Изобретение относится к области металлургии, а конкретно к способу получения стали в электродуговой печи (ЭДП).
Известен способ выплавки стали в электродуговой печи, предусматривающий расплавление шихты и последующее проведение двух периодов - окислительного и восстановительного. В первом окислительном периоде главной задачей является удаление в шлак большой части фосфора, используя для этой цели твердые окислители - большей частью железную руду. Полученный шлак по возможности полностью удаляют из печи и производят обновление его известью и шамотом. Под этим шлаком нагревают металл и окисляют углерод до установленных пределов.
Перед вторым восстановительным периодом шлак в печи сменяют полностью и наводят вместо него с помощью присадок извести и плавикового шпата новой безжелезистый шлак, который раскисляют углеродом, кремнием и алюминием для максимального удаления серы из металла. Далее сталь легируют и раскисляют - преимущественно в печи. Данная технология ограничивала производительность печей и качество стали [Электрометаллургия стали и ферросплавов Д.Я. Поволоцкий, В.Е. Рощин, М.А. Рысс, А.И. Строганов, М.Я. Ярцев. Учебное пособие. Москва. «Металлургия». 1974, с. 213-276].
В последние десятилетия был разработан новый более эффективный способ производства стали. Он базируется на широком использовании технического кислорода и углеродсодержащих материалов для интенсификации наиболее длительного процесса электроплавки - периода плавления [Морозов А.Н. Современное производство стали в дуговых печах. - 2-е изд., Челябинск: Металлургия, 1987, 175 с.]. Другой особенностью нового способа является перенос большей части технологических операций - десульфурации, легирования и раскисления, а в отдельных случаях и обезуглероживания из печи в ковш в установке внепечной обработки стали [Морозов А.Н. Современное производство стали в дуговых печах. - 2-e изд., Челябинск: Металлургия, 1987, 175 с. Инновационное развитие электросталеплавильного производства. Шалимов А.Г., Сёмин А.Е., Галкин М.П., Косырев К.Л. Монография. М.: Металлург издат., 2014, 308 с.]. В настоящее время такая технология выплавки получила широкое распространение и стала преобладающим способом получения стали в ЭДП [Морозов А.Н. Современное производство стали в дуговых печах. - 2-e изд., Челябинск: Металлургия, 1987, 175 с.].
Одной из разновидностей современных способов выплавки стали является способ с использованием синтетических композиционных материалов самого различного состава - от композита на основе чугуна и оксидов железа (синтикома) до оксидоугольных материалов [Бондарев Ю.А., Еланский Г.Н., Лемякин В.И. и др. Опыт проведения плавки в электрических печах с использованием оксидоугольных брикетов. Труды пятого конгресса сталеплавильщиков. - М.: Черметинформация, 1999, 218 с.].
Известен также способ выплавки стали в электродуговой печи, включающий заправку печи, загрузку (завалку) металлолома, железа прямого восстановления, железо- и углеродсодержащих материалов, флюсов, ввод с первой порцией шихты (первой бадьей или корзиной) углеродсодержащего материала (УСМ) в твердом виде, перепуск и смену электродов, подвалку шихты в случае необходимости, подачу электроэнергии, топлива, газообразного кислорода, флюсов, измельченного УСМ для вспенивания шлака, плавление шихты, дополнительный ввод при необходимости УСМ после начала плавления шихты через отверстие в своде печи, науглероживание (карбонизацию) металла в процессе плавления, нагрев и обезуглероживание металлической ванны, скачивание шлака, выпуск металла-полупродукта из печи [Г.А. Дорофеев, П.Р. Янтовский, Я.М. Степанов и др. Энергоэффективность дуговых сталеплавильных печей и перспективы применения композиционных технологических материалов. Труды тринадцатого конгресса сталеплавильщиков. - Москва - Полевской. 2014, с. 87-92].
Известен также способ выплавки стали, описанный в авторском свидетельстве №1435614 (Описание к авторскому свидетельству №1435614, приоритет от 14.07.1986 г., опубликовано 07.11.1988 г.). В известном способе выплавки стали в процессе плавки в расплав вводят жидкие смолы или пек, диспергированные потоком несущего газа. Расход карбонизатора изменяется в пределах 0,3-25 кг/м3 несущего газа. В процессе науглероживания металл нагревается, снижается его газонасыщенность.
Однако процесс науглероживания осуществляется только при условии полного расплавления шихты, а именно в жидкий период плавки, который для современных печей является весьма коротким - порядка 10 мин и занимает в общей продолжительности цикла плавки примерно 15-20%. Вследствие этого основная часть плавки протекает в условиях отсутствия науглероживателя в металле, что снижает эффективность данного способа.
Пониженная степень усвоения углерода из вдуваемого в расплав жидкого карбонизатора - смолы или пека, обусловлена тем, что значительная часть этого материала выносится отраженным потоком газа на поверхность ванны, увеличивая тем самым расход карбонизатора.
Использование в качестве карбонизатора жидкой смолы или пека, отличающихся значительной вязкостью, требует их подогрева, усложняя конструкцию ЭДП и технологию плавки. Вследствие этого способ выплавки стали с науглероживанием путем ввода смолы или жидкого пека не получил распространения.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является известный из патента РФ №2539890 способ выплавки стали в электродуговой печи (Описание изобретения к патенту РФ №2539890 от 30.12.2013, МПК С21С 5/52, опубл. 27.01.2015). В способе осуществляют загрузку в рабочее пространство печи шихты, состоящей из металлолома и окускованных оксидоуглеродных материалов, подают электроэнергию, топливо, науглероживатель, флюс и газообразный кислород, осуществляют нагрев и плавление электрическими дугами шихты с обезуглероживанием металлической ванны, выпуск металла и шлака из печи. До начала плавки в центральную зону печи, примыкающую к зоне горения электрических дуг и ограниченную размером не более D=(dp+3,5dэл), где dp - диаметр распада электродов, dэл - диаметр электродов, загружают единовременно вместе с первой порцией металлошихты часть оксидоуглеродных материалов в количестве 10-90% от их общего расхода на плавку, а остальное количество оксидоуглеродных материалов вводят в расплавленную шихту по ходу плавки с удельной скоростью загрузки 0,5-10 кг/мин на 1 МВА мощности трансформатора электродуговой печи, при этом размер кусков оксидоуглеродных материалов выбирают в пределах 5-80 мм. В стенках корпуса печи выполнены по меньшей мере три разнесенные по их периметру отверстия для ввода оксидоуглеродных материалов в центральную зону печи, расположенных ниже уровня верхней отметки корпуса печи на 0,2-1,0 м. Изобретение позволяет снизить удельный расход электроэнергии на расплавление металлошихты и увеличить выход железа из оксидоуглеродных материалов, а также повысить их относительное количество в общей массе шихты.
Недостатками известного способа выплавки стали в ЭДП являются:
1. Процесс растворения углерода в металле, который образуется в печи в период плавления, требует полного расплавления твердой шихты и предварительного образования жидкой металлической ванны. Это замедляет процесс науглероживания металла и сдвигает науглероживание на самый конец периода плавления. В сочетании с особой индивидуальной природой и физико-химическими особенностями УСМ, затрудняющими его растворение в жидком железе, это ограничивает возможное содержание углерода в жидком железе.
Дополнительным неблагоприятным фактором служит пониженная степень усвоения углерода - не более 50%, обусловленная частичным сгоранием УСМ в печи. В результате этого содержание углерода к концу плавки еще более снижается - часто до 0,03-0,05%, особенно в ЭДП последнего поколения, работающих с повышенным до 35-45 м3/т расходом газообразного кислорода. Низкое содержание углерода в металле перед выпуском значительно увеличивает угар железа и снижает выход годного на 1-4%.
2. Переход углерода из УСМ в жидкое железо и собственно науглероживание металла за счет растворения углерода в железе завершаются лишь к концу полного расплавления исходной металлошихты и нагреве расплава до температуры 1520-1570°С, когда до окончания плавки и выпуска металла остается всего 6-10 мин. По этой причине в наиболее продолжительный и энергозатратный период плавки - плавление шихты, занимающий большую часть плавки - 20-35 мин, обезуглероживание металла не получает значительного развития. Соответственно этому не получает развития кипение и перемешивание металла и шлака, повышающие усвоение ванной энергии электрических дуг и скорость нагрева металла. Вследствие этого увеличивается удельный расход электроэнергии на выплавку стали в ЭДП.
Отмеченные недостатки известного способа, базирующегося на науглероживании металла УСМ в твердом виде, в конечном счете, ухудшают указанные показатели выплавки стали в ЭДП и вызывают необходимость технического решения проблемы эффективного науглероживания металла.
Технический результат, достигаемый изобретением, заключается
- в повышении выхода жидкого металла за счет регулирования содержания углерода по ходу плавки, повышения степени науглероживания металла с самого начала плавки, снижения угара железа в шлак и в дым;
- в снижении удельного расхода электроэнергии на выплавку стали в ЭДП за счет дополнительного науглероживания стали без увеличения энергозатрат на приготовление жидкого карбонизатора (науглероживателя) и непрерывного обезуглероживания ванны расплавленного металла на протяжении всей плавки, включая период плавления, когда ванна расплавленного металла имеет твердожидкое состояние и слабо нагревается;
- в пониженном содержании кислорода в металле за счет регулирования содержания углерода по ходу плавки и повышения степени науглероживания металла с самого начала плавки - с момента начала периода плавления без увеличения расхода твердых УСМ на плавку, подаваемых в печь вместе с металлошихтой.
Науглероживание (карбонизация) металла в предлагаемом способе выплавки осуществляют жидким раствором углерода в железе прямого восстановления, образуемым непосредственно ЭДП во время плавления исходной металлошихты из подаваемых в печь материалов, содержащих оксиды железа и восстановитель - углерод, а не в завалку, как это наблюдается в известном способе. Использование высокоуглеродистого расплава железа, находящегося в жидком состоянии, вместо твердого УСМ, требующего для растворения в железе длительного времени, существенно ускоряет науглероживание металла. Получение с самого начала плавления содержания углерода в металлическом расплаве, образующемся в результате плавления металлошихты, обеспечивает раннее и интенсивное окисление углерода. Образующийся в результате обезуглероживания монооксид углерода вызывает барботаж, кипение и перемешивание металла и шлака. Эти факторы повышают степень усвоения тепла и ускоряют нагрев металла, снижая энергозатраты. Одновременно снижается угар железа в шлак и в дым, увеличивая выход годного. В силу этих причин данный фактор представляет особое значение, переводя плавку в режим непрерывного кипения ванны - от начала плавления шихты и до окончания плавки.
Для решения поставленной задачи и достижения заявленного технического результата в известном способе выплавки стали в электродуговой печи, включающем загрузку в рабочее пространство печи твердой металлошихты и твердых углеродосодержащих материалов, плавление шихты с помощью электрических дуг и науглероживание металла твердыми углеродосодержащими материалами по ходу плавления, выпуск металла и шлака из печи, в процессе плавки для дополнительного науглероживания металла осуществляют в рабочее пространство печи в зону горения дуг оксидов железа и углеродистого материала с получением высокоуглеродистого карбонизатора в виде насыщенного раствора углерода в свободном и растворенном виде в восстановленном жидком железе.
Для достижения лучшего технического результата целесообразно, чтобы
расход оксидов железа и углеродистого материала, обеспечивающих получение высокоуглеродистого карбонизатора, на плавку составлял не менее 3% от массы металлошихты;
оксиды железа и углеродистый материал подавались в зону горения дуг, ограниченную размерами не более D=dp+6dэл, где dp - диаметр распада электродов, dэл - диаметр электрода;
карбонизатор подавался в рабочее пространство печи непрерывно или периодически по ходу плавления шихты;
начало подачи карбонизатора совмещалось с началом плавления шихты;
оксиды железа и углеродистый материал подавались единовременно в зону горения дуг;
оксиды железа и углеродистый материал перед подачей в печь предварительно смешивались между собой и вводились в виде тесной смеси;
оксиды железа и углеродистый материал перед подачей в печь предварительно окусковывались и вводились в окускованном виде;
размер частиц оксидов железа и углеродистого материала перед подачей в печь составляли не более 25 мм;
общее содержание углерода в свободном и растворенном виде в жидкой фазе железа составляло не менее 2%.
Дополнительное науглероживание металла в процессе плавления осуществляют параллельно и одновременно с существующим способом-науглероживанием УСМ в твердом виде, включающем в себя подачу его в шихту, загрузку в печь, расплавление шихты, растворение углерода в металле. Сочетание двух приемов науглероживания обеспечивает достижение раннего науглероживания металла, создавая тем самым требуемую концентрацию углерода к моменту начала плавления и появления первых порций расплавленного металла. Окисление углерода и выделение пузырьков монооксида сопровождается перемешиванием металла и шлака по ходу всего периода плавления от начала и до конца плавления, что снижает энергозатраты и повышает выход железа из шихты.
Определенную роль играет также предусматриваемая решением возможность подачи исходных материалов по ходу плавления в центральную наиболее горячую зону и в образующиеся в шихте свободные полости - так называемые колодцы, отличающиеся наивысшей концентрацией энергии и особо высокими температурами. Эти факторы способствуют быстрому образованию железа прямого восстановления, его науглероживанию, получению высокоуглеродистого расплава железа, служащего «жидким» науглероживателем, причем непосредственно в ЭДП в процессе плавки и ускорению в целом процесса науглероживания.
Использование в качестве науглероживателя вместо твердого УСМ жидкого раствора углерода в железе, получаемого в процессе плавления шихты, позволяет обеспечить раннее науглероживание расплава, образующегося из твердой металлошихты с самого начала плавки - периода плавления, причем в регулируемом режиме. Это повышает эффективность использования УСМ в электроплавке и улучшает показатели выплавки стали в ЭДП, в том числе расходы электроэнергии и металлошихты.
Присутствие в «жидком» науглероживателе углерода в двух состояниях - в атомарном (растворенном) виде, связанном химическими связями с железом, и свободном состоянии - в виде ультрадисперсных частиц объясняется следующим. С одной стороны это позволяет повысить многократно науглероживающую способность материала по сравнению с потенциальными науглероживателями - высокоуглеродистыми сплавами железа типа чугуна и тем самым сократить или исключить их расход на плавку. С другой стороны это обеспечивает предварительное диспергирование твердого УСМ до мельчайших частиц порядка 10-3-10-6 см и сохранение его активности на предельно высоком уровне, близким к 1. В свою очередь это гарантирует быстрое растворение углерода в металлической ванне печи после поступления «жидкого» науглероживателя в ванну и получение железоуглеродистого расплава с максимальной степенью равновесности. Это предотвращает вероятность сохранения в металле группировок углерода, оказывающих негативное влияние на качество стали.
Диапазон концентраций общего содержания углерода в растворе углерода в железе выбран в пределах 2-30%. Малое содержание углерода - менее 2% нежелательно как по причине увеличения тугоплавкости науглероживателя, так и пониженной концентрации ведущего элемента - углерода, что снижает эффективность способа. Повышенное содержание углерода - выше 30% затрудняет поступление данного науглероживателя из зоны его образования в металлическую ванну вследствие снижения жидкотекучести расплава науглероживателя из-за наличия в нем твердых частиц углерода.
Общий расход карбонизатора (жидкого науглероживателя) на плавку устанавливают в пределах 1-20% от массы шихты. При малом расходе карбонизатора - менее 1% эффект науглероживания снижается из-за недостаточного количества углерода, поступающего в металл. Увеличение расхода карбонизатора - выше 20% представляется нецелесообразным поскольку содержание углерода в металлической ванне благодаря образованию большого количества науглероживателя достигает чрезмерно высокой концентрации.
Ввод в печь железо- и углеродсодержащих материалов по ходу плавления металлошихты и последующие за этим нагрев материалов, восстановление железа, его науглероживание, образование раствора углерода в жидком железе - «жидкого» науглероживателя в предлагаемом способе в отличие от известного совмещены во времени и пространстве и происходят параллельно и одновременно. Предлагаемый способ позволяет частично или в случае необходимости полностью заменить существующий процесс науглероживания твердым УСМ, носящий последовательный характер, науглероживанием, носящим совмещенный характер и отличающимся более высокой скоростью и повышенной эффективностью.
Совмещение всех стадий процесса науглероживания в предлагаемом способе выплавки стали в ЭДП обеспечивается подачей железо- и углеродосодержащих материалов в более горячую зону печи, в которой осуществляется выделение значительного количества тепла благодаря трансформации вводимой электрической энергии в тепловую. За счет этого достигается совмещение зоны выделения тепла и технологической зоны, в которой подаваемые материалы реагируют между собой с образованием жидкого раствора углерода в железе - «жидкого» науглерорживателя. Это существенно облегчает науглероживание металла, причем с самого начала плавления. Соответственно этому обезуглероживание ванны начинается с момента плавления и продолжается до конца плавки, обеспечивая кипение и перемешивание металла и шлака на протяжении всей плавки, включая период плавления. Результатом этого является сокращение энергозатрат и увеличение выхода железа из шихты.
Размер зоны, в которую вводят исходные материалы, не должен превышать D=dp+6dэл. Дальнейшее увеличение ее размера приводит к попаданию материалов в более холодные зоны, слипанию материалов и образованию на стенках печи конгломератов. Их проплавление требует дополнительных затрат времени и энергии, что снижает эффективность способа.
Предлагаемый способ выплавки стали в электродуговой печи включает следующие последовательные стадии: заправку печи, загрузку в рабочее пространство печи твердой металлошихты и, по крайней мере, твердых углеродосодержащих материалов для науглероживания металла, плавление шихты с помощью электрических дуг и науглероживание металла углеродосодержащими материалами по ходу плавления, выпуск металла и шлака из печи, при этом с началом плавления шихты в образующийся из металлошихты расплав металла вводят карбонизатор в виде жидкой фазы восстановленного в зоне горения дуг железа с общим содержанием углерода в свободном и атомарном виде в жидкой фазе железа не более 30%, обеспечивая тем самым дополнительное науглероживание металла другим видом науглероживателя в режиме совмещения.
Карбонизатор в виде жидкой фазы восстановленного в зоне горения дуг и науглероженного железа получают из оксидов железа и углеродистого материала с размерами частиц не более 25 мм, которые подают в зону горения дуг и прилегающих к ней участков (в центральную наиболее горячую зону печи), ограниченную размерами не более D=dp+6dэл, где dp - диаметр распада электродов, dэл - диаметр электрода. Ввод в расплав металла кабонизатора осуществляют по ходу плавления шихты, при этом начало ввода карбонизатора совмещают с началом ее плавления, или ввод в расплав металла кабонизатора осуществляют по ходу плавки. Для достижения лучшего технического результата оксиды железа и углеродистый материал перед подачей в печь предварительно смешивают между собой и вводят их в виде тесной смеси. Для ускорения реакции образования карбонизатора целесообразно произвести предварительное окусывание оксидов железа и углеродистого материала.
В качестве металлошихты используются твердые материалы, основу которых составляет металлическое железо. Они включают в себя стальной лом, чушковый чугун, синтиком, скрап, паспортную шихтовую заготовку, различные металлоотходы, а также железо прямого восстановления в виде металлизованных окатышей, губчатого железа, кричного железа, частично восстановленной железной руды.
В качестве углеродсодержащего материала, вводимого по ходу плавления в рабочее пространство печи совместно с железосодержащими материалами для получения карбонизатора, используют кокс, графит антрацит, термоантрацит, каменный уголь, древесный уголь, отходы металлургических, химических и других производств, содержащие в качестве ведущего элемента углерод, в том числе коксовая мелочь, электродный бой. Данный материал является источником углерода, выполняющего одновременно две функции: восстановителя железа из его оксидов и науглероживающего элемента - карбонизатора по отношению к расплаву железа, образующегося из металлошихты.
Железосодержащие материалы включают в свой состав твердые окислители, содержащие оксиды железа Fe2O3, Fe3O4, FeO, типичными представителями которых являются железные руды, концентраты, суперконцентраты, агломераты и их смеси, а также частицы металлического железа, образующееся в процессах производства стали и металлообработки, а именно стружка - стальная и чугунная, корольки железа, извлекаемые из шлака, металлический скрап возникающий при порезке метала и т.д.
Оксиды железа в результате их карботермического восстановления образуют металлическое железо прямого восстановления в жидком состоянии, которое одновременно науглероживается и далее поступает в металлическую ванну, науглероживая ее. Для этого содержание УСМ в общей массе подаваемых железо- и углеродсодержащих материалов превышает стехиометрическое значение по реакции восстановления (Fe2O3)+3C=2[Fe]+3{COг}, составляющие 321 кг углерода на 1 т железа.
По предлагаемому способу были проведены серии плавок сталей 17G1S-U и 22G21-7 в современной электродуговой печи с номинальной вместимостью по шихте 175 т модели ДСП-160, работающей на 100% твердой шихте по технологии с остатком жидкого металла и шлака (болотом). Параллельно с опытными плавкам по предлагаемому способу были проведены сравнительные плавки с выплавкой стали того же сортамента. Сравнительные плавки стали осуществлялась по действующей технологической документации с использованием современных кислородных и инжекционных технологий. Опытные плавки проводились при тех же энерготехнологических параметрах, что и сравнительные, т.е. для получения карбонизатора дополнительные энерготехнологические параметры не использовались.
В отличие от действующего способа в предлагаемом способе дополнительно к науглероживанию металла за счет ввода коксика в состав исходной металлозавалки (первая бадья) осуществляли параллельную карбонизацию металла жидким науглероживателем, полученном непосредственно в печи. Для этого в период плавления в печь подавали железо- и углеродсодержащие материалы в виде окалины и коксика с общим расходом получаемого карбонизатора на плавку не менее 3% от массы шихты.
Данные материалы вводили сверху через отверстие в своде печи в зону горения дуг, расположенную в центральной горячей зоне печи, размеры которой составляли 4,5 м. Это отвечало параметрам заявки, согласно которой диаметр этой зоны не должен превышать d=de+6dэл. Содержание коксика в общем количестве подаваемых материалов составляло 4-48%.
Часть плавок проводилась с опережающим вводом коксика по сравнению с окалиной, а часть плавок с одновременной подачей коксика и окалины. Помимо этого опробовали ввод коксика и окалины в виде смеси, в том числе после их окускования - в виде брикетов с размерами 60×60×80 мм. В качестве связующего при изготовлении брикетов использовали цемент в количестве 8-12% от массы брикета. Большая часть частиц коксика и окалины имели размеры 0,5-1,0 мм.
Подачу материалов в печь начинали через 1-3 мин, после включения подачи электроэнергии и начала формирования в верхнем слое металлозавалки свободных пустот, возникающих в ее объеме в результате расплавления твердой шихты и перехода ее в жидкое состояние и обусловленного этим высвобождением части объема, занимаемого шихтой. Поступая в зону горения дуг, исходные компоненты - окалина и коксик нагревались до высоких температур и вступали в реакцию между собой. Продуктами карботермического взаимодействия являлись жидкое железо прямого восстановления и монооксид углерода. Восстановленное железо благодаря значительному избытку углерода науглероживалась, образуя жидкий науглероживатель. Последний состоял из насыщенного раствора углерода в железе и диспергированной в нем твердой фазы в виде ультрадисперсных частиц графита, образуя коллоидно-дисперсную систему. Высокоуглеродистый расплав с содержанием до 30% углерода переходил в металлическую ванну, науглероживая металл с момента начала плавления металлошихты и по ходу всего процесса плавления. Выделяющийся при реакции карботермического восстановления оксидов железа монооксид углерода частично дожигался до СО2 с выделением тепла. Последнее переходило к плавящимся в печи материалам и дополнительно нагревало их, сокращая тем самым энергозатраты.
В процессе проведения плавки фиксировались параметры работы ЭДП, в том числе общая продолжительность цикла плавка, длительность работы печи под током, простой, расходы шихтовых материалов, электроэнергии, природного газа, кислорода, науглероживателя, железо- и углеродсодержащих компонентов, подаваемых по ходу плавления, извести, состав металла и шлака и т.п. Обобщенные технико-экономические показатели плавок, выплавленных по предлагаемому и известному способу с одинаковыми параметрами шихты, отображены в таблице:
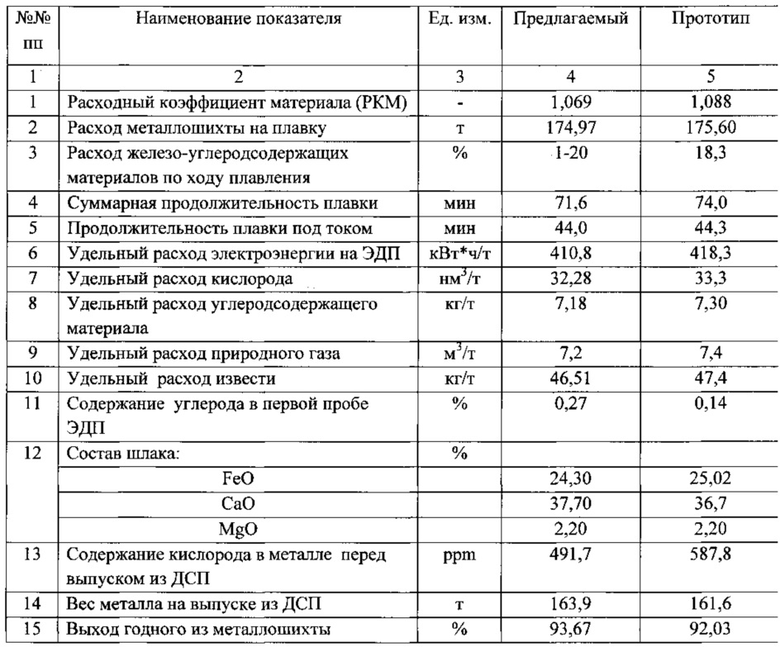
Как следует из результатов экспериментальных плавок, предложенный способ обеспечивает благодаря более высокому содержанию углерода по ходу плавки повышение выхода жидкого металла и сокращение расхода электроэнергии, а также снижение содержания кислорода в металле на выпуске из печи. Это является следствием дополнительного науглероживания металла жидким науглероживателем, полученным непосредственно из подаваемых в печь железо- и углеродсодержащих компонентов.
Меньшая окисленность металла и шлака, обусловленная повышенным содержанием углерода в металле по ходу расплавления ванны, обеспечивает лучшее качество стали по содержанию оксидных неметаллических включений.
Сопоставление показателей предлагаемого способа выплавки стали с известным подтверждает его эффективность.
Предлагаемый способ выплавки стали в ЭДП принципиально отличается от известного механизмом, кинетикой и термодинамикой процесса перехода углерода в металл и в целом характером науглероживания (карбонизации).
Введение в процесс выплавки стали в ЭДП дополнительного процесса науглероживания, отличающегося от существующего особой природой, механизмом и режимом ввода, кардинальным образом меняет технологию электроплавки, отводя новому процессу главенствующую роль. Это объясняется тем, что окисление углерода является главной реакцией сталеварения и основой всех современных способов производства стали, в том числе в ЭДП, определяя доминирующие показатели выплавки металла. Поэтому данный признак является весьма существенным, характеризуя новизну и значимость технического решения.
Предлагаемый способ выплавки стали благодаря данному приему позволяет регулировать содержание углерода по ходу плавки, что невозможно сделать в известном способе производства стали с науглероживанием твердым УСМ. В предлагаемом способе, помимо регулирования режима поведения углерода, становится возможным существенное повышение степени науглероживания металла, причем с самого начала плавки - с момента начала периода плавления. Это создает условия для непрерывного обезуглероживания металлической ванны на протяжении всей плавки, включая период плавления, когда ванна имеет твердожидкое состояние и плохо нагревается.
Науглероживание металла в предлагаемом способе выплавки осуществляют жидким раствором углерода в железе прямого восстановления, образуемым непосредственно ЭДП во время плавления исходной металлошихты из подаваемых в печь материалов с размерами не более 25 мм, содержащих оксиды железа и восстановитель - углерод, а не в завалку, как это наблюдается в известном способе.
Использование высокоуглеродистого сплава железа, находящегося в жидком состоянии, вместо твердого УСМ, требующего для растворения в железе длительного времени, существенно ускоряет науглероживание металла. Получение с самого начала плавления содержания углерода в металлическом расплаве, образующемся в результате плавления металлошихты, обеспечивает раннее и интенсивное окисление углерода. Образующийся в результате обезуглероживания монооксид углерода вызывает барботаж, кипение и перемешивание металла и шлака, переводя плавку в режим непрерывного кипения. Эти факторы повышают степень усвоения тепла и ускоряет нагрев металла, снижая энергозатраты, а также уменьшают окисленность металла и шлака.
Одновременно снижается угар железа в шлак и в дым, увеличивая выход годного.
Жидкий раствор углерода в железе прямого восстановления в отличие от обычных содержит углерод одновременно в других формах, что объясняется повышенным расходом углеродистого материала. Большая часть углерода при этих условиях находится в свободном состоянии в виде отдельных ультрадисперсных частиц размерами 10-3-10-7 см, образующих отдельную твердую фазу, диспергированную в железоуглеродистом расплаве аналогично обычному чугуну. Объясняется это тем, что углерод, содержащийся в твердом УСМ, в зоне горения дуг трансформируется аналогично чугуну в графит, имеющий структуру, подобную естественному графиту.
Остальная часть углерода представляет собой раствор углерода в железе в атомарном (растворенном) виде, образуя истинный раствор железо-углерод. Последний характеризуется наличием химических связей между этими элементами и поэтому углерод в таком виде находится в железе в связанном состоянии, образуя химическую связь Fe-C. Благодаря отмеченным особенностям предлагаемый способ отличает от известного новый вид науглероживателя, используемого в жидком виде. В целом науглероживание частиц данного типа представляет собой коллоидно-дисперсную систему, имеющую границы раздела с жидким железом.
В физико-химическом смысле данный науглероживатель представляет собой жидкую систему из насыщенного раствора углерода в железе и диспергированной в ней твердой фазы в виде частиц графита с диапазоном размеров 10-3-10-7 см. Иными словами, науглероживатель данного типа является коллоидно-дисперсной системой, в которой частицы углерода находятся как в виде отдельных атомов, так и свободном состоянии - в виде ультрадисперсных частиц графита, имеющих в отличие от истинного раствора железо-углерод границы раздела фаз с жидким железо. Свойства подобных систем подробно изучены и отражены в монографии [Свойства расплавов железа. А.А. Вертман, А.М. Самарин. Изд-во «Наука» 1969 г., 1-280].
Общее содержание углерода в жидком науглероживателе в пределах 2-30% существенно превышает концентрацию углерода в железоуглеродистых расплавах, используемых при выплавке стали, повышая тем самым существенно его науглероживающую способность по сравнению с чугуном, отличающегося наибольшим содержанием углерода. Поэтому этот признак является существенным, позволяя добиваться максимальной степени науглероживания металла по сравнению с другими потенциальными науглероживателями на основе системы железо-углерод.
По ходу плавления в ЭДП вводят железо- и углеродсодержащие материалы в количестве 1-20% от массы металлошихты, обеспечивающем получение "жидкого" карбонизатора. Присутствие оксидов железа и углеродистого материала во вводимых материалах в указанных пределах создают необходимые и достаточные условия для протекания с высокой скоростью реакции карботермического восстановления железа, получения железа восстановления в жидком состоянии и его науглероживания. Образующийся при этом высокоуглеродистый расплав железа с концентрацией углерода 2-30% представляет собой науглероживатель особого рода, отличающийся от известного УСМ, имеющего твердый вид, жидким состоянии. Поэтому уже в процессе образования полученный раствор углерода - «жидкий» науглероживатель в железе поступает в металлическую ванну, науглероживая ее. Преимущества данного науглероживателя перед твердым науглероживателем очевидны.
Одним из существенных признаков изобретения является особый характер науглероживания в целом. Существующий способ выплавка стали с твердым УСМ в качестве науглероживателя носит последовательный характер - ввод УСМ в шихту, расплавление ее, науглероживание жидкого металла. В предлагаемом способе науглероживание протекает по другому - все процессы и стадии совмещены во времени и пространстве и идут параллельно и одновременно. Данные процессы включают в себя карботрическое восстановление железа из его оксидов, образование жидкого раствора углерода в железе прямого восстановления, переход его в металлическую ванну и последующее науглероживание металла, образовавшего в печи из твердой шихты после ее расплавления. Совмещенный характер процессов науглероживания по сравнению с последовательным позволяет сократить время науглероживания и длительность периода плавления. Благодаря этому снижаются энергозатраты и возрастает выход железа из шихты. Поэтому изменение характера процесса науглероживания в предлагаемом способе выплавки относится к существенным признаком.
Железо- и углеродсодержащие материалы подают в центральную в зону горения дуг и прилегающих к ней участков (наиболее горячую зону печи), ограниченную размерами D=dp+6dэл. Реакция карботермического восстановления железа из его оксидов является энергоемкой и имеет эндотермический характер. Вследствие этого повышенная концентрация тепла и повышение температуры ускоряют ее протекание и полноту перехода оксидов железа в металлическое состояние. Зону горения дуг отличает наивысшая среди способов производства стали концентрация энергии, обусловленная большим значением удельной мощности порядка 10 МВА/м3 или 1500 кВА/т металла.
Температура в зоне горения электрических дуг по разным источникам оценивается величиной порядка 4000-15000°K, приближаясь к низкотемпературной плазме. Температура на поверхности металлической ванны, находящийся непосредственно под электродами, также велика и составляет около 2600°C. Приведенные значения существенно превышают температуру плавления железа и его сплавов с углеродом, облегчая образование железа прямого восстановления и получение из него высококонцентрированного раствора углерода. Поэтому предлагаемый ввод в ЭДП оксидов железа и восстановителя, составляющих основу железо- и углеродсодержащих материалов, в центральную зону печи представляет собой существенный элемент предлагаемого технического решения.
Дополнительным преимуществом этого решения служит то обстоятельство, что подаваемые в наиболее горячую зону печи, отличающуюся огромной концентрацией энергии и уровнем температур, материал существенно повышает усвоение тепла горения электрических дуг, увеличивая плотность шихты. Благодаря этому сокращаются потери тепла и снижаются затраты энергии. С учетом этого фактора ввод материалов в центральную зону печи является весьма значительным элементом нового способа выплавки стали.
Особую значимость ввод железо- и углеродсодержащих материалов в центральную наиболее горячую зону печи представляет собой с позиций совершенствования энергетики ЭДП. При этом металлургические материалы подают в зону горения дуг, тепловые условия в которой близки к низкотемпературной плазме. Благодаря этому происходит совмещение высокотемпературной зоны генерации тепла и зоны технологического процесса, в котором нагреваются исходные холодные материалы и происходит образование раствора углерода в жидком железе с высокой - до 30% концентрацией углерода. Совпадение во времени и пространстве зоны генерации тепла и зоны технологического процесса, использующей подводимое тепло, создают близкие к идеальным условиям для нагрева, плавления, протекания реакции восстановления железа и его науглероживанием и в целом для получения «жидкого» науглероживателя. Это меняет кардинально в лучшую сторону тепловые условия плавки, ускоряя передачу тепла от дуг к вводимым материалам и снижая потери тепла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ (ВАРИАНТЫ) | 2013 |
|
RU2516248C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 2008 |
|
RU2382824C1 |
| ШИХТОВОЙ БРИКЕТ ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2150514C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 2006 |
|
RU2323980C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 2001 |
|
RU2205230C2 |
| КОМПОЗИЦИОННАЯ ШИХТА ДЛЯ ВЫПЛАВКИ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2186856C1 |
| СПЛАВ СО СВОБОДНЫМ И СВЯЗАННЫМ УГЛЕРОДОМ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2135617C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА СО СВОБОДНЫМ И СВЯЗАННЫМ УГЛЕРОДОМ | 2001 |
|
RU2196187C1 |
| СПОСОБ ВЫПЛАВКИ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2003 |
|
RU2233890C1 |
Изобретение относится к области металлургии и может быть использовано при получении стали в электродуговой печи. В способе осуществляют загрузку в рабочее пространство печи твердой металлошихты и твердых углеродосодержащих материалов, плавление шихты с помощью электрических дуг и науглероживание металла твердыми углеродосодержащими материалами в процессе плавки, выпуск металла и шлака из печи. Для дополнительного науглероживания металла в процессе плавки осуществляют подачу в рабочее пространство печи оксидов железа и углеродистого материала в количестве, обеспечивающем получение высокоуглеродистого карбонизатора в виде жидкой фазы восстановленного в зоне горения дуг железа с углеродом в свободном и растворенном виде. При этом расход оксидов железа и углеродистого материала, обеспечивающих получение высокоуглеродистого карбонизатора, на плавку составляет не менее 3% от массы металлошихты. Изобретение позволяет повысить выход жидкого металла за счет регулирования содержания углерода по ходу плавки, повышения степени науглероживания металла с самого начала плавки и снижения угара железа в шлак и в дым. 9 з.п. ф-лы, 1 табл.
1. Способ выплавки стали в электродуговой печи, включающий загрузку в рабочее пространство печи твердой металлошихты и твердых углеродосодержащих материалов, плавление шихты с помощью электрических дуг и науглероживание металла твердыми углеродосодержащими материалами в процессе плавки, выпуск металла и шлака из печи, отличающийся тем, что в процессе плавки для дополнительного науглероживания металла осуществляют подачу в рабочее пространство печи в зону горения дуг оксидов железа и углеродистого материала с получением высокоуглеродистого карбонизатора в виде насыщенного раствора углерода в свободном и растворенном виде в восстановленном жидком железе.
2. Способ выплавки стали по п. 1, отличающийся тем, что расход оксидов железа и углеродистого материала, обеспечивающих получение высокоуглеродистого карбонизатора, на плавку составляет не менее 3% от массы металлошихты.
3. Способ выплавки стали по п. 1, отличающийся тем, что оксиды железа и углеродистый материал подают в зону горения дуг, ограниченную размерами не более D=dр+6dэл, где dp - диаметр распада электродов, dэл - диаметр электрода.
4. Способ выплавки стали по п. 1, отличающийся тем, что оксиды железа и углеродистый материал подают в рабочее пространство печи непрерывно или периодически по ходу плавления шихты.
5. Способ выплавки стали по п. 1, отличающийся тем, что начало подачи оксидов железа и углеродистого материала совмещают с началом плавления шихты.
6. Способ выплавки стали по п. 1, отличающийся тем, что оксиды железа и углеродистый материал подают единовременно в зону горения дуг.
7. Способ выплавки стали по п. 1, отличающийся тем, что оксиды железа и углеродистый материал перед подачей в печь предварительно смешивают между собой и вводят в виде смеси.
8. Способ выплавки стали по п. 1, отличающийся тем, что оксиды железа и углеродистый материал перед подачей в печь предварительно окусковывают и вводят в окускованном виде.
9. Способ выплавки стали по п. 1, отличающийся тем, что размер частиц оксидов железа и углеродистого материала перед подачей в печь составляет не более 25 мм.
10. Способ выплавки стали по п. 1, отличающийся тем, что общее содержание углерода в свободном и растворенном виде в жидкой фазе железа составляет не менее 2%.
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| Способ выплавки стали | 1986 |
|
SU1435614A1 |
| Рудовосстановительная электропечь | 1983 |
|
SU1165861A1 |
| WO 2013098636 A1, 04.07.2013 | |||
| US 6635096 B1, 21.10.2003. | |||

