ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Изобретение относится к способу непрерывного литья слитка из титана или титанового сплава, в котором непрерывно отливают слиток из титана или титанового сплава.
УРОВЕНЬ ТЕХНИКИ
[0002] Непрерывное литье слитка традиционно выполнялось разливкой металла, расплавленного методом вакуумной дуговой плавки или электронно-лучевой плавки, в бездонный кристаллизатор и вытягиванием расплавленного металла вниз по мере затвердевания.
[0003] Патентный документ 1 раскрывает способ автоматического управления литьем при плазменной плавке, в котором титан или титановый сплав расплавляют методом плазменно-дуговой плавки в атмосфере инертного газа и разливают в кристаллизатор для затвердевания. Выполнение плазменно-дуговой плавки в атмосфере инертного газа, в отличие от электронно-лучевой плавки в вакууме, позволяет проводить литье не только чистого титана, но и титанового сплава.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0004] Патентный документ 1: Японский патент № 3077387
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Технические проблемы
[0005] Однако, если слиток имеет неоднородности и дефекты на поверхности отливки после литья, то перед прокаткой необходимо выполнять предварительную обработку, такую как обрезка поверхности, что вызывает сокращение коэффициента полезного использования материала и увеличение числа технологических операций. Поэтому существует потребность в литье слитка без неоднородностей или дефектов на поверхности отливки.
[0006] В этом способе, когда слиток большого размера непрерывно отливают при плазменно-дуговой плавке, плазменную горелку вынуждают совершать горизонтальное перемещение по предварительно заданной траектории для нагрева всей поверхности расплавленного металла. Кроме того, качество поверхности отливки на всем слитке предполагается улучшить регулированием выходной мощности и положения перемещения, скорости и отбора тепла слитком от плазменной горелки на поверхности расплавленного металла.
[0007] Однако, иногда происходит то, что вследствие внезапных изменений эксплуатационных условий, таких как изменение колебаний температуры расплавленного металла, разливаемого в кристаллизатор, и изменение состояния контакта между расплавленным металлом и кристаллизатором, локально изменяется баланс подвода и отвода тепла, а значит, ухудшается качество поверхности отливки.
[0008] Кроме того, когда значительно изменяются температурные условия, запаздывание в обнаружении таких изменений приводило бы к проблемам в работе. Например, когда температура слишком низка, становится затруднительным вытягивание слитка вследствие его затвердевания, а когда температура слишком высока, затвердевшая оболочка разрушается, приводя тем самым к утечке расплавленного металла.
[0009] Традиционно решением этой проблемы занимались операторы, которые отслеживают внутреннее состояние кристаллизатора и выполняют такие действия, как изменение вручную режима перемещения плазменной горелки. Однако могут возникать ситуации, где обнаружение и измерение запаздывают, или имеет место недосмотр.
[0010] Задача настоящего изобретения состоит в создании способа непрерывного литья слитка из титана или титанового сплава, позволяющего выполнять литье слитка с превосходным состоянием поверхности отливки.
Решение проблем
[0011] Способ непрерывного литья слитка из титана или титанового сплава по настоящему изобретению представляет собой способ непрерывного литья слитка из титана или титанового сплава разливкой расплавленного металла, полученного плавлением титана или титанового сплава, в бездонный кристаллизатор и вытягиванием расплавленного металла вниз по мере затвердевания, причем способ отличается тем, что включает: стадию нагревания, где в то время, как плазменная горелка горизонтально перемещается на поверхности расплавленного металла в кристаллизаторе, поверхность расплавленного металла нагревают плазменными дугами, создаваемыми плазменной горелкой; стадию измерения температуры, на которой измеряют температуру кристаллизатора каждым из температурных датчиков, предусмотренных во множестве положений кристаллизатора вдоль окружного направления кристаллизатора; и стадию управления величиной подвода тепла, на которой управляют величиной подвода тепла на единицу площади, подаваемого от плазменной горелки к поверхности расплавленного металла, на основании температуры кристаллизатора, измеренной температурными датчиками, и целевой температуры, предварительно заданной в каждом из температурных датчиков.
[0012] В вышеуказанном варианте исполнения, на основании температуры кристаллизатора, измеренной температурными датчиками, и целевой температуры, предварительно заданной в каждом из температурных датчиков, регулируют величину подвода тепла на единицу площади, подаваемого от плазменной горелки к поверхности расплавленного металла. Например, величину подвода тепла на единицу площади, подаваемого от плазменной горелки к поверхности расплавленного металла, увеличивают или уменьшают таким образом, чтобы измеренная температурными датчиками температура становилась равной целевой температуре. Изменяя в режиме реального времени величину подвода тепла на единицу площади, подаваемого от плазменной горелки к поверхности расплавленного металла, на основании измеренной температурными датчиками температуры и целевой температуры, можно надлежащим образом управлять условиями подвода/отвода тепла вблизи поверхностной области расплавленного металла. Таким образом, становится возможным литье слитка с превосходным состоянием поверхности отливки.
[0013] Кроме того, в способе непрерывного литья слитка из титана или титанового сплава по настоящему изобретению, на стадии управления величиной подвода тепла, если температура кристаллизатора, измеренная любым из температурных датчиков, является более низкой, чем целевая температура, то выходная мощность плазменной горелки может быть повышена, когда плазменная горелка приближается к местоположению, где установлен такой температурный датчик, а если температура кристаллизатора, измеренная любым из температурных датчиков, является более высокой, чем целевая температура, то выходная мощность плазменной горелки может быть снижена, когда плазменная горелка приближается к местоположению, где установлен такой температурный датчик. В вышеуказанном варианте исполнения, изменяя выходную мощность плазменной горелки в режиме реального времени на основании измеренной температурными датчиками температуры и целевой температуры, можно надлежащим образом управлять условиями подвода/отвода тепла вблизи поверхностной области расплавленного металла.
[0014] Кроме того, в способе непрерывного литья слитка из титана или титанового сплава по настоящему изобретению, способ может дополнительно включать стадию вычисления, на которой рассчитывают величину коррекции выходной мощности плазменной горелки на основании разности между температурой кристаллизатора, измеренной температурными датчиками, и целевой температурой, а затем, на стадии управления величиной подвода тепла, корректируют выходную мощность плазменной горелки добавлением величины коррекции выходной мощности плазменной горелки к стандартному профилю выходной мощности плазменной горелки, который представляет собой стандартный для этой плазменной горелки профиль выходной мощности. В вышеуказанном варианте исполнения выходная мощность плазменной горелки может быть изменена в режиме реального времени на основании измеренной температурными датчиками температуры и целевой температуры.
Эффект изобретения
[0015] В способе непрерывного литья слитка из титана или титанового сплава по настоящему изобретению, изменяя в режиме реального времени величину подвода тепла на единицу площади, подаваемого от плазменной горелки к поверхности расплавленного металла, на основании измеренной температурными датчиками температуры и целевой температуры, можно надлежащим образом управлять условиями подвода/отвода тепла вблизи поверхностной области расплавленного металла. Таким образом, становится возможным литье слитка с превосходным состоянием поверхности отливки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
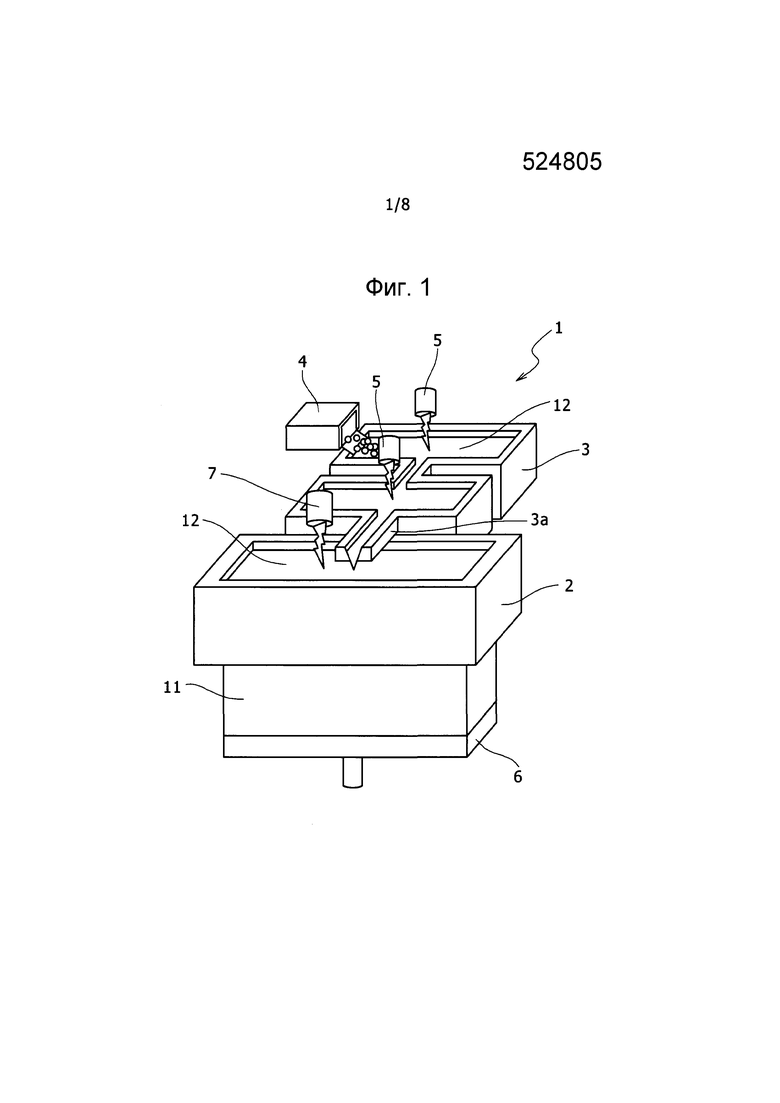
[0016] [Фиг. 1] Фиг. 1 представляет вид в перспективе установки непрерывного литья.
[Фиг. 2] Фиг. 2 представляет вид установки непрерывного литья в разрезе.
[Фиг. 3А] Фиг. 3А представляет чертеж, описывающий механизм образования поверхностных дефектов.
[Фиг. 3В] Фиг. 3В представляет чертеж, описывающий механизм образования поверхностных дефектов.
[Фиг. 4] Фиг. 4 представляет модельную схему кристаллизатора на виде сбоку.
[Фиг. 5] Фиг. 5 представляет модельную схему кристаллизатора на виде сверху.
[Фиг. 6А] Фиг. 6А представляет график, показывающий измеренные температуры и целевые температуры, для разъяснения метода расчета выходной мощности плазменной горелки после коррекции.
[Фиг. 6В] Фиг. 6В представляет график, показывающий стандартный профиль выходной мощности плазменной горелки, для разъяснения метода расчета выходной мощности плазменной горелки после коррекции.
[Фиг. 6С] Фиг. 6С представляет график, показывающий величину коррекции выходной мощности плазменной горелки, для разъяснения метода расчета выходной мощности плазменной горелки после коррекции.
[Фиг. 6D] Фиг. 6D представляет график, показывающий выходную мощность плазменной горелки, для разъяснения метода расчета выходной мощности плазменной горелки после коррекции.
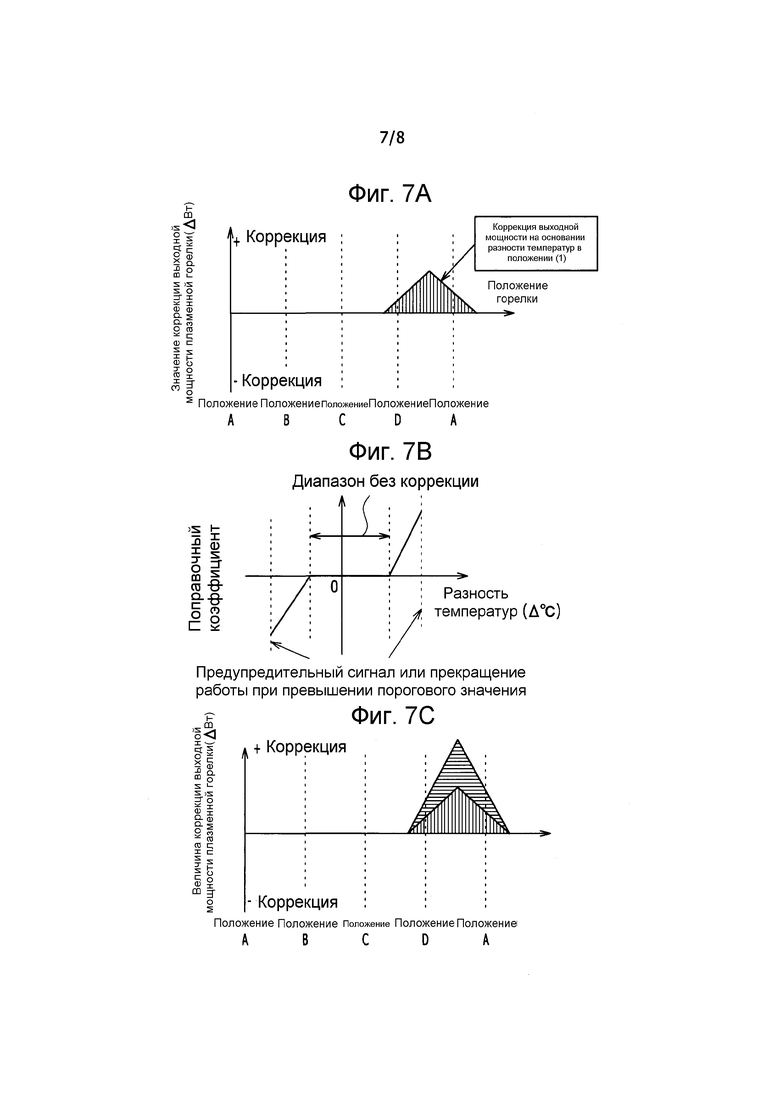
[Фиг. 7А] Фиг. 7А представляет график, показывающий величину коррекции выходной мощности плазменной горелки, для разъяснения метода расчета величины коррекции выходной мощности плазменной горелки.
[Фиг. 7В] Фиг. 7В представляет график, показывающий поправочный коэффициент, для разъяснения метода расчета величины коррекции выходной мощности плазменной горелки.
[Фиг. 7С] Фиг. 7С представляет график, показывающий величину коррекции выходной мощности плазменной горелки, для разъяснения метода расчета величины коррекции выходной мощности плазменной горелки.
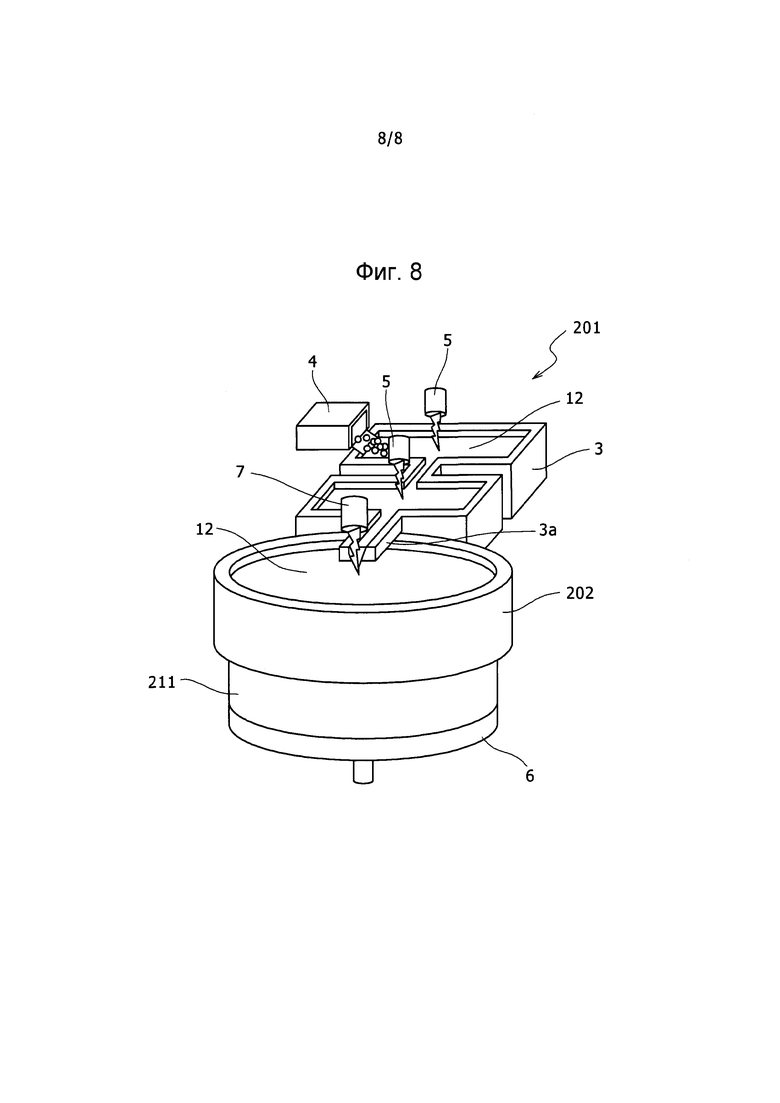
[Фиг. 8] Фиг. 8 представляет вид в перспективе установки непрерывного литья, отличающейся от установки, показанной на Фиг. 1.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0017] Далее будут описаны предпочтительные варианты осуществления настоящего изобретения со ссылкой на чертежи.
(Строение установки непрерывного литья)
[0018] В способе непрерывного литья слитка из титана или титанового сплава согласно данным вариантам осуществления разливкой расплавленного металла из титана или титанового сплава, расплавленного методом плазменно-дуговой плавки, в бездонный кристаллизатор и вытягиванием расплавленного металла вниз по мере затвердевания, непрерывно отливают слиток из титана или титанового сплава. Установка 1 непрерывного литья для осуществления этого способа непрерывного литья слитка из титана или титанового сплава, как показано на Фиг. 1, изображающей ее вид в перспективе, и на Фиг. 2, изображающей ее вид в разрезе, включает в себя кристаллизатор 2, холодный тигель 3, устройство 4 загрузки сырья, плазменные горелки 5, исходный блок 6 и плазменную горелку 7. Установка 1 непрерывного литья окружена атмосферой инертного газа, содержащей газообразный аргон, газообразный гелий и тому подобные.
[0019] Устройство 4 загрузки сырья подает исходные материалы (сырье) из титана или титанового сплава, такие как губчатый титан, скрап и тому подобные, в холодный тигель 3. Плазменные горелки 5 размещены над холодным тиглем 3 и используются для расплавления исходных материалов внутри холодного тигля 3 за счет создания плазменных дуг. Холодный тигель 3 заливает расплавленный металл 12, содержащий расплавленные исходные материалы, в кристаллизатор 2 через заливной участок 3а. Кристаллизатор 2 изготовлен из меди и выполнен в форме без дна с прямоугольным поперечным сечением. По меньшей мере часть прямоугольного участка цилиндрической стенки кристаллизатора 2 выполнена так, чтобы через участок стенки циркулировала вода, тем самым охлаждая кристаллизатор 2. Исходный блок 6 является подвижным в направлении вверх и вниз посредством непоказанного приводного механизма и способен перекрывать проем нижней стороны кристаллизатора 2. Плазменная горелка 7 размещена над расплавленным металлом 12 внутри кристаллизатора 2 и выполнена с возможностью горизонтального перемещения над поверхностью расплавленного металла 12 с помощью непоказанного движущего средства, тем самым нагревая поверхность разливаемого в кристаллизатор 2 расплавленного металла 12 плазменными дугами.
[0020] В вышеуказанном варианте исполнения затвердевание разливаемого в кристаллизатор 2 расплавленного металла 12 начинается от поверхности контакта между расплавленным металлом 12 и кристаллизатором 2 с системой водяного охлаждения. Затем, по мере того как исходный блок 6, перекрывающий проем нижней стороны кристаллизатора 2, опускается вниз с предварительно заданной скоростью, слиток (сляб) 11 с прямоугольной цилиндрической формой, образовавшийся в результате затвердевания расплавленного металла 12, непрерывно отливается, будучи вытягиваемым вниз из кристаллизатора 2.
[0021] В этом варианте исполнения затруднительно проводить литье титанового сплава с использованием электронно-лучевой плавки в атмосфере вакуума, поскольку следовые компоненты титанового сплава испарялись бы. Напротив, с использованием плазменно-дуговой плавки в атмосфере инертного газа можно выполнять литье не только чистого титана, но и титанового сплава.
[0022] Кроме того, установка 1 непрерывного литья может включать в себя устройство загрузки флюса для нанесения флюса в твердофазном или жидкофазном состоянии на поверхность расплавленного металла 12 в кристаллизаторе 2. В этом исполнении нанесение флюса на расплавленный металл 12 в кристаллизаторе 2 при использовании электронно-лучевой плавки в атмосфере вакуума затруднительно, поскольку флюс рассеивался бы. Напротив, плазменно-дуговая плавка в атмосфере инертного газа имеет то преимущество, что флюс может быть нанесен на расплавленный металл 12 в кристаллизаторе 2.
(Эксплуатационные условия)
[0023] Когда слиток 11 из титана или титанового сплава получают непрерывным литьем, если на поверхности слитка 11 (поверхности отливки) имеются неоднородности или дефекты, то они приводили бы к дефектам поверхности в процессе прокатки, которая представляет собой следующую стадию. А значит, такие неоднородности и дефекты на поверхности слитка 11 должны быть удалены перед прокаткой путем обрезки или тому подобным методом. Однако эта стадия снижала бы коэффициент полезного использования материала и увеличивала бы число технологических операций, тем самым повышая стоимость непрерывного литья. Таким образом, существует потребность в выполнении литья слитка 11 без неоднородностей или дефектов на его поверхности.
[0024] Как показано на Фигурах 3А и 3В, при непрерывном литье получаемого из титана слитка 11 поверхность слитка 11 (затвердевшая оболочка 13) контактирует с поверхностью кристаллизатора 2 только вблизи поверхностной области расплавленного металла 12 (области, протяженной от поверхности расплавленного металла на глубину приблизительно 10-20 мм), где расплавленный металл 12 нагревается плазменными дугами или электронным пучком. В более глубокой области, чем эта область контакта, слиток 11 испытывает термическую усадку, а значит, между слитком 11 и кристаллизатором 2 образуется воздушный зазор 14. Затем, как показано на Фиг. 3А, если подвод тепла на участке 15 начального затвердевания (затвердевающем участке расплавленного металла 12, первоначально пришедшем в контакт с кристаллизатором 2) избыточен, поскольку затвердевшая оболочка 13 становится слишком тонкой, возникает «дефект отрыва», при котором поверхность затвердевшей оболочки 13 отрывается вследствие недостаточной прочности. С другой стороны, как показано на Фиг. 3В, если подвод тепла на участке 15 начального затвердевания недостаточен, возникает «дефект захвата расплавленного металла», при котором затвердевшая оболочка 13, которая нарастала (утолщалась), покрывается расплавленным металлом 12. Поэтому представляется, что условия подвода/отвода тепла, подаваемого к участку 15 первоначального затвердевания вблизи поверхностной области расплавленного металла 12, оказывали бы огромное влияние на свойства поверхности отливки, и предполагается, что слиток 11 с превосходной поверхностью отливки может быть получен при надлежащем регулировании условий подвода/отвода тепла, применимых к расплавленному металлу 12 вблизи поверхностной области расплавленного металла.
[0025] Таким образом, как показано на Фиг. 4, изображающей модельную диаграмму кристаллизатора 2 на виде сбоку, и на Фиг. 5, изображающей модельную диаграмму кристаллизатора 2 на виде сверху, во множестве положений кристаллизатора 2 вдоль окружного направления кристаллизатора 2 предусмотрены термопары (температурные датчики) 21. Затем, на основании температуры кристаллизатора 2, измеренной каждой из термопар 21, и целевой температуры, предварительно заданной в каждой из термопар 21, осуществляют управление величиной подвода тепла на единицу площади, подаваемого от плазменной горелки 7 к поверхности расплавленного металла 12. В данных вариантах осуществления, на основании температуры кристаллизатора 2, измеренной каждой из термопар 21, и целевой температуры, предварительно заданной в каждой из термопар 21, осуществляют управление выходной мощностью плазменной горелки 7, горизонтально перемещающейся на поверхности расплавленного металла 12. В альтернативном варианте, величиной подвода тепла на единицу площади, подаваемого от плазменной горелки 7 к поверхности расплавленного металла 12, можно управлять без изменения выходной мощности плазменной горелки 7, например, изменением расстояния между плазменной горелкой 7 и поверхностью расплавленного металла 12 или изменением расхода плазмообразующего газа. Кроме того, средство измерения температуры кристаллизатора 2 не ограничивается термопарами 21, и может быть использовано оптическое волокно и тому подобное.
[0026] Более конкретно, температуру кристаллизатора 2, измеренную каждой из термопар 21, вводят в управляющее устройство 22. В управляющее устройство 22 введены целевые значения температуры, предварительно заданные в каждой из термопар 21, и величина коррекции выходной мощности плазменной горелки. Затем управляющее устройство 22 на основании температуры кристаллизатора 2, измеренной каждой из термопар 21, и целевой температуры выдает сигнал управления выходной мощностью плазменной горелки на плазменную горелку 7. Таким образом, если измеренная любой из термопар 21 температура кристаллизатора 2 является более низкой, чем целевая температура, то управляющее устройство 22 регулирует выходную мощность плазменной горелки 7 так, чтобы повысить выходную мощность плазменной горелки 7, когда плазменная горелка 7 приближается к местоположению, где установлена такая термопара 21. Кроме того, если измеренная любой из термопар 21 температура кристаллизатора 2 является более высокой, чем целевая температура, то управляющее устройство 22 регулирует выходную мощность плазменной горелки 7 так, чтобы снизить выходную мощность плазменной горелки 7, когда плазменная горелка 7 приближается к местоположению, где установлена такая термопара 21.
[0027] Как описано выше, изменяя в режиме реального времени величину подвода тепла на единицу площади, подаваемого от плазменной горелки 7 к поверхности расплавленного металла 12, на основании измеренной термопарами 21 температуры и целевой температуры, можно надлежащим образом управлять условиями подвода/отвода тепла вблизи поверхностной области расплавленного металла 12. Таким образом, становится возможным литье слитка 11 с превосходным состоянием поверхности отливки.
[0028] Кроме того, изменяя выходную мощность плазменной горелки 7 в режиме реального времени на основании измеренной термопарами 21 температуры и целевой температуры, можно надлежащим образом управлять условиями подвода/отвода тепла вблизи поверхностной области расплавленного металла 12.
[0029] При выполнении регулирования плазменной горелки 7 сначала заблаговременно определяют стандартный профиль PA(L)[Вт] выходной мощности плазменной горелки, который представляет собой стандартный профиль выходной мощности плазменной горелки 7, позволяющий отливать слиток 11 с превосходным состоянием поверхности отливки. При этом PA(L) представляет значение выходной мощности плазменной горелки 7 в некотором положении L[m] на траектории перемещения плазменной горелки 7. Кроме того, заблаговременно, по результатам эксплуатации в прошлом, моделирований и тому подобного, определяют целевую температуру Ta(i)[°С] кристаллизатора 2 в каждом положении i для измерения температуры. Более конкретно, когда литье выполняют с использованием стандартного профиля PA(L) выходной мощности плазменной горелки, в качестве целевой температуры Ta(i) используют измеренную температуру, при которой известно, что получается превосходное качество поверхности слитка, или температуру, при которой прогнозируется превосходное качество поверхности слитка. Целевая температура Ta(i) может представлять собой измеренное значение или рассчитанное моделированием значение. Кроме того, заранее определяют величину коррекции выходной мощности плазменной горелки, ΔP(L, ΔT(i))[Вт], на основании разности ΔT(i) между измеренной термопарами 21 температурой Tm(i)[°С] и целевой температурой Ta(i) кристаллизатора 2. Здесь ΔT(i) определяется выражением ΔT(i) = Tm(i) - Ta(i).
[0030] Затем осуществляют измерение измеренной температуры Tm(i) кристаллизатора 2 в режиме реального времени во время литья. Затем выходную мощность P(L)[Вт] плазменной горелки регулируют согласно следующей формуле 1.
[0031] P(L) = PA(L) + ΔP(L, Tm(i) - Ta(i)) Формула 1
[0032] Описанное выше регулирование выходной мощности выполняют в каждом заранее заданном интервале времени.
[0033] Более конкретно, как показано на Фиг. 5, обозначениями А-D указаны положения горелки на угловых частях траектории 23 перемещения плазменной горелки 7. Кроме того, каждая из термопар 21 предусмотрены на центральных частях длинных сторон кристаллизатора 2 и на центральных частях коротких сторон кристаллизатора 2. Далее положения термопар 21 обозначаются как положения (1)-(4).
[0034] Фиг. 6А показывает температуры Tm(i), измеренные термопарами 21, размещенными в каждом из положений (1)-(4), и целевые температуры Ta(i). Кроме того, Фиг. 6В показывает стандартный профиль PA(L) выходной мощности плазменной горелки в положениях A-D горелки.
[0035] На Фиг. 6А величина ΔP(L, ΔT(i)) коррекции выходной мощности плазменной горелки может быть получена на основании разности ΔT(i) между измеренной температурой Tm(i) и целевой температурой Ta(i). Фиг. 6С показывает величину ΔP(L, ΔT(i)) коррекции выходной мощности плазменной горелки в положениях А-D горелки. Затем получают выходную мощность P(L) плазменной горелки после коррекции добавлением величины ΔP(L, ΔT(i)) коррекции выходной мощности плазменной горелки к стандартному профилю PA(L) выходной мощности плазменной горелки. Фиг. 6D показывает выходную мощность P(L) плазменной горелки после коррекции в положениях A-D горелки.
[0036] Как показано выше, выходную мощность плазменной горелки 7 корректируют добавлением величины ΔP(L, ΔT(i)) коррекции выходной мощности плазменной горелки к стандартному профилю PA(L) выходной мощности плазменной горелки. За счет этой коррекции выходная мощность плазменной горелки 7 может быть изменена в режиме реального времени на основании измеренной термопарами 21 температуры и целевой температуры.
[0037] Величина ΔP(L, ΔT(i)) коррекции выходной мощности плазменной горелки может быть получена по следующей формуле 2.
[0038] ΔP(L,ΔT(i))=Σ(i=1, N)(ΔPu(L, i)×fd(Tm(i)-Ta(i))) Формула 2
[0039] В этой формуле N - число измерений температуры, ΔPu(L, i)[Вт/°С] - величина коррекции выходной мощности плазменной горелки, когда измеренная термопарой 21 в i-том положении температура отклоняется от его целевой температуры на единицу температуры, и fd(ΔT)[°С/°С] - поправочный коэффициент, основанный на величине отклонения от значения измеренной температуры.
[0040] Фиг. 7А показывает значение ΔPu(L, i) коррекции выходной мощности плазменной горелки, а Фиг. 7В показывает поправочный коэффициент fd(ΔT). Когда разность между целевой температурой и измеренной температурой становится чрезвычайно большой, могут возникать эксплуатационные проблемы вследствие аномального затвердевания. Так, когда разность между целевой температурой и измеренной температурой превышает предварительно заданное пороговое значение, могут быть предприняты такие действия, как выдача предупредительного сигнала оператору, снижение скорости вытягивания и прекращение литья. Фиг. 7С показывает величину ΔP(L, ΔT(i)) коррекции выходной мощности плазменной горелки, рассчитанную из значения ΔPu(L, i) коррекции выходной мощности плазменной горелки и поправочного коэффициента fd(Tm(i)-Ta(i)).
(Эффекты)
[0041] Как описано выше, в способе непрерывного литья слитка 11 из титана или титанового сплава согласно вариантам осуществления настоящего изобретения, на основании температуры кристаллизатора 2, измеренной термопарами 21, и целевой температуры, предварительно заданной в каждой из термопар 21, управляют величиной подвода тепла на единицу площади, подаваемого от плазменной горелки 7 к поверхности расплавленного металла 12. Например, величину подвода тепла на единицу площади, подаваемого от плазменной горелки 7 к поверхности расплавленного металла 12, увеличивают или уменьшают таким образом, чтобы измеренная термопарами 21 температура становилась равной целевой температуре. Изменяя в режиме реального времени величину подвода тепла на единицу площади, подаваемого от плазменной горелки 7 к поверхности расплавленного металла 12, на основании измеренной термопарами 21 температуры и целевой температуры, можно надлежащим образом управлять условиями подвода/отвода тепла вблизи поверхностной области расплавленного металла 12. Таким образом, становится возможным литье слитка 11 с превосходным состоянием поверхности отливки.
[0042] Кроме того, если измеренная любой из термопар 21 температура кристаллизатора 2 является более низкой, чем целевая температура, то повышают выходную мощность плазменной горелки 7, когда плазменная горелка 7 приближается к местоположению, где установлена такая термопара 21. Кроме того, если измеренная любой из термопар 21 температура кристаллизатора 2 является более высокой, чем целевая температура, то выходную мощность плазменной горелки 7 снижают, когда плазменная горелка 7 приближается к местоположению, где установлена такая термопара 21. Таким образом, изменяя выходную мощность плазменной горелки 7 в режиме реального времени на основании измеренной термопарами 21 температуры, можно надлежащим образом управлять условиями подвода/отвода тепла вблизи поверхностной области расплавленного металла 12.
[0043] Кроме того, добавлением величины коррекции выходной мощности плазменной горелки к стандартному профилю выходной мощности плазменной горелки, корректируют выходную мощность плазменной горелки 7. Таким образом, выходная мощность плазменной горелки 7 может быть изменена в режиме реального времени на основании температуры, измеренной термопарами 21.
(Модификации)
[0044] Следует отметить, что установка 201 непрерывного литья, осуществляющая способ непрерывного литья согласно вариантам настоящего изобретения, как показано на Фиг. 8, может быть выполнена так, чтобы непрерывно отливать слиток 211, имеющий цилиндрическую форму, с использованием кристаллизатора 202 с круглым поперечным сечением.
(Модификации вариантов осуществления настоящего изобретения)
[0045] Выше описаны варианты осуществления настоящего изобретения, однако очевидно, что вышеуказанные варианты служат исключительно в качестве конкретных примеров и не ограничивают настоящее изобретение. Конкретные конструкции и тому подобные особенности согласно настоящему изобретению могут быть модифицированы и спроектированы сообразно потребностям. Кроме того, действия и эффекты настоящего изобретения, описанные в вышеуказанных вариантах, представляют собой не более чем наиболее предпочтительные действия и эффекты, достигаемые настоящим изобретением, поэтому действия и эффекты настоящего изобретения не ограничиваются теми, которые описаны в вышеуказанных вариантах осуществления настоящего изобретения.
[0046] Настоящая заявка основана на заявке на Японский патент (Японской патентной заявке № 2013-012034), поданной 25 января 2013 года, содержание которой включено сюда по ссылке.
[0047] РАЗЪЯСНЕНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
1, 201 Установка непрерывного литья
2, 202 Кристаллизатор
3 Холодный тигель
3а Заливной участок
4 Устройство загрузки сырья
5 Плазменная горелка
6 Исходный блок
7 Плазменная горелка
11, 211 Слиток
12 Расплавленный металл
13 Затвердевшая оболочка
14 Воздушный зазор
15 Участок начального затвердевания
21 Термопары
22 Управляющее устройство
23 Траектория перемещения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБА ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2623524C2 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ, ПОЛУЧЕННЫХ ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2633145C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ДЛЯ СЛИТКА, ИЗГОТАВЛИВАЕМОГО ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2613253C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВОГО СЛИТКА | 2012 |
|
RU2556255C1 |
| СПОСОБ ОТЛИВКИ СОСТАВНОГО СЛИТКА С КОМПЕНСАЦИЕЙ ИЗМЕНЕНИЯ ТЕМПЕРАТУРЫ МЕТАЛЛА | 2011 |
|
RU2510782C1 |
| НЕПРЕРЫВНАЯ РАЗЛИВКА РЕАКЦИОННОСПОСОБНЫХ МЕТАЛЛОВ ПРИ ИСПОЛЬЗОВАНИИ ПОКРЫТИЯ ИЗ СТЕКЛА | 2007 |
|
RU2459684C2 |
| ТИТАНОВЫЙ СЛЯБ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ПРОИЗВЕДЕННЫЙ С ПОМОЩЬЮ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПЛАВИЛЬНОЙ ПЕЧИ, ПРОЦЕСС ЕГО ПРОИЗВОДСТВА И ПРОЦЕСС ПРОКАТКИ ТИТАНОВОГО СЛЯБА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2552209C2 |
| Установка для непрерывного литья плоских слитков | 2017 |
|
RU2697143C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК В КРИСТАЛЛИЗАТОРЕ С ПОРИСТЫМ ФОРМООБРАЗУЮЩИМ ЭЛЕМЕНТОМ | 1993 |
|
RU2080208C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |





Изобретение относится к металлургии. Способ включает разливку расплава, полученного плавлением титана или титанового сплава, в кристаллизатор 2 и вытягивание его вниз по мере затвердевания. Поверхность расплава в кристаллизаторе (2) нагревают при горизонтальном перемещении плазменной горелки (7) над поверхностью расплава. Во множестве положений кристаллизатора вдоль окружного направления кристаллизатора (2) предусмотрены термопары (21). Если температура кристаллизатора (2), измеренная одной из термопар (21), является более низкой, чем целевая температура, то выходную мощность плазменной горелки (7) повышают, когда плазменная горелка (7) приближается к местоположению термопары (21). Если упомянутая температура является более высокой, чем целевая температура, то выходную мощность плазменной горелки (7) снижают, когда плазменная горелка (7) приближается к местоположению термопары (21). Обеспечивается повышение качества поверхности слитка. 2 з.п. ф-лы, 8 ил.
1. Способ непрерывного литья слитка из титана или титанового сплава разливкой расплавленного металла, полученного плавлением титана или титанового сплава, в бездонный кристаллизатор и вытягиванием расплавленного металла вниз по мере затвердевания, включающий:
стадию нагревания, на которой плазменную горелку горизонтально перемещают по предварительно заданной траектории перемещения над поверхностью расплавленного металла в кристаллизаторе и нагревают поверхность расплавленного металла плазменными дугами, создаваемыми плазменной горелкой во множестве положений плазменной горелки по предварительно заданной траектории перемещения, причем при перемещении плазменной горелки по предварительно заданной траектории перемещения плазменная горелка последовательно занимает положения из множества предварительно заданных положений относительно поверхности расплавленного металла в кристаллизаторе;
стадию измерения температуры, на которой измеряют температуру кристаллизатора каждым из множества температурных датчиков, предусмотренных во множестве положений температурных датчиков кристаллизатора вдоль окружного направления кристаллизатора; и
стадию управления величиной подвода тепла, на которой управляют величиной подвода тепла на единицу площади, подаваемого от плазменной горелки к поверхности расплавленного металла, на основании температуры кристаллизатора, измеренной температурными датчиками, и целевой температуры, предварительно заданной в каждом из температурных датчиков,
причем величиной подвода тепла на единицу площади, подаваемого от плазменной горелки к поверхности расплавленного металла вблизи местоположения конкретного температурного датчика из упомянутого множества местоположений температурных датчиков, управляют в области по предварительно заданной траектории перемещения, которая соответствует местоположению конкретного температурного датчика.
2. Способ непрерывного литья слитка из титана или титанового сплава по п. 1, в котором,
если температура кристаллизатора, измеренная любым из температурных датчиков, является более низкой, чем целевая температура, то выходную мощность плазменной горелки повышают, когда плазменная горелка приближается к местоположению, где установлен такой температурный датчик; и
если температура кристаллизатора, измеренная любым из температурных датчиков, является более высокой, чем целевая температура, то выходную мощность плазменной горелки снижают, когда плазменная горелка приближается к местоположению, где установлен такой температурный датчик.
3. Способ непрерывного литья слитка из титана или титанового сплава по п. 2, который включает стадию вычисления, на которой рассчитывают величину коррекции выходной мощности плазменной горелки на основании разности между температурой кристаллизатора, измеренной температурными датчиками, и целевой температурой; и
на стадии управления величиной подвода тепла корректируют выходную мощность плазменной горелки добавлением величины коррекции выходной мощности плазменной горелки к стандартному профилю выходной мощности плазменной горелки, который представляет собой стандартный для этой плазменной горелки профиль выходной мощности.
| JP 05192746 А, 03.08.1993 | |||
| US 5020585 А, 04.06.1991 | |||
| ИЗЛОЖНИЦА ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ТОНКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2127652C1 |
| WO 2005025774 A2, 24.03.2005. | |||

