Изобретение относится к способу изготовления длинномерных продуктов из стали с помощью непрерывной разливки в кристаллизаторе установки непрерывной разливки.
Известно изготовление в установке непрерывной разливки длинномерных продуктов с круглым поперечным сечением литья и обжатие на примыкающем к установке непрерывной разливки этапе обжатия непрерывной заготовки до круглого формата, соответствующего в отношении размеров поперечному сечению первого продукта прокатного стана для длинномерных продуктов, таких, как фасонные прутки, фасонные балки, проволока или рельсы. Обжатие литой непрерывной заготовки осуществляется здесь исключительно в зоне полного затвердевания непрерывной заготовки [1].
Известно изготовление в кристаллизаторе установки непрерывной разливки непрерывных заготовок с квадратным поперечным сечением, осуществление под кристаллизатором в зоне, в которой непрерывная заготовка еще полностью не затвердела, обжатия за несколько постоянных, следующих друг за другом шагов малой величины, при котором хотя и уменьшается поперечное сечение непрерывной заготовки, однако форма поперечного сечения литой непрерывной заготовки в основном сохраняется [2].
С помощью этого способа уже могут достигаться улучшения по сравнению с процессом непрерывной разливки для форматов заготовки (квадрат и четырехугольник) в отношении качества непрерывной заготовки и качества разливаемой стали и по сравнению со стационарным литьем в отношении расходов.
При известных способах является недостатком то, что в непрерывной заготовке возникают центральные ликвации. Эту ликвацию и связанное с ней снижение качества конечного продукта пытались устранить за счет "холодного" литья, следовательно с помощью перегрева расплава в распределителе всего лишь на 10-15oK выше температуры ликвидуса И/или за счет электромагнитного перемешивания расплава.
Для ряда продуктов, (среди них игольчатые ролики или шарики для изготовления подшипников), достижимое количество не удовлетворяет, однако, требованиям.
В основе изобретения лежит задача устранения описанных недостатков и воздействия при непрерывной разливке стали на непрерывную заготовку при ее затвердевании таким образом, чтобы центральная ликвация была подавлена, или практически предотвращена.
Задача решается признаками п. 1 формулы изобретения. Варианты осуществления принципиального решения содержатся в дополнительных пунктах формулы изобретения.
Помимо устранения внутренней ликвации способ согласно изобретению приводит к размельчению кристаллической структуры и повышенная степень близкого конечным размером литья, так как также исходя из литейного поперечного сечения можно переходить от размеров блюма к размерам заготовки. С помощью изобретения открывается следующая входящая в технологический процесс производственная линия для длинномерных продуктов.
Изобретение поясняется более подробно с помощью примера осуществления, схематически изображенного на чертеже.
Продукт, покидающий установку непрерывной разливки, должен явиться заготовкой квадратного поперечного сечения с длиной кромки 100 мм. Для этой цели в кристаллизатор установки непрерывной разливки 1 обычной конструкции разливается круглая непрерывная заготовка 2 с диаметром 127,4 мм. Диаметру 127,4 мм соответствует периметр непрерывной заготовки 400 мм и площадь поперечного сечения 12 741 мм2. Под кристаллизатором непрерывная заготовка за счет роликов 3 направляется по дуге. Радиус 4 дуги составляет в соответствии с дугообразным кристаллизатором 1 приблизительно 7000 мм. При скорости отвода непрерывной заготовки 5 м/мин получается металлургическая длина около 15000 мм. В пределах этого участка непрерывную заготовку 2 за счет двух пар гладких цилиндрических роликов 5, 6, расположенных попарно противолежащими друг другу в одной плоскости, обжимают из формы круглого поперечного сечения в форму прямоугольного поперечного сечения. В зависимости от качества стали обжатие может осуществляться в один или несколько этапов, причем при чувствительности к трещинам преимущественно применяют до четырех этапов обжатия 7, 8, 9, 10. Величину обжатия на отдельных этапах следует выбирать таким образом, чтобы внутренняя деформация на границе твердый-жидкий не превышала предел текучести материала. С учетом этого обстоятельства величина обжатия также может выбираться на всех этапах одинаковой. На этапах обжатия 7-10 диаметр круглой непрерывной заготовки уменьшается от 127 мм на соответственно 6,8 мм, так что на этапе обжатия 10 имеется квадратная заготовка с длиной кромки 100 мм при таком же периметре, что и круглая непрерывная заготовка, но с уменьшенной по сравнению с круглой непрерывной заготовкой площадью поперечного сечения.
Обжатие осуществляют в зоне 2-фазной области ниже нижней точки перегрева расплава, благодаря чему в готовом продукте высокая доля структуры с малым размером зерна в соответствии со структурой проката достигается уже в литой непрерывной заготовке. Обжатие, следовательно, осуществляют в пределах участка непрерывной заготовки, на котором более, чем 20% поперечного сечения непрерывной заготовки и до 70% поперечного сечения непрерывной заготовки еще являются жидкими. При этом следует обращать внимание на то, чтобы при чувствительных к трещинам сортах стали на деформацию, вызванную уменьшением поперечного сечения, не накладывались следующие деформации, например, за счет этапов правки в случае установок с криволинейным кристаллизатором овальной формы.
Этапы правки, в настоящем случае их два, обозначены позициями 11 и 12 и находятся в пределах зоны непрерывной заготовки с жидкой составляющей. Однако к области изобретения относится расположение этапов обжатия 7, 8, 9, 10 и этапов правки 11, 12 таким образом, чтобы один из этапов правки соответственно находился между двумя следующими друг за другом этапами обжатия.
Использование: область металлургии, конкретное изготовление длинномерных продуктов из стали с помощью непрерывной разливки. Сущность: разливают жидкую сталь в охлаждаемый водой кристаллизатор установки непрерывной разливки, в котором сталь частично застывает с образованием кольцеобразной оболочки непрерывной заготовки с круглой или овальной формой поверхности поперечного сечения или полигональной формой с более чем четырьмя углами с минимальным периметром 200 мм. Непрерывную заготовку уменьшают до ее полного затвердевания за счет обжимающего воздействия на непрерывную заготовку опорных средств по площади ее поперечного сечения при сохранении длины ее периметра. 3 з.п. ф-лы, 1 ил.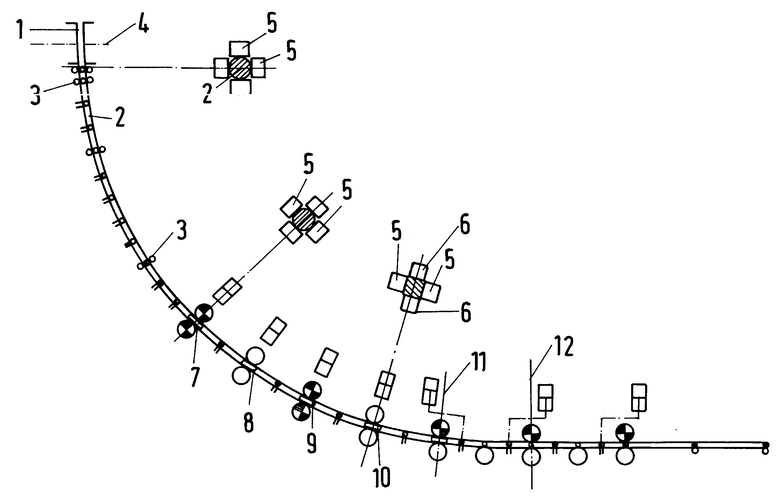
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE, патент 3606507, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE, заявка 1583620, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

