ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к титановому композиционному материалу и титановому материалу для горячей прокатки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Титановый материал обладает превосходными свойствами, такими как коррозионная стойкость, стойкость к окислению, сопротивление усталости, сопротивление водородному охрупчиванию и свойства экранирования нейтронов. Эти свойства могут быть достигнуты путем добавления к титану различных легирующих элементов.
[0003] Поскольку титановый материал имеет малый вес и отличную коррозионную стойкость, он используется, например, на электростанциях для охлаждаемых морской водой конденсаторов, в теплообменниках для установок опреснения морской воды, в реакторах химических заводов, а также для холодильников и т.п.
[0004] Технически чистый титан проявляет превосходную коррозионную стойкость, в частности в средах, включающих нитраты или хроматы и т.п., а также в средах, включающих морскую воду или ионы хлора и т.п. Однако нельзя ожидать высокой коррозионной стойкости в средах, содержащих соляную кислоту, серную кислоту и т.п., а в средах, содержащих ионы хлора и т.п., иногда происходит щелевая коррозия.
[0005] Поэтому были разработаны различные виды сплавов, такие как Ti-0,2Pd (Сорт 7, 11 ASTM), в которых к титану добавлены малые количества элементов платиновой группы (Ru, Rh, Pd, Os, Ir, Pt и т.п.). Кроме того, также разрабатываются коррозионно-стойкие титановые сплавы, которые являются недорогими и обладают превосходной коррозионной стойкостью, такие как Ti-0,5Ni-0,05Ru, в котором Ni и Ru заменяют Pd.
[0006] Титановый материал обладает превосходной удельной прочностью и коррозионной стойкостью, и поэтому развивается использование титанового материала в области авиастроения, и титановый материал также широко используется для выхлопных систем автомобилей и двухколесных транспортных средств. В частности, с точки зрения сокращения веса транспортных средств вместо обычного материала из нержавеющей стали для производства двухколесных транспортных средств используется технически чистый титановый материал Класса 2 по JIS. В дополнение к этому, в последние годы вместо технически чистого титанового материала Класса 2 по JIS используется термостойкий титановый сплав, имеющий более высокую термостойкость. Кроме того, титановый материал также используется для глушителей, в которых устанавливается используемый при высокой температуре катализатор с целью удаления присутствующих в выхлопном газе вредных компонентов.
[0007] Температура выхлопного газа превышает 700°C, а в некоторых случаях его температура временно достигает 800°C. Следовательно, используемый для выхлопной системы материал должен обладать прочностью, стойкостью к окислению и т.п. при температуре около 800°C, и, кроме того, важным является индекс высокотемпературной термостойкости относительно скорости ползучести при 600-700°C.
[0008] С другой стороны, для того, чтобы улучшить высокотемпературную прочность (жаропрочность) таких термостойких титановых сплавов, необходимо добавлять элементы, которые улучшают жаропрочность и стойкость к окислению, такие как Al, Cu и Nb, и поэтому стоимость термостойких титановых сплавов является высокой по сравнению с технически чистым титаном.
[0009] JP2001-234266A (патентный документ 1) раскрывает обладающий превосходной холодной обрабатываемостью и жаропрочностью титановый сплав, который содержит 0,5-2,3% Al (в данном описании, если явно не указано иное, «%» в химическом составе означает «массовый процент»).
[0010] JP2001-89821A (патентный документ 2) раскрывает обладающий превосходной стойкостью к окислению и коррозионной стойкостью титановый сплав, который содержит Fe: более 1% до 5% и O (кислород): 0,05-0,75%, а также содержит Si: от 0,01×e0,5[Fe] до 5×e-0,5[Fe] (где [Fe] означает содержание (мас.%) железа в сплаве, а «e» означает основание натурального логарифма).
[0011] JP2005-290548A (патентный документ 3) раскрывает обладающий превосходной холодной обрабатываемостью лист из термостойкого титанового сплава, который содержит Al: 0,30-1,50% и Si: 0,10-1,0%, а также способ получения этого листа из термостойкого титанового сплава.
[0012] JP2009-68026A (патентный документ 4) раскрывает титановый сплав, который содержит Cu: 0,5-1,8%, Si: 0,1-0,6%, и О: 0,1% или менее и, при необходимости, содержит Nb: 0,1-1,0%, а остальное – Ti и неизбежные примеси, и имеет на своей поверхности покрытие в виде защитной пленки.
[0013] В дополнение к этому, JP2013-142183A (патентный документ 5) раскрывает обладающий превосходной жаропрочностью при 700°C и стойкостью к окислению при 800°C титановый сплав, который содержит Si: 0,1-0,6%, Fe: 0,04-0,2% и O: 0,02-0,15%, и в котором суммарное содержание Fe и O составляет 0,1-0,3%, а остальное – Ti и неизбежные примесные элементы.
[0014] Холоднокатаный тонкий или толстый лист из коммерческого титана (например, холоднокатаный тонкий или толстый лист из технически чистого титана) используется, например, при формовании тонкого или толстого листа (именуемого в дальнейшем «лист») до заданной формы, например в случае пластинчатого теплообменника или сепаратора топливного элемента (ТЭ), и их применение все больше расширяется. Следовательно, в дополнение к формуемости, для титановых холоднокатаных листов промышленного назначения также требуется утончение, которое достигается повышением предела усталости, а также высоконагруженная среда (под высокой нагрузкой).
[0015] С другой стороны, аналогично другим металлическим материалам, в случае чистого титана существует обратное соотношение между пластичностью, которая определяет формуемость, и прочностью (пределом усталости).
[0016] JP2008-195994A (патентный документ 6) раскрывает способ, в котором выполняют поверхностную модификацию продукта из титана для улучшения предела усталости путем выполнения процесса плазменного азотирования, при котором в качестве объекта обработки плазменным азотированием берут продукт, сделанный из любого из чистого титана, титанового сплава α-типа, титанового сплава β-типа и титанового сплава α+β-типа, для формирования упрочненного слоя на поверхности объекта обработки, а затем удаляют слой соединения, который присутствует на поверхности упрочненного слоя, путем выполнения бомбардировки одним или более видами мелких частиц после процесса плазменного азотирования.
[0017] JP2013-76110A (патентный документ 7) раскрывает способ поверхностной обработки поверхности подложки, состоящей из титанового сплава и титана, включающий в себя стадию А подвергания поверхности подложки из титанового сплава и титана обдувке мелкими частицами, стадию B выполнения первой термической обработки в диапазоне температур T1, стадию C выполнения второй термической обработки в диапазоне температур T2, и стадию D выполнения третьей термической обработки в диапазоне температур T3, которые выполняют в указанном порядке, который удовлетворяет соотношению T1 > T2 > T3 и в котором диапазон T1 является диапазоном от 900 до 1000°C. Таким образом, этот способ поверхностной обработки улучшает предел усталости путем формирования в области вблизи поверхности титанового материала аморфного слоя, слоя с тонкодисперсными зернами (α-фаза; размер зерна: приблизительно 300 нм), слоя субмикронных зерен (α-фаза; размер зерна: приблизительно 500 нм), и слоя микронных зерен (β-фаза; размер зерна: приблизительно 3000 нм) в этом порядке от поверхности.
[0018] Технически чистый титан содержит α-фазу с гексагональная плотноупакованной (ГПУ) структурой в качестве главной составляющей, и известно, что если большое количество водорода поглощается α-фазой, будут формироваться гидриды, и технически чистый титан станет хрупким. Следовательно, в зависимости от среды эксплуатации в некоторых случаях случайно происходит поглощение технически чистым титаном водорода, в результате чего он становится хрупким и разрушается. Например, в непатентном документе 1 описываются инциденты, вызванные поглощением водорода на установке, работающей с неокисляющей кислотой или в среде аммиака и мочевины, а также в среде газообразного водорода. Поэтому предлагается материал титанового сплава, который обладает превосходной стойкостью к водородному охрупчиванию.
[0019] JP2013-163840A (патентный документ 8) раскрывает титановый сплав, который обладает большим относительным удлинением при разрыве и который содержит 50 об.% или более β-фазы и содержит 500-6000 миллионных долей (млн-1) водорода, а также описывает пример, в котором охрупчивание не происходит даже тогда, когда содержится большое количество водорода.
[0020] В установках для работы с радиоактивными отходами, таких как установки, относящиеся к выработке ядерной энергии, используется экранирующий нейтроны лист, который способен экранировать тепловые нейтроны. Эффект экранирования нейтронов является самым высоким у бора-10 (10B), относительное содержание которого в природном боре составляет 19,9%. В качестве материала для экранирующего нейтроны листа обычно используется борсодержащая нержавеющая сталь и т.п.
[0021] JP58-6704B (патентный документ 9) раскрывает экранирующий нейтроны материал, который содержит 5% по массе или более B, который представляет собой отвержденную прессовку, сформированную путем замешивания и формования содержащего кристаллизационную воду боратного агрегата, такого как курнаковит (2MgO⋅3B2O2⋅13H2O), мейергофферрит (3CaO⋅3B2O2⋅7H2O) или колеманит (2CaO⋅3B2O2⋅5H2O), полуводный гипс и неорганический адгезив, такой как цемент на основе алюмината кальция с водой. Патентный документ 9 раскрывает, однако, что экранирующий нейтроны материал, включающий в себя цемент, имеет проблемы с точки зрения коррозионной стойкости, технологичности, а также обрабатываемости.
[0022] Также изучается использование в качестве материала для экранирования нейтронов борсодержащего титанового сплава, который превосходит по коррозионной стойкости нержавеющую сталь. Например, JP1-168833B (патентный документ 10) раскрывает применение горячекатаного листа из борсодержащего титанового сплава, который содержит 0,1-10% B по массе, а остальное – титан и неизбежные примеси.
[0023] В дополнение к этому, JP5-142392A (патентный документ 11) раскрывает экранирующий радиоактивное излучение материал, в котором текучая среда из борсодержащего вещества (NaB4O7, B2O3 или PbO, Fe2O3 и т.п.) и смешанных с ним оксидов металлов заключена внутрь полой металлической оболочки и переведена в отвержденное состояние. В соответствии с патентным документом 11 нейтроны блокируются главным образом бором и водородом, а гамма-лучи блокируются оболочкой, находящимся в ней металлом и т.п.
[0024] Титановый материал обычно получают следующим способом. Сначала с использованием процесса Кролла оксид титана в качестве сырья хлорируют с образованием тетрахлорида титана, а затем восстанавливают магнием или натрием с получением губчатого металлического титана (титановой губки) в кусковой форме. Титановую губку подвергают прессовке для формирования расходуемого титанового электрода и получают слиток титана путем вакуумно-дугового переплава, при котором в качестве электрода используется расходуемый титановый электрод. Во время плавки легирующие элементы добавляются по мере необходимости для того, чтобы получить слиток титанового сплава. После этого слиток титанового сплава обжимают, куют и прокатывают с образованием титанового сляба, и этот титановый сляб дополнительно подвергают горячей прокатке, отжигу, травлению, холодной прокатке и вакуумной термической обработке с получением титанового листа.
[0025] Кроме того, в качестве способа изготовления титанового листа известен также способ, в котором титановый слиток подвергают обжиму, измельчению с наводороживанием, дегидрогенизации, превращению в порошок и классификации с получением титанового порошка, после чего титановый порошок подвергают порошковой прокатке, спеканию и холодной прокатке с получением титанового листа.
[0026] JP2011-42828A (патентный документ 12) раскрывает способ получения титанового листа, в котором титановый порошок получают прямо из титановой губки, а не из слитка титана, и для того, чтобы получить титановый лист из полученного титанового порошка, сырую прессовку, в которой вязкой композиции, содержащей порошок металлического титана, связующее, пластификатор и растворитель, придана форма листа, спекают с получением спеченного листа, спеченный лист уплотняют с получением спеченного и уплотненного листа, а спеченный и уплотненный лист затем повторно спекают, причем относительное удлинение при разрыве спеченного листа составляет 0,4% или более, относительная плотность спеченного листа составляет 80% или более, а относительная плотность спеченного и уплотненного листа составляет 90% или более.
[0027] JP2014-19945A (патентный документ 13) раскрывает способ получения титанового сплава превосходного качества порошковым методом, в котором добавляют подходящее количество порошка железа, порошка хрома или порошка меди к порошку титанового сплава, для которого в качестве сырья используются лом титанового сплава или слиток титанового сплава, чтобы тем самым сформировать композитный (составной) порошок, этот композитный порошок экструдируют из капсулы из углеродистой стали, и капсулу плавят и удаляют с поверхности полученного прутка круглого сечения, после чего выполняют обработку на твердый раствор или обработку на твердый раствор и обработку старением.
[0028] JP2001-131609A (патентный документ 14) раскрывает способ получения титановой прессовки, в котором медную капсулу заполняют порошком титановой губки и после этого подвергают процессу горячего экструдирования при коэффициенте вытяжки 1,5 или более и температуре экструдирования 700°C или менее и формуют, затем выполняют процесс удаления меди с внешней стороны, и тем самым получают титановую прессовку, в которой 20% или больше от полной длины границы зерен прессовки находится в контакте с металлом.
[0029] При горячей прокатке материала, в том случае, когда этот материал под горячую прокатку является так называемым «труднообрабатываемым материалом», который не обладает пластичностью и обладает высоким сопротивлением деформации во время горячей обработки, таким как чистый титан или титановый сплав, известен способ пакетной прокатки в качестве метода прокатки таких материалов в лист. Способ пакетной прокатки представляет собой такой способ, в котором основной материал, такой как титановый сплав, который имеет низкую обрабатываемость давлением, накрывают покровным материалом, таким как углеродистая сталь, который имеет хорошую обрабатываемость давлением и является недорогим, а затем уже выполняют горячую прокатку.
[0030] В частности, например, на поверхность основного материала наносят разделительное средство, и по меньшей мере две его стороны – верхнюю и нижнюю – накрывают покровным материалом, или, в дополнение к верхней и нижней сторонам, четыре периферийные стороны закрывают прокладочным материалом, и окружную периферию заваривают и собирают пакет, после чего выполняют горячую прокатку. При пакетной прокатке основной материал, который является прокатываемым материалом, покрывают покровным материалом и подвергают горячей прокатке. Следовательно, поскольку поверхность основного материала напрямую не соприкасается с холодной средой (атмосферным воздухом или валком) и поэтому уменьшение температуры основного материала может быть подавлено, производство листа возможно даже из такого основного материала, который имеет плохую обрабатываемость давлением.
[0031] JP63-207401A (патентный документ 15) раскрывает способ сборки герметичного закрытого пакета, JP09-136102A (патентный документ 16) раскрывает способ получения герметичного закрытого пакета, который герметизирован покровным материалом при степени вакуума порядка 10-3 мм рт.ст. или более, а JP11-057810A (патентный документ 17) раскрывает способ получения герметичного закрытого пакета, который покрыт углеродистой сталью (покровным материалом) и герметизирован путем сварки с высокой плотностью энергии под вакуумом порядка 10-2 мм рт.ст. или менее.
[0032] С другой стороны, в качестве способа недорогого изготовления материала с высокой коррозионной стойкостью известен способ соединения титанового материала с поверхностью материала, который служит в качестве основного металла.
[0033] JP08-141754A (патентный документ 18) раскрывает способ получения плакированного титаном стального листа, в котором в качестве основного металла используют стальной материал, а в качестве плакирующего материала – титан или титановый сплав, и в котором собранные слябы для прокатки, которые были собраны путем сварки соединяющихся поверхностей основного металла и плакирующего материала, после откачивания воздуха соединяют с помощью горячей прокатки.
[0034] JP11-170076A (патентный документ 19) раскрывает способ получения покрытого титаном стального материала путем наслаивания и размещения материала титановой фольги на поверхности стального материала в качестве основного металла, который содержит 0,03% по массе или более углерода, с расположенным между ними прокладочным материалом с толщиной 20 мкм или больше, который состоит из любого из сортов малоуглеродистой стали, в которой содержание чистого никеля, чистого железа и углерода составляет 0,01% по массе или менее, и после этого облучения лучом лазера с любой стороны в направлении наслаивания для плавления и соединения по меньшей мере области вблизи краев материала титановой фольги и стального материала в качестве основного металла по всей окружности.
[0035] JP2015-045040A (патентный документ 20) иллюстрирует способ получения, с использованием малого количества энергии, плотного титанового материала (титанового слитка), включающего пористую часть, образованную путем формования пористого титанового сырья (титановой губки) в форме слитка, и плотную часть покрытия, которая образована плотным титаном и покрывает всю поверхность пористой части, с получением титанового слитка путем плавления поверхности пористого титанового сырья, сформованного в форме слитка, с использованием электронного пучка под вакуумом для превращения части поверхностного слоя в плотный титан, и подверганием этого титанового слитка горячей прокатке и холодной прокатке.
[0036] JP62-270277A (патентный документ 21) описывает, что поверхностную обработку детали двигателя для автомобиля осуществляют путем напыления.
СПИСОК ДОКУМЕНТОВ УРОВНЯ ТЕХНИКИ
[0037] ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: JP2001-234266A
Патентный документ 2: JP2001-89821A
Патентный документ 3: JP2005-290548A
Патентный документ 4: JP2009-68026A
Патентный документ 5: JP2013-142183A
Патентный документ 6: JP2008-195994A
Патентный документ 7: JP2013-76110A
Патентный документ 8: JP2013-163840A
Патентный документ 9: JP58-6704B
Патентный документ 10: JP1-168833B
Патентный документ 11: JP5-142392A
Патентный документ 12: JP2011-42828A
Патентный документ 13: JP2014-19945A
Патентный документ 14: JP2001-131609A
Патентный документ 15: JP63-207401A
Патентный документ 16: JP09-136102A
Патентный документ 17: JP11-057810A
Патентный документ 18: JP08-141754A
Патентный документ 19: JP11-170076A
Патентный документ 20: JP2015-045040A
Патентный документ 21: JP62-270277A
[0038] НЕПАТЕНТНЫЙ ДОКУМЕНТ
Непатентный документ 1: CHITAN NO KAKOU GIJYUTSU, (SHA) NIHON CHITAN KYOUKAI HEN, NIKKAN KOUGYOU SHINBUNSHA, p. 214-230, published Nov. 1992.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0039] Как описано выше, поскольку титановые сплавы с улучшенной коррозионной стойкостью содержат элементы платиновой группы, которые являются дефицитными и дорогими, затраты на производство таких титановых сплавов значительно увеличиваются.
[0040] Патентный документ 1 раскрывает титановый сплав, к которому добавлен Al, что оказывает отрицательное влияние на обрабатываемость при формовании, особенно на формуемость растягиванием, когда обработка давлением происходит в направлении, в котором толщина стенки уменьшается.
[0041] Патентный документ 2 раскрывает титановый сплав, в котором велико суммарное содержание Fe и O, прочность при комнатной температуре составляет больше чем 800 Н/мм2, что является слишком высоким значением, и, следовательно, формуемость является недостаточной, с относительным удлинением не более чем 20%.
[0042] Патентный документ 3 раскрывает титановый сплав, к которому добавлен Al, и аналогично описанному выше титановому сплаву, существует риск негативного влияния на холодную обрабатываемость, особенно на формуемость растягиванием, когда обработка давлением происходит в направлении, в котором толщина стенки уменьшается.
[0043] Патентный документ 4 раскрывает титановый сплав, имеющий достаточные свойства обрабатываемости и стойкости к окислению, потому что титановый сплав содержит большое количество Nb, который является дорогостоящим, что увеличивает стоимость сплава.
[0044] В дополнение, патентный документ 5 раскрывает титановый сплав, имеющий достаточные свойства высокотемпературного окисления, но при этом стоимость сплава увеличивается, потому что вся поверхность листа является легированной.
[0045] Патентный документ 6 раскрывает способ, в котором, хотя для образования упрочненного слоя используются C и N, которые обладают высокой способностью к упрочнению твердого раствора, и, следовательно, титан упрочняется и предел усталости может быть улучшен при растворении C и N, это приводит к резкому снижению пластичности, и, следовательно, формуемость оставляет желать лучшего.
[0046] Кроме того, согласно результатам исследований, проведенных авторами настоящего изобретения, патентный документ 7 раскрывает способ поверхностной обработки, с помощью которого нелегко улучшить формуемость.
[0047] В дополнение к этому, патентные документы 6 и 7 раскрывают изобретения, в которых необходимо выполнять специальную поверхностную обработку титанового материала, и увеличение производственных затрат является неизбежным.
[0048] В качестве меры противодействия охрупчиванию, вызванному водородом, после обработки давлением в конечный продукт обычно выполняют поверхностную обработку, которая обеспечивает стойкость к поглощению водорода, либо осуществляют электролитическую защиту конечного продукта. Однако оба этих случая связаны с увеличением обработки продукта или трудозатрат на обработку и т.п., и, следовательно, увеличение стоимости является неизбежным, и титановый материал, обладающий превосходной стойкостью к водородному охрупчиванию, не может быть обеспечен по низкой цене.
[0049] Кроме того, патентный документ 8 раскрывает способ, в котором для того, чтобы сделать 50% или более по объему всего материала β-фазой, необходимо добавлять большое количество дорогих дополнительных элементов, что увеличивает затраты.
[0050] Патентный документ 10 раскрывает горячекатаный лист, содержание B в котором является высоким, поэтому нельзя отрицать, что затраты увеличиваются, и обрабатываемость также не является благоприятной, и его использование в качестве экранирующего нейтроны листа на практике затруднено.
[0051] В дополнение, патентный документ 11 раскрывает экранирующий радиоактивное излучение материал, в котором оболочечный материал из металла заполнен борсодержащим веществом, но его обработка является трудной после подачи борсодержащего вещества.
[0052] Обычно при изготовлении титанового материала путем горячей обработки давлением титановую губку прессуют с образованием расходуемого титанового электрода, получают титановый слиток выполнением вакуумного дугового переплава, при котором расходуемый титановый электрод используется в качестве электрода, титановый слиток затем подвергают обжиму, ковке и прокатке с образованием титанового сляба, и титановый сляб подвергают горячей прокатке, отжигу, травлению и холодной прокатке с получением титанового материала.
[0053] В этом случае неизменно добавляется процесс плавления титана с получением титанового слитка. Хотя также известен способ получения титанового материала путем подвергания титанового порошка порошковой прокатке, спеканию и холодной прокатке, способ получения титанового порошка из титанового слитка также включал в себя процесс плавления титана.
[0054] В способе получения титанового материала из титанового порошка, даже если процесс плавления не задействован, полученный титановый материал является чрезвычайно дорогостоящим, поскольку в качестве сырья используется дорогой титановый порошок. Патентные документы 15 и 16 раскрывают способы, к которым применима аналогичная ситуация.
[0055] При пакетной прокатке основной материал, накрываемый покровным материалом, представляет собой просто сляб или слиток и подвергается процессу плавления или использует дорогой титановый порошок в качестве сырья, и, следовательно, производственные затраты не могут быть уменьшены.
[0056] В соответствии с патентным документом 20, хотя плотный титановый материал может быть получен с использованием чрезвычайно малого количества энергии, в соответствии с этим способом поверхность титановой губки, сформированной в форме слитка, плавится, и часть поверхностного слоя и внутренние компоненты плотного титана описываются как чистый титан или титановый сплав того же самого сорта, и, например, невозможно уменьшить производственные затраты за счет формирования слоя титанового сплава равномерно в широком диапазоне только на части поверхностного слоя.
[0057] С другой стороны, что касается материала, получаемого путем соединения титана или титанового сплава с поверхностью основного металла в качестве способа, который может обеспечить недорогой коррозионно-стойкий материал, во многих случаях в качестве основного металла выбирается сталь. Следовательно, если слой титана на поверхности будет потерян, то коррозионная стойкость также будет потеряна. Даже если в качестве основного металла применяется титановый материал, при условии, что используется титановый материал, который получен с помощью обычного производственного процесса, нельзя ожидать резкого улучшения затрат. Поэтому авторы настоящего изобретения задумали получить титановый материал, который был бы недорогим и обладал превосходными конкретными характеристиками, в котором на наружном слое сляба, выполненного из технически чистого титана или титанового сплава, предусмотрен слой сплава, содержащего конкретные легирующие элементы.
[0058] Как описано в патентном документе 21, напыление является тем способом, в котором металл или керамику и т.п. плавят и напыляют на поверхность титанового материала с образованием пленки. При формировании пленки этим способом невозможно избежать образования пор в пленке. Обычно при выполнении напыления его осуществляют в защитной атмосфере инертных газов для того, чтобы избежать окисления пленки. Эти инертные газы втягиваются в поры пленки. Поры, которые содержат инертные газы, не сжимаются при горячей обработке давлением и т.п. Кроме того, хотя при производстве титана обычно выполняется вакуумная термообработка, во время такой обработки инертный газ внутри пор расширяется, и существует риск того, что пленка будет отслаиваться. Опыт авторов настоящего изобретения показал, что относительное содержание пор (пористость), образующихся при напылении, составляет несколько объемных процентов или более, а в некоторых случаях, в зависимости от условий напыления, может составлять более 10 об.%. Титановый материал, в котором пористость внутри пленки настолько высока, имеет риск отслаивания во время производственного процесса, а также вызывает беспокойство насчет образования дефектов во время обработки давлением, таких как трещины.
[0059] В качестве способа формирования пленки может использоваться процесс холодного напыления. При формировании пленки на поверхности этим способом также используется инертный газ высокого давления. Хотя в соответствии с этим способом и возможно сделать пористость меньшей 1 об.% в зависимости от условий, чрезвычайно трудно полностью предотвратить образование пор. Кроме того, аналогично случаю напыления, поскольку поры содержат инертный газ, они не разрушаются осуществляемой после этого обработкой давлением. Кроме того, в том случае, когда выполняется термическая обработка в вакууме, существует риск того, что инертный газ в порах расширится и пленка треснет.
[0060] Для подавления поверхностных дефектов при выполнении горячей прокатки можно использовать процесс плавления и повторного затвердевания в качестве процесса, при котором плавят наружный слой сляба с использованием электронного луча и дают наружному слою повторно затвердеть. Обычно наружный слой, который был расплавлен и повторно затвердел, удаляется с помощью процесса травления после горячей прокатки. Следовательно, в обычном процессе плавления и повторного затвердевания абсолютно никакого внимания не уделялось сегрегации легирующих компонентов в части поверхностного слоя.
[0061] Поэтому авторы настоящего изобретения задумали получить титановый материал, который был бы недорогим и обладал превосходными конкретными характеристиками, за счет использования материала, получаемого путем присоединения титанового листа, содержащего конкретные легирующие элементы, к поверхности сляба, выполненного из технически чистого титана или титанового сплава, в качестве материала для горячей прокатки.
[0062] Задача настоящего изобретения состоит в том, чтобы недорого получить титановый композиционный материал и титановый материал для горячей прокатки, имеющие желаемые характеристики, путем уменьшения содержания легирующих элементов (используемого количества конкретных легирующих элементов, которые проявляют целевые характеристики), добавляемых для улучшения требуемых от титанового материала различных характеристик, таких как коррозионная стойкость, стойкость к окислению, сопротивление усталости, стойкость к водородному охрупчиванию и свойства экранирования нейтронов, и уменьшить затраты на производство титанового материала.
РЕШЕНИЕ ПРОБЛЕМ
[0063] Настоящее изобретение было задумано для того, чтобы решить описанные выше проблемы, и сутью настоящего изобретения являются титановый композиционный материал и титановый материал для горячей прокатки, которые описаны ниже.
[0064] (1) Титановый композиционный материал, включающий в себя:
внутренний слой, состоящий из технически чистого титана или титанового сплава;
наружный слой, сформированный на по меньшей мере одной прокатываемой поверхности внутреннего слоя и имеющий химический состав, который отличается от химического состава внутреннего слоя; и
промежуточный слой, сформированный между внутренним слоем и наружным слоем и имеющий химический состав, который отличается от химического состава внутреннего слоя;
причем:
наружный слой имеет толщину 2 мкм или больше, а доля наружного слоя относительно общей толщины составляет не более чем 40% в расчете на одну сторону; и
толщина промежуточного слоя составляет 0,5 мкм или больше.
[0065] (2) Титановый композиционный материал по пункту (1), в котором химический состав наружного слоя таков, в мас.%:
элементы платиновой группы: 0,01-0,25%,
редкоземельный элемент: 0-0,2%,
Co: 0-0,8%,
Ni: 0-0,6%, и
остальное: титан и примеси.
[0066] (3) Титановый композиционный материал по пункту (2), в котором:
элементы платиновой группы представляют собой Pd и/или Ru.
[0067] (4) Титановый композиционный материал по пункту (2) или (3), в котором химический состав содержит, в мас.%:
редкоземельный элемент: 0,001-0,2%.
[0068] (5) Титановый композиционный материал по любому из пунктов (2) - (4), в котором химический состав содержит, в мас.%:
Co: 0,05-0,8%, и/или
Ni: 0,05-0,6%.
[0069] (6) Титановый композиционный материал по любому из пунктов (2) - (4), в котором химический состав технически чистого титана таков, в мас.%,
C: 0,1% или меньше,
H: 0,015% или меньше,
O: 0,4% или меньше,
N: 0,07% или меньше,
Fe: 0,5% или меньше, и
остальное: титан и примеси.
[0070] (7) Титановый композиционный материал по любому из пунктов (1) - (6), в котором:
на отличной от прокатываемой поверхности стороне внутреннего слоя сформирован другой наружный слой, и
этот другой наружный слой имеет тот же самый химический состав, что и упомянутый наружный слой.
[0071] (8) Титановый материал для горячей прокатки, включающий в себя:
основной металл, состоящий из технически чистого титана или титанового сплава;
материал наружного слоя, который связан с по меньшей мере одной прокатываемой поверхностью основного металла; и
зону сварки, которая соединяет периферийные части основного металла и материала наружного слоя;
причем:
материал наружного слоя имеет химический состав, который отличается от химического состава основного металла, и
зона сварки блокирует границу раздела между основным металлом и материалом наружного слоя от внешнего воздуха.
[0072] (9) Титановый материал для горячей прокатки по пункту (8), в котором:
с отличной от прокатываемой поверхности стороной основного металла связан материал другого наружного слоя, и
этот материал другого наружного слоя имеет тот же самый химический состав, что и упомянутый материал наружного слоя.
[0073] (10) Титановый материал для горячей прокатки по пункту (8) или (9), в котором:
основной металл состоит из сляба прямой разливки.
[0074] (11) Титановый материал для горячей прокатки по пункту (10), в котором:
сляб прямой разливки представляет собой сляб, в котором в по меньшей мере одной части поверхности сформирован расплавленный и повторно затвердевший слой.
[0075] (12) Титановый материал для горячей прокатки по пункту (11), в котором:
химический состав расплавленного и повторно затвердевшего слоя отличается от химического состава в центре толщины сляба прямой разливки.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0076] Титановый композиционный материал по настоящему изобретению включает в себя внутренний слой, состоящий из технически чистого титана или титанового сплава, и наружный слой, имеющий химический состав, который отличается от химического состава внутреннего слоя, и, следовательно, хотя и имеет характеристики, эквивалентные титановому материалу, полностью состоящему из того же самого титанового сплава, титановый композиционный материал по настоящему изобретению может быть произведен с низкими затратами по сравнению с титановым материалом, который полностью состоит из того же самого титанового сплава.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0077] Фиг. 1 представляет собой пояснительный чертеж, иллюстрирующий один пример структуры титанового композиционного материала по настоящему изобретению.
Фиг. 2 представляет собой пояснительный чертеж, иллюстрирующий один пример структуры титанового композиционного материала по настоящему изобретению.
Фиг. 3 представляет собой пояснительный чертеж, схематично иллюстрирующий, что прямоугольная титановая отливка и титановый лист связаны вместе сваркой в вакууме.
Фиг. 4 представляет собой пояснительный чертеж, схематично иллюстрирующий, что прямоугольная титановая отливка и титановый лист связаны вместе сваркой титанового листа не только с поверхностями прямоугольной титановой отливки, но и с ее боковыми сторонами.
Фиг. 5 представляет собой пояснительный чертеж, иллюстрирующий способ плавления и повторного затвердевания.
Фиг. 6 представляет собой пояснительный чертеж, иллюстрирующий способ плавления и повторного затвердевания.
Фиг. 7 представляет собой пояснительный чертеж, иллюстрирующий способ плавления и повторного затвердевания.
Фиг. 8 представляет собой пояснительный чертеж, иллюстрирующий образец для испытания усталости при многократном плоском изгибе.
Фиг. 9 представляет собой фотографии одного примера микроструктур в том случае, когда образцы для испытания были получены способом плавления и повторного затвердевания.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0078] Чтобы решить описанные выше проблемы, авторы настоящего изобретения провели интенсивные исследования по уменьшению используемого количества конкретных легирующих элементов, которые проявляют целевые характеристики, путем легирования только наружного слоя титанового листа конечного продукта и снижения стоимости производства титанового материала. В результате авторы настоящего изобретения открыли титановый материал для горячей прокатки, в котором основной металл, состоящий из технически чистого титана или титанового сплава, и периферия материала наружного слоя, имеющего отличающийся от основного металла химический состав, сварены таким образом, чтобы внешний воздух блокируется от попадания на границу раздела между основным металлом и материалом наружного слоя. Титановый композиционный материал, получаемый путем подвергания этого титанового материала для горячей прокатки горячей обработке давлением, является недорогим титановым материалом с превосходными характеристиками.
[0079] Настоящее изобретение было создано на основе вышеописанных результатов исследований. Ниже титановый композиционный материал и титановый материал для горячей прокатки по настоящему изобретению описываются со ссылкой на прилагаемые чертежи. Следует отметить, что в следующем описании, если не указано иное, «%», относящийся к содержанию каждого элемента, означает «массовый процент».
1. Титановый композиционный материал
1-1. Общая структура
[0080] Как проиллюстрировано на Фиг. 1 и 2, титановые композиционные материалы 1 и 2 включают в себя внутренний слой 5, состоящий из технически чистого титана или титанового сплава, наружные слои 3 и 4, сформированные на по меньшей мере одной прокатываемой поверхности внутреннего слоя 5 и имеющие химический состав, который отличается от химического состава внутреннего слоя 5, и промежуточный слой (не показан на чертежах), сформированный между внутренним слоем 5 и наружными слоями 3 и 4 и имеющий химический состав, который отличается от химического состава внутреннего слоя 5. Следует отметить, что хотя Фиг. 1 и 2 иллюстрируют примеры, в которых наружный слой сформирован на одной или обеих прокатываемых поверхностях внутреннего слоя 5, еще один наружный слой (не показанный на чертежах) может быть предусмотрен на других сторонах (боковых сторонах в проиллюстрированных на Фиг. 1 и 2 примерах), отличающихся от прокатываемых поверхностей внутреннего слоя 5. Далее наружный слой, внутренний слой и промежуточный слой описываются в указанном порядке.
[0081] Если толщина наружного слоя будет слишком тонкой, желаемые характеристики не будут получены адекватным образом. С другой стороны, если наружный слой будет слишком толстым, то экономическая выгода будет уменьшаться, потому что занимаемая титановым сплавом доля относительно всего титанового композиционного материала будет увеличиваться. Следовательно, толщина наружного слоя сделана составляющей 2 мкм или больше, а занимаемая наружным слоем доля относительно общей толщины сделана составляющей 40% или меньше в расчете на одну сторону.
1-2. Наружный слой
[0082] Как описано выше, наружный слой представляет собой титановый сплав. В отношении химического состава титанового сплава никаких конкретных ограничений не устанавливается. Известно, что титановые сплавы в целом классифицируются на сплавы α-типа, α+β-типа и β-типа. Кроме того, известно, что Al, O, N и т.п. пригодны в качестве α-стабилизирующих элементов, V, Mo, Cr, Fe, Nb, Ta и т.п. пригодны в качестве β-стабилизирующих элементов, а Zr, Sn, Hf и т.п. пригодны в качестве нейтральных элементов, которые не принадлежат ни к α-стабилизирующим элементам, ни к β-стабилизирующим элементам.
[0083] Таблица 1 показывает элементы, которые при их содержании в титановом сплаве известны как вносящие вклад в улучшение характеристик титанового сплава. Титановый сплав по настоящему изобретению может придавать целевую функцию поверхности титанового материала за счет содержания, например, в мас.%, более 0% одного или более элементов, выбранных из группы, состоящей из: O: 0-0,5%, N: 0-0,2%, C: 0-2,0%, Al: 0-8,0%, Sn: 0-10,0%, Zr: 0-20,0%, Mo: 0-25,0%, Ta: 0-5,0%, V: 0-30,0%, Nb: 0-40,0%, Si: 0-2,0%, Fe: 0-5,0%, Cr: 0-10,0%, Cu: 0-3,0%, Co: 0-3,0%, Ni: 0-2,0%, элементы платиновой группы: 0-0,5%, редкоземельный элемент: 0-0,5%, B: 0-5,0%, и Mn: 0-10,0%.
[0084] Элементы, которые могут содержаться в титане и которые отличаются от вышеперечисленных элементов, являются элементами, которые могут улучшать прочность за счет упрочнения твердого раствора или дисперсионного твердения (имеются случаи, когда элементы не растворяются, а также случаи, когда элементы вызывают образование выделений), или, в зависимости от содержащегося элемента, могут улучшать характеристики ползучести, которые являются общеизвестными сведениями, относящимися к металлическим материалам. Примерами таких элементов могут служить элементы по атомному номеру от водорода (1) до астата (85) (исключая, однако, элементы – благородные газы, которые являются элементами Группы 18), и допустимо их содержание вплоть до приблизительно 5% в сумме.
[0085] Остальное, кроме вышеупомянутых элементов, составляют Ti и примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси представляют собой примесные элементы, которые примешиваются главным образом из сырья или лома, а также элементы, которые примешиваются во время производства, типичными примерами которых могут служить C, N, O, Fe, H и т.п., и, помимо этого, существуют элементы, такие как Mg и Cl, которые примешиваются из сырья, и элементы, такие как Si, Al и S, которые примешиваются во время производства. Считается, что диапазон, в котором эти элементы не мешает целевым характеристикам данной заявки, составляет не более чем приблизительно 2%.
[0086] Кроме того, как показано в Таблице 1, титановый сплав по настоящему изобретению может содержать, например, в мас.%, один или более элементов, выбранных из группы, состоящей из: O: 0,01-0,5%, N: 0,01-0,2%, C: 0,01-2,0%, Al: 0,1-8,0%, Sn: 0,1-10,0%, Zr: 0,5-20,0%, Mo: 0,1-25,0%, Ta: 0,1-5,0%, V: 1,0-30,0%, Nb: 0,1-40,0%, Si: 0,1-2,0%, Fe: 0,01-5,0%, Cr: 0,1-10,0%, Cu: 0,3-3,0%, Co: 0,05-3,0%, Ni: 0,05-2,0%, элементы платиновой группы: 0,01-0,5%, редкоземельный элемент: 0,001-0,5%, B: 0,01-5,0%, и Mn: 0,1-10,0%.
[0087] Более предпочтительно титановый сплав по настоящему изобретению содержит один или более элементов, выбранных из группы, состоящей из: O: 0,02-0,4%, N: 0,01-0,15%, C: 0,01-1,0%, Al: 0,2-6,0%, Sn: 0,15-5,0%, Zr: 0,5-10,0%, Mo: 0,2-20,0%, Ta: 0,1-3,0%, V: 2,0-25,0%, Nb: 0,15-5,0%, Si: 0,1-1,0%, Fe: 0,05-2,0%, Cr: 0,2-5,0%, Cu: 0,3-2,0%, Co: 0,05-2,0%, Ni: 0,1-1,0%, элементы платиновой группы: 0,02-0,4%, редкоземельный элемент: 0,001-0,3%, B: 0,1-5,0%, и Mn: 0,2-8,0%, а еще более предпочтительно содержит один или более элементов, выбранных из группы, состоящей из: O: 0,03-0,3%, N: 0,01-0,1%, C: 0,01-0,5%, Al: 0,4-5,0%, Sn: 0,2-3,0%, Zr: 0,5-5,0%, Mo: 0,5-15,0%, Ta: 0,2-2,0%, V: 5,0-20,0%, Nb: 0,2-2,0%, Si: 0,15-0,8%, Fe: 0,1-1,0%, Cr: 0,2-3,0%, Cu: 0,3-1,5%, Co: 0,1-1,0%, Ni: 0,1-0,8%, элементы платиновой группы: 0,03-0,2%, редкоземельный элемент: 0,001-0,1%, B: 0,2-3,0%, и Mn: 0,2-5,0%.
[0088] [Таблица 1]
[0089] Кроме того, также могут использоваться, например, титановые сплавы, определяемые в Японских промышленных стандартах (JIS), которые описываются ниже.
Классы JIS 11-23 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): включают Pd, Ru, Ni, Co или т.п. и обладают превосходной коррозионной стойкостью и стойкостью к щелевой коррозии.
Класс JIS 50 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): представляет сплав Ti-1,5Al, который обладает превосходной коррозионной стойкостью, стойкостью к поглощению водорода и термостойкостью.
Класс JIS 60 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): представляет сплав Ti-6Al-4V, который является высокопрочным титановым сплавом с высокой степенью универсальности.
Класс JIS 61 (стандарт JIS 4600 (2012) Титан и титановые сплавы - Листы, плиты и полосы): представляет сплав Ti-3Al-2,5V, который обеспечивает благоприятную свариваемость и формуемость, а также благоприятную обрабатываемость резанием.
Класс JIS 80 (стандарт JIS 4600 (2012) Титан и титановые сплавы - листы, плиты и полосы): представляет сплав Ti-4Al-22V, который является высокопрочным титановым сплавом, обладающим превосходной холодной обрабатываемостью давлением.
[0090] Кроме того, помимо вышеописанных титановых сплавов также может использоваться титановый сплав, имеющий химический состав, который не определяется в стандартах JIS. Примеры таких титановых сплавов перечислены ниже.
Титановые сплавы, обладающие термостойкостью: Ti-6Al-2Sn-4Zr-2Mo-0,08Si, Ti-6Al-5Zr-0,5Mo-0,2Si, Ti-8Al-1Mo-1V и т.п.
Низколегированные, высокопрочные титановые сплавы: Ti–1-1,5Fe–0,3-0,5O–0,01-0,04N и т.п.
Низколегированные титановые сплавы, обладающие термостойкостью: Ti-1Cu, Ti-1Cu-0,5Nb, Ti-1Cu-1Sn-0,35Si-0,5Nb и т.п.
Титановые сплавы, обладающие превосходной стойкостью к ползучести: Ti-6Al-2Sn-4Zr-6Mo и т.п.
Титановые сплавы, имеющие высокую прочность и хорошую холодную обрабатываемость давлением: Ti-15V-3Cr-3Sn-3Al, Ti-20V-4Al-1Sn и т.п.
Титановые сплавы, имеющие высокую прочность и высокую вязкость разрушения: Ti-10V-2Fe-3Al и т.п.
Титановые сплавы, обладающие превосходной износостойкостью: Ti-6Al-4V-10Cr-1,3C и т.п.
[0091] Предпочтительно, по меньшей мере один наружный слой (по меньшей мере тот наружный слой, который контактирует с внешней средой) содержит легирующие элементы, которые проявляют целевую характеристику, а остальное – титан и примеси. Следующие элементы приведены в качестве примеров тех легирующих элементов, которые проявляют целевую характеристику, хотя настоящее изобретение не ограничивается этими элементами.
[0092] (a) Легирующие элементы, проявляющие коррозионную стойкость, в мас.%: 0,01-0,25% элементов платиновой группы (Pd и/или Ru), и, по мере необходимости, 0,2% или менее редкоземельного элемента, и, кроме того, один или более элементов, выбранных из Co: 0,8% или менее, и Ni: 0,6% или менее, и т.п.
(b) Легирующие элементы, проявляющие стойкость к окислению: один или более элементов, выбранных из: 0,1-0,6% Si, 0,1-1,0% Nb, 0,3-1,0% Ta и 0,3-1,5% Al, и, по мере необходимости, один или более элементов, выбранных из: 1,5% или менее Sn, 1,5% или менее Cu и 0,5% или менее Fe (однако в суммарном количестве 2,5% или менее).
(c) Легирующие элементы, проявляющие сопротивление усталости: один или более элементов, выбранных из Fe, Cr, Ni, Al и Zr, в суммарном количестве 0,08-1,0%.
(d) Легирующие элементы, проявляющие стойкость к водородному охрупчиванию: один или более элементов, выбранных из Mo, V и Nb, в диапазоне 8,0 < молибденовый эквивалент < 20,0 (где молибденовый эквивалент = содержание Mo (мас.%) + содержание V (мас.%)/1,5 + содержание Nb (мас.%)/3,6).
(e) Легирующий элемент, проявляющий свойства экранирования нейтронов: 0,1-3,0% В.
[0093] Далее будут по отдельности описаны соответствующие случаи, описанные выше в пунктах (a) - (e).
(a) Случай содержания легирующих элементов, проявляющих коррозионную стойкость
(Толщина)
[0094] Если толщина контактирующего с внешней средой наружного слоя из наружных слоев будет слишком тонкой, то желаемая коррозионная стойкость не будет получена адекватным образом. Хотя толщина наружных слоев изменяется в зависимости от толщины материала, который используется для производства, а также в зависимости от степени обработки давлением, достаточный эффект проявляется в том случае, если толщина составляет 2 мкм или больше. Следовательно, толщина каждого наружного слоя предпочтительно составляет 2 мкм или больше, а более предпочтительно 5 мкм или больше.
[0095] С другой стороны, хотя нет никаких проблем с коррозионной стойкостью, если наружные слои будут толстыми, экономическая выгода будет уменьшаться, поскольку доля титанового сплава относительно всего титанового композиционного материала будет увеличиваться. Следовательно, толщина наружных слоев относительно общей толщины титанового композиционного материала 1 предпочтительно составляет 40% или меньше, и более предпочтительно 30% или меньше.
(Химический состав)
[0096] Титановый композиционный материал 1 по настоящему изобретению может содержать различные легирующие элементы, описанные ниже, чтобы увеличить коррозионную стойкость по меньшей мере одного из наружных слоев (по меньшей мере того наружного слоя, который контактирует с внешней средой).
Элементы платиновой группы: 0,01-0,25%
[0097] Элемент платиновой группы оказывает эффект понижения напряжения гидрирования титанового сплава и поддерживает спонтанный потенциал в неподвижной зоне, и может содержаться в качестве легирующего элемента, проявляющего коррозионную стойкость. Коррозионная стойкость будет недостаточной, если содержание элемента платиновой группы (суммарное содержание в том случае, когда содержится множество элементов платиновой группы) меньше, чем 0,01%. Даже если это содержание составляет более 0,25%, нельзя ожидать значительного улучшения коррозионной стойкости, а содержание более 0,25% приводит к резкому увеличению стоимости сырья. В случае присутствия элементов платиновой группы их содержание составляет 0,01-0,25%. Предпочтительно, содержание элементов платиновой группы составляет 0,03% или больше, а более предпочтительно 0,05% или больше. Кроме того, предпочтительно содержание 0,20% или меньше, а более предпочтительно 0,15% или меньше.
[0098] Хотя каждый из элементов платиновой группы, которые могут использоваться в настоящем изобретении, является полезным элементом, который оказывает эффект увеличения коррозионной стойкости титанового сплава, особенно предпочтительным является содержание Pd, у которого выгодный эффект улучшения коррозионной стойкости на один процент содержания высок. Кроме того, в качестве замены палладия (Pd) может использоваться рутений (Ru), который является относительно недорогим.
[0099] Если к содержащему элемент платиновой группы титановому сплаву добавлен редкоземельный элемент, то Ti и элемент платиновой группы будут быстро вымываться под воздействием коррозионной среды, и концентрация элемента платиновой группы в растворе поблизости от титанового сплава будет увеличиваться. В результате это будет способствовать выделению элемента платиновой группы в титановом сплаве, и элемент платиновой группы может эффективно выделяться даже в том случае, если растворенное количество титанового сплава является небольшим, и это приводит к улучшению коррозионной стойкости.
Редкоземельный элемент: 0-0,2%
[0100] Редкоземельные элементы (РЗЭ) включают Sc, Y, легкие редкоземельные элементы (от La до Eu) и тяжелые редкоземельные элементы (от Gd до Lu), и вышеописанного эффекта можно ожидать при добавлении любого из этих редкоземельных элементов. Того же самого эффекта можно также ожидать в том случае, когда используется смесь или соединение редкоземельных элементов, например, смешанные редкоземельные элементы перед разделением и рафинированием (мишметалл, в дальнейшем просто называемый «Mm») или сплав дидим (сплав Nd-Pr).
[0101] Принимая во внимание описанные выше обстоятельства, нет необходимости в том, чтобы добавляемый редкоземельный элемент был только одного вида, и считается, что коррозионная стойкость будет улучшена за счет вышеописанного эффекта даже в том случае, если множество элементов будет содержаться одновременно. В таком случае суммарное содержание редкоземельных элементов означает суммарное содержание вышеупомянутых элементов.
[0102] Если содержание редкоземельных элементов является чрезмерным, вышеописанный эффект насыщается, и, следовательно, при этом не только не будет получаться более выгодный эффект улучшения коррозионной стойкости, но и экономическая эффективность будет уменьшаться. Следовательно, в случае присутствия редкоземельных элементов их содержание предпочтительно составляет 0,2% или меньше, а более предпочтительно 0,02% или меньше. С другой стороны, для того чтобы адекватно получить выгодный эффект вымывания Ti и элементов платиновой группы в области активного состояния титанового сплава и способствовать выделению элементов платиновой группы на поверхность сплава, предпочтительно, чтобы содержание редкоземельного элемента составляло 0,001% или больше.
Co: 0-0,8%
Ni: 0-0,6%
[0103] Co и Ni являются элементами, которые улучшают коррозионную стойкость титанового сплава, изменяя напряжение гидрирования, и при добавлении Co и Ni в сочетании с элементом платиновой группы и/или редкоземельным элементом получается чрезвычайно высокая коррозионная стойкость. Однако даже если содержание Co составляет больше чем 0,8%, или содержание Ni составляет больше чем 0,6%, этот эффект насыщается, и это нежелательно также и с точки зрения экономической эффективности. Следовательно, когда эти элементы присутствуют, содержание Co составляет 0,8% или меньше, а содержание Ni составляет 0,6% или меньше. Содержание Co предпочтительно составляет 0,7% или меньше, а содержание Ni предпочтительно составляет 0,5% или меньше. Для того, чтобы надежно получить вышеописанный эффект, предпочтительно, чтобы содержание каждого из Co и Ni составляло 0,05% или больше, и еще более предпочтительно, чтобы содержание каждого из Co и Ni составляло 0,2% или больше.
[0104] Остальное, помимо вышеупомянутых элементов, составляют примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают Cr, Ta, Al, V, Cr, Nb, Si, Sn, Mn, Mo, Cu и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, Fe, O и H, которые являются обычными примесными элементами, составляет 0,5% или меньше.
(b) Случай содержания легирующих элементов, проявляющих стойкость к окислению
(Толщина)
[0105] Если толщина контактирующего с внешней средой наружного слоя из наружных слоев будет слишком тонкой, то желаемая стойкость к окислению не будет получена адекватным образом. Хотя толщина наружных слоев изменяется в зависимости от толщины материала, который используется для производства, а также в зависимости от степени обработки давлением, достаточный эффект проявляется в том случае, если толщина составляет 2 мкм или больше. Следовательно, толщина каждого наружного слоя предпочтительно составляет 2 мкм или больше, более предпочтительно 5 мкм или больше, а еще более предпочтительно 10 мкм или больше.
[0106] С другой стороны, хотя проблемы со стойкостью к окислению нет, если наружные слои будут толстыми, экономическая выгода будет уменьшаться, поскольку та доля, которую титановый сплав занимает относительно всего титанового композиционного материала, будет увеличиваться. Следовательно, доля толщины наружного слоя относительно общей толщины титанового композиционного материала предпочтительно составляет 40% или меньше в расчете на одну сторону, а более предпочтительно 30% или меньше.
(Химический состав)
[0107] Титановый композиционный материал 1 по настоящему изобретению может содержать различные легирующие элементы, описанные ниже, чтобы увеличить стойкость к окислению по меньшей мере одного из наружных слоев (по меньшей мере того наружного слоя, который контактирует с внешней средой).
Si: 0,1-0,6%
[0108] Si улучшает стойкость к окислению при высокой температуре от 600 до 800°C. Если содержание Si составляет менее 0,1%, то степень улучшения стойкости к окислению будет малой. С другой стороны, если содержание Si составляет более 0,6%, то влияние на стойкость к окислению будет насыщаться, а обрабатываемость давлением заметно уменьшится не только при комнатной температуре, но и при высокой температуре. Следовательно, в том случае, когда Si должен содержаться, его содержание должно составлять от 0,1 до 0,6%. Предпочтительным является содержание Si в 0,15% или больше, а содержание Si в 0,20% или больше является более предпочтительным. Кроме того, содержание Si предпочтительно составляет 0,55% или меньше, а более предпочтительно 0,50% или меньше.
Nb: 0,1-2,0%
[0109] Nb также обладает действием по улучшению стойкости к окислению при высокой температуре. Для того чтобы улучшить стойкость к окислению, содержание Nb должно составлять 0,1% или больше. С другой стороны, если содержание Nb в титановом сплаве будет составлять больше чем 2,0%, этот эффект будет насыщаться, и это также вызовет увеличение стоимости сплава, поскольку Nb является дорогим дополнительным элементом. Следовательно, в том случае, когда Nb должен содержаться, его содержание должно составлять от 0,1 до 2,0%. Содержание Nb предпочтительно составляет 0,3% или больше, а более предпочтительно составляет 0,5% или больше. Кроме того, содержание Nb предпочтительно составляет 1,5% или меньше, а более предпочтительно 1,0% или меньше.
Ta: 0,3-1,0%
[0110] Ta также улучшает стойкость к окислению при высокой температуре. Для того чтобы улучшить стойкость к окислению, содержание Ta должно составлять 0,3% или больше. С другой стороны, если содержание Ta в титановом сплаве составляет больше чем 1,0%, это не только вызовет увеличение стоимости сплава, поскольку Ta является дорогим дополнительным элементом, но и затронет также образование β-фазы при температуре термообработки. Следовательно, в том случае, когда Ta должен содержаться, его содержание должно составлять от 0,3 до 1,0%. Содержание Ta предпочтительно составляет 0,4% или больше, а более предпочтительно 0,5% или больше. Кроме того, содержание Ta предпочтительно составляет 0,9% или меньше, а более предпочтительно 0,8% или меньше.
Al: 0,3-1,5%
[0111] Al также является тем элементом, который улучшает стойкость к окислению при высокой температуре. С другой стороны, если Al содержится в большом количестве, пластичность при комнатной температуре заметно уменьшается. Свойство стойкости к окислению проявляется в достаточной степени, если содержание Al составляет 0,3% или больше. Кроме того, если содержание Al составляет 1,5% или меньше, холодная обработка давлением может быть гарантирована в достаточной степени. Следовательно, в том случае, когда Al должен содержаться, его содержание должно составлять от 0,3 до 1,5%. Содержание Al предпочтительно составляет 0,4% или больше, а более предпочтительно 0,5% или больше. Кроме того, содержание Al предпочтительно составляет 1,2% или меньше.
[0112] Следует отметить, что хотя стойкость к окислению улучшается, если индивидуально содержится любой из элементов Si, Nb, Ta и Al, стойкость к окислению при высокой температуре может быть дополнительно улучшена при содержании сочетания этих элементов.
[0113] В дополнение к вышеупомянутым элементам, могут содержаться один или более элементов, выбранных из Sn, Cu и Fe.
Sn: 0-1,5%
[0114] Sn является стабилизирующим α-фазу элементом, и, аналогично Cu, является элементом, который увеличивает жаропрочность. Однако если содержание Sn составляет более 1,5%, он ингибирует двойниковую деформацию и уменьшает обрабатываемость давлением при комнатной температуре. Следовательно, в том случае, когда Sn должен содержаться, его содержание должно составлять 1,5% или меньше. Содержание Sn предпочтительно составляет 1,3% или меньше, а более предпочтительно 1,2% или меньше. Когда желательно получить вышеупомянутый эффект, содержание Sn предпочтительно должно составлять 0,2% или больше, а более предпочтительно 0,5% или больше.
Cu: 0-1,5%
[0115] Cu является элементом, который увеличивает жаропрочность. Кроме того, поскольку Cu растворяется до фиксированной степени в α-фазе, Cu не образует β-фазу, даже при применении при высокой температуре. Однако, если содержание Cu составляет более 1,5%, Cu может образовывать β-фазу в зависимости от температуры. Поэтому в том случае, когда Cu должна содержаться, ее содержание должно составлять 1,5% или меньше. Содержание Cu предпочтительно составляет 1,4% или меньше, а более предпочтительно 1,2% или меньше. Когда желательно получить вышеупомянутый эффект, содержание Cu предпочтительно должно составлять 0,2% или больше, а более предпочтительно 0,4% или больше.
Fe: 0-0,5%
[0116] Хотя Fe является стабилизирующим β-фазу элементом, если Fe содержится в небольшом количестве, имеет место малое образование β-фазы, и Fe не будет значительно влиять на стойкость к окислению. Однако если содержание Fe составляет больше чем 0,5%, образующееся количество β-фазы велико, вызывая ухудшение стойкости к окислению. Поэтому в том случае, когда Fe должно содержаться, его содержание должно составлять 0,5% или меньше. Предпочтительно, содержание Fe составляет 0,4% или меньше, а более предпочтительно 0,3% или меньше.
[0117] Если суммарное содержание Sn, Cu и Fe составляет больше чем 2,5%, то эти элементы уменьшат обрабатываемость давлением при комнатной температуре, и в зависимости от температуры может образовываться β-фаза. Поэтому в том случае, когда должен содержаться один или более элементов, выбранных из Sn, Cu и Fe, их суммарное содержание предпочтительно составляет не более 2,5%.
[0118] Остальное, помимо вышеупомянутых элементов, составляют примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают Cr, V, Mn, Mo и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, O и H, которые являются обычными примесными элементами, составляет 5,0% или меньше.
(c) Случай содержания легирующих элементов, проявляющих сопротивление усталости
(Толщина)
[0119] Если толщина контактирующего с внешней средой наружного слоя из наружных слоев будет слишком тонкой, то желаемое сопротивление усталости не будет получено адекватным образом. Хотя толщина наружных слоев изменяется в зависимости от толщины материала, который используется для производства, а также в зависимости от степени обработки давлением, достаточный эффект проявляется в том случае, если толщина составляет 2 мкм или больше. Следовательно, толщина наружного слоя предпочтительно составляет 2 мкм или больше, более предпочтительно 5 мкм или больше, а еще более предпочтительно – 10 мкм или больше. Кроме того, доля толщины наружного слоя относительно общей толщины титанового композиционного материала предпочтительно составляет 1% или больше в расчете на одну сторону.
[0120] С другой стороны, хотя проблемы с сопротивлением усталости нет, если наружные слои будут толстыми, формуемость уменьшится. Кроме того, вследствие того, что доля, которую титановый сплав занимает относительно всего титанового композиционного материала, будет увеличиваться, экономическая выгода будет уменьшаться. Следовательно, толщина каждого наружного слоя предпочтительно составляет 100 мкм или меньше, а более предпочтительно 50 мкм или меньше. Кроме того, доля толщины наружного слоя относительно общей толщины титанового композиционного материала 1 предпочтительно составляет 40% или меньше в расчете на одну сторону, а более предпочтительно 30% или меньше. В частности, эта толщина предпочтительно составляет 20% или меньше, а более предпочтительно 10% или меньше.
(Химический состав)
[0121] Титановый композиционный материал 1 по настоящему изобретению может содержать различные легирующие элементы, описанные ниже, чтобы увеличить сопротивление усталости по меньшей мере одного из наружных слоев (по меньшей мере того наружного слоя, который контактирует с внешней средой).
Один или более элементов, выбранных из Fe, Cr, Ni, Al и Zr: 0,08-1,0%
[0122] Поскольку местом зарождения усталостного разрушения является поверхность листа, предпочтительно делать размер зерна α-фазы равным 15 мкм или меньше для того, чтобы получить высокое сопротивление усталости при сохранении формуемости. Размер зерна α-фазы более предпочтительно составляет 10 мкм или меньше, а еще более предпочтительно составляет 5 мкм или меньше.
[0123] Для того, чтобы сделать размер зерна α-фазы равным 15 мкм или меньше и получить высокое сопротивление усталости, суммарное содержание Fe, Cr, Ni, Al и Zr должно составлять 0,08% или больше. С другой стороны, если суммарное содержание этих элементов составляет больше, чем 1,0%, в некоторых случаях пластичность, например удлинение и формуемость, значительно уменьшается. Следовательно, суммарное содержание одного или более элементов, выбранных из Fe, Cr, Ni, Al и Zr, должно составлять от 0,08 до 1,0%.
[0124] Остальное, помимо вышеупомянутых элементов, составляют примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают Sn, Mo, V, Mn, Nb, Si, Cu, Co, Pd, Ru, Ta, Y, La, Ce и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, O и H, которые являются обычными примесными элементами, составляет 5,0% или меньше.
(Механические свойства)
[0125] Титановый композиционный материал 1 имеет высокий предел усталости, также сохраняя отличную формуемость, с отношением предела усталости (предел ограниченной выносливости при 107 циклов/предел прочности при растяжении), составляющим 0,65 или больше. Чем выше отношение предела усталости, тем лучше материал по усталостным характеристикам, и поскольку это значение обычно составляет от 0,5 до 0,6 для титанового материала, можно сказать, что если это значение составляет 0,65 или больше, то его усталостные характеристики превосходны по сравнению с обычным титановым материалом, а если это значение составляет 0,70 или больше, то можно сказать, что усталостные характеристики еще более превосходны.
[0126] В дополнение, в титановом композиционном материале 1 относительное удлинение при разрыве в направлении, перпендикулярном направлению прокатки, составляет 25% или больше. Относительное удлинение оказывает значительное влияние на формование, и чем больше относительное удлинение, тем более превосходна проявляемая формуемость.
(d) Случай содержания легирующих элементов, проявляющих стойкость к водородному охрупчиванию
(Толщина)
[0127] Если толщина контактирующего с внешней средой наружного слоя из наружных слоев будет слишком тонкой, желаемая стойкость к поглощению водорода не будет получена адекватным образом. С другой стороны, хотя проблемы со стойкостью к поглощению водорода нет, если титановый сплав в наружных слоях будет толстым, поскольку та доля, которую титановый сплав в наружных слоях занимает относительно всего материала, будет увеличиваться, производственные затраты будут расти. Толщина наружных слоев предпочтительно составляет 5 мкм или больше, а более предпочтительно 10 мкм или больше. Следовательно, доля толщины наружного слоя относительно общей толщины титанового композиционного материала предпочтительно составляет 40% или меньше в расчете на одну сторону, более предпочтительно 30% или меньше, а особенно предпочтительно сделать такую толщину от 2 до 20%.
(Химический состав)
[0128] Титановый композиционный материал 1 по настоящему изобретению может содержать различные легирующие элементы, описанные ниже, чтобы увеличить стойкость к поглощению водорода по меньшей мере одного из наружных слоев (по меньшей мере того наружного слоя, который контактирует с внешней средой).
8,0 < молибденовый эквивалент < 20,0
где молибденовый эквивалент = содержание Mo (мас.%) + содержание V (мас.%)/1,5 + содержание Nb (мас.%)/3,6.
[0129] Слой, который приобретает стойкость к поглощению водорода, является слоем титанового сплава, содержащим β-стабилизирующие элементы в фиксированном диапазоне. Причина задания образования β-фазы состоит в том, что в то время как α-фаза титана образует гидриды даже при очень малой концентрации водорода, составляющей всего несколько десятков млн-1, β-фаза титанового сплава может растворять водород в количествах приблизительно 1000 млн-1 или больше, а значит, обладает такой характеристикой, что она затрудняет возникновение вызываемой водородом хрупкости.
[0130] В том случае, когда содержатся эвтектоидные β-стабилизирующие элементы (β-эвтектоидные стабилизаторы), такие как Fe и Cr, существует риск того, что титан и эти элементы будут образовывать соединение и вызывать охрупчивание. Однако в том случае, когда среди β-стабилизирующих элементов содержатся Mo, V и Nb в пределах диапазона, который удовлетворяет условию «8,0 < молибденовый эквивалент < 20,0», даже если Fe и Cr или т.п. присутствуют одновременно, охрупчивания не происходит, потому что β-фаза устойчива и не образует фазу соединения.
[0131] Здесь нижний предел молибденового эквивалента является количеством в сплаве, необходимым для получения достаточного количества β-фазы. Верхний предел устанавливается на основании того факта, что титановый сплав, в котором велико количество добавленных легирующих элементов, не является подходящим для использования в плане затрат из-за его высокой цены.
[0132] Существующий титановый сплав β-типа может быть использован для формирования слоя сплава в качестве наружного слоя. Его примеры включают сплавы Ti-15V-3Cr-3Al-3Sn, Ti-8V-3Al-6Cr-4Mo-4Zr (BetaC) и Ti-11,5Mo-6Zr-4,5Sn (BetaIII). В случае использования такого существующего титанового сплава β-типа такие элементы допустимы, если их количество вместе с содержанием дополнительных элементов, таких как Cr, Sn, Al и Zr, которые отличаются от вышеупомянутых элементов, составляет 15% или меньше. Эти элементы – это элементы, которые содержатся в существующем титановом сплаве β-типа для регулирования термообрабатываемости, прочности и холодной обрабатываемости давлением, и не снижают молибденовый эквивалент, определенный в настоящем изобретении. Кроме того, также могут содержаться, например, такие элементы, как Si и Fe.
[0133] Остальное, помимо вышеупомянутых элементов, составляют примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают в себя Ta, Si, Mn, Cu и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, Fe, O и H, которые являются обычными примесными элементами, составляет 5% или меньше.
(e) Случай содержания легирующих элементов, проявляющих свойства экранирования нейтронов
(Толщина)
[0134] Если толщина контактирующего с внешней средой наружного слоя из наружных слоев будет слишком тонкой, желаемый эффект экранирования нейтронов не будет получен адекватным образом. С другой стороны, в том случае, когда наружные слои являются толстыми, хотя эффект экранирования нейтронов улучшается, поскольку та доля, которую титановый сплав занимает относительно всего материала, увеличивается, производственные затраты возрастают. Толщина наружных слоев предпочтительно составляет 5 мкм или больше, а более предпочтительно 10 мкм или больше. Доля толщины наружного слоя относительно общей толщины титанового композиционного материала предпочтительно составляет 40% или меньше в расчете на одну сторону, а более предпочтительно 30% или меньше. В частности, выгодно сделать эту толщину от 5 до 40%.
(Химический состав)
[0135] Титановый композиционный материал 1 по настоящему изобретению содержит легирующий элемент для обеспечения эффекта экранирования нейтронов в наружном слое. Далее подробно описываются причины выбора дополнительного элемента и причины ограничения диапазона добавляемого количества этого дополнительного элемента.
B: 0,1-3,0%
[0136] Распространенность изотопа 10B в боре (B) в природе составляет 19,9%, и 10B имеет большое сечение поглощения тепловых нейтронов, и у него велик эффект экранирования нейтронов. Эффект экранирования нейтронов не получается адекватным образом, если содержание B меньше, чем 0,1%, а если содержание B больше, чем 3,0%, есть риск возникновения трещин и ухудшения обрабатываемости во время горячей прокатки.
[0137] В этом случае можно производить B-содержащий титановый сплав путем добавления B или борида, такого как TiB2, к титану. Кроме того, если используется материал, содержащий обогащенный изотопом 10B бор (содержание 10B составляет приблизительно 90% или больше), такой как H310BO3, 10B2O или 10B4C, поскольку эффект экранирования нейтронов велик, титановый сплав будет чрезвычайно полезным, даже если содержание в нем B мало.
[0138] В случае использования H310BO3, 10B2O или 10B4C, хотя H и O также концентрируются в слое сплава, H не создает проблемы, поскольку H выходит из материала во время термообработки, такой как вакуумный отжиг, а что касается O и C, то если содержание O составляет 0,4 мас.% или меньше и содержание C составляет 0,1 мас.% или меньше, что не больше, чем соответствующие верхние пределы их содержания в технически чистом титане, производство может быть выполнено без проблем.
[0139] Остальное, помимо вышеупомянутых элементов, составляют примеси. Примеси могут содержаться в диапазоне, который не мешает целевым характеристикам, и прочие примеси включают в себя Cr, Ta, Al, V, Cr, Nb, Si, Sn, Mn, Mo, Cu и т.п. в качестве примесных элементов, которые примешиваются главным образом из лома, и примеси допустимы при условии, что их количество вместе с C, N, Fe, O и H, которые являются обычными примесными элементами, составляет 5% или меньше.
(Применения)
[0140] В установках, в которых выполняется лучевая терапия, такая как радиотерапия частицами и БНЗТ (бор-нейтронзахватная терапия), используется полиэтиленовый материал, в котором содержание B составляет 3,0-4,0 мас.%, а толщина листа составляет 10-100 мм. Кроме того, в относящихся к ядерной энергетике установках листы из нержавеющей стали, в которых содержание B составляет 0,5-1,5 мас.%, а толщина листа составляет 4,0-6,0 мм, используются в стеллажах для хранения ядерного топлива. При использовании титанового композиционного материала 1, в котором содержание B и толщина наружного слоя (толщина слоя с концентрацией B) регулируются, возможно обеспечить характеристики, которые являются аналогичными или превосходящими характеристики вышеупомянутых материалов.
1-3. Внутренний слой
[0141] Внутренний слой 5 состоит из технически чистого титана или титанового сплава. Например, когда во внутреннем слое 5 используется технически чистый титан, его обрабатываемость давлением при комнатной температуре превосходит титановый материал, который полностью состоит из того же самого титанового сплава.
[0142] Здесь термин «технически чистый титан» включает технически чистый титан, определенный для Классов 1-4 стандартов JIS, а также технически чистый титан, соответствующий определениям Сортов 1-4 стандартов ASTM и 3.7025, 3.7035 и 3.7055 стандартов DIN. Таким образом, технически чистый титан, который является предметом настоящего изобретения, состоит, например, из C: 0,1% или меньше, H: 0,015% или меньше, O: 0,4% или меньше, N: 0,07% или меньше, и Fe: 0,5% или меньше, а остальное составляет Ti.
[0143] Кроме того, когда титановый композиционный материал 1 предусмотрен для такого назначения, при котором в дополнение к конкретной характеристике требуется также прочность, во внутреннем слое 5 может использоваться титановый сплав. За счет увеличения содержания B в наружном слое и использования титанового сплава для формирования внутреннего слоя 5 стоимость сплава может быть значительно уменьшена, и может быть получена высокая прочность.
[0144] В зависимости от требуемого применения в качестве образующего внутренний слой 5 титанового сплава возможно использовать любой из титановых сплавов α-типа, α+β-типа и β-типа.
[0145] Здесь, например, в качестве титановых сплавов α-типа могут использоваться сплавы с высокой коррозионной стойкостью (титановые материалы, определенные для сортов 7, 11, 16, 26, 13, 30 и 33 ASTM или для Классов JIS, соответствующих этим сортам ASTM, или титановые материалы, получаемые путем добавления к ним различных элементов в небольших количествах), Ti-0,5Cu, Ti-1,0Cu, Ti-1,0Cu-0,5Nb, Ti-1,0Cu-1,0Sn-0,3Si-0,25Nb, Ti-0,5Al-0,45Si, Ti-0,9Al-0,35Si, Ti-3Al-2,5V, Ti-5Al-2,5Sn, Ti-6Al-2Sn-4Zr-2Mo, Ti-6Al-2,75Sn-4Zr-0,4Mo-0,45Si и т.п.
[0146] В качестве титановых сплавов α+β-типа могут использоваться, например, сплавы Ti-6Al-4V, Ti-6Al-6V-2Sn, Ti-6Al-7V, Ti-3Al-5V, Ti-5Al-2Sn-2Zr-4Mo-4Cr, Ti-6Al-2Sn-4Zr-6Mo, Ti-1Fe-0,35O, Ti-1,5Fe-0,5O, Ti-5Al-1Fe, Ti-5Al-1Fe-0,3Si, Ti-5Al-2Fe, Ti-5Al-2Fe-0,3Si, Ti-5Al-2Fe-3Mo, Ti-4,5Al-2Fe-2V-3Mo и т.п.
[0147] Кроме того, в качестве титановых сплавов β-типа могут использоваться, например, сплавы Ti-11,5Mo-6Zr-4,5Sn, Ti-8V-3Al-6Cr-4Mo-4Zr, Ti-10V-2Fe-3Mo, Ti-13V-11Cr-3Al, Ti-15V-3Al-3Cr-3Sn, Ti-6,8Mo-4,5Fe-1,5Al, Ti-20V-4Al-1Sn, Ti-22V-4Al и т.п.
[0148] Однако, если условный предел текучести при 0,2% внутреннего слоя 5 составляет больше, чем 1000 МПа, обрабатываемость ухудшается и, например, появляется риск возникновения трещин во время изгиба. Следовательно, условный предел текучести при 0,2% используемого во внутреннем слое 5 титана и титанового сплава предпочтительно составляет не более чем 1000 МПа.
1-4. Промежуточный слой
[0149] Титановый композиционный материал по настоящему изобретению включает в себя промежуточный слой между внутренним слоем и наружным слоем. То есть, хотя титановый материал для горячей прокатки, который описывается ниже, является титановым материалом, в котором материал наружного слоя присоединен к основному металлу, а периферия заварена, во время последующего нагрева при горячей прокатке и в процессе термической обработки после холодной прокатки происходит диффузия на границе раздела между основным металлом и материалом наружного слоя, и когда титановый композиционный материал в итоге обрабатывают начисто, формируется промежуточный слой между внутренним слоем, происходящим из вышеупомянутого основного металла, и наружным слоем, происходящим из вышеупомянутого материала наружного слоя. Промежуточный слой имеет химический состав, который отличается от химического состава основного металла. Промежуточный слой металлически связан с внутренним слоем и наружным слоем и, тем самым, прочно соединяется с внутренним слоем и наружным слоем. Кроме того, поскольку в промежуточном слое создаются последовательные градиенты элементов, разность прочностей между внутренним слоем и наружным слоем может быть смягчена, и появление растрескивания во время обработки давлением может быть подавлено.
[0150] Следует отметить, что толщина промежуточного слоя может быть измерена с использованием методов EPMA или GDS. Подробное измерение возможно при использовании GDS. В случае GDS, после того, как наружный слой удален полировкой до некоторой степени, можно измерить толщину промежуточного слоя путем выполнения анализа GDS в направлении вглубь от поверхности. Термин «промежуточный слой» означает область, представленную как 0<CMID≤0,8×CAVE, когда величина увеличения содержания относительно основного металла (в случае элемента, который не содержится в основном металле, – его содержания, а в случае элемента, который содержится в основном металле, – величина увеличения его содержания относительно основного металла) принята за CMID, а среднее значение увеличенного содержания в части поверхностного слоя принято за CAVE.
[0151] Толщина промежуточного слоя составляет 0,5 мкм или больше. С другой стороны, если толщина промежуточного слоя является слишком большой, слой сплава в наружном слое становится тоньше на соответствующую величину, и в некоторых случаях не оказывает своего эффекта. А значит, в качестве верхнего предела толщины промежуточного слоя полезно установить 15 мкм.
2. Титановый материал для горячей прокатки
[0152] Титановый материал для горячей прокатки по настоящему изобретению представляет собой материал (отливку, такую как сляб, блюм или биллет), который предназначен для горячей обработки давлением, а после горячей обработки давлением по мере необходимости подвергается холодной прокатке, термической обработке и т.п., и обрабатывается в титановый композиционный материал. Ниже титановый материал для горячей прокатки по настоящему изобретению описан с помощью прилагаемых чертежей. В последующем описании «%» в отношении содержания каждого элемента означает «массовый процент».
2-1. Общая структура
[0153] Фиг. 3 представляет собой пояснительный чертеж, схематично иллюстрирующий, что основной металл (прямоугольная титановая отливка; сляб) 6 и материал наружного слоя (титановый лист) 7 скреплены вместе сваркой в вакууме. Фиг. 4 представляет собой пояснительный чертеж, схематично иллюстрирующий, что материалы наружного слоя (титановые листы) 7 и 8 также прикреплены сваркой к боковым сторонам (сторонам или граням, отличающимся от прокатываемых поверхностей), а не только к поверхностям (прокатываемым поверхностям) основного металла (прямоугольной титановой отливки; сляба) 6.
[0154] В настоящем изобретении, как проиллюстрировано на Фиг. 3 и 4, после того, как титановые листы 7 и 8, которые содержат легирующие элементы, придающие требуемые характеристики, присоединены к поверхностям сляба 6, то есть основного металла, наружные слои композиционных титановых материалов 1 и 2 сплавляют, прикрепляя их методом плакирования горячей прокаткой.
[0155] В случае производства титанового композиционного материала 1, проиллюстрированного на Фиг. 1, достаточно присоединить титановый лист 7 только к одной стороне сляба 6 в вакууме, как проиллюстрировано на Фиг. 3, и сляб 6 может быть подвергнут горячей прокатке без присоединения титанового листа 7 к другой его стороне.
[0156] Как проиллюстрировано на Фиг. 4, аналогично присоединению к одной стороне сляба 6, титановый лист 7 также может быть присоединен к другой его стороне. За счет этого может быть подавлено возникновение дефектов горячей прокатки в процессе горячей прокатки, как описано выше.
[0157] В дополнение к этому, при производстве титанового композиционного материала 2, показанного на Фиг. 2, достаточно присоединить содержащий легирующие элементы лист к обеим прокатываемым поверхностям сляба 6, как проиллюстрировано на Фиг. 4.
[0158] Кроме того, как проиллюстрировано на Фиг. 4, применительно к обеим боковым граням сляба 6, которые служат краевыми сторонами при выполнении горячей прокатки, аналогично прокатываемым поверхностям, титановые листы 8 с теми же самыми спецификациями могут быть присоединены и приварены в вакууме к боковым граням.
[0159] То есть во время горячей прокатки обычно сляб 6 подвергают обжатию, посредством чего по меньшей мере часть боковых сторон сляба 6 переходит на сторону поверхности горячекатаного листа. Соответственно, если микроструктура наружного слоя боковых сторон сляба 6 является грубой или присутствует много дефектов, существует вероятность того, что поверхностные дефекты будут появляться на поверхности вблизи от обоих концов в направлении по ширине горячекатаного листа. Следовательно, за счет присоединения и приваривания титановых листов 8 к боковым сторонам сляба 6 в вакууме может быть эффективно предотвращено возникновение поверхностных дефектов на поверхности вблизи от обоих концов в направлении по ширине горячекатаного листа.
[0160] Следует отметить, что, хотя величина, на которую каждая боковая сторона сляба 6 заходит на прокатываемую поверхность во время горячей прокатки, различается в зависимости от способа производства, эта величина обычно составляет около 20-30 мм, и поэтому нет необходимости присоединять титановый лист 8 ко всей площади боковой стороны сляба 6, и достаточно присоединить титановый лист 8 только к ее части, соответствующей величине, на которую боковая сторона сляба заходит на прокатываемую поверхность, которая вычисляется в соответствии со способом производства.
2-2. Материал наружного слоя
[0161] При производстве титановых композиционных материалов 1 и 2 для того, чтобы удалить окисленный слой, образующийся при горячей прокатке, титановые композиционные материалы 1 и 2 получают, подвергнув их процессу обдувки дробью и травления после горячей прокатки. Однако если наружный слой, который был сформирован плакированием горячей прокаткой, удаляется при выполнении этого процесса, желаемые характеристики не могут быть проявлены.
[0162] Кроме того, если толщина наружных слоев титановых композиционных материалов 1 и 2 становится слишком тонкой, желаемые характеристики также не будут проявляться так, как намечено. С другой стороны, если толщина наружных слоев будет слишком большой, производственные затраты увеличатся на соответствующую величину. Поскольку желательно, чтобы наружные слои имели толщину, соответствующую назначению композиционных титановых материалов 1 и 2, нет необходимости особо ограничивать толщину титановых листов 7 и 8, которые используются в качестве материала, хотя предпочтительно титановые листы 7 и 8 имеют толщину, которая находится в пределах диапазона 5-40% от толщины сляба 6.
[0163] Титановый лист, имеющий заданный химический состав, который был описан в разделе, относящемся к наружному слою титанового композиционного материала, используется в качестве материала наружного слоя (титанового листа). В частности, чтобы подавить возникновение разрывов листа во время горячей прокатки, желательно, чтобы химический состав титанового листа был основан на том же составе, что и у вышеупомянутого основного металла, и дополнительно содержал заданные элементы. Следует отметить, что в случае титанового листа, содержащего легирующий элемент, который проявляет свойство экранирования нейтронов, необходимо уделить внимание следующему моменту.
(e) Случай содержания легирующего элемента, проявляющего свойства экранирования нейтронов
[0164] Лист титанового сплава, содержащего бор в количестве от 0,1% до не более чем 3%, используется в качестве материала наружного слоя. То есть, для того чтобы подавить возникновение разрывов листа во время горячей прокатки, желательно, чтобы химический состав материала наружного слоя был основан на том же составе, что и у вышеупомянутого основного металла, и дополнительно содержал бор в количестве от 0,1% до не более чем 3%. Кроме того, для того чтобы благоприятно сохранить обрабатываемость давлением при горячей/холодной обработке, в качестве материала наружного слоя может быть использован сплав Ti – 0,1-3% В.
[0165] Такой лист содержащего бор титанового сплава можно изготовить путем добавления B или борида, такого как TiB2, к титану. Кроме того, если используется материал, содержащий обогащенный изотопом 10B бор (содержание 10B составляет приблизительно 90% или больше), такой как H310BO3, 10B2O или 10B4C, поскольку титановые композиционные материалы 1 и 2 будут иметь большой эффект экранирования нейтронов, даже если добавленное в наружные слои 3 и 4 количество В мало, титановый сплав является чрезвычайно полезным.
[0166] В случае использования H310BO3, 10B2O или 10B4C, хотя H, O и C также концентрируются в слое сплава, H не создает проблемы, поскольку H выходит из материала во время термообработки, такой как вакуумный отжиг, а что касается O и C, то если содержание O составляет 0,4% или меньше и содержание C составляет 0,1% или меньше, что не больше, чем соответствующие верхние пределы их содержания в технически чистом титане, производство может быть выполнено без проблем.
2-3. Основной металл (сляб)
[0167] Технически чистый титан или титановый сплав, описанный в разделе, относящемся к внутреннему слою титанового композиционного материала, используется в качестве основного металла. В частности, выгодно использовать сляб прямой разливки в качестве основного металла. Сляб прямой разливки может быть слябом, в котором на по меньшей мере одной части поверхности сформирован расплавленный и повторно затвердевший слой. Кроме того, сляб прямой разливки может быть слябом, в котором сформирован расплавленный и повторно затвердевший слой, имеющий химический состав, который отличается от химического состава в центре толщины сляба прямой разливки, который получается путем добавления заданных элементов при выполнении процесса плавления и повторного затвердевания на поверхности сляба прямой разливки.
2-4. Зона сварного шва
[0168] После того, как содержащие легирующие элементы титановые листы присоединены к поверхностям, соответствующим прокатываемым поверхностям сляба 6, по меньшей мере их периферию приваривают посредством зоны 9 сварного шва внутри вакуумной камеры, чтобы тем самым запечатать пространство между слябом 6 и титановыми листами 7 и 8 в вакууме и заблокировать доступ внешнего воздуха и соединить вместе сляб 6 и титановые листы 7 и 8. Зоны сварного шва, которые соединяют титановые листы 7 и 8 со слябом 6, например, как проиллюстрировано на Фиг. 3 и 4, заваривают всю окружность так, чтобы блокировать границу раздела между слябом 6 и титановыми листами 7 и 8 от доступа атмосферного воздуха.
[0169] Поскольку титан является активным металлом, на его поверхности образуется твердая пассивационная пленка, если титан оставить в атмосферном воздухе. Удалить этот концентрированный окисленный слой с вышеупомянутой поверхностной части невозможно. Однако, в отличие от нержавеющей стали или т.п., поскольку кислород легко растворяется в титане, если нагреть его в состоянии, в котором титан запечатан в вакууме и поступления кислорода снаружи нет, присутствующий на поверхности кислород будет диффундировать и растворяться внутри, а значит, образовавшаяся на поверхности пассивационная пленка исчезнет. Следовательно, сляб 6 и титановые листы 7 и 8 на его поверхностях могут быть полностью сцеплены друг с другом методом плакирования горячей прокаткой без появления между ними включений или т.п.
[0170] В дополнение, если в качестве сляба 6 используется сляб в литом состоянии, дефекты поверхности, которые вызваны крупными зернами, образующимися во время затвердевания, будут возникать при последующем процессе горячей прокатки. В отличие от этого, если титановые листы 7 и 8 присоединяются к прокатываемым поверхностям сляба 6, как в настоящем изобретении, поскольку присоединенные титановые листы 7 имеют тонкую микроструктуру, возникновение дефектов поверхности в процессе горячей прокатки также может быть подавлено.
3. Способ получения титанового материала для горячей прокатки
3-1. Способ получения основного металла
[0171] Основной металл титанового материала для горячей прокатки обычно получают путем формования сляба, который был получен путем обжима слитка в форму заготовки, с последующим подверганием сляба обрезке и отделке. Кроме того, в последние годы в некоторых случаях прямоугольный сляб, который может быть подвергнут напрямую горячей прокатке, получают при производстве слитка и подают на горячую прокатку. В том случае, когда сляб получают с помощью процесса обжима, поскольку поверхность при этом делается относительно плоской, становится легко диспергировать содержащий легирующие элементы материал сравнительно однородным образом, а также становится легко сделать однородным распределение элементов в фазе сплава.
[0172] С другой стороны, в том случае, когда в качестве основного металла используется слиток (сляб прямой разливки), который был напрямую получен в форме материала для горячей прокатки во время литья, поскольку процесс обрезания и отделки может быть опущен, титановый материал может быть произведен с меньшими затратами. Далее, после получения слитка, если используется сляб, который получен после подвергания поверхности слитка обрезанию и отделке, может ожидаться тот же самый эффект, как и в том случае, когда сляб производится после процесса обжима. В настоящем изобретении достаточно того, чтобы в наружном слое мог быть устойчиво сформирован слой сплава, и подходящий материал может быть выбран в соответствии с обстоятельствами.
[0173] Например, после сборки сляба и сваривания периферии предпочтительно выполняют горячую прокатку после нагрева сляба до 700-850°C для выполнения соединительной прокатки с обжатием 10-30%, а после этого – нагрев в течение 3-10 часов при температуре в β-области для того, чтобы заставить компоненты основного металла диффундировать в часть поверхностного слоя. Причина этого заключается в том, что при выполнении горячей прокатки при температуре в β-области устойчивость к деформации понижается, и прокатка может быть легко выполнена.
[0174] Сляб прямой разливки, который используется в качестве основного металла, может быть слябом, в котором по меньшей мере на одном участке поверхности сформирован расплавленный и повторно затвердевший слой. Кроме того, сляб прямой разливки может быть слябом, в котором сформирован расплавленный и повторно затвердевший слой, имеющий химический состав, который отличается от химического состава в центре толщины сляба прямой разливки, который получается путем добавления заданных элементов при выполнении процесса плавления и повторного затвердевания на поверхности сляба прямой разливки. Далее этот процесс плавления и повторного затвердевания будет описан подробно.
[0175] Фиг. 5-7 представляют собой пояснительные чертежи, которые соответственно иллюстрируют способ плавления и повторного затвердевания. В качестве способов плавления и повторного затвердевания поверхности основного металла титанового материала для горячей прокатки доступны лазерный нагрев, плазменный нагрев, индукционный нагрев, электроннолучевой нагрев и т.п., и любой из этих способов может использоваться в настоящем изобретении для плавления и повторного затвердевания. В частности, особенно в случае нагрева электронным лучом, поскольку нагревание выполняют в высоком вакууме, даже если в слое образуются пустоты или т.п. при выполнении процесса плавления и повторного затвердевания, эти пустоты или т.п. могут быть сделаны безвредными, сжимая и «интегрируя» их с помощью выполняемой затем прокатки.
[0176] Кроме того, поскольку энергоэффективность высока, даже если обрабатывается большая площадь, поверхность может быть расплавлена глубоко, а значит, этот способ особенно подходит для производства титанового композиционного материала. Уровень вакуума в случае плавления в вакууме предпочтительно является более высоким, чем уровень вакуума 3×10-3 мм рт.ст. или меньше. Число раз, которое наружный слой титанового материала для горячей прокатки подвергается плавлению и повторному затвердеванию, конкретно не ограничено. Однако, поскольку при увеличении числа раз выполнения плавления и повторного затвердевания продолжительность обработки удлиняется, а затраты увеличиваются, это число раз предпочтительно равно одному или двум.
[0177] Способ плавления и повторного затвердевания наружного слоя осуществляют так, как проиллюстрировано на Фиг. 5 в случае прямоугольного сляба. А именно, электронным лучом облучают по меньшей мере две поверхности 10A и 10B, которые являются широкими и служат прокатываемыми поверхностями (поверхностями, которые приходят в соприкосновение с валками горячей прокатки) в процессе горячей прокатки из всех наружных поверхностей прямоугольного сляба 10, и плавят только поверхностный слой на соответствующих поверхностях. Сначала будет описано плавление и повторное затвердевание, которое выполняется на одной поверхности 10A из двух поверхностей 10A и 10B.
[0178] В этом случае, как проиллюстрировано на Фиг. 5, площадь области 14 облучения поверхности 10A прямоугольной отливки 10, которая облучается электронным лучом с помощью одной электронной пушки 12, является обычно намного меньшей, чем общая площадь поверхности 10A, которая должна быть облучена, и поэтому на практике облучение электронным лучом обычно выполняют, непрерывно перемещая электронную пушку 12 или непрерывно перемещая прямоугольную отливку 10. Форма и площадь области облучения могут регулироваться путем регулировки фокуса электронного луча или использования электромагнитной линзы для осцилляции малого луча с высокой частотой для того, чтобы сформировать осциллирующий луч.
[0179] Следующее описание приведено на основании того допущения, что электронная пушка 12 непрерывно перемещается, как показано стрелкой A на Фиг. 5. Хотя направление перемещения электронной пушки конкретно не ограничено, в общем электронная пушка непрерывно перемещается вдоль направления по длине (обычно направления D литья) или направления по ширине (обычно направления, перпендикулярного направлению D литья) прямоугольной отливки 10, тем самым непрерывно облучая в форме полосы шириной W (диаметром W в случае круглого луча или осциллирующего луча) вышеупомянутую область 14 облучения. Кроме того, необлученная полосчатая область, смежная с областью 14 облучения, облучается электронным лучом в форме полосы при непрерывном перемещении электронной пушки 12 в противоположном направлении (или в том же самом направлении). В зависимости от обстоятельств может использоваться множество электронных пушек для того, чтобы облучать электронными лучами множество областей одновременно. На Фиг. 5 проиллюстрирован случай, в котором прямоугольный луч непрерывно перемещается вдоль направления длины (обычно направления D литья) прямоугольной отливки 10.
[0180] Когда поверхность прямоугольной титановой отливки 10 (поверхность 10A) облучается электронным лучом при таком процессе термообработки наружного слоя с нагревом этой поверхности так, что она плавится, как проиллюстрировано в центральной части слева на Фиг. 6, поверхностный слой поверхности 10A прямоугольной титановой отливки 10 плавится максимум на глубину, которая находится в соответствии с подводом тепла. Однако, как показано на Фиг. 7, эта глубина в направлении, перпендикулярном направлению электронного луча, является неравномерной, и образуется выпуклая вниз криволинейная форма, в которой область, облучаемая центральной частью электронного луча, является самой глубокой, и ее толщина уменьшается ближе к краевым частям создаваемой расплавленной полосы.
[0181] Кроме того, в области на внутренней стороне отливки относительно ее расплавленного слоя 16 температура тоже увеличивается благодаря тепловому воздействию, вызываемому облучением электронным лучом, и та часть, которая достигла температуры не менее чем точка β-превращения чистого титана (слой зоны термического влияния =слой ЗТВ), преобразуется в β-фазу. Область, которая преобразовалась в β-фазу в процессе термообработки наружного слоя из-за теплового воздействия, вызванного облучением электронным лучом таким образом, также приобретает выпуклую вниз криволинейную форму аналогично форме расплавленного слоя 16.
[0182] Путем выполнения плавления и повторного затвердевания наружного слоя вместе с материалом, который содержит целевые легирующие элементы, наружный слой материала для горячей прокатки может быть легирован, и может быть сформирован слой сплава, имеющего химический состав, который отличается от химического состава основного металла. В качестве материала, который будет использоваться для этого, может использоваться один или более видов материала из порошка, стружки, проволоки, тонкой пленки, отходов механообработки, сетки и т.п. Что касается состава и количества материала, размещаемого перед плавлением, они определяются так, чтобы состав области с повышенной концентрацией элемента после плавления и затвердевания вместе с материалом поверхности становился целевым составом.
[0183] Однако, если количество добавляемого материала слишком большое, это вызывает сегрегацию легирующих компонентов. Кроме того, если происходит сегрегация легирующих компонентов, желаемая характеристика не может проявляться адекватным образом, или происходит ее преждевременное ухудшение. Следовательно, важно сделать количество материала таким, чтобы плавление материала сплава заканчивалось в то время, как область, которая нагревается на поверхности основного металла титана, находится в расплавленном состоянии. Кроме того, важно располагать вышеупомянутый материал сплава равномерно по поверхности основного металла титана с учетом формы и ширины расплавленного участка в конкретный момент времени. Однако в случае использования электронного луча и непрерывно перемещения положения облучения, поскольку расплавленный участок перемешивается при непрерывном перемещении вместе с расплавленным титаном и сплавом, материал сплава не обязательно должен быть расположен непрерывно. Кроме того, очевидно следует избегать использования материала сплава, имеющего температуру плавления намного более высокую, чем температура плавления титана.
[0184] После процесса плавления и повторного затвердевания желательно выдержать полученный сляб при температуре в диапазоне от 100°C до менее чем 500°C в течение не менее одного часа. Причина этого состоит в том, что если сляб будет быстро охлажден после плавления и повторного затвердевания, появится риск образования волосных трещин в части поверхностного слоя из-за напряжений во время затвердевания. В процессе горячей прокатки или процессе холодной прокатки, выполняемом после этого, имеется риск того, что волосные трещины будут служить источником отслаивания наружного слоя, и возникнут области, в которых слой сплава является частично тонким и т.п., и характеристики ухудшатся. Кроме того, если внутренность окисляется из-за волосных трещин, необходимо удалять оксиды с помощью процесса травления, и при этом толщина слоя сплава будет дополнительно уменьшаться. Возникновение волосных трещин в поверхности может быть подавлено путем выдержки сляба при вышеупомянутой температуре. Кроме того, при вышеупомянутой температуре не будет происходить почти никакого атмосферного окисления, даже если сляб выдерживается в атмосфере.
[0185] Титановый материал для горячей прокатки может быть получен путем присоединения титановых листов, содержащих заданные легирующие компоненты, к поверхностям основного металла со сформированной с помощью процесса плавления и повторного затвердевания частью поверхностного слоя.
3-2. Метод плакирования горячей прокаткой
Для титанового материала для горячей прокатки предпочтительно использовать метод плакирования горячей прокаткой для соединения сляба 6 и титановых листов 7 и 8, края которых были предварительно сварены.
[0186] Как проиллюстрировано на Фиг. 3 и 4, после того, как титановые листы 7 и 8, которые содержат легирующие элементы, которые проявляют желаемые характеристики, присоединены к наружным слоям сляба 6, наружные слои титанового композиционного материала сплавляются путем соединения титановых листов 7 и 8 с помощью метода плакирования горячей прокаткой. А именно, после того, как содержащий легирующие элементы титановый лист 7 присоединен к поверхности, соответствующей прокатываемой поверхности сляба 6, по меньшей мере периферию заваривают посредством зоны 9 сварного шва, предпочтительно в вакуумной камере, чтобы тем самым герметизировать пространство между слябом 6 и титановым листом 7 в вакууме, после чего титановый лист 7 и сляб 6 соединяют вместе прокаткой. Сварку, которая присоединяет титановый лист 7 к слябу 6, выполняют по всей окружности так, чтобы атмосферный воздух не попал между слябом 6 и титановым листом 7, как проиллюстрировано, например, на Фиг. 3 и 4.
[0187] Поскольку титан является активным металлом, на его поверхности образуется твердая пассивационная пленка, если титан оставить в атмосфере. Удалить этот концентрированный окисленный слой с вышеупомянутой поверхностной части невозможно. Однако в отличие от нержавеющей стали и т.п., поскольку кислород легко растворяется в титане, если нагреть его в состоянии, в котором титан запечатан в вакууме и поступления кислорода снаружи нет, кислород на поверхности будет диффундировать и растворяться внутри, а значит, образовавшаяся на поверхности пассивационная пленка исчезнет. Следовательно, сляб 6 и титановые листы 7 на его поверхности могут быть полностью сцеплены друг с другом с помощью метода плакирования горячей прокаткой без появления между ними включений или т.п.
[0188] В дополнение, если в качестве сляба 6 используется сляб в литом состоянии, при последующем процессе горячей прокатки будут возникать дефекты поверхности, которые вызваны крупными зернами, образующимися во время затвердевания. В отличие от этого, если титановые листы 7 присоединены к прокатываемым поверхностям сляба 6, как в настоящем изобретении, поскольку присоединенные титановые листы 7 имеют тонкую микроструктуру, может быть также подавлено возникновение дефектов поверхности в процессе горячей прокатки.
[0189] Как проиллюстрировано на Фиг. 3, титановый лист 7 может быть присоединен к обеим сторонам сляба 6, а не только к одной его стороне. За счет этого может быть подавлено возникновение дефектов горячей прокатки в процессе горячей прокатки, как описано выше. Во время горячей прокатки сляб 6 обычно подвергается обжатию, посредством чего по меньшей мере часть боковых сторон сляба 6 переходит на сторону поверхности горячекатаного листа. Соответственно, если микроструктура наружного слоя боковых сторон сляба 6 является грубой или присутствует много дефектов, существует вероятность того, что поверхностные дефекты будут появляться на поверхности вблизи от обоих концов в направлении по ширине горячекатаного листа. Следовательно, как проиллюстрировано на Фиг. 4, аналогично прокатываемым поверхностям, выгодно также присоединять и приваривать титановые листы 8 с теми же самыми спецификациями к боковым сторонам сляба 6, которые служат краевыми сторонами во время горячей прокатки. За счет этого возникновение поверхностных дефектов на поверхности вблизи от обоих концов в направлении по ширине горячекатаного листа может быть эффективно предотвращено. Предпочтительно, такая сварка выполняется в вакууме.
[0190] Следует отметить, что, хотя величина, на которую каждая боковая сторона сляба 6 заходит на прокатываемую поверхность во время горячей прокатки, различается в зависимости от способа производства, эта величина обычно составляет около 20-30 мм, и поэтому нет необходимости присоединять титановые листы 8 ко всей площади боковых сторон сляба 6, а достаточно присоединить титановые листы 8 только к их участкам, соответствующим той величине, на которую боковая сторона сляба заходит на прокатываемую поверхность и которую вычисляют в соответствии со способом производства. Путем выполнения высокотемпературного отжига в течение длительного периода времени после горячей прокатки можно сделать так, чтобы происходящие из основного металла компоненты можно было заставить содержаться в титановом композиционном материале. Например, в качестве примера высокотемпературного отжига в течение длительного периода времени может быть упомянута термическая обработка в течение 30 часов при температуре 700-900°C.
[0191] Способы сварки сляба 6 и титановых листов 7 и 8 в вакууме включают электроннолучевую сварку и плазменную сварку. В частности, поскольку электроннолучевая сварка может выполняться под высоким вакуумом, электроннолучевая сварка является желательной, так как высокий вакуум может быть достигнут между слябом 6 и титановыми листами 7 и 8. Желательно, чтобы уровень вакуума при сварке титановых листов 7 и 8 в вакууме был более высоким уровнем вакуума, чем 3×10-3 мм рт.ст. или меньше.
[0192] Следует отметить, что сварка сляба 6 и титанового листа 7 не обязательно должна выполняться в вакуумной камере, и может быть применен, например, способ, в котором в титановом листе 7 заранее предусматривают отверстия для отсасывания, и после того, как титановый лист 7 наложен на сляб 6, сляб 6 и титановый лист 7 сваривают с откачиванием пространства между слябом 6 и титановым листом 7 с использованием этих отверстий для отсасывания, и эти отверстия для отсасывания герметизируют после сварки.
[0193] В случае формирования слоев сплава в наружных слоях композиционных титановых материалов 1 и 2 методом плакирования горячей прокаткой с использованием в качестве плакировки на поверхности сляба 6 титановых листов 7 и 8, содержащих целевые легирующие элементы, толщина и химический состав наружного слоя зависит от толщины титановых листов 7 и 8 перед присоединением, а также от распределения легирующих элементов. Естественно, что поскольку при изготовлении титановых листов 7 и 8 выполняют обработку отжигом в атмосфере вакуума или т.п., чтобы получить требуемые в итоге прочность и пластичность, на границе раздела происходит диффузия, и поблизости от границы раздела возникает градиент концентраций в направлении по глубине.
[0194] Однако расстояние диффузии, на которое элементы диффундируют в процессе окончательного отжига, составляет около несколько мкм, и это не тот случай, когда диффузией затрагивается вся толщина слоя сплава, и нет никакого особого влияния на концентрацию легирующих элементов в окрестности наружного слоя, которые важны для проявления характеристик.
[0195] Следовательно, однородность легирующих компонентов по всем титановым листам 7 и 8 приводит к устойчивому проявлению характеристик. Поскольку в случае плакирования горячей прокаткой возможно использовать титановые листы 7 и 8, которые были получены в качестве конечных продуктов, толщина листа будет точной, и сегрегацией легирующих компонентов будет легко управлять, и становится возможным получать титановые композиционные материалы 1 и 2, включающие в себя наружные слои, которые имеют равномерные толщину и химический состав после получения, а значит, могут проявляться стабильные характеристики.
[0196] Кроме того, как описано выше, поскольку между наружными слоями и внутренним слоем 5 композиционных титановых материалов 1 и 2 не возникают включения, кроме выгодного эффекта в плане сцепления, включения также не становятся источником трещин, усталости или т.п.
3. Способ получения титанового композиционного материала
[0197] Важно, чтобы слою сплава, сформированному присоединением титанового листа к поверхности сляба, позволяли оставаться как конечный продукт, и необходимо в максимально возможной степени предотвратить удаление поверхностного слоя из-за потерь на окалину или дефектов поверхности. В частности, описанные ниже методы для процесса горячей прокатки достигаются путем оптимизации и надлежащего применения этих методов с учетом характеристик и возможностей установок, которые будут использоваться для производства.
4-1. Процесс нагрева
[0198] Хотя потери на окалину могут быть подавлены до низкого количества путем выполнения низкотемпературного, кратковременного нагревания при нагреве материала для горячей прокатки, теплопроводность титанового материала мала и существует недостаток, заключающийся в том, что могут возникать трещины, если при выполнении горячей прокатки внутренняя часть сляба находится в низкотемпературном состоянии, и поэтому процесс нагрева оптимизируют так, чтобы подавить до минимума возникновение окалины в соответствии с эффективностью и характеристиками используемой нагревательной печи.
4-2. Процесс горячей прокатки
[0199] Если температура поверхности в процессе горячей прокатки будет слишком высокой, будет образовываться большое количество окалины, и потери на окалину станут большими. С другой стороны, если температура поверхности слишком низка, хотя потери на окалину уменьшаются, склонны возникать дефекты поверхности, что приводит к необходимости удалять эти дефекты поверхности с помощью последующего процесса травления, и соответственно желательно выполнять горячую прокатку в таком диапазоне температур, который может подавить возникновение дефектов поверхности. Следовательно, желательно выполнять прокатку в оптимальном диапазоне температур. Кроме того, поскольку температура поверхности титанового материала уменьшается во время прокатки, желательно минимизировать охлаждение валками во время прокатки, и тем самым подавлять уменьшение температуры поверхности титанового материала.
4-3. Процесс травления
[0200] Поскольку на поверхности горячекатаного листа присутствует окисленный слой, существует процесс удаления окалины, который удаляет окисленный слой в последующем процессе. Обычно окисленный слой удаляют с титана главным образом травлением с использованием раствора азотной-фтористоводородной кислот после обдувки дробью. Кроме того, в зависимости от ситуации, поверхность может быть подвергнута шлифовке шлифовальным кругом после травления. Достаточно, чтобы получившаяся структура после удаления окалины представляла собой двухслойную или трехслойную структуру, состоящую из внутреннего слоя и наружного слоя, происходящих из части поверхностного слоя и основного металла титанового материала для горячей прокатки.
[0201] Поскольку окалина, которая образуется в процессе горячей прокатки, является толстой, обычно в качестве подготовки к обработке травлением выполняют дробеструйную обработку (обдувку дробью) для того, чтобы удалить часть окалины с поверхности и одновременно вызвать образование трещин на поверхности, и в процессе травления после нее раствор проникает в эти трещины, удаляя окалину, которая также включает в себя часть основного металла. При этом важно выполнять достаточно слабую дробеструйную обработку так, чтобы она не создавала трещин в поверхности основного металла, и необходимо выбирать оптимальные условия обдувки в соответствии с химическим составом поверхности титанового материала. В частности, условия, при которых в основном металле не возникают трещины, выбирают, например, путем подбора подходящей дроби и оптимизации скорости полета (которая может регулироваться, например, изменением скорости вращения рабочего колеса). Поскольку оптимизация этих условий различается в зависимости от характеристик титанового листа, присоединенного к поверхности сляба, желательно заранее определить соответствующие оптимальные условия для различных характеристик.
[0202] Далее настоящее изобретение будет описано более конкретно посредством примеров, но настоящее изобретение не ограничено этими примерами.
ПРИМЕР 1
(Пример 1-1)
[0203] Прямоугольные слябы, состоящие из технически чистого титана Класса 1 JIS, приготовили с помощью (a) вакуумного дугового переплава, обжима и ковки (ВДП+обжим и ковка), (b) электроннолучевого переплава и прямой разливки (ЭЛП+ПР) (англ. «vacuum arc remelting», VAR и «direct casting», DC), или (c) плазменной дуговой плавки и прямой разливки (ПДП+ПР), формируя слябы 6, как проиллюстрировано на Фиг. 3 и 4. Толщина каждого сляба 6 составляла 100 мм или 250 мм.
[0204] Лист коммерческого сплава, состоящего из Ti-0,06%Pd (Сорт 17 ASTM) использовали в качестве листов 7 титанового сплава, присоединяемых к поверхностям соответствующих слябов 6. Следует отметить, что для того, чтобы получить заданную толщину наружных слоев 3 и 4 получаемого титанового композиционного материала 2, который проиллюстрирован на Фиг. 2, толщину листов 7 титанового сплава заранее отрегулировали путем резания перед соединением с соответствующими слябами 6.
[0205] При присоединении листов 7 титанового сплава к соответствующим слябам 6 листы 7 титанового сплава присоединяли к поверхностям, соответствующим прокатываемым поверхностям слябов 6, а после этого периферию подвергали электроннолучевой (ЭЛ) сварке в вакуумной камере для формирования зоны 9 сварного шва. Уровень вакуума во время ЭЛ-сварки была не больше чем 3×10-3 мм рт.ст. Следует отметить, что в некоторых из слябов 6 листы 7 титанового сплава также присоединяли к поверхностям, соответствующим боковым сторонам.
[0206] Соответствующие слябы 6, к которым были присоединены листы 7 титанового сплава, нагревали до 850°C в атмосфере и после этого подвергали горячей прокатке, а сформировав их в горячекатаный плакированный лист с толщиной приблизительно 5 мм, переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1 мм, и в качестве отжига выполняли термическую обработку путем нагревания до 600-700°C в вакууме или в атмосфере инертного газа и выдержки при этой температуре в течение 240 минут, тем самым получив титановый композиционный материал 2.
[0207] Из титанового композиционного материала 1 вырезали образец для испытания с размерами 1 мм × 30 мм × 40 мм (толщина × ширина × длина), поверхность реза и те стороны, к которым не примыкал лист коррозионно-стойкого титанового сплава, закрывали защитной от коррозии лентой с тем, чтобы они не подвергались воздействию коррозионной среды, после чего этот образец для испытания погружали на 96 часов в 3%-й кипящий раствор соляной кислоты (pH ≈ 0 при нормальной температуре), а после этого вычисляли скорость коррозии на основании разности масс до и после коррозионного испытания.
[0208] Чтобы обеспечить возможность изучения поперечного сечения, полученный титановый композиционный материал 1 заделывали в смолу и подвергали полировке и травлению, после чего наблюдали в оптический микроскоп и измеряли толщину наружных слоев 3 и 4. Измеренную толщину наружных слоев 3 и 4 делили на общую толщину титанового композиционного материала 1, и вычисленное значение принимали за занимаемую наружным слоем долю.
[0209] Для сравнения с титановым композиционным материалом 1 по настоящему изобретению аналогичное испытание выполнили с использованием листов толщиной 1 мм, состоящих из технически чистого титана (Класса 1 JIS) и коррозионно-стойкого титанового сплава (Ti-0,06%Pd, Сорт 17 ASTM).
[0210] Сводка результатов вышеописанного испытания показана в Таблице 2.
[0211] [Таблица 2]
[0212] Обычные материалы 1 и 2 были чистым титановым материалом (Класс 1 JIS) и коррозионно-стойким титановым материалом (Ti-0,06Pd, Сорт 17 ASTM), которые коммерчески производятся посредством процессов плавки, обжима и ковки, и результаты для этих обычных материалов 1 и 2 были использованы в качестве реперных точек для титанового композиционного материала по настоящему изобретению, который будет описан позже.
[0213] Каждый из Примеров 1-9 по изобретению показал более высокую коррозионную стойкость по сравнению с обычным материалом 1 и имел коррозионную стойкость, равную коррозионной стойкости коммерческого коррозионно-стойкого титанового материала, произведенного посредством процессов плавки, обжима и ковки, который показан как обычный материал 2.
[0214] При этом способ производства слябов 6 в качестве материала не оказывал влияния на коррозионную стойкость титанового композиционного материала Примеров 1-9 по изобретению, и обладавший превосходной коррозионной стойкостью титановый композиционный материал 1 мог быть произведен с использованием любого из слябов 6.
[0215] В Сравнительном примере 1 толщины наружного слоя и промежуточного слоя были малыми, и частично появлялись трещины в горячекатаном листе, и кроме того, поскольку толщина наружного слоя была малой, всего 2 мкм или меньше, коррозионная стойкость была хуже по сравнению с коррозионной стойкостью коррозионно-стойкого титанового сплава обычного материала 2, а скорость коррозии имела тот же самый уровень, что и скорость коррозии обычного материала 1.
(Пример 1-2)
[0216] Прямоугольные слябы, состоящие из технически чистого титана Класса 1 JIS, приготовили путем электроннолучевого переплава и прямой разливки для формирования слябов 6, как проиллюстрировано на Фиг. 4. Толщина каждого сляба 6 составляла 100 мм или 200 мм. Материал, имеющий тот же самый химический состав, что и наружные слои 3 и 4 производимого титанового композиционного материала 2, использовался для листов 7 титанового сплава, присоединяемых к поверхности сляба 6.
[0217] Используя тот же самый способ, что и в Примере 1-1, выполняли сварку, горячую прокатку и травление сляба 6 и листов 7 титанового сплава, тем самым получив титановый композиционный материал 2 с толщиной 5 мм. Способ оценки титанового композиционного материала был таким же, как и в Примере 1-1.
[0218] Кроме того, с целью сравнения с титановым композиционным материалом 2 по настоящему изобретению, коррозионно-стойкие титановые материалы (Сорта 7, Сорта 17, Сорта 19 ASTM) и лист с толщиной 5 мм, состоящий из технически чистого титана (Класса 1 JIS), используемые в качестве реперных точек, подвергали оценочным испытаниям вместе с титановым композиционным материалом 2 по настоящему изобретению. Таблица 3 показывает сводку результатов.
[0219] [Таблица 3]
[0220] Обычные материалы 3-5 были коммерчески коррозионно-стойкими титановыми материалами, произведенными посредством процессов плавки, обжима и ковки, а обычный материал 6 был технически чистым титановым материалом (Класса 1 JIS), произведенным посредством процессов плавки, обжима и ковки. Результаты для этих обычных материалов 3-6 использовались в качестве реперных точек для титанового композиционного материала по настоящему изобретению, который будет описан позже.
[0221] Каждый из Примеров 10-33 по изобретению имел коррозионную стойкость, равную коррозионной стойкости коммерчески коррозионно-стойких титановых материалов, произведенных посредством процессов плавки, обжима и ковки, которые показаны как обычные материалы 3-5, а также показал более высокую коррозионную стойкость по сравнению с коррозионной стойкостью технически чистого титанового материала, произведенного посредством процессов плавки, обжима и ковки, который показан как обычный материал 6.
[0222] Примеры 10-13 по изобретению давали превосходную коррозионную стойкость благодаря Pd, который является элементом платиновой группы, содержавшимся в титановом сплаве частей 3 и 4 поверхностного слоя.
[0223] Пример 14 по изобретению давал превосходную коррозионную стойкость благодаря Pd и Ru, которые являются элементами платиновой группы, содержавшимися в титановом сплаве частей 3 и 4 поверхностного слоя.
[0224] Примеры 15 и 16 по изобретению давали превосходную коррозионную стойкость благодаря Co, содержавшемуся в титановом сплаве частей 3 и 4 поверхностного слоя в дополнение к Pd, который является элементом платиновой группы.
[0225] В Сравнительном примере 2 из-за того, что промежуточный слой был тонким и частично появлялись трещины в горячекатаном листе и обнажался чистый титан промежуточного слоя, коррозионная стойкость ухудшилась даже при том, что Сравнительный пример 2 содержал большое количество Y.
[0226] Примеры 17-26 по изобретению давали превосходную коррозионную стойкость благодаря Y, Dy, La, дидиму (Di), Pr, Ce или Mm, которые являются редкоземельными элементами, содержавшимися в титановом сплаве частей 3 и 4 поверхностного слоя в дополнение к Pd или Ru, которые являются элементами платиновой группы.
[0227] Примеры 27 и 28 по изобретению давали превосходную коррозионную стойкость благодаря Nd или Sm, которые являются редкоземельными элементами, а также Co, содержавшемуся в титановом сплаве частей 3 и 4 поверхностного слоя в дополнение к Pd, который является элементом платиновой группы.
[0228] Примеры 29 и 30 по изобретению давали превосходную коррозионную стойкость благодаря Ni, содержавшемуся в титановом сплаве частей 3 и 4 поверхностного слоя в дополнение к Ru, который является элементом платиновой группы.
[0229] Пример 31 по изобретению давал превосходную коррозионную стойкость благодаря Y, который является редкоземельным элементом, а также Ni, содержавшемуся в титановом сплаве частей 3 и 4 поверхностного слоя в дополнение к Pd, который является элементом платиновой группы.
[0230] Пример 32 по изобретению давал превосходную коррозионную стойкость благодаря Co и Ni, содержавшимся в титановом сплаве части поверхностного слоя в дополнение к Pd, который является элементом платиновой группы.
[0231] Пример 33 по изобретению давал превосходную коррозионную стойкость благодаря Y, который является редкоземельным элементом, а также Co и Ni, введенным в дополнение к Pd, который является элементом платиновой группы, в титановый сплав части поверхностного слоя.
(Пример 1-3)
[0232] Прямоугольные слябы, содержащие заданные легирующие компоненты, приготовили с помощью вакуумного дугового переплава, обжима и ковки (ВДП+обжим и ковка), сформировав слябы 6, проиллюстрированные на Фиг. 4. Толщина каждого сляба 6 составляла 200 мм. Лист коммерческого сплава, состоящего из Ti-0,06%Pd (Сорт 17 ASTM) использовался в качестве листов 7 титанового сплава, присоединяемых к поверхностям соответствующих слябов 6.
[0233] Используя тот же самый способ, что и в вышеупомянутом Примере 1-2, выполняли сварку, горячую прокатку и травление сляба 6 и листов 7 титанового сплава, тем самым получив титановый композиционный материал 2. Способ оценки титанового композиционного материала 1 был тем же самым, что и в Примерах 1-1 и 1-2. Таблица 4 показывает сводку результатов.
[0234] [Таблица 4]
[0235] Обычный материал 3 был коммерческим коррозионно-стойким титановым материалом (Ti-0,06Pd, Сорт 17 ASTM), произведенным посредством процессов плавки, обжима и ковки, а обычные материалы 6-9 были технически чистыми титановыми материалами (Классов 1-4 JIS), произведенными посредством процессов плавки, обжима и ковки. Эти обычные материалы использовались в качестве реперных точек для титанового композиционного материала по настоящему изобретению, который будет описан позже.
[0236] Примеры 34-49 по изобретению были титановыми композиционными материалами, произведенными с использованием титанового сплава в качестве сляба основного металла, в которых была получена превосходная коррозионная стойкость, которая имела тот же самый уровень, что и коррозионная стойкость обычного материала 3, который был коммерческим коррозионно-стойким титановым материалом, произведенным посредством процессов плавки, обжима и ковки, имеющим тот же самый химический состав, что и слой титанового сплава частей 3 и 4 поверхностного слоя.
[0237] Кроме того, в титановом композиционном материале, для которого использовали чистый титан в качестве основного металла Примеров 34-37 по изобретению, слой Pd-содержащего сплава был сформирован в части поверхностного слоя, и в результате титановые композиционные материалы Примеров 34-37 по изобретению имели более высокую коррозионную стойкость по сравнению с чистыми титановыми материалами обычных материалов 6-9, которые были произведены посредством процессов плавки, обжима и ковки.
(Пример 1-4)
[0238] Прямоугольные слябы, состоящие из чистого титана Класса 1 JIS, приготовили путем вакуумного дугового переплава, обжима и ковки (ВДП+обжим и ковка), электроннолучевого переплава и прямой разливки (ЭЛП+ПР), или плазменной дуговой плавки и прямой разливки (ПДП+ПР), и брали в качестве исходного материала. Толщина каждого прямоугольного сляба составляла 35-250 мм.
[0239] Порошок Pd (опилки или стружку от механообработки) помещали на поверхности сляба так, чтобы область плавления и повторного затвердевания наружного слоя приобрела состав Ti-0,06Pd, и наружный слой сляба подвергали процессу плавления и повторного затвердевания с использованием электронного луча в вакуумной среде. После процесса плавления и повторного затвердевания, за исключением одной части материала, осуществляли контроль так, чтобы выдержать материал в течение одного часа или больше в состоянии, при котором температура поверхности находилась в диапазоне от 100°C до менее чем 500°C. Материал, наружный слой которого подвергся процессу плавления и повторного затвердевания, нагревали до 850°С в атмосфере, а затем подвергали горячей прокатке для формирования горячекатаного листа толщиной примерно 5 мм. После этого переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1 мм, и в качестве отжига выполняли термическую обработку путем нагревания до 600-750°C в вакууме или в атмосфере инертного газа и выдержки при этой температуре в течение 240 минут, тем самым получив образец по изобретению. Из полученного образца вырезали образец для испытания размерами 1 мм × 30 мм × 40 мм (толщина × ширина × длина), поверхность реза и те стороны, к которым не примыкал лист коррозионно-стойкого титанового сплава, закрывали защитной от коррозии лентой с тем, чтобы они не подвергались воздействию коррозионной среды, после чего этот образец для испытания погружали на 96 часов в 3%-й кипящий раствор соляной кислоты (pH ≈ 0 при нормальной температуре), и после этого вычисляли скорость коррозии на основании разности масс до и после коррозионного испытания.
[0240] Кроме того, чтобы обеспечить возможность изучения поперечного сечения, произведенный титановый материал заделывали в смолу и подвергали полировке и травлению, после чего наблюдали в оптический микроскоп и измеряли толщину наружных слоев. Измеренную толщину наружных слоев делили на общую толщину титанового материала, и вычисленное значение принимали за занимаемую наружным слоем долю.
[0241] В дополнение к этому, что касается концентрации легирующего элемента в наружных слоях 3 и 4, выполняли линейный анализ с использованием метода EPMA и определяли концентрацию легирующего элемента как среднее значение результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0242] Для сравнения с титановым материалом по настоящему изобретению вышеописанное коррозионное испытание выполнили с использованием листов толщиной 1 мм, состоящих из технически чистого титана (Класса 1 JIS) и коррозионно-стойкого титанового сплава (Ti-0,06%Pd, Сорт 17 ASTM). Таблица 5 показывает сводку результатов этих испытаний.
[0243] [Таблица 5]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0244] Обычные материалы 1 и 2, показанные в Таблице 5, были чистым титановым материалом (Класс 1 JIS) и коррозионно-стойким титановым материалом (Ti-0,06Pd, Сорт 17 ASTM) соответственно, которые являются коммерчески доступными и производятся посредством процессов плавки, обжима и ковки, и результаты для этих обычных материалов 1 и 2 были использованы в качестве реперных точек для титанового материала по настоящему изобретению, который будет описан позже.
[0245] Каждый из Примеров 50-58 по изобретению проявил коррозионную стойкость, превосходящую коррозионную стойкость технически чистого титанового материала, произведенного посредством процессов плавки, обжима и ковки, который показан как обычный материал 1, а также имел коррозионную стойкость, равную коррозионной стойкости коммерческого коррозионно-стойкого титанового материала, произведенного посредством процессов плавки, обжима и ковки, который показан как обычный материал 2. При этом не наблюдалось влияния, вызванного способом производства прямоугольных слябов материала, и титановые материалы, обладающие превосходной коррозионной стойкостью, были получены при использовании любого из прямоугольных слябов в качестве исходного материала для производства титанового материала.
[0246] Следует отметить в отношении Примера 50 по изобретению, что хотя не было никаких проблем со скоростью коррозии, процентное содержания наружного слоя было большим, а значит доля, занимаемая частью титанового сплава, была относительно большой, что является нежелательным, поскольку стоимость материала увеличивается.
[0247] В Сравнительном примере 3 коррозионная стойкость превосходила коррозионную стойкость чистого титанового материала обычного материала 1. Однако, поскольку промежуточный слой был тонким, наблюдали большое число трещин в поверхности листа. Если после плавления и повторного затвердевания выполняется быстрое охлаждение, появляются волосные трещины в наружном слое из-за напряжения во время затвердевания. Если такие волосные трещины в наружном слое возникли, в последующем процессе горячей прокатки или процессе холодной прокатки появившиеся в тот момент трещины становятся местом зарождения отслаивания наружного слоя, и возникают области, в которых наружный слой является частично тонким или в которых внутренний чистый титан подвергается воздействию коррозионной среды, а значит, скорость коррозии падает до того же уровня, что и скорость коррозии чистого титана.
(Пример 1-5)
[0248] Прямоугольные слябы, состоящие из чистого титана Класса 1 JIS, приготовили путем электроннолучевого переплава и прямой разливки и брали в качестве исходного материала. Толщина каждого прямоугольного сляба составляла 200 мм. На поверхности сляба размещали материал с легирующими элементами (опилки или стружка от механообработки, или т.п.) в заданном количестве для того, чтобы область плавления и повторного затвердевания наружного слоя приобрела заданное содержание легирующих элементов, после чего наружный слой сляба подвергали процессу плавления и повторного затвердевания с использованием электронного луча в вакуумной среде.
[0249] После процесса плавления и повторного затвердевания осуществляли контроль с тем, чтобы выдержать материал в течение одного часа или больше в состоянии, при котором температура поверхности находилась в диапазоне от 100°C до менее чем 500°C. Материал, наружный слой которого подвергся процессу плавления и повторного затвердевания, нагревали до 850°С в атмосфере, а затем подвергали горячей прокатке для формирования горячекатаного листа толщиной приблизительно 5 мм.
[0250] После этого переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. Из полученного горячекатаного травленого листа вырезали образец для испытания с размерами 5 × 30 × 40 мм (толщина × ширина × длина).
[0251] В качестве способа оценочных испытаний использовали тот же самый способ, что и в Примерах 1-4. Для сравнения с титановым материалом по настоящему изобретению вышеописанное коррозионное испытание выполняли с использованием листов толщиной 5 мм, состоящих из технически чистого титана (Класса 1 JIS) и коррозионно-стойких титановых сплавов (Сорта 17, Сорта 19 и Сорта 7 ASTM). Таблица 6 показывает сводку результатов этих испытаний.
[0252] [Таблица 6]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0253] Обычные материалы 3-5 были коммерчески коррозионно-стойкими титановыми материалами, произведенными посредством процессов плавки, обжима и ковки, а обычный материал 6 был технически чистым титановым материалом (Класса 1 JIS), произведенным посредством процессов плавки, обжима и ковки. Результаты для этих обычных материалов использовали в качестве реперных точек для титанового композиционного материала по настоящему изобретению, который будет описан позже.
[0254] Примеры 59-83 по изобретению были примерами настоящего изобретения, каждый из имел коррозионную стойкость, равную коррозионной стойкости коммерчески коррозионно-стойких титановых материалов, произведенных посредством процессов плавки, обжима и ковки, которые показаны как обычные материалы 3-5, а также показал более высокую коррозионную стойкость по сравнению с коррозионной стойкостью технически чистого титанового материала, произведенного посредством процессов плавки, обжима и ковки, который показан как обычный материал 6.
[0255] Примеры 59-62 по изобретению проявили превосходную коррозионную стойкость благодаря содержавшемуся в наружном слое Pd, который является элементом платиновой группы.
[0256] Пример 63 по изобретению проявил превосходную коррозионную стойкость благодаря содержавшимся в наружном слое Pd и Ru, которые являются элементами платиновой группы.
[0257] Примеры 64 и 65 по изобретению проявили превосходную коррозионную стойкость благодаря Co, содержавшемуся в наружном слое в дополнение к Pd, который является элементом платиновой группы.
[0258] В Примере 66 по изобретению, хотя содержание Y, который является редкоземельным элементом, было большим, была проявлена превосходная коррозионная стойкость. Однако, из-за того, что добавленное количество было большим, затраты были высокими, и экономическая эффективность уменьшилась.
[0259] Примеры 67-76 по изобретению проявили превосходную коррозионную стойкость благодаря Y, Dy, La, дидиму (Di), Pr, Ce или Mm, которые являются редкоземельными элементами, содержавшимся в наружном слое в дополнение к Pd или Ru, которые являются элементами платиновой группы.
[0260] Примеры 77 и 78 по изобретению проявили превосходную коррозионную стойкость благодаря Nd или Sm, которые являются редкоземельными элементами, а также Co, содержавшимся в наружном слое в дополнение к Pd, который является элементом платиновой группы.
[0261] Примеры 79 и 80 по изобретению проявили превосходную коррозионную стойкость благодаря Ni, содержавшемуся в наружном слое в дополнение к Ru, который является элементом платиновой группы.
[0262] Пример 81 по изобретению проявил превосходную коррозионную стойкость благодаря Y, который является редкоземельным элементом, а также Ni, содержавшемуся в наружном слое в дополнение к Pd, который является элементом платиновой группы.
[0263] Пример 82 по изобретению проявил превосходную коррозионную стойкость благодаря Co и Ni, содержащимся в наружном слое в дополнение к Pd, который является элементом платиновой группы.
[0264] В дополнение к этому, Пример 83 по изобретению проявил превосходную коррозионную стойкость благодаря Y, который является редкоземельным элементом, а также Co и Ni, содержащимся в наружном слое в дополнение к Pd, который является элементом платиновой группы.
(Пример 1-6)
[0265] Прямоугольные слябы, содержащие заданные легирующие компоненты, приготовили с помощью вакуумного дугового переплава, обжима и ковки (ВДП+обжим и ковка) и брали в качестве исходного материала. Толщина каждого прямоугольного сляба составляла 200 мм. На поверхности сляба размещали материал с легирующими элементами (опилки или стружка от механообработки, или т.п.) в заданном количестве для того, чтобы область плавления и повторного затвердевания наружного слоя приобрела заданное содержание легирующих элементов, после чего наружный слой сляба подвергали процессу плавления и повторного затвердевания с использованием электронного луча в вакуумной среде.
[0266] После процесса плавления и повторного затвердевания осуществляли контроль так, чтобы выдержать материал в течение одного часа или больше в состоянии, при котором температура поверхности находилась в диапазоне от 100°C до менее чем 500°C. Материал, наружный слой которого подвергся процессу плавления и повторного затвердевания, нагревали до температуры в диапазоне 850-1050°C в атмосфере, после чего подвергали горячей прокатке для формирования горячекатаного листа толщиной приблизительно 5 мм. Следует отметить, что листы толщиной 5 мм, состоящие из технически чистого титана (Классов 1-4 JIS) и коррозионно-стойких титановых сплавов (Сорта 17, Сорта 19 и Сорта 7 ASTM), использовались для сравнения с титановым материалом по настоящему изобретению.
[0267] Способ проведения оценки соответствующих титановых материалов был тем же самым, что и в Примерах 1-4 и 1-5. Таблица 7 показывает сводку результатов.
[0268] [Таблица 7]
[0269] Обычный материал 3 был коммерческим коррозионно-стойким титановым материалом (Ti-0,06Pd, Сорт 17 ASTM), произведенным посредством процессов плавки, обжима и ковки, а обычные материалы 6-9 были технически чистыми титановыми материалами (Классов 1-4 JIS), произведенными посредством процессов плавки, обжима и ковки. Эти обычные материалы использовались в качестве реперных точек для титанового композиционного материала по настоящему изобретению, который будет описан позже.
[0270] Примеры 84-87 по изобретению были коррозионно-стойкими титановыми сплавами, произведенными с использованием чистого титана в качестве сляба основного металла, в котором часть титанового сплава наружного слоя содержала приблизительно 0,06% Pd. У этих титановых материалах была получена превосходная коррозионная стойкость, которая имела тот же самый уровень, что и коррозионная стойкость обычного материала 16, который был коммерческим коррозионно-стойким титановым материалом, произведенным посредством процессов плавки, обжима и ковки, и который имел содержание Pd того же самого уровня.
[0271] Кроме того, в титановом композиционном материале, для которого использовали чистый титан в качестве основного металла Примеров 84-87 по изобретению, в наружном слое образовался слой Pd-содержащего сплава, и в результате титановые композиционные материалы Примеров 84-87 по изобретению имели более высокую коррозионную стойкость по сравнению с чистыми титановыми материалами обычных материалов 6-9, которые были произведены посредством процессов плавки, обжима и ковки.
ПРИМЕР 2
(Пример 2-1)
[0272] Титановый композиционный материал 2, проиллюстрированный на Фиг. 2, получали с помощью следующей процедуры. А именно, выполнив электроннолучевой переплав, листы 7 титанового сплава, содержащие по меньшей мере один элемент из Si, Nb и Ta, приварили в вакууме к поверхностям сляба 6, проиллюстрированного на Фиг. 4 и имеющего размеры 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина), который был отлит в прямоугольном кристаллизаторе. В примерах №№ 3 и 4 лист 8 титанового сплава также приварили в вакууме к боковым сторонам сляба 6. После этого сляб 6, к которому были приварены листы 7 и 8 титанового сплава, нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист с толщиной 1 мм, и в качестве отжига выполняли нагревание до 600-750°C в вакууме или в атмосфере инертного газа и выдержку при этой температуре в течение 240 минут, тем самым получив титановые композиционные материалы 2 в качестве образцов примеров (Примеров по изобретению) №№ 1-20 и Сравнительных примеров, показанных в Таблице 8.
[0273] [Таблица 8]
[0274] Образец для испытания размером 20 мм × 20 мм вырезали из каждого из образцов 1-21, и после полировки поверхности и краев каждого образца для испытания наждачной бумагой #400 эти образцы для испытания выдерживали в атмосфере в течение 200 часов при температурах 700°C и 750°C соответственно, измеряли их вес до и после испытания и определяли привес из-за окисления на единицу площади поперечного сечения. Результаты сведены в Таблице 8. Следует отметить, что в отношении концентрации элементов в наружных слоях 3 и 4 в Таблице 8 показанные значения были получены путем усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава после выполнения линейного анализа с использованием метода EPMA.
[0275] В Сравнительном примере № 1 в Таблице 8 внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, и образец не имел наружных слоев 3 и 4. Следовательно, привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 40 г/м2 или больше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C был чрезвычайно высоким и составил 100 г/м2 или больше.
[0276] В Сравнительном примере № 2 внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, и хотя наружные слои 3 и 4 содержали Si, они имели чрезвычайно малую толщину, равную 1 мкм. Толщина промежуточного слоя также была чрезвычайно тонкой. Следовательно, привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 40 г/м2 или больше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C был чрезвычайно высоким и составил 100 г/м2 или больше.
[0277] В Примере № 3 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 1 JIS, а наружные слои 3 и 4 содержали Si. Следовательно, Пример № 3 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0278] В Примере № 4 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, а наружные слои 3 и 4 содержали Si. Следовательно, Пример № 4 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0279] В Примере № 5 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 3 JIS, а наружные слои 3 и 4 содержали Si. Следовательно, Пример № 5 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0280] В Примере № 6 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 3 JIS, а наружные слои 3 и 4 содержали Si. Следовательно, Пример № 6 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0281] В Примерах №№ 8-21 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, а наружные слои 3 и 4 содержали один или более элементов из Si, Nb, Ta и Al. Следовательно, Примеры №№ 8-21 по изобретению показали превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-2)
[0282] Титановый композиционный материал 2, проиллюстрированный на Фиг. 2, получали с помощью следующей процедуры. А именно, в Примерах №№ 22 и 23 по изобретению после того, как сляб 6 был подвергнут электроннолучевому переплаву и отлит в прямоугольном кристаллизаторе, лист 7 титанового сплава, содержащий по меньшей мере один элемент из Si, Nb, Ta и Al, приварили в вакууме к поверхности сляба 6, проиллюстрированного на Фиг. 3 и имеющего размеры 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина), в котором стороны, соответствующие прокатываемым поверхностям, были обрезаны и обработаны начисто. Кроме того, в Примере № 24 по изобретению после выполнения электроннолучевого переплава и разливки в прямоугольный кристаллизатор листы 7 титанового сплава, содержащего по меньшей мере один элемент из Si, Nb, Ta и Al, приварили в вакууме к поверхностям сляба 6, проиллюстрированного на Фиг. 4 и имеющего размеры 100 мм × 1000 мм × 4500 мм (толщина × ширина × длина), в котором стороны, соответствующие прокатываемым поверхностям, были обрезаны и обработаны начисто после выполнения чистовой обработки резанием.
[0283] После этого сляб 6, к которому были приварены листы 7 титанового сплава, нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1 мм, и в качестве отжига выполняли нагревание до 600-700°C в вакууме или в атмосфере инертного газа и выдержку при этой температуре в течение 240 минут, тем самым получив титановые композиционные материалы 2 в качестве образцов Примеров №№ 22-24 по изобретению, показанных в Таблице 9.
[0284] [Таблица 9]
[0285] Для каждого из этих образцов привес из-за окисления на единицу площади поперечного сечения был определен аналогично Примеру 2-1. Результаты сведены в Таблице 9. Следует отметить, что в отношении значений концентрации элемента в части поверхностного слоя в Таблице 9 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0286] В Примере № 22 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 1 JIS, а наружные слои 3 и 4 содержали Si. Следовательно, Пример № 22 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0287] В Примере № 23 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, а наружные слои 3 и 4 содержали Nb. Следовательно, Пример № 23 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0288] В Примере № 24 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 3 JIS, а наружные слои 3 и 4 содержали Si и Al. Следовательно, Пример № 24 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-3)
[0289] Титановый композиционный материал 2, проиллюстрированный на Фиг. 2, получали с помощью следующей процедуры. А именно, после выполнения плазменной дуговой плавки и разливки в прямоугольный кристаллизатор листы титанового сплава, содержащего соответствующие элементы, приварили в вакууме к поверхности сляба 6, проиллюстрированного на Фиг. 4 и имеющего размеры 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина), в котором стороны, соответствующие прокатываемым поверхностям, были обрезаны и обработаны начисто. После этого сляб нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1 мм, и в качестве отжига выполняли нагревание до 600-750°C в вакууме или в атмосфере инертного газа и выдержку при этой температуре в течение 240 минут, тем самым получив титановые композиционные материалы 2 в качестве образцов Примеров №№ 25-27 по изобретению, показанных в Таблице 10.
[0290] Для каждого из этих образцов привес из-за окисления на единицу площади поперечного сечения был определен аналогично Примеру 2-1. Результаты сведены в Таблице 10. Следует отметить, что в отношении значений концентрации элемента в части поверхностного слоя в Таблице 10 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0291] [Таблица 10]
[0292] В Примере № 25 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 1 JIS, наружные слои 3 и 4 содержали Si, а их толщина была адекватной в 5 мкм или больше. Следовательно, Пример № 25 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0293] В Примере № 26 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, наружные слои 3 и 4 содержали Nb, а их толщина была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 26 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0294] В Примере № 27 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 3 JIS, наружные слои 3 и 4 содержали Si и Al, а их толщина была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 27 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-4)
[0295] Титановый композиционный материал 2, проиллюстрированный на Фиг. 2, получали с помощью следующей процедуры. А именно, после формования титанового слитка с прямоугольной формой путем обжима титанового слитка листы 7 титанового сплава, содержащего легирующие элементы, приварили в вакууме к поверхности сляба 6, проиллюстрированного на Фиг. 4 и имеющего размеры 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина), в котором стороны, соответствующие прокатываемым поверхностям, были обрезаны и обработаны начисто. После этого сляб 6, к которому были приварены листы 7 титанового сплава, нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1 мм, и в качестве отжига выполняли нагревание до 600-750°C в вакууме или в атмосфере инертного газа и выдержку при этой температуре в течение 240 минут, тем самым получив титановые композиционные материалы 2 в качестве образцов Примеров №№ 28 и 29 по изобретению, показанных в Таблице 11.
[0296] [Таблица 11]
[0297] Для каждого из этих образцов привес из-за окисления на единицу площади поперечного сечения был определен аналогично Примеру 2-1. Результаты сведены в Таблице 11. Следует отметить, что в отношении значений концентрации элемента в части поверхностного слоя в Таблице 11 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0298] В Примере № 28 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 1 JIS, наружные слои 3 и 4 содержали Si, а их толщина была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 28 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0299] В Примере № 29 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, наружные слои 3 и 4 содержали Si, а их толщина была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 29 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-5)
[0300] Титановый композиционный материал 2, проиллюстрированный на Фиг. 2, получили с помощью следующей процедуры. А именно, слиток, имеющий размеры 220 мм × 1000 мм × 4500 мм (толщина × ширина × длина), в котором стороны, соответствующие прокатываемым поверхностям, были обрезаны и обработаны начисто, который был получен после выполнения электроннолучевого переплава и разливки в прямоугольный кристаллизатор, использовали в качестве сляба 6.
[0301] В качестве листов 7 титанового сплава, которые приваривали в вакууме к поверхностям сляба 6, использовали лист титанового сплава, состоящего из Ti-1,0Cu-1,0Sn-0,45Si-0,2Nb, лист титанового сплава, состоящего из Ti-1,0Cu-0,5Nb, лист титанового сплава, состоящего из Ti-0,25Fe-0,45Si, и лист титанового сплава, состоящего из Ti-0,35Fe-0,45Si, соответственно для № 30, № 31, № 32 и № 33 в Таблице 12.
[0302] После этого каждый сляб нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1 мм, и в качестве отжига выполняли нагревание до 600-700°C в вакууме или в атмосфере инертного газа и выдержку при этой температуре в течение 240 минут, тем самым получив титановые композиционные материалы 2 в качестве образцов Примеров №№ 30-33 по изобретению, показанных в Таблице 12.
[0303] [Таблица 12]
[0304] Для каждого из этих образцов привес из-за окисления на единицу площади поперечного сечения был определен аналогично Примеру 2-1. Результаты сведены в Таблице 12. Следует отметить, что в отношении значений концентрации элемента в части поверхностного слоя в Таблице 12 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0305] В Примерах по изобретению №№ 30-33 внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, наружные слои 3 и 4 содержали один или более элементов из Si, Nb, Ta и Al, а их толщина была адекватной, составляя 5 мкм или больше. В дополнение, хотя другие элементы также содержались, их содержание составляло меньше 2,5%. Кроме того, Примеры №№ 30-33 по изобретению показали превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-6)
[0306] Титановый композиционный материал 2, проиллюстрированный на Фиг. 2, получали с помощью следующей процедуры. А именно, слиток титанового сплава, имеющий размеры 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина), в котором стороны, соответствующие прокатываемым поверхностям, были обрезаны и обработаны начисто, который был получен после выполнения электроннолучевого переплава и разливки в прямоугольный кристаллизатор, использовали в качестве сляба 6.
[0307] Титановые листы 7, содержащие один или более элементов из Si, Nb, Ta и Al, приваривали в вакууме к поверхностям слябов 6 №№ 34-45 в Таблице 13, которые состояли из: Ti-1,0Cu-1,0Sn для № 34, Ti-1,0Cu-1,0Sn для № 35, Ti-0,5Al для № 36, Ti-0,9Al для № 37, Ti-3Al-2,5V для № 38, Ti-1Fe-0,35O для № 39, Ti-1,5Fe-0,5O для № 40, Ti-0,5Cu для № 41, Ti-5Al-1Fe для № 42, Ti-6Al-4V для № 43, Ti-20V-4Al-1Sn для № 44, и Ti-15V-3Al-3Cr-3Sn для № 45. После этого каждый сляб нагревали до 950°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, для №№ 34-41 выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1 мм, и в качестве отжига выполняли нагревание до 600-700°C в вакууме или в атмосфере инертного газа и выдержку при этой температуре в течение 240 минут, тем самым получив титановые композиционные материалы 2 в качестве образцов Примеров №№ 34-41 по изобретению, показанных в Таблице 13. В дополнение к этому, для №№ 42-45 в качестве отжига после обработки удалением окалины выполняли термическую обработку путем нагревания до 600-700°C в вакууме или в атмосфере инертного газа и выдержки при этой температуре в течение 240 минут, тем самым получив титановые композиционные материалы 2 в качестве образцов Примеров № 42-45 по изобретению, показанных в Таблице 13.
[0308] [Таблица 13]
[0309] Для каждого из этих образцов привес из-за окисления на единицу площади поперечного сечения был определен аналогично Примеру 2-1. Результаты сведены в Таблице 13. Следует отметить, что в отношении значений концентрации элемента в части поверхностного слоя в Таблице 13 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0310] В каждом из Примеров № 34-45 по изобретению наружные слои 3 и 4 содержали один или более элементов из Si, Nb, Ta и Al, а их толщина была адекватной, составляя 5 мкм или больше. Кроме того, Примеры №№ 34-45 по изобретению показали превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-7)
[0311] Использовали титановый материал для горячей прокатки, который был подвергнут электроннолучевому переплаву и разливке в прямоугольный кристаллизатор, чтобы иметь размеры 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина). Поверхность этого титанового материала для горячей прокатки подвергали плавлению поверхностного слоя вместе с материалом, состоящим из одного или более элементов из Nb, Si, Ta и Al. После этого температуру поверхности титанового материала для горячей прокатки выдерживали в течение одного часа или больше при температуре 150°C. После этого титановый материал для горячей прокатки нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1,0 мм, и в качестве отжига выполняли нагревание до 600-750°C в вакууме или в атмосфере инертного газа и выдержку при этой температуре в течение 240 минут, чтобы тем самым получив образцы Контрольных примеров и Примеров по изобретению №№ 46-66, показанных в Таблице 14. Многие из этих образцов имели структуру титанового композиционного материала 1 или 2, показанную на Фиг. 1 и Фиг. 2.
[0312] Образец для испытания размером 20 мм × 20 мм вырезали из каждого из этих образцов, и после полировки поверхности и краев каждого образца для испытания наждачной бумагой #400 эти образцы для испытания выдерживали в атмосфере в течение 200 часов при температурах 700°C и 750°C соответственно, измеряли их вес до и после испытания и определяли привес из-за окисления на единицу площади поперечного сечения. Результаты сведены в Таблице 14. Следует отметить, что в отношении концентрации элемента в части поверхностного слоя в Таблице 14 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0313] [Таблица 14]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0314] В Сравнительном примере № 46 внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, и образец не имел наружных слоев 3 и 4. Следовательно, привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 40 г/м2 или больше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 100 г/м2 или больше, что было чрезвычайно высокими величинами.
[0315] В Сравнительном примере № 47 внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, и хотя наружные слои 3 и 4 содержали Si, они имели чрезвычайно малую толщину, равную 1 мкм. Следовательно, привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 40 г/м2 или больше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 100 г/м2 или больше, что было чрезвычайно высокими величинами.
[0316] В Примере № 48 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 1 JIS, наружные слои 3 и 4 содержали Si, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 48 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0317] В Примере № 49 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, наружные слои 3 и 4 содержали Si, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 49 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0318] В Примере № 50 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 3 JIS, наружные слои 3 и 4 содержали Si, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 50 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0319] В Примере № 51 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 4 JIS, наружные слои 3 и 4 содержали Si, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 51 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0320] В Примерах №№ 53-66 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, наружные слои 3 и 4 содержали один или более элементов из Si, Nb, Ta и Al, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Примеры №№ 53-66 по изобретению показали превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-8)
[0321] В Примерах по изобретению, показанных в №№ 67-69, использовался титановый материал для горячей прокатки, имеющий размеры 100 мм × 1000 мм × 4500 мм (толщина × ширина × длина), который был получен после выполнения электроннолучевого переплава и разливки в прямоугольный кристаллизатор, в котором стороны, соответствующие прокатываемым поверхностям, были обрезаны и обработаны начисто. Материал, состоящий из одного или более элементов из Nb, Si и Al, распределяли на титановом материале для горячей прокатки, и после этого выполняли плавление поверхностного слоя, после которого сляб выдерживали при температуре 300°C в течение одного часа или больше.
[0322] После этого каждый сляб нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, выполняли холодную прокатку, сформировав титановый лист, имеющий толщину 1,0 мм, и в качестве отжига выполняли нагревание до 600-750°C в вакууме или в атмосфере инертного газа и выдержку при этой температуре в течение 240 минут, тем самым получив титановые композиционные материалы 2 в качестве образцов Примеров №№ 67-69 по изобретению, показанных в Таблице 15.
[0323] Образец для испытания размером 20 мм × 20 мм вырезали из каждого из образцов, и после полировки поверхности и краев каждого образца для испытания наждачной бумагой #400 эти образцы для испытания выдерживали в атмосфере в течение 200 часов при температурах 700°C и 750°C соответственно, измеряли их вес до и после испытания и определяли привес из-за окисления на единицу площади поперечного сечения. Результаты сведены в Таблице 15. Следует отметить, что в отношении значений концентрации элемента в части поверхностного слоя в Таблице 15 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0324] [Таблица 15]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0325] В Примере № 67 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 1 JIS, наружные слои 3 и 4 содержали Si, и их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 67 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0326] В Примере № 68 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, наружные слои 3 и 4 содержали Nb, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 68 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0327] В Примере № 69 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 3 JIS, наружные слои 3 и 4 содержали Si и Al, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 69 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-9)
[0328] В Примерах по изобретению, показанных в №№ 70-72 в Таблице 16, использовали титановый материал для горячей прокатки, имеющий размеры 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина), полученный путем выполнения плазменной плави и разливки в прямоугольный кристаллизатор. Материал, состоящий из одного или более элементов из Nb, Si и Al, распределяли на титановом материале для горячей прокатки, и после этого выполняли плавление поверхностного слоя, после которого поверхность материала выдерживали при температуре 300°C в течение одного часа или больше. Кроме того, в Примере по изобретению, показанном в № 27, использовали титановый материал для горячей прокатки, имеющий размеры 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина), который был получен после выполнения плазменной плавки и разливки в прямоугольный кристаллизатор, в котором стороны, соответствующие прокатываемым поверхностям, были обрезаны и обработаны начисто. Материал, состоящий из одного или более элементов из Nb, Si и Al, распределяли на титановом материале для горячей прокатки, и после этого выполняли плавление поверхностного слоя, после которого поверхность материала выдерживали при температуре 250°C в течение одного часа или больше.
[0329] После этого каждый сляб нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, в качестве отжига выполняли термическую обработку путем нагревания до 600-700°C в вакууме или в атмосфере инертного газа и выдержки при этой температуре в течение 240 минут.
[0330] Образец для испытания размером 20 мм × 20 мм вырезали из каждого из образцов, и после полировки поверхности и краев каждого образца для испытания наждачной бумагой #400 эти образцы для испытания выдерживали в атмосфере в течение 200 часов при температурах 700°C и 750°C соответственно, измеряли их вес до и после испытания и определяли привес из-за окисления на единицу площади поперечного сечения. Результаты сведены в Таблице 16. Следует отметить, что в отношении значений концентрации элемента в части поверхностного слоя в Таблице 16 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0331] [Таблица 16]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0332] В Примере № 70 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 1 JIS, наружные слои 3 и 4 содержали Si, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 70 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0333] В Примере № 71 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, наружные слои 3 и 4 содержали Nb, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 71 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0334] В Примере № 72 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 3 JIS, наружные слои 3 и 4 содержали Si и Al, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 72 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
(Пример 2-10)
[0335] В Примере по изобретению, показанном в № 73, который описан в Таблице 17, использовали титановый материал для горячей прокатки с размерами 200 мм × 1000 мм × 4500 мм (толщина × ширина × длина), в котором после обжима титанового материала для горячей прокатки до прямоугольной формы соответствующие прокатываемым поверхностям стороны были обрезаны и обработаны начисто. Материал, содержащий Si, распределяли на титановом материале для горячей прокатки, после чего выполняли плавление поверхностного слоя, и после этого поверхность титанового материала для горячей прокатки выдерживали при температуре 150°C в течение одного часа или больше. Кроме того, в Примере по изобретению, показанном в № 74, использовали титановый материал для горячей прокатки с размерами 50 мм × 1000 мм × 4500 мм (толщина × ширина × длина), в котором после обжима титанового материала для горячей прокатки до прямоугольной формы соответствующие прокатываемым поверхностям стороны были обрезаны и обработаны начисто. Материал, содержащий соответствующие элементы, состоящие из Si, распределяли на титановом материале для горячей прокатки, после чего выполняли плавление поверхностного слоя, и после этого поверхность титанового материала для горячей прокатки выдерживали при температуре 350°C в течение одного часа или больше.
[0336] После этого каждый сляб нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. В дополнение, в качестве отжига выполняли термическую обработку путем нагревания до 600-700°C в вакууме или в атмосфере инертного газа и выдержки при этой температуре в течение 240 минут.
[0337] Образец для испытания размером 20 мм × 20 мм вырезали из каждого из образцов, и после полировки поверхности и краев каждого образца для испытания наждачной бумагой #400 эти образцы для испытания выдерживали в атмосфере в течение 200 часов при температурах 700°C и 750°C соответственно, измеряли их вес до и после испытания и определяли привес из-за окисления на единицу площади поперечного сечения. Результаты сведены в Таблице 17. Следует отметить, что в отношении значений концентрации элемента в наружных слоях 3 и 4 в Таблице 17 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава.
[0338] [Таблица 17]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0339] В Примере № 73 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 1 JIS, наружные слои 3 и 4 содержали Si, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 73 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
[0340] В Примере № 74 по изобретению внутренняя часть 5 состояла из технически чистого титана Класса 2 JIS, наружные слои 3 и 4 содержали Si, а их толщина также была адекватной, составляя 5 мкм или больше. Следовательно, Пример № 74 по изобретению показал превосходную стойкость к окислению, при которой привес из-за вызванного нагревом окисления в течение 200 часов при 700°C составил 25 г/м2 или меньше, а привес из-за вызванного нагревом окисления в течение 200 часов при 750°C составил 70 г/м2 или меньше.
ПРИМЕР 3
(Пример 3-1)
[0341] Далее в качестве примера настоящего изобретения описан процесс изготовления образца для испытания. В качестве материала для горячей прокатки приготовили слябы при описанных ниже условиях плавки, обжима и чистовой обработки поверхности. Соответствующие слябы обозначены символами S1, S2, S3, S4 и S5.
[0342] S1: Сляб, который отливали с использованием процесса электроннолучевого переплава; поверхность подвергали механическому резанию.
S2: Сляб, который отливали с использованием процесса электроннолучевого переплава; поверхность была в литом состоянии.
S3: Прямоугольный слиток, который отливали с использованием процесса электроннолучевого переплава и обжимали в форме сляба; поверхность подвергали механическому резанию.
S4: Цилиндрический слиток, который отливали с использованием процесса вакуумно-дугового переплава и обжимали в форме сляба; поверхность подвергали механическому резанию.
S5: Сляб, который отливали с использованием процесса плазменно-дуговой плавки; поверхность подвергали механическому резанию.
S6: Сляб, полученный подверганием поверхности описанного в S2 сляба плавлению и повторному затвердеванию с использованием электронного луча.
Следует отметить, что Пример 3-1 является примером, в котором использовали материал для горячей прокатки, состоящий из технически чистого титана, химический состав которого был таким: O: 0,030-0,33%, Fe: 0,027-0,090%, C: 0,01% или меньше, H: 0,003% или меньше, и N: 0,006% или меньше.
[0343] Листы 7 чистого титана, имеющие более высокую концентрацию Fe, Cr, Ni, Al и Zr, чем вышеупомянутые слябы 6, присоединяли к поверхностям слябов 6 способом сварки в вакууме, то есть листы чистого титана различных толщин, содержащие Fe и т.п., накладывали на поверхности слябов 6 и их периферии соединяли электроннолучевой сваркой. Для некоторых из слябов 6 листы 8 чистого титана, имеющие более высокую концентрацию Fe и т.п., чем сляб 6, присоединяли электроннолучевой сваркой к боковым сторонам слябов.
[0344] Следует отметить, что толщина стандартного сляба составляла 125 мм. Некоторые из используемых слябов были выполнены с толщиной 75 мм, 40 мм и т.п. для того, чтобы отрегулировать долю, занимаемую толщиной наружного слоя относительно общей толщины.
[0345] Каждый титановый сляб нагревали до 850°C и подвергали горячей прокатке до толщины 5 мм, и переднюю и заднюю поверхности затем подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты, после чего следовали холодная прокатка с образованием титанового листа толщиной 0,5-1,0 мм и последующий отжиг в вакууме или в атмосфере инертного газа, тем самым получив образцы в качестве Примеров по изобретению.
[0346] В дополнение к Примерам по изобретению, выполняли процессы вплоть до холодной прокатки аналогичным образом с использованием титановых слябов, которые не были соединены с титановыми листами 7, после чего выполняли термическую обработку, при которой титановые слябы нагревали до 580-780°C в вакууме или в атмосфере инертного газа и выдерживали при этой температуре в течение 240 минут, получив испытываемые образцы в качестве Сравнительных примеров.
[0347] Для каждого испытываемого образца размер зерна α-фазы, предел прочности при растяжении, относительное удлинение, предел усталости и формуемость в соответствующих местах оценивали при описанных ниже условиях.
[0348] Для каждого испытываемого образца в качестве титанового композиционного материала 2 размер зерна α-фазы, предел прочности при растяжении, относительное удлинение, предел усталости и формуемость в соответствующих местах оценивали при описанных ниже условиях.
(Размер зерна α-фазы)
[0349] Толщину области с концентрацией дополнительного элемента наружного слоя измеряли методом электронного микрозондового анализа (EPMA). Центральное положение относительно толщины листа и средний размер зерна α-фазы в пределах толщины области с концентрацией дополнительного элемента наружного слоя на фотографии микроструктуры, снятой с помощью оптического микроскопа, вычисляли методом секущих в соответствии со стандартом JIS G 0551 (2005).
(Прочность при растяжении, относительное удлинение)
[0350] Приготовили образцы для испытания на разрыв, в которых параллельный участок имел размеры 6,25 × 32 мм, расстояние между точками замера составляло 25 мм, зажимной участок имел ширину 10 мм, а полная длина составляла 80 мм (размер, который был вдвое меньше размера образца для испытания на разрыв в соответствии со стандартом JIS13-B), и осуществляли испытание на разрыв при условиях скорости нарастания упругого напряжения 0,5%/мин между точками замера до измерения условного предела текучести при остаточной деформации 0,2% и 30%/мин от этого момента и далее. В этом случае оценивались прочность при растяжении и полное удлинение в направлении, перпендикулярном направлению прокатки.
(Предел усталости)
[0351] Испытание на усталость выполняли при условиях коэффициента асимметрии цикла напряжений R=-1 и частоты 25 Гц с использованием образца для испытания на усталость при плоском изгибе, показанного на Фиг. 8, а также машины для проведения испытания на усталость при плоском изгибе производства компании Tokyo Koki Co. Ltd. Определяли число повторений до разрушения при соответствующих амплитудах напряжений для построения кривой усталости в зависимости от напряжений и оценивали предел выносливости (предел усталости), при котором разрушение не происходило даже тогда, когда изгиб повторяли 107 раз.
(Формуемость)
[0352] Титановый лист, обработанный давлением до размеров 90 мм × 90 мм × 0,5 мм, подвергали испытанию на сферическую обтяжку с использованием сферического пуансона ∅40 мм на машине для глубокой вытяжки модели SAS-350D производства компании Tokyo Testing Machine Inc. При испытании на обтяжку применяли масло высокой вязкости (#660) производства компании Nihon Kohsakuyu Co., Ltd., и на пуансон помещали полиэтиленовый лист, так что пуансон и титановый лист непосредственно не контактировали, и выполняли оценку путем сравнения глубины вдавливания в момент разрыва испытываемого образца. Поскольку на глубину вдавливания в испытании на сферическую обтяжку сильно влияет концентрация кислорода, можно сказать, что формуемость является более благоприятной, когда глубина вдавливания составляет 21,0 мм или больше в отношении Класса 1 JIS, 19,0 мм или больше в отношении Класса 2 JIS, и 13,0 мм или больше в отношении Класса 3 JIS.
[0353] Фиг. 9 показывает примеры фотографий микроструктуры в случае, когда испытываемый образец был изготовлен методом плакирования горячей прокаткой. Фиг. 9(a) представляет собой фотографию микроструктуры испытываемого образца № A1, Фиг. 9(b) – фотографию микроструктуры испытываемого образца № A14, Фиг. 9(c) – фотографию микроструктуры испытываемого образца № A15, и Фиг. 9(d) – фотографию микроструктуры испытываемого образца № A16. Следует отметить, что испытываемый образец, показанный на Фиг. 9(a), представляет собой обычный титановый материал в качестве Сравнительного примера, а каждый из испытываемых образцов, показанных на Фиг. 9(b)-(d), представляет собой Пример по изобретению. Результаты этих испытаний сведены в Таблицах 18 и 19. Таблица 18 показывает результаты для случая, в котором использовали материал для горячей прокатки, состоящий из технически чистого титана, эквивалентного Классу 1 JIS, а Таблица 19 показывает результаты для случая, в котором использовали материал для горячей прокатки, состоящий из технически чистого титана, эквивалентного Классам 2 и 3 JIS.
[0354] [Таблица 18]
Всего 0,22
[0355] Испытываемые образцы №№ A8, 9 и 38 в Таблице 18 являются примерами, в которых титановые листы 7 с высокой концентрацией Fe и т.п. также были приварены и соединены с боковыми сторонами соответствующих слябов 6.
[0356] Образцы № A1-A3 являются обычными примерами, которые не имели наружных слоев 3 и 4, у которых отношения предела усталости составили 0,63, 0,63 и 0,55, что является типичными значениями для титановых материалов.
[0357] Все Примеры по изобретению обладали превосходными формуемостью и пределом усталости.
[0358] В испытываемом образце № A5, который является Сравнительным примером, поскольку толщина промежуточного слоя была меньше, чем диапазон по настоящему изобретению, произошло отслаивание наружного слоя, и относительное удлинение было неудовлетворительным.
[0359] В испытываемом образце № A18, который является Сравнительным примером, поскольку толщина наружных слоев 3 и 4 была меньше, чем диапазон по настоящему изобретению, отношение предела усталости имело типичное значение для титанового материала.
[0360] [Таблица 19]
[0361] Испытываемые образцы №№ B1 и B2 являются обычными примерами, у которых не было наружных слоев 3 и 4 и у которых отношение предела усталости составило 0,58 или 0,59, что является типичным значением для титановых материалов.
[0362] Все Примеры по изобретению обладали превосходными формуемостью и пределом усталости.
(Пример 3-2)
[0363] В Примере 3-2 показаны примеры, в которых использовали следующие титановые сплавы M1 - M10 для слябов 6.
M1: Сорт 7 ASTM
M2: Сорт 11 ASTM
M3: Сорт 16 ASTM
M4: Сорт 26 ASTM
M5: Сорт 30 ASTM
M6: 0,02%Pd-0,022%Mm-Ti (O: 0,050%, Fe: 0,041%). Здесь «Mm» обозначает смешанные редкоземельные элементы перед разделением и рафинированием (мишметалл), и его состав был таким: 55% Ce, 51% La, 10% Nd и 4% Pr.
[0364] M7: 0,03%Pd-0,002%Y-Ti (O: 0,049%, Fe: 0,033%)
M8: 0,5%Cu-Ti (O: 0,048%, Fe: 0,038%)
M9: 1,0%Cu-Ti (O: 0,048%, Fe: 0,033%)
M10: 1,0Cu-0,5%Nb-Ti (O: 0,044%, Fe: 0,040%)
В отношении слябов 6, состоящих из вышеупомянутых титановых сплавов, использовали способ, в котором титановые листы 7, состоящие из тех же самых титановых сплавов, что и соответствующие слябы 6, и имевшие более высокие концентрации Fe, Cr, Ni, Al и Zr, чем соответствующие слябы 6, присоединяли сваркой в вакууме к поверхностям слябов 6, то есть листы 7 титанового сплава с различными толщинами, содержащие Fe, Cr, Ni, Al и Zr в суммарной концентрации 0,1-0,5%, накладывали на поверхности слябов 6, а их периферии соединяли электроннолучевой сваркой. Следует отметить, что когда также включены Сравнительные примеры, суммарные концентрации Fe, Cr, Ni, Al и Zr в листах 7 титанового сплава были в диапазоне 0,03-1,1%. Другие процессы этого способа получения и способ оценки были теми же самыми, что и в Примере 3-1.
[0365] Результаты сведены в Таблице 20.
[0366] [Таблица 20]
[0367] Образцы №№ C11-C30 в Таблице 20 являются Примерами по изобретению, которые удовлетворяли всем требованиям настоящего изобретения, а образцы №№ C1-C10 являются Сравнительными примерами, которые не удовлетворяли требованиям настоящего изобретения.
[0368] Образцы №№ С1-C10 являются обычными примерами, у которых не было наружных слоев 3 и 4 и у которых отношение предела усталости составило 0,61 или 0,62, что является типичным значением для титановых материалов.
[0369] Все образцы №№ C11-C30, которые являются Примерами по изобретению, имели превосходные формуемость и предел усталости.
ПРИМЕР 4
(Пример 4-1)
[0370] Настоящее изобретение теперь будет описано более конкретно со ссылками на примеры. Листы титанового сплава, имеющие толщину 3 мм, присоединяли электроннолучевой сваркой в среде вакуума с давлением 3×10-3 мм рт.ст. или меньше к верхним и нижним поверхностям слябов, состоящих из технически чистого титана Класса 2 JIS, имеющих толщину 60 мм, ширину 100 мм и длину 120 мм. После этого полученные слябы нагревали до 850°C и подвергали горячей прокатке до толщины листа 4,8-5,0 мм. Затем выполняли отжиг при 600-650°C в среде вакуума в течение 4-10 часов. В дополнение, выполняли обдувку дробью и травление для удаления слоя окалины.
[0371] В качестве Примеров по изобретению использовали показанный на Фиг. 2 титановый композитный лист 2, в котором за счет выполнения вышеуказанного плакирования горячей прокаткой наружные слои 3 и 4 состояли из титанового сплава, а внутренняя часть 5 – из технически чистого титана Класса 2 JIS. В качестве Сравнительных примеров использовали материалы из технически чистого титана Класса 2 JIS, у которых не было наружных слоев 3 и 4. Толщина листа составляла от 4,8 до 5 мм как для Примеров по изобретению, так и для Сравнительных примеров.
[0372] Титановые композитные листы 2 Примеров по изобретению и титановые листы Сравнительных примеров подвергали воздействию атмосферы из 1 об.% H2 + 99 об.% Ar в течение пяти часов при температуре 400-500°C в качестве среды поглощения водорода.
[0373] Образец для ударного испытания с V-образной канавкой шириной 2 мм, имеющий размеры 4,8-5 мм × 10 мм × 55 мм, приготовили из титановых композитных листов 2 Примеров по изобретению и титановых листов Сравнительных примеров, приняв направление проникновения по толщине листа за направление канавки. Значение энергии удара рассчитывали путем деления поглощенной энергии удара, которая была измерена при испытании на удар по Шарпи, на площадь поперечного сечения участка разрушения образца, и полученное значение оценивали как характеристику водородного охрупчивания.
[0374] Кроме того, чтобы обеспечить возможность изучения поперечного сечения, произведенные титановые композитные листы заделывали в смолу и подвергали полировке и травлению, после чего наблюдали в оптический микроскоп и измеряли толщину наружных слоев. Измеренную толщину наружных слоев делили на общую толщину титанового композиционного материала, и вычисленное значение принимали за занимаемую наружным слоем долю. В данных примерах занимаемая наружным слоем доля составляла в пределах диапазона от 3 до 5%.
[0375] Таблица 21 показывает условия воздействия, концентрацию водорода и поглощенную энергию удара для обычного технически чистого титана, у которого не было наружных слоев 3 и 4. В том случае, когда обычный технически чистый титан подвергался воздействию водородной атмосферы при 450°C или больше, значение энергии удара, полученное делением поглощенной энергии удара на площадь поперечного сечения образца, уменьшалось до менее чем 2,0×102 Дж/см2. Значение энергии удара в том случае, когда концентрация водорода была достаточно низкой, составляло 2,7×102 Дж/см2, и поэтому вышеупомянутое значение 2,0×102 Дж/см2 было на 20% или более меньше, чем в том случае, когда концентрация водорода была достаточно низкой. Таким образом, случай, в котором значение энергии удара было на 20% или более меньше, чем значение энергии удара в том случае, когда концентрация водорода была достаточно низкой, определяли как случай возникновения водородного охрупчивания.
[0376] [Таблица 21]
(млн-1)
[0377] Далее будут описаны Примеры по изобретению в качестве титановых композитных листов 2, в котором наружные слои 3 и 4 состояли из титанового сплава. Результаты испытаний сведены в Таблице 22. В отношении значений концентрации элемента в части поверхностного слоя в Таблице 22 показанные значения были получены путем выполнения линейного анализа с использованием метода EPMA и усреднения результатов измерения в диапазоне от поверхности до нижней кромки слоя сплава. Кроме того, условиями выдержки в водородной среде были 500°C в течение пяти часов для всех Примеров по изобретению, что соответствует условиям выдержки для № 3 в Таблице 21.
[0378] [Таблица 22]
[0379] В №№ 1-5 титановый сплав наружных слоев 3 и 4 содержал исключительно Mo, в №№ 6-9 титановый сплав наружных слоев 3 и 4 содержал исключительно V, а в №№ 10-15 титановый сплав наружных слоев 3 и 4 содержал сочетание двух или более элементов из Mo, V и Nb.
[0380] Как показано в Таблице 22, было найдено, что для №№ 2-4 и 7-14, которые были Примерами по изобретению, соответствующие значения энергии удара были высокими и составляли от 2,4 до 2,8×102 Дж/см2, и титановые композитные листы 2 имели превосходные характеристики стойкости к водородному охрупчиванию.
[0381] Как показано в Таблице 2, титановые композитные листы 2 по изобретению имели чрезвычайно высокие характеристики стойкости к водородному охрупчиванию по сравнению с титановыми листами Сравнительных примеров.
(Пример 4-2)
[0382] Листы титанового сплава Ti-15V-3Cr-3Sn-3Al, имеющие толщину от 1 до 25 мм, присоединяли электроннолучевой сваркой в среде вакуума с давлением 3×10-3 мм рт.ст. или меньше к верхним и нижним поверхностям титановых слябов, состоящих из технически чистого титана Класса 2 JIS, имеющих толщину 60 мм, ширину 100 мм и длину 120 мм. После этого полученные слябы нагревали до 850°C и подвергали горячей прокатке до толщины листа 4,8-5,0 мм. Затем выполняли отжиг при 600-650°C в среде вакуума в течение 4-10 часов. В дополнение, выполняли обдувку дробью и травление для удаления слоя окалины.
[0383] После этого, аналогично Примеру 4-1, слябы подвергали воздействию атмосферы из 1 об.% H2 + 99 об.% Ar в течение пяти часов при температуре 400-500°C в качестве среды поглощения водорода, после чего из них взяли образцы для ударного испытания Шарпи, вычислили значения энергии удара и оценили характеристики водородного охрупчивания.
[0384] Результаты сведены в Таблице 23.
[0385] [Таблица 23]
(×102 Дж/см2)
[0386] В №№ 1-3, которые являются Примерами по изобретению, химический состав и занимаемая наружным слоем доля соответствовали диапазонам настоящего изобретения, и значение энергии удара составило 2,0×102 Дж/см2 или больше.
(Пример 4-3)
[0387] В качестве Примеров по изобретению листы титанового сплава Ti-15V-3Cr-3Sn-3Al, имеющие толщину 5 мм, присоединили электроннолучевой сваркой в среде вакуума с давлением 3×10-3 мм рт.ст. или меньше к верхним и нижним поверхностям титанового сляба, состоящего из титанового сплава Ti-1Fe-0,35O, имеющего толщину 60 мм, ширину 100 мм и длину 120 мм. После этого полученный сляб нагревали до 850°C и подвергали горячей прокатке до толщины листа 4,8-5,0 мм. Затем выполняли отжиг при 600-650°C в среде вакуума в течение 4-10 часов. В дополнение, выполняли обдувку дробью и травление для удаления слоя окалины.
[0388] Технически чистый титановый материал материала Класса 4 JIS, у которого не было наружных слоев 3 и 4, использовали в качестве Сравнительного примера. Толщина листа в каждом случае составляла от 4,8 до 5 мм.
[0389] После этого слябы подвергали воздействию водородной среды аналогично Примеру 4-2, после чего из них взяли образцы для ударного испытания Шарпи, вычислили значения энергии удара и оценили характеристики водородного охрупчивания.
[0390] Для сплава Ti-1Fe-0,35O, у которого не было наружных слоев 3 и 4, значение энергии удара в том случае, когда сляб не подвергался воздействию водородной среды, составило 0,38×102 Дж/см2.
[0391] Результаты сведены в Таблице 24.
[0392] [Таблица 24]
(×102 Дж/см2)
[0393] Для № 1, который является Сравнительным примером, у которого не было наружных слоев 3 и 4, значение энергии удара было низким и составило 0,25×102 Дж/см2.
[0394] В № 2, который является Примером по изобретению, химический состав и занимаемая наружным слоем доля соответствовали диапазонам настоящего изобретения, и значение энергии удара составило 0,37×102 Дж/см2, что было значением, мало уменьшившимся с того случая, когда сляб не подвергался воздействию водородной среды.
(Пример 4-4)
[0395] Сляб, имеющий толщину 124 мм, приготовленный путем подвергания слитка технически чистого титана, произведенного вакуумно-дуговым переплавом под горячую ковку с последующим резанием, использовали в качестве сляба, служащего основным металлом для производства титанового композиционного материала 2, имеющего наружные слои 3 и 4, содержащие заданный сплав. Следует отметить, что химический состав титанового слитка в данном примере был в диапазоне O: 0,030-0,090% и Fe: 0,020-0,060%.
[0396] Лист чистого молибдена, имеющий толщину 1 мм, помещали на поверхность сляба, и эту поверхность сляба вместе с листом молибдена плавили на глубину 3-15 мм с помощью нагрева электронным лучом, сформировав область, в которой Mo был растворен до глубины 3-15 мм, по всей поверхности наружного слоя сляба.
[0397] Соответствующие слябы нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. Затем выполняли термическую обработку путем нагревания до 600-700°C в вакууме или в атмосфере инертного газа и выдержки при этой температуре в течение 240 минут.
[0398] В дополнение к Примерам по изобретению приготовили Сравнительные примеры с использованием титанового сляба, у которого не было наружных слоев 3 и 4, путем выполнения процесса горячей прокатки, удаления окалины и термической обработки аналогичным образом.
[0399] Соответствующие титановые листы, произведенные описанным выше образом, подвергали воздействию атмосферы из 1 об.% H2 + 99 об.% Ar в течение пяти часов при 500°C в качестве среды поглощения водорода.
[0400] Образец для ударного испытания с V-образной канавкой шириной 2 мм, имеющий размеры 4,8-5 мм × 10 мм × 55 мм, приготовили из каждого титанового листа. Продольное направление образца совпадало с направлением прокатки, а направление канавки совпадало с направлением проникновения по толщине листа. Водородное охрупчивание оценивали с использованием значения энергии удара.
[0401] Сначала, когда в наружных слоях не было области с концентрацией легирующего элемента, значение энергии удара после выдержки в вышеупомянутой водородной среде уменьшилось до 1,4×102 Дж/см2. Результат показан в № 1 в Таблице 25.
[0402] Далее будут описаны примеры титанового композиционного материала 2, имеющего наружные слои 3 и 4, которые являются Примерами по изобретению. Концентрация легирующего элемента в наружных слоях 3 и 4 была средним значением результатов, полученных при выполнении линейного анализа EPMA в диапазоне от поверхности до нижней кромки части концентрированного сплава. Остальное составляли компоненты, содержавшиеся в технически чистом титане, исключая загрязняющие компоненты, такие как O и C. Результаты сведены в Таблице 25.
[0403] [Таблица 25]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0404] №№ 3-5 представляют собой Примеры По изобретению, в которых исключительно Mo концентрировался в наружных слоях 3 и 4.
[0405] В №№ 3-5, которые являются Примерами по изобретению, молибденовый эквивалент в наружных слоях 3 и 4 составлял 8,3-17%, а отношение толщины слоя сплава к толщине листа составляло 8,1-19%, удовлетворяя диапазону настоящего изобретения, и значения энергии удара составляли 2,4-2,6×102 Дж/см2, то есть не меньше чем 2,0 Дж/см2.
(Пример 4-5)
[0406] Порошок Mo, V и Nb рассеяли по поверхности сляба, и поверхность сляба вместе с порошком сплава плавили до глубины 2-8 мм с помощью нагрева электронным лучом, сформировав область, в которой легирующие элементы были растворены до глубины 2-8 мм, по всей поверхности наружного слоя сляба.
[0407] Соответствующие слябы нагревали до 820°C и подвергали горячей прокатке до толщины 5 мм, после чего переднюю и заднюю поверхности подвергали обработке удалением окалины с помощью обдувки дробью и азотной-фтористоводородной кислоты. Затем выполняли термическую обработку путем нагревания до 600-700°C в вакууме или в атмосфере инертного газа и выдержки при этой температуре в течение 240 минут.
[0408] Соответствующие титановые листы, произведенные описанным образом выше, подвергали воздействию атмосферы из 1 об.% H2 + 99 об.% Ar в течение пяти часов при 500°C в качестве среды поглощения водорода.
[0409] Образец для ударного испытания с V-образной канавкой шириной 2 мм, имеющий размеры 4,8-5 мм 10 мм 55 мм, приготовили из каждого титанового листа. Направление канавки совпадало с направлением проникновения по толщине листа. Водородное охрупчивание оценивали с использованием значения энергии удара при ударном испытании Шарпи.
[0410] Концентрация легирующего элемента в наружных слоях 3 и 4 была средним значением результатов, полученных при выполнении линейного анализа EPMA в диапазоне от поверхности до нижней кромки части концентрированного сплава. Остальное составляли компоненты, содержавшиеся в технически чистом титане, за исключением загрязняющих компонентов, таких как O и C. Кроме того, условиями выдержки в водородной среде были 500°C в течение пяти часов для всех образцов, что соответствует условиям выдержки для № 3 в Таблице 21. Результаты сведены в Таблице 26.
[0411] [Таблица 26]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0412] Занимаемая наружным слоем доля (отношение толщины слоя сплава к общей толщине) в каждом из №№ 1-6 составляла 3-5%, удовлетворяя диапазону настоящего изобретения.
[0413] № 1 в качестве Примера по изобретению содержал Mo и V при молибденовом эквиваленте 11,3, а значение энергии удара составляло 2,0×102 Дж/см2 или больше.
[0414] № 2 в качестве Примера по изобретению содержал Mo и Nb при молибденовом эквиваленте 9,1, а значение энергии удара составляло 2,0×102 Дж/см2 или больше.
[0415] № 3 в качестве Примера по изобретению содержал Mo, V и Nb при молибденовом эквиваленте 11,2, а значение энергии удара составляло 2,0×102 Дж/см2 или больше.
[0416] № 4 в качестве Примера по изобретению содержал V при молибденовом эквиваленте 10,0, а значение энергии удара составляло 2,0×102 Дж/см2 или больше.
[0417] № 5 в качестве Примера по изобретению содержал V и Nb при молибденовом эквиваленте 11,7, а значение энергии удара составляло 2,0×102 Дж/см2 или больше.
[0418] № 6 в качестве Примера по изобретению содержал Mo и Nb при молибденовом эквиваленте 14,0, а значение энергии удара составляло 2,0×102 Дж/см2 или больше.
ПРИМЕР 5
(Пример 5-1)
[0419] Настоящее изобретение теперь будет описано более конкретно со ссылками на примеры. Экранирующие нейтроны листы, показанные на Фиг. 1 и 2, а также в Таблице 27, получили путем описанного ниже плакирования горячей прокаткой с использованием в качестве материала слябов 6 и титановых листов 7 и 8, показанных на Фиг. 3 и 4.
[0420] Сначала получали служившие материалом титановые слитки 6 путем электроннолучевого переплава (ЭЛП) и плазменно-дуговой плавки (плазменной плавки, ПП) с использованием прямоугольного кристаллизатора или с использованием цилиндрического кристаллизатора путем вакуумно-дугового переплава (ВДП). Цилиндрические слитки 6 имели размер 1200 мм × 2500 мм (диаметр × длина), а прямоугольные слитки 6 имели размер 100 мм × 1000 мм × 4500 мм (толщина × ширина × длина). Типами использовавшегося материала были чистый титан Класса 1 JIS, Класса 2 JIS и Класса 3 JIS, а также сплавы Ti-1Fe-0,35O, Ti-0,5Cu, Ti-1Cu, Ti-1Cu-0,5Nb, Ti-5Al-1Fe, Ti-3Al-2,5V и Ti-3Al-5V.
[0421] Титановые листы 7 присоединяли почти ко всем слиткам 6 в состоянии после разливки или после срезания литейной корки с поверхности слитка 6. Другие слитки 6 обжимали, после чего выполняли обрезание с последующим присоединением титановых листов 7.
[0422] Присоединение титановых листов 7 выполняли путем наложения листов из сплава Ti-B различной толщины и одинакового размера на прокатываемую поверхность слитка или сляба 6 (накрывания его листами), приваривания краев титановых листов 7 электроннолучевой сваркой (в вакууме с давлением приблизительно 3×10-3 мм рт.ст. или меньше) и герметизации пространства между титановыми листами 7 и слитком (или слябом) 6 в состоянии вакуума.
[0423] Присоединение листов сплава выполняли главным образом к прокатываемым поверхностям, и приготовили два вида структур, а именно двухслойную структуру, в которой лист сплава был присоединен к поверхности только с одной стороны, и трехслойную структуру, в которой лист сплава был присоединен к поверхностям с обеих сторон. Что касается наружных слоев (слоев с концентрацией B) 3 и 4, доля, которую наружные слои 3 и 4 занимали относительно общей толщины в конечном продукте, показана в Таблице 27, и в трехслойных структурах слои с концентрацией B на обеих поверхностях доводили до одинаковой толщины. Лист из сплава Ti-B использовался в качестве титанового листа 7, который использовали для присоединения к слябу 6, и был приготовлен путем горячей прокатки слитка, в который B был добавлен в виде TiB2 или обогащенного 10B бора (H310BO3, 10B2O10B4C) и предварительно растворен. Следует отметить, что после горячей прокатки листы из сплава Ti-B пропускали через линию непрерывного травления азотной-фтористоводородной кислотой для удаления окалины.
[0424] Используя оборудование для производства стали, проводили горячую прокатку слябов 6 после того, как их нагрели до 800°C за 240 минут, получив рулоны полосы (титанового композиционного материала) 1 и 2, имеющей толщину приблизительно 4 мм. Посредством этой горячей прокатки наружные слои титановых композиционных материалов 1 и 2 были выполнены из сплавов Ti – 0,1-3,8% B.
[0425] Хотя данные примеры включают случаи, когда для сляба 6 использовался титановый сплав, в таких случаях в качестве присоединяемых титановых листов 7 также использовали сплавы Ti – 0,1-3,8% B, содержащие только Ti и B.
[0426] Рулоны 1 и 2 полосы после горячей прокатки пропускали через линию непрерывного травления азотной-фтористоводородной кислотой для удаления окалины, после чего выполняли визуальное наблюдение для проверки состояния появления трещин. Способ измерения глубины наружных слоев 3 и 4 (слоев с концентрацией B) включал вырезание образцов из горячекатаных листов (брали образцы из центральной части в направлении по ширине в каждом из трех мест, а именно из переднего конца, центра и заднего конца в продольном направлении) и полировку образцов, а затем подвергание этих образцов анализу SEM/EDS для того, чтобы определить долю слоев с концентрацией B относительно толщины листа, а также определить концентрацию бора в слоях с концентрацией B (использовалось среднее значение для всех мест изучения).
[0427] Кроме того, в отношении переднего конца, центра и заднего конца в качестве трех мест в продольном направлении, из центральной части в направлении по ширине взяли в общей сложности 20 образцов для испытания на изгиб в направлении L и выполнили испытание на изгиб в соответствии со стандартом JIS Z 2248 (метод испытания на изгиб металлических материалов). Температура испытания была комнатной, испытание на изгиб с углами изгиба вплоть до 120 градусов выполняли с использованием трехточечного изгиба, и оценивали присутствие или отсутствие растрескивания для определения частоты появления трещин.
[0428] Кроме того, для оценки эффекта экранирования нейтронов в качестве источника излучения использовали Am-Be (4,5 МэВ) и закрепляли образец для испытаний с размерами 500 мм × 500 мм × 4 мм в положении, находившемся на расстоянии 200 мм от источника излучения. Детектор устанавливали в положении на расстоянии 300 мм от источника излучения, измеряли эквивалент радиации относительно пикового значения энергии мишени соответственно для технически чистого титана Класса 1 JIS в качестве контрольного испытываемого образца и образца для испытания, и эффект экранирования нейтронов оценивали на основе соотношения между измеренными значениями (значение для каждого испытываемого образца описано для случая, когда эффект экранирования нейтронов технически чистого титана Класса 1 JIS принят за единицу).
[0429] Результаты сведены в Таблице 27.
[0430] [Таблица 27]
[0431] Сравнительные примеры и Примеры, показанные в №№ 1-8, являются случаями, в которых переплавленный электронным лучом (ЭЛП) слиток (сляб 6) использовали в литом состоянии.
[0432] Сравнительный пример № 1 – случай, в котором чистый титан Класса 1 JIS того же самого вида, что и сляб 6, использовали в качестве титанового листа 7. Трещин в горячекатаном листе не было, а также не было трещин и при испытании на изгиб.
[0433] Сравнительный пример № 2 – случай, в котором промежуточный слой был тонким. Трещины частично появились в горячекатаном листе, и частота образования трещин также была высокой при испытании на изгиб.
[0434] Сравнительный пример № 3 представляет собой случай, в котором доля толщины наружных слоев 3 и 4 составляла более чем 40%. Трещины частично образовались в горячекатаном листе, и частота появления трещин также была высокой при испытании на изгиб.
[0435] Примеры №№ 4-7 представляют собой случаи, в которых изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0436] Пример № 8 является случаем, в котором листы сплава также присоединялись к боковым сторонам в продольном направлении, а не только к прокатываемым поверхностям. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин в горячекатаном листе не было, также не было трещин и при испытании на изгиб. Кроме того, поскольку листы сплава были присоединены к боковым сторонам в продольном направлении, дефекты поверхности на краевых участках в направлении по ширине, приписываемые боковым сторонам слитка (сляба 6), заходящим на прокатываемые поверхности, также были уменьшены.
[0437] Примеры №№ 9-11 представляют собой случаи, в которых полученный плазменной плавкой (ПП) слиток использовался в литом состоянии и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0438] Примеры № 12-14 представляют собой случаи, в которых использовался слиток ЭЛП с обрезанными поверхностями литейной корки и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0439] Примеры № 15-17 представляют собой случаи, в которых использовался слиток ПП с обрезанными поверхностями литейной корки и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0440] Примеры № 18-20 представляют собой случаи, в которых использовались различные виды слитков, которые были подвергнуты обжиму и поверхность которых была после этого обрезана, и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0441] Примеры № 21-23 представляют собой случаи, в которых использовались различные виды слитков, которые были прокованы и поверхность которых была после этого обрезана, и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0442] Примеры № 24-37 представляют собой случаи, в которых использовался слиток ВДП, который был подвергнут обжиму и поверхность которого была после этого обрезана, и в которых различные виды титановых сплавов использовались в качестве типа внутренней части 5, и соответственно оценивались структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0443] Кроме того, в Примерах по изобретению, когда используемый для внутренней части 5 сплав был заранее подвергнут испытанию на разрыв с использованием образца в соответствии со стандартом JIS 13B, имеющего толщину 1,5 мм, было найдено, что условный предел текучести при 0,2% был не больше, чем 1000 МПа.
[0444] В дополнение, в результате оценки вышеописанным методом, хотя эффект экранирования нейтронов не удалось подтвердить для Сравнительного примера № 1, эффект экранирования нейтронов для каждого из Примеров №№ 4-37 был 1 или больше, а значит, эффект экранирования нейтронов удалось подтвердить.
[0445] Следует отметить, что эффект экранирования нейтронов у листа нержавеющей стали (толщиной 4 мм), имеющего содержание B 0,5%, который используется в стеллажах для хранения ядерного топлива, составляет 23,7, и в Примерах №№ 11, 13 и 17 был получен эффект экранирования нейтронов, который был более высоким, чем эффект экранирования нейтронов у вышеупомянутого листа нержавеющей стали.
(Пример 5-2)
[0446] Экранирующие нейтроны листы, показанные как соответствующие Примеры (Примеры по изобретению) в Таблице 28, произведены следующим способом. Слябы 6, к которым присоединение листов выполняли с помощью той же самой процедуры, что и в Примере 1, нагревали при 800°C в течение 240 минут, после чего подвергали горячей прокатке с использованием оборудования для производства стали, тем самым получив рулоны полосы (титанового композиционного материала) 1 и 2, имеющей толщину приблизительно 20 мм. Посредством этой горячей прокатки наружные слои титановых композиционных материалов 1 и 2 были выполнены из сплавов Ti – 0,1-3,8% B. Рулоны 1 и 2 полосы после горячей прокатки пропускали через линию непрерывного травления азотной-фтористоводородной кислотой для удаления окалины, после чего выполняли визуальное наблюдение для проверки состояния появления трещин. Способ измерения глубины наружных слоев 3 и 4 (слоев с концентрацией B) включал вырезание образцов из горячекатаного листа (брали образцы из центральной части в направлении по ширине в каждом из трех мест, а именно из переднего конца, центра и заднего конца в продольном направлении) и полировку образцов, а затем подвергание этих образцов анализу SEM/EDS для того, чтобы определить долю слоев с концентрацией B относительно толщины листа, а также определить концентрацию бора в слоях с концентрацией B (использовали среднее значение для всех мест изучения).
[0447] Кроме того, в отношении переднего конца, центра и заднего конца в качестве трех мест в продольном направлении, из центральной части в направлении по ширине взяли в общей сложности 20 образцов для испытания на изгиб в направлении L и выполняли испытание на изгиб в соответствии со стандартом JIS Z 2248 (метода испытания на изгиб металлических материалов). Температура испытания была комнатной, испытание на изгиб с углами изгиба вплоть до 120 градусов выполняли с использованием трехточечного изгиба, и присутствие или отсутствие растрескивания оценивали для определения частоты появления трещин.
[0448] Кроме того, для оценки эффекта экранирования нейтронов в качестве источника излучения использовали Am-Be (4,5 МэВ) и закрепляли образец для испытаний с размерами 500 мм × 500 мм × 20 мм в положении, находившемся на расстоянии 200 мм от источника излучения. Детектор устанавливали в положении на расстоянии 300 мм от источника излучения, эквивалент радиации относительно пикового значения энергии мишени измеряли соответственно для технически чистого титана Класса 1 JIS в качестве контрольного испытываемого образца и образца для испытания, и эффект экранирования нейтронов оценивали на основе соотношения между измеренными значениями (значение для каждого испытываемого образца описано для случая, когда эффект экранирования нейтронов технически чистого титана Класса 1 JIS принят за единицу).
[0449] Результаты сведены в Таблице 28.
[0450] [Таблица 28]
[0451] Сравнительные примеры и Примеры, показанные в №№ 38-42, являются случаями, в которых слиток ЭЛП (сляб 6) использовался в литом состоянии.
[0452] Сравнительный пример № 38 представляет собой случай, в котором чистый титан Класса 1 JIS того же самого вида, что и сляб 6, использовался в качестве титанового листа 7. Трещин в горячекатаном листе не было, также не было трещин и при испытании на изгиб.
[0453] Сравнительный пример № 39 представляет собой случай, в котором промежуточный слой был тонким. Трещины частично появились в горячекатаном листе, и частота образования трещин также была высокой при испытании на изгиб.
[0454] Примеры №№ 40-42 представляют собой случаи, в которых изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0455] Примеры №№ 43-45 представляют собой случаи, в которых слиток ПП использовался в литом состоянии и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0456] Примеры №№ 46-48 представляют собой случаи, в которых использовался слиток ЭЛП с обрезанными поверхностями литейной корки и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0457] Примеры №№ 49-51 представляют собой случаи, в которых использовался слиток ПП с обрезанными поверхностями литейной корки и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0458] Примеры №№ 52-54 представляют собой случаи, в которых использовались различные виды слитков, которые были подвергнуты обжиму и поверхность которых была после этого обрезана, и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0459] Примеры №№ 55-57 представляют собой случаи, в которых использовались различные виды слитков, которые были прокованы и поверхность которых была после этого обрезана, и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0460] Кроме того, для каждого из Примеров №№ 40-57 эффект экранирования нейтронов составил 1 или больше, а значит, эффект экранирования нейтронов удалось подтвердить.
(Пример 5-3)
[0461] Экранирующие нейтроны листы, показанные как соответствующие Примеры (Примеры по изобретению) в Таблице 29, произведены следующим способом. Слябы 6, к которым присоединение листов выполняли с помощью той же самой процедуры, что и в Примере 1, нагревали до 800°C за 240 минут, после чего подвергали горячей прокатке с использованием оборудования для производства стали, тем самым получив рулоны полосы (титанового композиционного материала) 1 и 2, имеющей толщину приблизительно 5 мм. В дополнение, выполняли холодную прокатку, сформировав титановые листы, имеющие толщину 1 мм, и в качестве отжига выполняли термическую обработку нагреванием до 600-750°C в вакууме или в атмосфере инертного газа и выдержкой при этой температуре в течение 240 минут. В процессе контроля поверхности после отжига визуально наблюдали состояние появления трещин на холоднокатаном листе. Следует отметить, что способ измерения глубины наружных слоев 3 и 4 (слоев с концентрацией B) включал вырезание образцов из холоднокатаного листа (брали образцы из центральной части в направлении по ширине в каждом из трех мест, а именно из переднего конца, центра и заднего конца в продольном направлении) и полировку образцов, а затем подвергание этих образцов анализу SEM/EDS для того, чтобы определить долю слоев с концентрацией B относительно толщины листа, а также определить концентрацию бора в слоях с концентрацией B (использовали среднее значение для всех мест изучения).
[0462] Кроме того, в отношении переднего конца, центра и заднего конца в качестве трех мест в продольном направлении, из центральной части в направлении по ширине взяли в общей сложности 20 образцов для испытания на изгиб в направлении L и выполнили испытание на изгиб в соответствии со стандартом JIS Z 2248 (метод испытания на изгиб металлических материалов). Температура испытания была комнатной, испытание на изгиб с углами изгиба вплоть до 120 градусов выполняли путем трехточечного изгиба, и присутствие или отсутствие трещинообразования оценивали для определения частоты появления трещин.
[0463] Кроме того, для оценки эффекта экранирования нейтронов в качестве источника излучения использовали Am-Be (4,5 МэВ) и закрепляли образец для испытаний с размерами 500 мм × 500 мм × 1 мм в положении, находившемся на расстоянии 200 мм от источника излучения. Детектор устанавливали на расстоянии 300 мм от источника излучения, эквивалент радиации относительно пикового значения энергии мишени измеряли соответственно для технически чистого титана Класса 1 JIS в качестве контрольного испытываемого образца и образца для испытания, и эффект экранирования нейтронов оценивали на основе соотношения между измеренными значениями (значение для каждого испытуемого образца описано для случая, когда эффект экранирования нейтронов технически чистого титана Класса 1 JIS принят за единицу).
[0464] Результаты сведены в Таблице 29.
[0465] [Таблица 29]
[0466] Сравнительные примеры и Примеры, показанные в №№ 58-63, являются случаями, в которых слиток ЭЛП (сляб 6) использовался в литом состоянии.
[0467] Сравнительный пример № 58 представляет собой случай, в котором чистый титан Класса 1 JIS того же самого вида, что и сляб 6, использовался в качестве титанового листа 7. Трещин в холоднокатаном листе не было, также не было трещин и при испытании на изгиб.
[0468] Сравнительный пример № 60 представляет собой случай, в котором доля толщины наружных слоев 3 и 4 составляла более чем 40%. Трещины частично появились в холоднокатаном листе, и частота появления трещин также была высокой при испытании на изгиб.
[0469] Примеры №№ 61-63 представляют собой случаи, в которых изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0470] Примеры №№ 64-66 представляют собой случаи, в которых слиток ПП использовался в литом состоянии и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0471] Примеры №№ 67 и 68 представляют собой случаи, в которых использовался слиток ЭЛП или ПП с обрезанными поверхностями литейной корки и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0472] Примеры №№ 69-71 представляют собой случаи, в которых использовались различные виды слитков, которые были подвергнуты обжиму и поверхности которых были после этого обрезаны, и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0473] Примеры №№ 72-74 представляют собой случаи, в которых использовались различные виды слитков, которые были прокованы и поверхность которых была после этого обрезана, и изменялись и оценивались тип внутренней части 5, структура слоев, а также доля толщины и содержание бора в наружных слоях 3 и 4. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а содержание B в наружных слоях 3 и 4 находилось в диапазоне 0,1-3,0%, трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0474] Кроме того, для каждого из Примеров №№ 61-74 эффект экранирования нейтронов составил 1 или больше, а значит, эффект экранирования нейтронов удалось подтвердить.
(Пример 5-4)
[0475] В экранирующем нейтроны листе 1, который является титановым композиционным материалом, имеющим двухслойную структуру по настоящему изобретению, которая проиллюстрирована на Фиг. 1, наружный слой 3 и внутренняя часть 5 формируются путем подвергания поверхности с одной стороны основного металла плавлению и повторному затвердеванию, а затем горячей прокатке. Кроме того, в экранирующем нейтроны листе 2, имеющем трехслойную структуру по настоящему изобретению, которая проиллюстрирована на Фиг. 2, наружные слои 3 и 4 и внутренняя часть 5 формируются путем подвергания поверхностей с обеих сторон основного металла плавлению и повторному затвердеванию, а затем горячей прокатке. Далее будет конкретно описан способ получения экранирующих нейтроны листов 1 и 2.
[0476] Экранирующие нейтроны листы 1 и 2, показанные как примеры (Примеры по изобретению) в Таблице 30, произведены следующим способом.
[0477] [Таблица 30]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0478] Сначала служившие материалом титановые слитки получали соответственно путем электроннолучевого переплава (ЭЛП) и плазменно-дуговой плавки (плазменной плавки, ПП) с использованием прямоугольного кристаллизатора или с использованием цилиндрического кристаллизатора путем вакуумно-дугового переплава (ВДП).
[0479] Цилиндрические слитки имели размер 1200 мм × 2500 мм (диаметр × длина), а прямоугольные слитки имели размер 100 мм × 1000 мм × 4500 мм (толщина × ширина × длина), а используемый материал представлял собой чистый титан Класса 1 JIS, Класса 2 JIS и Класса 3 JIS.
[0480] Большинство слитков подвергали плавлению и повторному затвердеванию в литом состоянии или после обрезки литейной корки с поверхности слитка. Другие слитки обжимали, а после этого выполняли обрезку, с последующим выполнением плавления и повторного затвердевания.
[0481] Процесс плавления и повторного затвердевания выполняли для по меньшей мере одной из прокатываемых поверхностей и, по мере необходимости, выполняли также на боковых сторонах в продольном направлении. Этот процесс выполняли с использованием электроннолучевой сварки в среде вакуума с давлением приблизительно 3×10-3 мм рт.ст., вводя при плавлении что-либо из порошка TiB2 (100 мкм или менее), стружки из сплава Ti-B (квадратики размером 2 мм и толщиной 1 мм), проволоки из сплава Ti-B (∅5 мм или меньше), тонкой пленки из сплава Ti-B (20 мкм или меньше) и сетки из сплава Ti-B (сетки, в которой проволока с ∅1 мм собрана в форме решетки), тем самым получив расплавленный и повторно затвердевший слой сплава Ti – 0,1-3,5% B и сформировав титановый сляб, имеющий двухслойную структуру или трехслойную структуру. Что касается наружных слоев 3 и 4 (слоев с концентрацией B), то доля, которую наружные слои 3 и 4 занимают относительно общей толщины в композиционных титановых материалах 1 и 2, показана в Таблице 30, и в трехслойных структурах слои с концентрацией B на обеих поверхностях доводили до одинаковой толщины.
[0482] При добавлении различных видов материала B-содержащий материал равномерно диспергировали по всей прокатываемой поверхности титановой отливки так, чтобы он равномерно ввести во весь сляб, а за тем выполняли процесс плавления и повторного затвердевания. Следует отметить, что после процесса плавления и повторного затвердевания сляб выдерживали в течение одного часа или больше при температуре от 100°C до менее чем 500°C.
[0483] После процесса плавления и повторного затвердевания титановые слябы нагревали до 800°C за 240 минут, после чего подвергали горячей прокатке с использованием оборудования для производства стали, тем самым получив рулоны полосы, имеющей толщину приблизительно 4 мм. Эти рулоны после горячей прокатки пропускали через линию непрерывного травления азотной-фтористоводородной кислотой для удаления окалины, после чего выполняли визуальное наблюдение для проверки состояния появления трещин.
[0484] Способ измерения глубины наружных слоев 3 и 4 (слоев с концентрацией B) включал вырезание образцов из горячекатаного листа после травления (брали образцы из центральной части в направлении по ширине в каждом из трех мест, а именно из переднего конца, центра и заднего конца в продольном направлении) и полировку образцов, а затем подвергание этих образцов анализу SEM/EDS для того, чтобы определить долю наружных слоев 3 и 4 (слоев с концентрацией B) относительно толщины листа, а также определить концентрацию бора в наружных слоях 3 и 4 (слоях с концентрацией B) (использовали среднее значение для всех мест изучения).
[0485] Кроме того, в отношении переднего конца, центра и заднего конца в качестве трех мест в продольном направлении, из центральной части в направлении по ширине взяли в общей сложности 20 образцов для испытания на изгиб в направлении L и выполнили испытание на изгиб в соответствии со стандартом JIS Z 2248 (метод испытания на изгиб металлических материалов). Температура испытания была комнатной, испытание на изгиб с углами изгиба вплоть до 120 градусов выполняли с использованием трехточечного изгиба, и оценивали присутствие или отсутствие растрескивания для определения частоты появления трещин.
[0486] Кроме того, для оценки эффекта экранирования нейтронов в качестве источника излучения использовали Am-Be (4,5 МэВ) и закрепляли образец для испытаний с размерами 500 мм × 500 мм × 4 мм в положении, находившемся на расстоянии 200 мм от источника излучения. Детектор устанавливали в положении на расстоянии 300 мм от источника излучения, эквивалент радиации относительно пикового значения энергии мишени измеряли соответственно для технически чистого титана Класса 1 JIS в качестве контрольного испытываемого образца и образца для испытания, и эффект экранирования нейтронов оценивали на основе соотношения между измеренными значениями (значение для каждого испытуемого образца описано для случая, когда эффект экранирования нейтронов технически чистого титана Класса 1 JIS принят за единицу).
[0487] Результаты сведены вместе с условиями испытания в Таблице 30. Сравнительные примеры и Примеры (Примеры по изобретению), показанные в №№ 75-83 в Таблице 30, являются случаями, в которых слиток ЭЛП использовался в литом состоянии.
[0488] Сравнительный пример № 75 представляет собой случай, в котором B-содержащий материал не добавлялся во время плавления и повторного затвердевания. Трещин в горячекатаном листе не было, также не было трещин и при испытании на изгиб.
[0489] Сравнительный пример № 77 представляет собой случай, в котором доля толщины наружных слоев 3 и 4 составляла более чем 40%. Трещины частично образовались в горячекатаном листе, и частота образования трещин также была высокой при испытании на изгиб.
[0490] Примеры (Примеры по изобретению) №№ 78-83 являются случаями, в которых меняли B-содержащий материал соответственно из порошка TiB2, стружки из сплава Ti-B, проволоки из сплава Ti-B, тонкой пленки из сплава Ti-B и сетки из сплава Ti-B и проводили оценки. В каждом случае доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, и поэтому трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0491] Примеры (Примеры по изобретению) №№ 84-88 являются случаями, в которых использовали слиток ПП в литом состоянии, меняли B-содержащий материал соответственно из порошка TiB2, стружки из сплава Ti-B, проволоки из сплава Ti-B, тонкой пленки из сплава Ti-B и сетки из сплава Ti-B и проводили оценки. В каждом случае доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, и поэтому трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0492] Примеры (Примеры по изобретению) №№ № 89-93 являются случаями, в которых использовали слиток ЭЛП, поверхности литейной корки которого были подвергнуты обрезанию, и в которых меняли B-содержащий материал соответственно из порошка TiB2, стружки из сплава Ti-B, проволоки из сплава Ti-B, тонкой пленки из сплава Ti-B и сетки из сплава Ti-B и проводили оценки. Следует отметить, что в данных примерах процесс плавления и повторного затвердевания также проводился для боковых сторон в продольном направлении аналогичным прокатываемым поверхностям образом. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0493] Примеры (Примеры по изобретению) №№ 94-98 являются случаями, в которых использовали слиток ПП, поверхности литейной корки которого были подвергнуты обрезанию, и в которых меняли B-содержащий материал соответственно из порошка TiB2, стружки из сплава Ti-B, проволоки из сплава Ti-B, тонкой пленки из сплава Ti-B и сетки из сплава Ti-B и проводили оценки. Следует отметить, что в данных примерах процесс плавления и повторного затвердевания также проводился для боковых сторон в продольном направлении аналогичным прокатываемым поверхностям образом. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0494] Примеры (Примеры по изобретению) №№ 99-101 являются случаями, в которых использовались различные виды слитков, которые были обжаты и поверхности которых были после этого обрезаны, и во время плавления и повторного затвердевания использовали порошок TiB2 в качестве B-содержащего материала. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0495] Примеры (Примеры по изобретению) №№ 102-104 являются случаями, в которых использовались различные виды слитков, которые были прокованы и поверхности которых были после этого обрезаны, и во время плавления и повторного затвердевания использовали порошок TiB2 в качестве B-содержащего материала. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0496] Кроме того, в Примерах по изобретению, когда используемый для внутренней части 5 сплав был заранее подвергнут испытанию на разрыв с использованием образца в соответствии со стандартом JIS 13B, имеющего толщину 1,5 мм, было найдено, что условный предел текучести при 0,2% был не больше, чем 1000 МПа.
[0497] Кроме того, для каждого из Примеров (Примеров по изобретению) №№ 78-104 эффект экранирования нейтронов составил 1 или больше, а значит, эффект экранирования нейтронов удалось подтвердить. Следует отметить, что эффект экранирования нейтронов у листа нержавеющей стали (толщиной 4 мм), в который добавлен B в количестве 0,5 мас.% и который используется в стеллажах для хранения ядерного топлива, составляет 23,7, и в Примерах №№ 86, 93, 106 и 108 был получен эффект экранирования нейтронов, который был более высоким, чем эффект экранирования нейтронов у вышеупомянутого листа нержавеющей стали.
(Пример 5-5)
[0498] Экранирующие нейтроны листы 1 и 2, показанные как Примеры (Примеры по изобретению) в Таблице 31, произведены следующим способом.
[0499] [Таблица 31]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0500] С использованием той же самой процедуры, что и в Примере 5-4, титановые слябы, которые были подвергнуты плавлению и повторному затвердеванию, нагревали до 800°C за 240 минут, после чего подвергали горячей прокатке с использованием оборудования для производства стали, тем самым получив рулоны полосы, имеющей толщину приблизительно 20 мм. Эти рулоны полосы после горячей прокатки пропускали через линию непрерывного травления азотной-фтористоводородной кислотой для удаления окалины, после чего выполняли визуальное наблюдение для проверки состояния появления трещин.
[0501] Способ измерения глубины наружных слоев 3 и 4 (слоев с концентрацией B) включал вырезание образцов из горячекатаного листа после травления (брали образцы из центральной части в направлении по ширине в каждом из трех мест, а именно из переднего конца, центра и заднего конца в продольном направлении) и полировку образцов, а затем подвергание этих образцов анализу SEM/EDS для того, чтобы определить долю наружных слоев 3 и 4 (слоев с концентрацией B) относительно толщины листа, а также определить концентрацию бора в наружных слоях 3 и 4 (слоях с концентрацией B) (использовали среднее значение для всех мест изучения).
[0502] Кроме того, в отношении переднего конца, центра и заднего конца в качестве трех мест в продольном направлении, из центральной части в направлении по ширине взяли в общей сложности 20 образцов для испытания на изгиб в направлении L и выполнили испытание на изгиб в соответствии со стандартом JIS Z 2248 (метод испытания на изгиб металлических материалов). Температура испытания была комнатной, испытание на изгиб с углами изгиба вплоть до 120 градусов выполняли с использованием трехточечного изгиба и оценивали присутствие или отсутствие трещинообразования для определения частоты появления трещин.
[0503] Кроме того, для оценки эффекта экранирования нейтронов в качестве источника излучения использовали Am-Be (4,5 МэВ) и закрепляли образец для испытаний с размерами 500 мм × 500 мм × 20 мм в положении, находившемся на расстоянии 200 мм от источника излучения. Детектор устанавливали в положении на расстоянии 300 мм от источника излучения, эквивалент радиации относительно пикового значения энергии мишени измеряли соответственно для технически чистого титана Класса 1 JIS в качестве контрольного испытываемого образца и образца для испытания, и эффект экранирования нейтронов оценивали на основе соотношения между измеренными значениями (значение для каждого испытуемого образца описано для случая, когда эффект экранирования нейтронов технически чистого титана Класса 1 JIS принят за единицу).
[0504] Результаты сведены вместе с условиями испытания в Таблице 31. Сравнительные примеры и Примеры (Примеры по изобретению), показанные в №№ 105-112 в Таблице 31, являются случаями, в которых слиток ЭЛП использовался в литом состоянии.
[0505] Сравнительный пример № 105 представляет собой случай, в котором B-содержащий материал не добавлялся во время плавления и повторного затвердевания. Трещин в горячекатаном листе не было, также не было трещин и при испытании на изгиб.
[0506] Сравнительный пример № 107 представляет собой случай, в котором доля толщины наружных слоев 3 и 4 составляла более чем 40%. Трещины частично появились в горячекатаном листе, и частота появления трещин также была высокой при испытании на изгиб.
[0507] Примеры (Примеры по изобретению) №№ 108-112 являются случаями, в которых меняли B-содержащий материал соответственно из порошка TiB2, стружки из сплава Ti-B, проволоки из сплава Ti-B, тонкой пленки из сплава Ti-B и сетки из сплава Ti-B и проводили оценки. В каждом случае доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, и поэтому трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0508] Примеры (Примеры по изобретению) №№ 113-117 являются случаями, в которых использовали слиток ПП в литом состоянии, меняли B-содержащий материал соответственно из порошка TiB2, стружки из сплава Ti-B, проволоки из сплава Ti-B, тонкой пленки из сплава Ti-B и сетки из сплава Ti-B и проводили оценки. В каждом случае доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, и поэтому трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0509] Примеры (Примеры по изобретению) №№ 118 и 119 являются случаями, в которых использовали слиток ЭЛП или ПП, поверхности литейной корки которого были подвергнуты обрезанию, и в котором использовался порошок TiB2 в качестве B-содержащего материала во время плавления и повторного затвердевания. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0510] Примеры (Примеры по изобретению) №№ 120-122 являются случаями, в которых использовались различные виды слитков, которые были обжаты и поверхности которых были после этого обрезаны, и во время плавления и повторного затвердевания использовался порошок TiB2 в качестве B-содержащего материала. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0511] Примеры (Примеры по изобретению) №№ 123-125 являются случаями, в которых использовались различные виды слитков, которые были прокованы и поверхности которых были после этого обрезаны, и во время плавления и повторного затвердевания использовался порошок TiB2 в качестве B-содержащего материала. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из горячекатаных листов, также не было трещин и при испытании на изгиб.
[0512] Кроме того, для каждого из Примеров (Примеров по изобретению) №№ 108-125 эффект экранирования нейтронов составил 1 или больше, а значит, эффект экранирования нейтронов удалось подтвердить.
(Пример 5-6)
[0513] Экранирующие нейтроны листы 1 и 2, показанные как соответствующие Примеры (Примеры по изобретению) в Таблице 32, произведены следующим способом.
[0514] [Таблица 32]
Следует отметить, что хотя в части поверхностного слоя содержались элементы, происходящие из сляба (основного металла), в таблице показаны содержания только тех элементов, которые не содержались в слябе.
[0515] С использованием той же самой процедуры, что и в Примере 5-4, титановые слябы, которые были подвергнуты процессу плавления и повторного затвердевания, нагревали до 800°C за 240 минут, после чего подвергали горячей прокатке с использованием оборудования для производства стали, тем самым получив рулоны полосы, имеющей толщину приблизительно 5 мм. Эти рулоны полосы после горячей прокатки пропускали через линию непрерывного травления азотной-фтористоводородной кислотой для удаления окалины. В дополнение, выполняли холодную прокатку, сформировав титановые листы, имеющие толщину 1 мм, и в качестве отжига выполняли термическую обработку путем нагревания до 600-750°C в вакууме или в атмосфере инертного газа и выдержки при этой температуре в течение 240 минут. В процессе контроля поверхности после отжига визуально наблюдали состояние появления трещин на холоднокатаном листе. Следует отметить, что способ измерения глубины наружных слоев 3 и 4 (слоев с концентрацией B) включал вырезание образцов из холоднокатаного листа (брали образцы из центральной части в направлении по ширине в каждом из трех мест, а именно из переднего конца, центра и заднего конца в продольном направлении) и полировку образцов, а затем подвергание этих образцов анализу SEM/EDS для того, чтобы определить долю наружных слоев 3 и 4 (слоев с концентрацией B) относительно толщины листа, а также определить концентрацию бора в наружных слоях 3 и 4 (слоях с концентрацией B) (использовали среднее значение для всех мест изучения).
[0516] Кроме того, в отношении переднего конца, центра и заднего конца в качестве трех мест в продольном направлении, из центральной части в направлении по ширине взяли в общей сложности 20 образцов для испытания на изгиб в направлении L и выполнили испытание на изгиб в соответствии со стандартом JIS Z 2248 (метод испытания на изгиб металлических материалов). Температура испытания была комнатной, испытание на изгиб с углами изгиба вплоть до 120 градусов выполняли с использованием трехточечного изгиба и оценивали присутствие или отсутствие трещинообразования для определения частоты появления трещин.
[0517] Кроме того, для оценки эффекта экранирования нейтронов в качестве источника излучения использовали Am-Be (4,5 МэВ) и закрепляли образец для испытаний с размерами 500 мм × 500 мм × 1 мм в положении, находившемся на расстоянии 200 мм от источника излучения. Детектор устанавливали в положении на расстоянии 300 мм от источника излучения, эквивалент радиации относительно пикового значения энергии мишени измеряли соответственно для технически чистого титана Класса 1 JIS (толщиной 1 мм) в качестве контрольного испытываемого образца и образца для испытания (толщиной 1 мм), и эффект экранирования нейтронов оценивали на основе соотношения между измеренными значениями (значение для каждого испытуемого образца описано для случая, когда эффект экранирования нейтронов технически чистого титана Класса 1 JIS принят за единицу).
[0518] Результаты сведены вместе с условиями испытания в Таблице 32. Сравнительные примеры и Примеры (Примеры по изобретению), показанные в №№ 126-131 в Таблице 32, являются случаями, в которых слиток ЭЛП использовался в литом состоянии.
[0519] Сравнительный пример № 126 представляет собой случай, в котором B-содержащий материал не добавлялся во время плавления и повторного затвердевания. Трещин в холоднокатаном листе не было, также не было трещин и при испытании на изгиб.
[0520] Сравнительный пример № 128 представляет собой случай, в котором доля толщины наружных слоев 3 и 4 составляла более чем 40%. Трещины частично появились в холоднокатаном листе, и частота образования трещин также была высокой при испытании на изгиб.
[0521] Примеры (Примеры по изобретению) №№ 129-131 являются случаями, в которых меняли B-содержащий материал соответственно из порошка TiB2, стружки из сплава Ti-B и проволоки из сплава Ti-B и проводили оценки. В каждом случае доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, и поэтому трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0522] Примеры (Примеры по изобретению) №№ 132-134 являются случаями, в которых использовали слиток ПП в литом состоянии, меняли B-содержащий материал соответственно из порошка TiB2, стружки из сплава Ti-B, тонкой пленки из сплава Ti-B и сетки из сплава Ti-B и проводили оценки. В каждом случае доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, и поэтому трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0523] Примеры (Примеры по изобретению) №№ 135 и 136 являются случаями, в которых использовался слиток ЭЛП или ПП, поверхности литейной корки которого были подвергнуты обрезанию, и в которых использовался порошок TiB2 в качестве B-содержащего материала во время плавления и повторного затвердевания. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0524] Примеры (Примеры по изобретению) №№ 137-139 являются случаями, в которых использовались различные виды слитков, которые были обжаты и поверхности которых были после этого обрезаны, и во время плавления и повторного затвердевания использовался порошок TiB2 в качестве B-содержащего материала. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0525] Примеры (Примеры по изобретению) №№ 140-142 являются случаями, в которых использовались различные виды слитков, которые были прокованы и поверхности которых были после этого обрезаны, и во время плавления и повторного затвердевания использовался порошок TiB2 в качестве B-содержащего материала. Поскольку доля толщины наружных слоев 3 и 4 находилась в диапазоне 5-40%, а концентрация B в наружных слоях 3 и 4 находилась в диапазоне 0,1-3,0%, трещин не было ни в одном из холоднокатаных листов, также не было трещин и при испытании на изгиб.
[0526] Кроме того, для каждого из Примеров (Примеров по изобретению) №№ 129-142 эффект экранирования нейтронов составил 1 или больше, а значит, эффект экранирования нейтронов удалось подтвердить.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0527] 1, 2 - Титановый композиционный материал по настоящему изобретению
3, 4 - Наружный слой
5 - Внутренний слой
6 - Основной металл (сляб)
7, 8 - Материал наружного слоя (титановый лист)
9 - Зона сварного шва
| название | год | авторы | номер документа |
|---|---|---|---|
| ТИТАНОВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ ДАВЛЕНИЕМ | 2016 |
|
RU2724272C2 |
| ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2704986C2 |
| ТИТАНСОДЕРЖАЩАЯ СТРУКТУРА И ТИТАНОВЫЙ ПРОДУКТ | 2015 |
|
RU2702880C2 |
| ТИТАНОВЫЙ СЛЯБ ДЛЯ ПРИМЕНЕНИЯ В ГОРЯЧЕЙ ПРОКАТКЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2566691C2 |
| ТИТАНОВЫЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2699338C1 |
| ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2486973C2 |
| МАТЕРИАЛ ИЗ ТИТАНОВОГО СПЛАВА, ИМЕЮЩИЙ ВЫСОКУЮ СТОЙКОСТЬ К АБСОРБЦИИ ВОДОРОДА | 2003 |
|
RU2291215C2 |
| ТИТАНОВЫЙ СПЛАВ | 2016 |
|
RU2703756C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| ПЛОСКИЙ ПРОКАТ ИЗ МАЛОЛЕГИРОВАННОГО ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2023 |
|
RU2816186C1 |
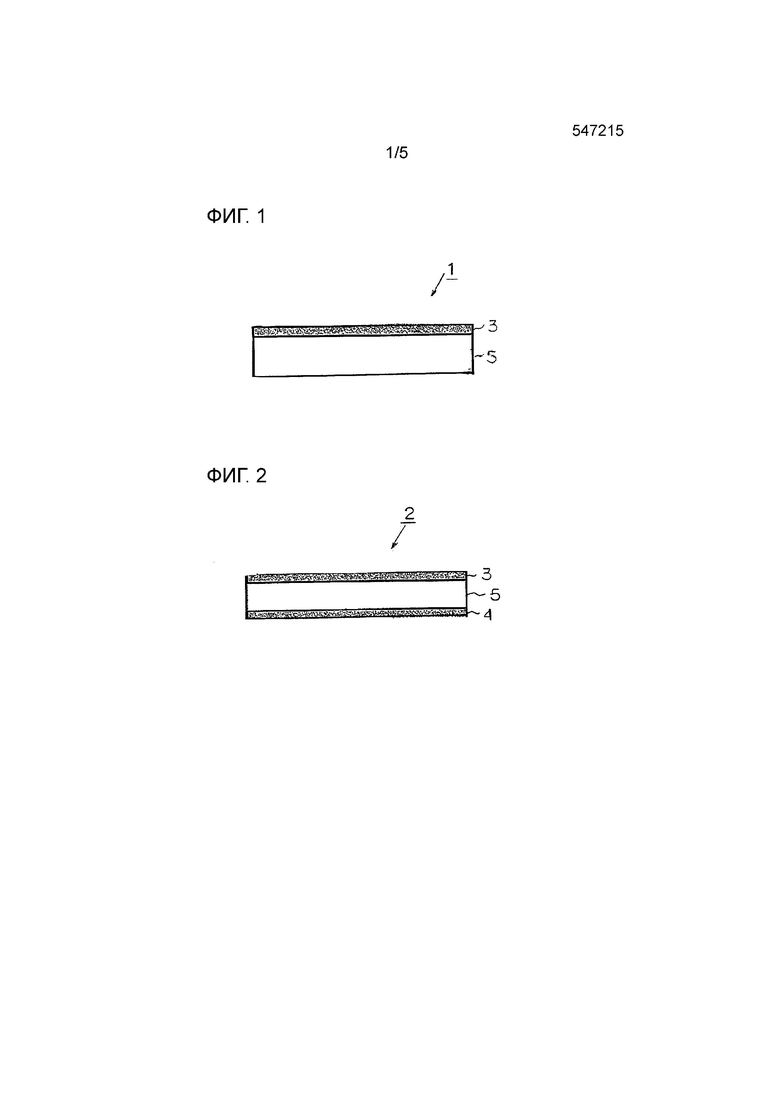
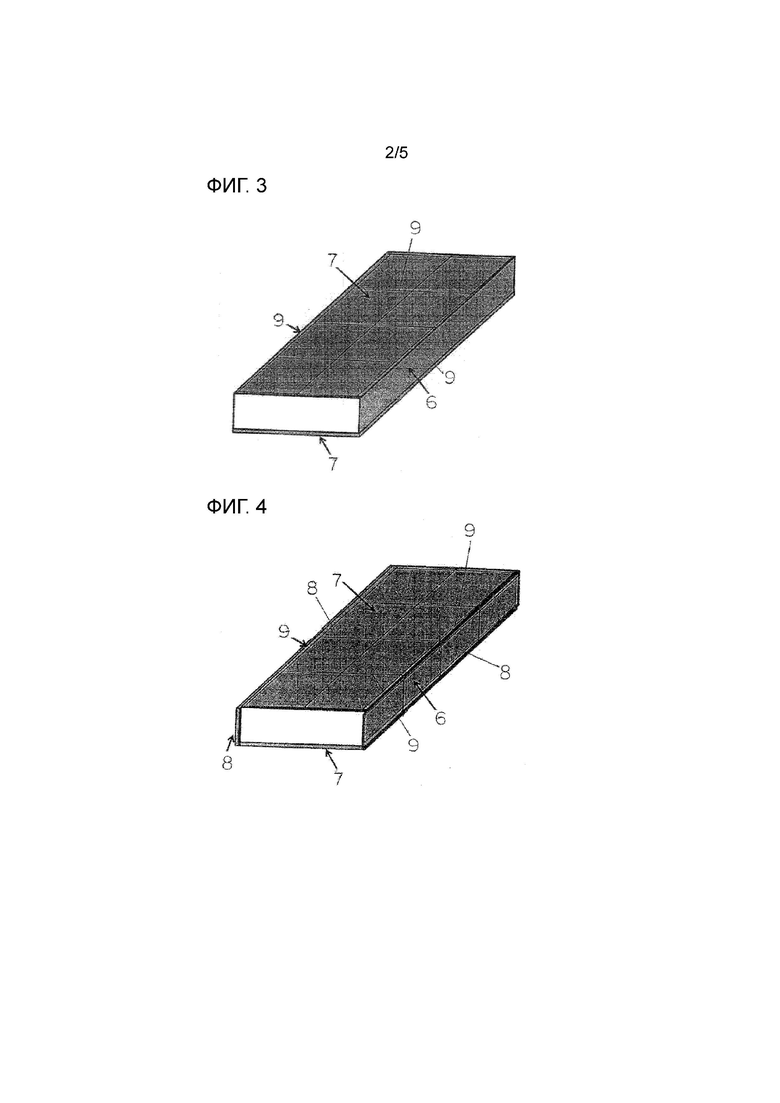


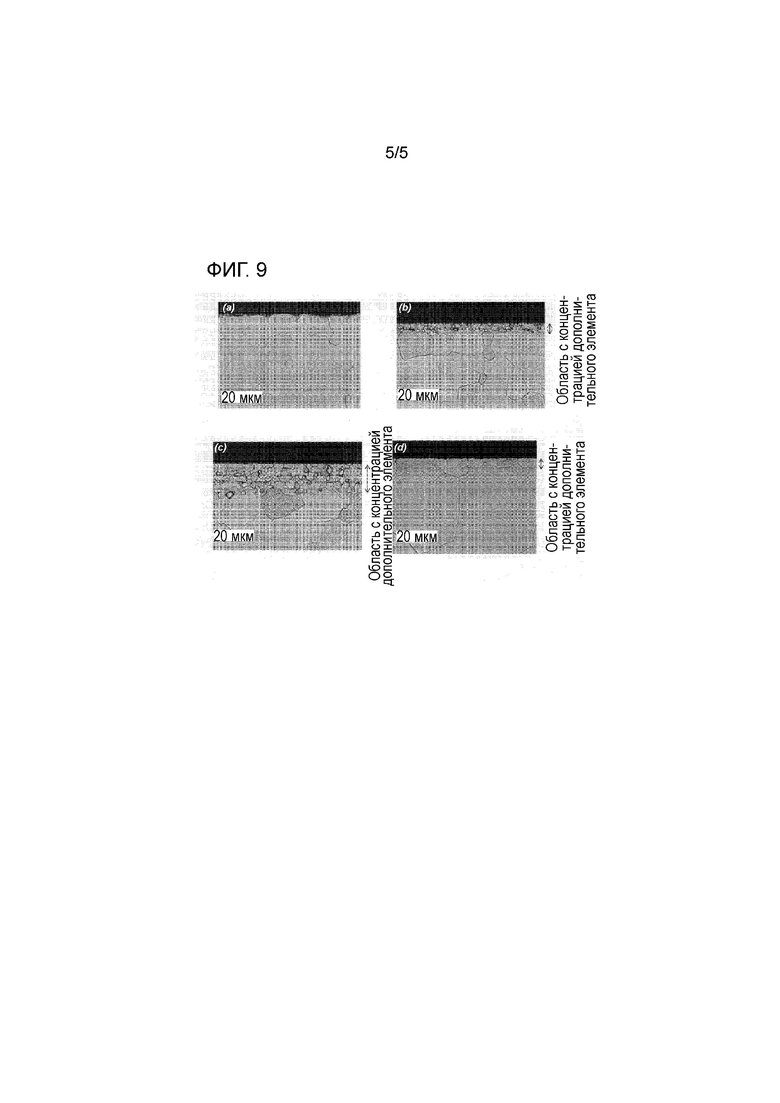
Изобретение относится к области металлургии, а именно к титановым композиционным материалам. Титановый композиционный материал содержит внутренний слой, содержащий технически чистый титан или титановый сплав, наружный слой, сформированный на по меньшей мере одной прокатываемой поверхности внутреннего слоя и имеющий химический состав, который отличается от химического состава внутреннего слоя, и промежуточный слой, сформированный между внутренним слоем и наружным слоем и имеющий химический состав, который отличается от химического состава внутреннего слоя. Наружный слой имеет толщину 2 мкм или больше, а доля наружного слоя относительно общей толщины составляет не более чем 40% в расчете на одну сторону. Толщина промежуточного слоя составляет 0,5 мкм или более. Титановый материал для горячей прокатки содержит основной металл, содержащий технически чистый титан или титановый сплав, материал наружного слоя, который связан с по меньшей мере одной прокатываемой поверхностью основного металла, и зону сварного шва, которая соединяет периферии основного металла и материала наружного слоя. Материал наружного слоя имеет химический состав, который отличается от химического состава основного металла, и зона сварного шва блокирует границу раздела между основным металлом и материалом наружного слоя от внешнего воздуха. Титановый композиционный материал и титановый материал для горячей прокатки характеризуются высокими значениями коррозионной стойкости, стойкости к окислению, сопротивлению усталости, стойкости к водородному охрупчиванию и экранированию нейтронов. 2 н. и 10 з.п. ф-лы, 9 ил., 32 табл., 142 пр.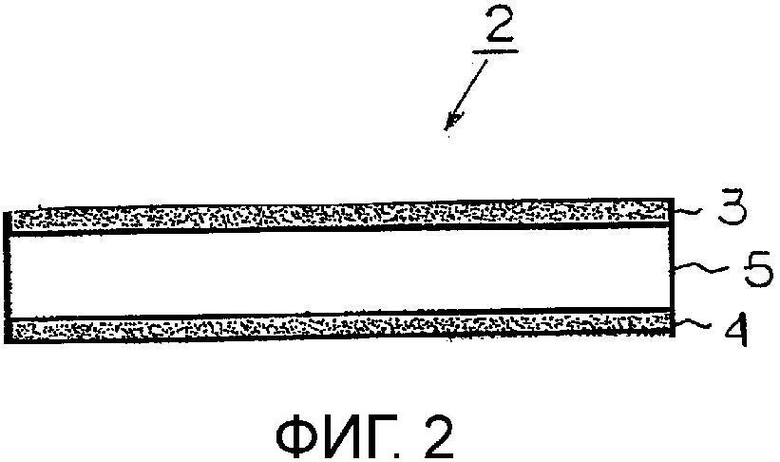
1. Титановый композиционный материал, содержащий:
внутренний слой, содержащий технически чистый титан или титановый сплав;
наружный слой, сформированный на по меньшей мере одной прокатываемой поверхности внутреннего слоя и имеющий химический состав, отличающийся от химического состава внутреннего слоя; и
промежуточный слой, сформированный между внутренним слоем и наружным слоем и имеющий химический состав, отличающийся от химического состава внутреннего слоя;
причем
наружный слой имеет толщину 2 мкм или больше, а доля наружного слоя относительно общей толщины составляет не более чем 40% в расчете на одну сторону; и
толщина промежуточного слоя составляет 0,5 мкм или более.
2. Материал по п. 1, в котором химический состав наружного слоя содержит, в мас.%:
элемент платиновой группы 0,01-0,25,
редкоземельный элемент 0-0,2,
Co 0-0,8,
Ni 0-0,6,
титан и примеси - остальное.
3. Материал по п. 2, в котором в качестве элемента платиновой группы наружный слой содержит Pd и/или Ru.
4. Материал по п. 2 или 3, в котором химический состав наружного слоя содержит редкоземельный элемент 0,001-0,2 мас.%.
5. Материал по любому из пп. 2-4, в котором химический состав наружного слоя содержит, в мас.%:
Co 0,05-0,8 и/или
Ni 0,05-0,6.
6. Материал по любому из пп. 2-5, в котором химический состав внутреннего слоя технически чистого титана содержит, в мас.%:
C 0,1 или менее,
H 0,015 или менее,
O 0,4 или менее,
N 0,07 или менее,
Fe 0,5 или менее,
титан и примеси - остальное.
7. Материал по любому из пп. 1-6, в котором на отличной от прокатываемой поверхности стороне внутреннего слоя сформирован другой наружный слой, и этот другой наружный слой имеет тот же самый химический состав, что и упомянутый наружный слой.
8. Титановый материал для горячей прокатки, содержащий:
основной металл, содержащий технически чистый титан или титановый сплав;
материал наружного слоя, который связан с по меньшей мере одной прокатываемой поверхностью основного металла; и
зону сварного шва, которая соединяет периферии основного металла и материала наружного слоя;
причем
материал наружного слоя имеет химический состав, который отличается от химического состава основного металла, и
зона сварного шва блокирует границу раздела между основным металлом и материалом наружного слоя от внешнего воздуха.
9. Материал по п. 8, в котором с отличной от прокатываемой поверхности стороной основного металла связан материал другого наружного слоя, и этот материал другого наружного слоя имеет тот же самый химический состав, что и упомянутый материал наружного слоя.
10. Материал по п. 8 или 9, в котором основной металл содержит сляб прямой разливки.
11. Материал по п. 10, в котором сляб прямой разливки представляет собой сляб, в котором на по меньшей мере одной части поверхности сформирован расплавленный и повторно затвердевший слой.
12. Материал по п. 11, в котором химический состав расплавленного и повторно затвердевшего слоя отличается от химического состава в центре толщины сляба прямой разливки.
| US 5579988 A, 03.12.1996 | |||
| Способ изготовления плакированнойзАгОТОВКи | 1977 |
|
SU843711A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2555259C1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

