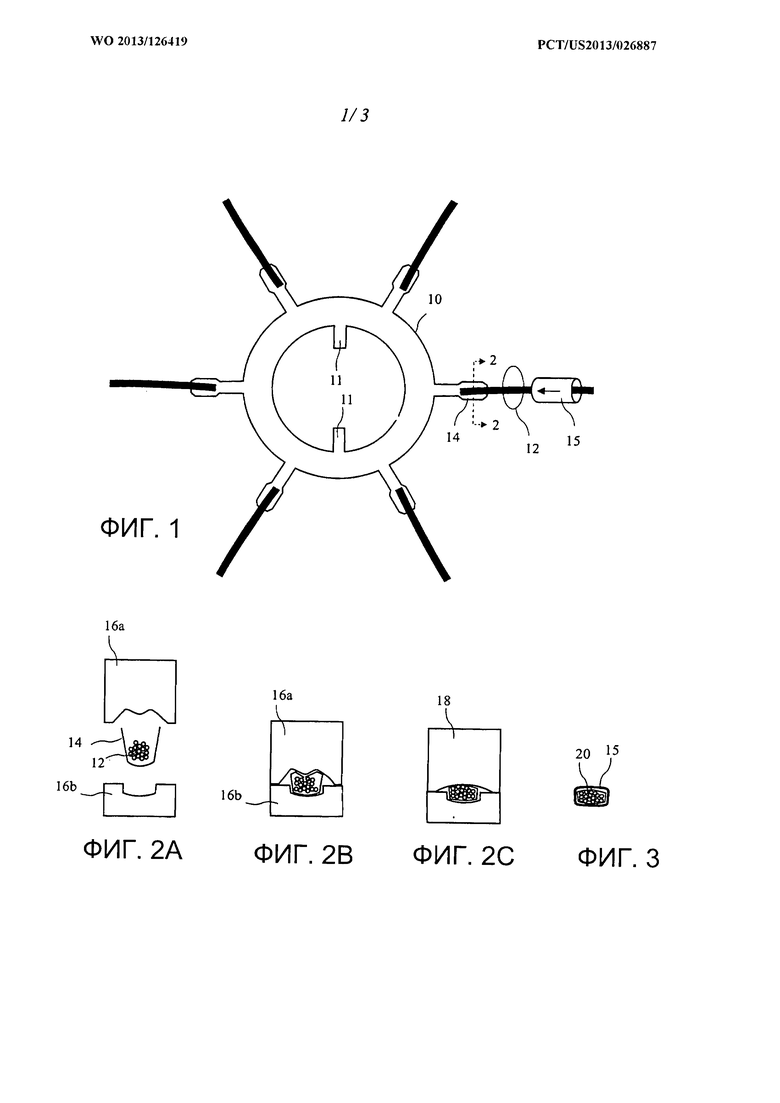
[0014] На фиг. 1 показаны диск для концевой заделки обмоток статора по настоящему изобретению и восемь концов обмоток статора.
[0015] На фиг. 2A показан вид в разрезе по линии 2-2 (фиг. 1) обмотки статора, размещенной в наконечнике по настоящему изобретению, перед прессованием.
[0016] На фиг. 2B показан вид в разрезе по линии 2-2 (фиг. 1) обмотки статора, размещенной в наконечнике по настоящему изобретению, после прессования.
[0017] На фиг. 2C показан вид в разрезе по линии 2-2 (фиг. 1) обмотки статора, размещенной в наконечнике по настоящему изобретению, после второго прессования и удаления покрытия путем нагрева.
[0018] На фиг. 3 показан обжатый и неизолированный конец обмотки.
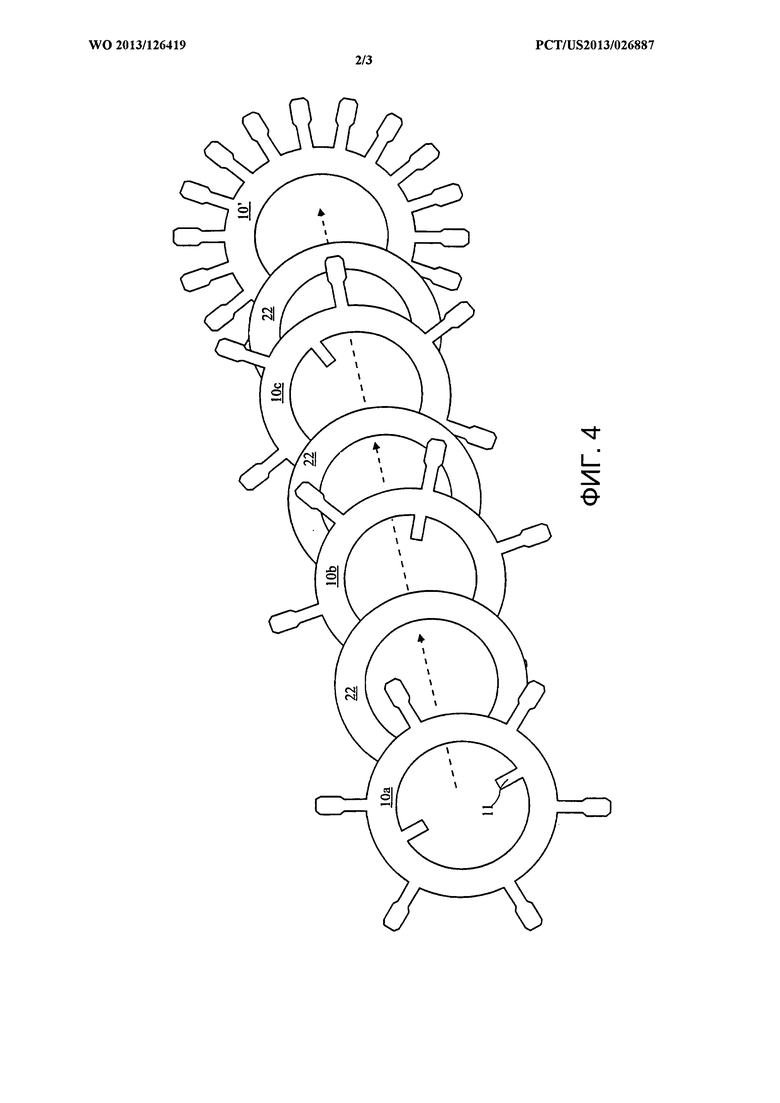
[0019] На фиг. 4 показан комплект дисков для концевой заделки обмоток статора для многофазного двигателя.
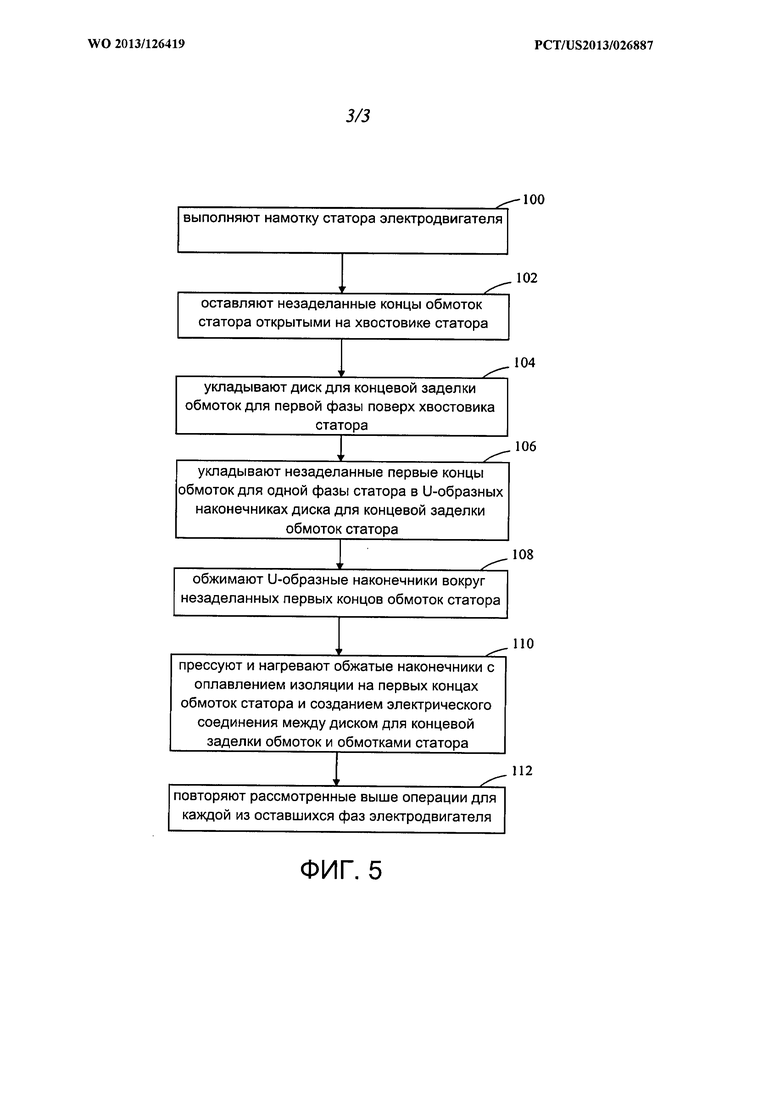
[0020] Фиг. 5 служит иллюстрацией способа по настоящему изобретению.
[0021] На всех чертежах одинаковые элементы обозначены одинаковыми номерами позиций.
Осуществление изобретения
[0022] В приведенном ниже описании рассмотрен наилучший вариант выполнения изобретения. Настоящее описание не носит ограничительного характера, оно составлено исключительно с целью описания одного или нескольких предпочтительных вариантов реализации изобретения. Объем изобретения должен быть определен на основании формулы изобретения.
[0023] На фиг. 1 показаны диск 10 для концевой заделки обмоток статора по настоящему изобретению и шесть первых концов 12 обмоток статора. Первые концы 12 обмоток статора размещены в наконечниках 14 обмоток диска 10 для концевой заделки обмоток статора, расположенных на одинаковом расстоянии и под углом друг к другу. Далее на заделанные концы 12 обмоток статора устанавливают электроизолирующую втулку 15. По меньшей мере один вывод 11 используется для подключения к трехфазному источнику питания, но для наилучшего баланса линий тока предпочтительно могут быть использованы два вывода 11, расположенных под углом 180 градусов друг к другу. Для выполнения электрической концевой заделки выводов 11 может быть использован любой общепринятый метод, включая обжатие, сварку, пайку, клеммную колодку и т.п.
[0024] На фиг. 2A показан вид в разрезе по линии 2-2 (фиг. 1) первых концов 12 обмоток статора, размещенных в наконечнике 14 по настоящему изобретению, до обжатия. Два обжимных штампа 16a и 16b размещают выше и ниже первых концов 12 обмоток статора и наконечника 14. Два обжимных штампа 16a и 16b предпочтительно являются частью обжимной головки, содержащей пару штампов для каждой обмотки статора и выполненной с возможностью обжатия всех обмоток статора (для одной фазы) за один прием.
[0025] На фиг. 2B показан вид в разрезе по линии 2-2 (фиг. 1) первых концов 12 обмоток статора, размещенных в наконечнике 14, после обжатия. Обжимной штамп 16a опущен на обжимной штамп 16b, а края наконечника 14 отогнуты на первые концы 12 обмоток статора.
[0026] На фиг. 2C показан вид в разрезе по линии 2-2 (фиг. 1) первых концов 12 обмоток статора, размещенных в наконечнике 14, после второго обжатия и удаления покрытия посредством нагрева. Выполнение второго обжатия в сочетании с нагревом приводит к расплаву изоляции на первых концах 12 обмоток статора и созданию непосредственного контакта между первыми концами 12 обмоток статора и диском 10 для концевой заделки обмоток статора. При выполнении второго обжатия приложенное усилие должно быть достаточным для смещения расплавленной изоляции с обжатых концов обмоток статора с образованием электрического соединения между концами обмоток статора и диском 10 для концевой заделки обмоток статора. Как и при первом обжатии, все выводы (одной фазы) могут быть заделаны за одну операцию.
[0027] На фиг. 3 показан обжатый и оголенный заделанный конец 20 обмотки с установленной на нем изоляционной втулкой 15.
[0028] На фиг. 4 показан пример комплекта дисков 10a, 10b, 10c для концевой заделки обмоток статора, общий (или опорный) диск 10' для концевой заделки обмоток статора, а также изоляторы 22 многофазного двигателя. Для каждой фазы двигателя предусмотрен один диск 10a, 10b, или 10c для концевой заделки обмоток статора, а общий диск 10' предназначен для всех трех фаз. Соединение обмотки статора с каждым диском для концевой заделки обмоток статора может быть выполнено последовательно. Для изолирования последовательных дисков 10a, 10b, 10c, и 10' для концевой заделки обмоток могут быть использованы изоляторы 22.
[0029] На фиг. 5 проиллюстрирован способ концевой заделки обмоток статора. Согласно этому способу при выполнении операции 100 выполняют намотку статора многофазного электродвигателя; при выполнении операции 102 оставляют открытыми незаделанные концы обмоток на хвостовике статора; при выполнении операции 104 размещают диск для концевой заделки обмоток статора для первой фазы на хвостовике статора, при выполнении операции 106 размещают незаделанные первые концы обмоток для одной фазы статора в U-образные наконечники диска для концевой заделки обмоток; при выполнении операции 108 обжимают U-образные наконечники с размещенными в них концами обмоток; при выполнении операции 110 прессуют и нагревают обжатые наконечники с оплавлением изоляции на первых концах обмоток статора и формирования электрического соединения между диском для концевой заделки обмоток и обмотками статора; при выполнении операции 112 повторяют рассмотренные выше операции для каждой из остальных фаз статора.
[0030] Согласно способу дополнительно выполняют следующие операции: размещают общий диск для концевой заделки обмоток на хвостовике статора; размещают незаделанные первые концы обмоток одной фазы статора в U-образные наконечники диска для концевой заделки обмоток статора; обжимают U-образные наконечники; а также прессуют и нагревают обжатые наконечники с оплавлением изоляции на первых концах обмоток статора и созданием электрического соединения между диском для концевой заделки обмоток и обмотками статора.
[0031] Далее, до крепления к дискам, на незаделанные концы обмоток статора могут быть установлены изоляционные втулки, которые после крепления к дискам располагаются над заделанными концами обмоток статора. Между последовательно расположенными дисками могут быть размещены электроизолирующие диски. Диски для концевой заделки обмоток предпочтительно адгезивно соединены со статором.
Промышленная применимость
[0032] Настоящее изобретение промышленно применимо в области обрабатывающих лазеров.
Объем притязаний изобретения
[0033] Хотя настоящее изобретение раскрыто на примере конкретных вариантов реализации изобретения, специалистами в данной области могут быть внесены многочисленные модификации и изменения без выхода за пределы объема изобретения, сформулированного в приведенной ниже формуле изобретения.
Изобретение относится к изготовлению электрических двигателей, и в частности к концевой заделке обмоток статора. Технический результат - обеспечение способа концевой заделки обмоток статора, приводящего к выравниванию тока и уменьшению асимметрии фаз, а также гармонических возмущений при высокой токовой нагрузке. В способе концевой заделки обмоток статора выполняют формирование обмоток статора для каждой фазы электрического двигателя, включая обмотки статора для первой фазы. При этом оставляют открытыми незаделанные концы обмоток на хвостовике статора. Укладывают диск для концевой заделки обмоток первой фазы поверх хвостовика статора. Укладывают незаделанные первые концы обмоток статора первой фазы в U-образных наконечниках диска для концевой заделки обмоток статора, расположенных под углом на расстоянии друг от друга, обжимают наконечники вокруг первых незаделанных концов обмоток. Прессуют и нагревают обжатые наконечники с оплавлением изоляции на первых обжатых концах обмоток статора первой фазы и созданием электрического соединения между первым диском для концевой заделки обмоток статора и указанными обмотками, а затем повторяют рассмотренные выше операции для каждой из оставшихся фаз электродвигателя. 3 н. и 9 з.п. ф-лы, 5 ил.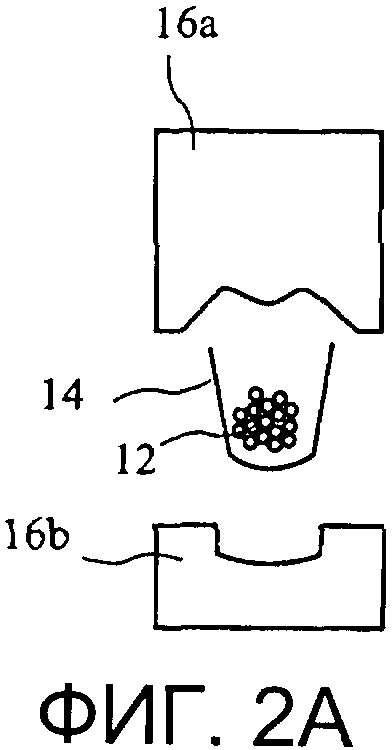
1. Способ концевой заделки обмоток статора, согласно которому:
выполняют намотку статора электрического двигателя с формированием обмоток статора для каждой фазы электрического двигателя, включая обмотки статора для первой фазы электрического двигателя;
оставляют открытыми незаделанные концы обмоток на хвостовике статора;
укладывают диск для концевой заделки обмоток первой фазы поверх хвостовика статора;
укладывают незаделанные первые концы обмоток статора первой фазы в U-образных наконечниках диска для концевой заделки обмоток статора, расположенных под углом на расстоянии друг от друга;
обжимают U-образные наконечники вокруг первых незаделанных концов обмоток статора первой фазы с формированием первых обжатых концов обмоток статора первой фазы;
прессуют и нагревают обжатые наконечники с оплавлением изоляции на первых обжатых концах обмоток статора первой фазы и созданием электрического соединения между первым диском для концевой заделки обмоток статора и обмотками статора первой фазы электродвигателя и
повторяют рассмотренные выше операции для каждой из оставшихся фаз электродвигателя.
2. Способ по п. 1, согласно которому далее размещают электрические изоляторы между последовательными дисками для концевой заделки обмоток статора для электрического изолирования каждого диска для концевой заделки обмоток статора от соседних дисков для концевой заделки обмоток статора.
3. Способ по п. 2, согласно которому при оставлении открытыми незаделанных концов обмоток на хвостовике статора оставляют открытыми размещенные на хвостовике статора незаделанные первые концы обмоток статора и расположенные напротив незаделанные вторые концы обмоток статора и согласно которому дополнительно:
укладывают общий диск для концевой заделки обмоток статора поверх хвостовика статора;
укладывают незаделанные вторые концы обмоток всех фаз статора в U-образных наконечниках общего диска для концевой заделки обмоток статора;
обжимают U-образные наконечники вокруг незаделанных вторых концов обмоток статора с образованием обжатых вторых концов обмоток статора и
прессуют и нагревают обжатые наконечники с оплавлением изоляции на обжатых вторых концах обмоток статора и образованием электрического соединения между общим диском для концевой заделки обмоток статора и обмотками статора.
4. Способ по п. 3, согласно которому дополнительно размещают дополнительные электрические изоляторы между общим диском для концевой заделки обмоток статора и любым соседним диском.
5. Способ по п. 4, согласно которому дополнительно устанавливают электроизолирующие втулки на заделанные концы обмоток статора.
6. Способ по п. 5, согласно которому дополнительно соединяют выводы каждой фазы электродвигателя с каждым соответствующим диском для концевой заделки обмоток статора.
7. Способ по п. 6, согласно которому дополнительно соединяют два вывода каждой фазы с каждым соответствующим диском для концевой заделки обмоток статора в местах, расположенных под углом 180 градусов друг относительно друга.
8. Способ по п. 7, согласно которому укладка незаделанных первых концов обмоток статора первой фазы в U-образных наконечниках диска для концевой заделки обмоток статора включает укладку незаделанных первых концов обмоток статора одной фазы в U-образных наконечниках диска для концевой заделки обмоток статора, расположенных под углом на одинаковом расстоянии друг от друга.
9. Способ по п. 8, согласно которому дополнительно адгезивно присоединяют диски для концевой заделки обмоток статора к статору.
10. Способ по п. 9, согласно которому двигатель является трехфазным электродвигателем, а для концевой заделки обмоток статора используют три диска для концевой заделки обмоток статора.
11. Способ концевой заделки обмоток статора, согласно которому:
выполняют намотку статора трехфазного электродвигателя с формированием обмоток статора для каждой фазы электродвигателя, включая обмотки статора для первой фазы электродвигателя;
оставляют незаделанные первые концы обмоток и расположенные напротив них незаделанные вторые концы обмоток открытыми на хвостовике статора;
укладывают общий диск для концевой заделки обмоток поверх хвостовика статора;
укладывают незаделанные вторые концы обмоток всех фаз статора в U-образные наконечники общего диска для концевой заделки обмоток статора;
обжимают U-образные наконечники вокруг незаделанных вторых концов обмоток статора с формированием обжатых вторых концов обмоток статора; и
прессуют и нагревают обжатые наконечники с оплавлением изоляции на обжатых вторых концах обмоток статора и созданием электрического соединения между общим диском для концевой заделки обмоток и обмотками статора;
устанавливают электроизолирующие втулки на заделанные вторые концы обмоток статора;
при этом для каждой фазы трехфазного электродвигателя:
укладывают диск для концевой заделки обмоток первой фазы поверх хвостовика статора;
укладывают незаделанные первые концы обмоток статора первой фазы в U-образные наконечники диска для концевой заделки обмоток статора, расположенные под углом на расстоянии друг от друга;
обжимают U-образные наконечники вокруг незаделанных первых концов обмоток статора первой фазы с формированием обжатых первых концов обмоток статора для первой фазы;
прессуют и нагревают обжатые наконечники с оплавлением изоляции на обжатых первых концах обмоток статора первой фазы и созданием электрического соединения между первым диском для концевой заделки обмоток и обмотками статора для первой фазы электродвигателя; и
устанавливают электроизолирующие втулки на заделанные первые концы обмоток статора; и
соединяют вывод первой фазы электродвигателя с первым диском для концевой заделки обмоток статора;
повторяют рассмотренные выше операции для второй и третьей фаз электродвигателя; и
адгезивно присоединяют к статору общий диск и диски для концевой заделки обмоток статора.
12. Способ концевой заделки обмоток статора, согласно которому выполняют намотку статора трехфазного электродвигателя с формированием обмоток статора для каждой фазы электродвигателя, включая обмотки статора для первой фазы электродвигателя;
оставляют незаделанные первые концы обмоток и расположенные напротив них незаделанные вторые концы обмоток открытыми на хвостовике статора;
укладывают общий диск для концевой заделки обмоток поверх хвостовика статора;
укладывают незаделанные вторые концы обмоток всех фаз статора в U-образные наконечники общего диска для концевой заделки обмоток статора, расположенные под углом на одинаковом расстоянии друг от друга;
обжимают U-образные наконечники вокруг незаделанных вторых концов обмоток статора с формированием обжатых вторых концов обмоток статора; и
прессуют и нагревают обжатые наконечники с оплавлением изоляции на обжатых вторых концах обмоток статора и созданием электрического соединения между общим диском для концевой заделки обмоток и обмотками статора;
устанавливают электроизолирующие втулки на заделанные вторые концы обмоток статора;
при этом для каждой фазы трехфазного электродвигателя:
укладывают диск для концевой заделки обмоток первой фазы поверх хвостовика статора;
укладывают незаделанные первые концы обмоток статора первой фазы в U-образные наконечники диска для концевой заделки обмоток статора, расположенные под углом на одинаковом расстоянии друг от друга;
обжимают U-образные наконечники вокруг незаделанных первых концов обмоток статора первой фазы с формированием обжатых первых концов обмоток статора первой фазы;
прессуют и нагревают обжатые наконечники с оплавлением изоляции на обжатых первых концах обмоток статора первой фазы и созданием электрического соединения между первым диском для концевой заделки обмоток и обмотками статора для первой фазы электродвигателя;
устанавливают электроизолирующие втулки на заделанные первые концы обмоток статора;
соединяют два вывода с первым диском для концевой заделки обмоток статора в местах, расположенных под углом 180 градусов друг относительно друга;
повторяют рассмотренные выше операции для второй и третьей фаз электродвигателя и
прикрепляют к статору общий диск и диски для концевой заделки обмоток статора.
| US 2003192981 A1, 16.10.2003 | |||
| US 2002079399 A1, 27.06.2002 | |||
| US 2004056550 A1, 25.03.2004 | |||
| JP 2011234503 A, 17.11.2011 | |||
| Способ определения широты местонахождения | 1971 |
|
SU481769A1 |
| Узел крепления лобовых частей обмотки статора электрической машины | 1979 |
|
SU936236A1 |
| Устройство для крепления лобовых частей многослойной стержневой обмотки статора электрической машины | 1977 |
|
SU694941A1 |

