[01] Изобретение относится к способу и установке для изготовления медного полуфабриката.
[02] Известно, что в ходе применения способа и установки для изготовления медного полуфабриката сначала расплавляется медь, затем из нее внутри нескольких кокилей в один выпуск отливаются медные аноды, после этого путем электролиза с использованием, по меньшей мере, одного из медных анодов образуются медные катоды, которые затем перерабатываются в медный полуфабрикат. Далее для этого предусмотрено устройство для нанесения формовочной краски на кокили. Под формовочной краской подразумеваются покрывающие материалы, которые наносятся на кокили, чтобы выровнять, как правило, пористую поверхность кокилей перед процессом отливки. Известная технологическая методика, изложенная в ЕР 1103325 А1, описывает очистку отлитых медных анодов от приставших к ним остатков корки из формовочной краски.
[03] Применение электролиза, в частности, является очень энергоемким и, следовательно, оказывает решающее влияние на КПД, т.е. на отношение количества изготовленного медного полуфабриката к необходимому для его изготовления объему энергии.
[04] Задачей предлагаемого изобретения является повышение КПД при выплавке меди.
[05] В качестве решения предлагаются способ и установка для изготовления медного полуфабриката с признаками независимых пунктов формулы изобретения. Следующие целесообразные разработки содержатся в дополнительных пунктах формулы изобретения, в нижеследующих описаниях и прилагаемых чертежах.
[06] Изобретение базируется на основной идее, которая заключается в том, что не вся медь должна выплавляться электролитическим способом в очень чистом виде, но что возможно определенную часть меди при наличии подходящих побочных параметров перерабатывать непосредственно после рафинирования при добавке к ней при известных обстоятельствах меди, добытой электролитическим способом.
[07] Способ изготовления медного полуфабриката, при котором сначала расплавляется медь, затем из нее внутри нескольких кокилей в один выпуск отливаются медные аноды, после этого путем электролиза с использованием, по меньшей мере, одного из медных анодов образуются медные катоды, которые затем перерабатываются в медный полуфабрикат, может характеризоваться тем, что по меньшей мере на один из кокилей наносится долговременное покрытие в качестве формовочной краски.
[08] Применяемая в качестве долговременного покрытия формовочная краска имеет своим преимуществом то обстоятельство, что она, в сравнении с другими покрытиями, может значительно дольше находиться в состоянии, необходимом для ее эксплуатации, с точки зрения надежности. Под долговременным покрытием следует в данном случае понимать покрытие, при котором возможно по меньшей мере двукратное первичное формообразование или заливка меди в кокили, которые в свою очередь не приводят к существенному повреждению или изменению состояния долговременного покрытия. Благодаря применению подобного рода долговременного покрытия может быть сокращен расход материала, из которого состоит формовочная краска, подаваемого в отливаемые медные аноды, по сравнению с известными видами формовочной краски.
[09] На основании возможного существенного сокращения внесения материала, из которого состоит формовочная краска, в соответствующие медные аноды или на основании возможного существенного сокращения загрязнения медных анодов материалом, из которого состоит формовочная краска, благодаря использованию долговременного покрытия, отлитый медный анод или отлитая в соответствующем кокиле заготовка может быть изготовлена со значительно меньшим загрязнением материалом, из которого состоит формовочная краска, в сравнении с уже известными способами.
[10] Значительно меньший уровень загрязнения материалом, из которого состоит формовочная краска, ставший возможным благодаря долговременному покрытию, также позволяет при наличии соответствующих побочных параметров с выгодой производить непосредственную дальнейшую обработку, по меньшей мере, одной части рафинированной меди или отлитых в кокилях медных анодов или заготовок с приемлемой или желаемой степенью чистоты соответствующего медного полуфабриката без предварительного включения электролиза.
[11] В частности, при применении кокиля с описанным долговременным покрытием может быть произведен электролиз с залитым в кокиль медным анодом, который в сравнении с уже известными способами выгодно характеризуется наличием менее загрязненного электролизного шлама, именно вследствие упомянутого выше небольшого уровня загрязнения медного анода материалом, из которого состоит формовочная краска.
[12] Говоря в целом, на основании изложенного выше способа путем нанесения долговременного покрытия в качестве формовочной краски по меньшей мере на один из кокилей можно в конечном итоге значительно повысить КПД при изготовлении медного полуфабриката, а тем самым и соотношение количества изготовленного медного полуфабриката с использованным для его изготовления объемом энергии.
[13] При вышеописанном способе из расплавленной меди в нескольких кокилях в один выпуск отливаются медные аноды. Выпуск металла может, в частности, производиться квази-непрерывно или относительно кратковременными циклами, в частности, выпуск металла может, например, производиться в течение двух-шести часов, причем на один кокиль может понадобиться, например, от 30 секунд до трех минут, но обыкновенно около 1,5 минут.
[14] Дальнейшая переработка медных катодов в медный полуфабрикат может, например, включать в себя первичное формообразование в печи, в которую подаются медные катоды, причем после первичного формообразования путем розлива из печи и последующей раскатки может быть получен, например, медный полуфабрикат в форме проволоки.
[15] Способ изготовления медного полуфабриката, при котором сначала расплавляют медь, затем из нее внутри нескольких кокилей в один выпуск отливают медные аноды, после этого путем электролиза с использованием, по меньшей мере, одного из медных анодов образуют медные катоды, которые затем перерабатывают в медный полуфабрикат, может также характеризоваться тем, что по меньшей мере на один из кокилей наносят формовочную краску, не содержащую серу.
[16] При применении формовочной краски, не содержащей серу, может быть действенно избегнуто или сведено к минимуму загрязнение серой отлитых в кокилях медных анодов или заготовок, так что путем применения или нанесения формовочной краски, не содержащей серу, на соответствующий кокиль может быть существенно повышен вышеупомянутый КПД, в частности, благодаря тому, что из-за формовочной краски, не содержащей серу, возможна непосредственная переработка рафинированной меди также и без применения электролиза. Далее существенное повышение вышеупомянутого КПД возможно благодаря тому, что нанесение формовочной краски, не содержащей серу, на соответствующий кокиль позволяет провести электролиз, характеризующийся наличием менее загрязненного электролизного шлама и сопровождающийся соответственно значительным сокращением расхода энергии, необходимой для электролиза.
[17] В случае предпочтительной формы исполнения изобретения кокили во время выпуска металла подводят к заливочному устройству синхронно, но по меньшей мере одна часть формовочной краски наносится вне режима синхронизации.
[18] Нанесение по меньшей мере одной части формовочной краски вне режима синхронизации имеет преимуществом то, что в отличие от уже известных способов производства для нанесения формовочной краски предоставляется больше времени, что позволяет под более тщательным контролем наносить формовочную краску, благодаря чему образуется очень равномерный слой, что, в частности, при правильном применении способа может обеспечить также соответствующую стойкость формовочной краски в случае ее использования в качестве долговременного покрытия.
[19] В частности, целесообразным может быть нанесение вне режима синхронизации по меньшей мере одного основного слоя формовочной краски, причем вне режима синхронизации на основной слой может наноситься также и рабочий слой.
[20] Благодаря тому, что основной слой, а в случае необходимости - и рабочий слой формовочной краски наносят вне режима синхронизации, нанесение этих слоев может производиться под более тщательным контролем, что позволяет добиться очень равномерного нанесения основного и рабочего слоев. Покрытие, включающее в себя основной и рабочий слои, демонстрирует, в отличие от уже известных видов покрытия, очень высокий уровень длительной прочности и надежности в эксплуатации, в частности, характеризуемый тем, что оно способно вынести без значительных признаков износа по меньшей мере двукратное первичное формообразование или заливку меди в соответствующий кокиль и использоваться в качестве долговременного покрытия.
[21] Альтернативой к нанесению рабочего слоя на основной слой вне режима синхронизации может быть также и проведение данной операции в режиме синхронизации, то есть нанесение слоя на соответствующий кокиль происходит в такт, в котором кокили подводятся к заливочному устройству. Данный вариант особенно целесообразен в том случае, если нанесение рабочего слоя на отдельные кокили, с которых отходит много формовочной краски, в частности на разделительные плоскости и участки основного слоя, может способствовать улучшению качества отлитых медных анодов.
[22] Способ изготовления медного полуфабриката, при котором сначала расплавляют медь, затем из нее внутри нескольких кокилей в один выпуск отливают медные аноды, после этого путем электролиза с использованием по меньшей мере одного из медных анодов образуют медные катоды, которые затем перерабатывают в медный полуфабрикат, может также характеризоваться тем, что часть отлитых в кокилях заготовок может быть непосредственно переработана в медный полуфабрикат.
[23] Благодаря тому, что часть отлитых в кокилях заготовок непосредственно перерабатывается в медный полуфабрикат, то есть переработка осуществляется без применения электролиза, в ходе производства медного полуфабриката может быть реализована существенная экономия электроэнергии, поскольку при изготовлении данных заготовок можно было бы обойтись без энергоемкого процесса электролиза. Данная методика особенно целесообразна, в частности, в том случае, если отлитые в кокилях заготовки, например, повреждены в результате неравномерной отливки или вследствие неравномерного извлечения из кокиля, например, с помощью рычага, и недостаточно удобны для последующего электролиза. Данные заготовки, хотя и не годятся для электролиза, но демонстрируют необходимое качество материала и поэтому могут не подвергаться обработке электролизом. Благодаря избеганию энергоемкого процесса электролиза может быть значительно улучшен определенный выше КПД при изготовлении медного полуфабриката.
[24] Целесообразной является переработка в медный полуфабрикат по меньшей мере одной части заготовок, предназначенных для переработки в медный полуфабрикат непосредственно из медных анодов, вместе с медными катодами. Таким образом, может регулироваться степень загрязнений, которые, как правило, вносятся в медный полуфабрикат именно медными анодами.
[25] В случае подлежащих переработке непосредственно в медный полуфабрикат заготовок может идти речь, как изложено выше, в частности, о заготовках, которые в результате неравномерной отливки или вследствие неравномерного извлечения из кокиля неудобны в работе и тем самым не пригодны для электролиза. Благодаря совместной переработке медных катодов с заготовками, подлежащими переработке непосредственно в медный полуфабрикат, может быть достигнуто повышение или улучшение определенного выше КПД за счет того, что данные заготовки при отказе от энергоемкого процесса электролиза комбинируются с полученными с применением электролиза медными катодами для изготовления медного полуфабриката. В частности, благодаря подходящей комбинации заготовок с медными катодами или благодаря достижению правильного соотношения количества заготовок, непосредственно подлежащих переработке, с количеством медных катодов степень качества изготовляемого медного полуфабриката может быть доведена до желаемого или заданного уровня.
[26] Совместная обработка подлежащих дальнейшей переработке деталей с медными катодами может производиться, например, путем их смешивания в печи и последующего нового первичного формообразования.
[27] Вышеописанный способ, в котором предусматривается нанесение, по меньшей мере, на один из кокилей долговременного покрытия в качестве формовочной краски, нанесение формовочной краски, не содержащей серу, и переработка части отлитых в кокилях заготовок непосредственно в медный полуфабрикат, базируется на основной идее, что не вся медь должна выплавляться электролитическим способом в очень чистом виде, но что возможно определенную часть меди при наличии подходящих побочных параметров перерабатывать непосредственно после рафинирования при добавке к ней при известных обстоятельствах меди, полученной электролитическим способом.
[28] Способ по настоящему изобретению может характеризоваться тем, что формовочная краска наносится на кокиль в несколько слоев, в частности в два слоя, как это изложено выше на примере нанесения основного слоя и рабочего слоя. Путем многослойного нанесения формовочной краски можно образовать покрытие в виде долговременного покрытия, которое по сравнению с уже известными покрытиями из формовочной краски является значительно более прочным и гораздо дольше времени сохраняет надежность в эксплуатации. В частности, долговременное покрытие подобного рода способно выдержать, по меньшей мере, двукратное первичное формообразование или заливку расплавленного металла или расплавленной меди в соответствующий кокиль без какого-либо серьезного отхода или попадания материала, из которого изготовлена формовочная краска, в отливку, что сопровождается также выгодным и частично уже объясненным выше повышением КПД.
[29] Операция нанесения формовочной краски на кокиль может характеризоваться также тем, что формовочная краска наносится последовательно способом распыления, что, в частности, выгодно при подготовке формовочной краски, наносимой в несколько слоев, а также в определенных случаях для нанесения одного из слоев. Благодаря последовательному нанесению формовочной краски способом распыления может быть создано покрытие с порами малого размера и очень гладкой поверхностью, что сопровождается существенным повышением длительной прочности слоя, которое, как уже указано выше, сопровождается также значительным повышением КПД.
[30] Особенно выгодной является возможность управления скоростью нанесения, благодаря чему при последовательном нанесении существует возможность регулировки толщины слоя формовочной фаски. Таким образом, может наноситься слой формовочной краски или покрытия равномерной, или в основном равномерной, или соответствующей уровню износа формовочной краски толщины, что в свою очередь связано с выгодным повышением длительной прочности нанесенного покрытия.
[31] Операция нанесения формовочной краски на кокиль, которая характеризуется тем, что кокиль во время нанесения покрытия находится в состоянии темперирования, также представляет выгоду в том отношении, что в результате темперирования во время нанесения покрытия может быть существенно улучшена длительная прочность слоя формовочной краски по сравнению с уже известными формовочными красками. Это, в свою очередь, связано с существенным повышением КПД в процессе изготовления медного полуфабриката с применением одного или нескольких кокилей, как уже изложено выше. То, что благодаря темперированию во время нанесения покрытия может быть значительно повышена длительная прочность слоя, является, в частности, следствием того обстоятельства, что формовочная краска благодаря темперированию может наноситься на соответствующий кокиль очень равномерно и в остающемся неизменным термодинамическом состоянии.
[32] В связи с этим следует подчеркнуть, что понятие «темперирование» относится не только к простому нагреванию, как это имеет место, например, во время розлива расплавленной меди в кокили, но подразумевает целенаправленное поддержание определенных температур или определенного температурного профиля, в частности, также и понижение температуры в случае необходимости.
[33] При нанесении слоя формовочной краски кокиль поддерживается иногда в температурном режиме ниже 200°C, а иногда и ниже 180°C. Было установлено, что при темперировании кокиля при нанесении слоя формовочной краски ниже данной температурной границы достигается высокая длительная прочность слоя формовочной краски или покрытия. В частности, темперирование кокиля при 110°C или около того показало себя особенно хорошо с точки зрения достижения очень высокой длительной прочности слоя формовочной краски.
[34] С выгодной стороны показало себя темперирование кокиля при нанесении слоя формовочной краски в режиме между 100°C и 125°C, преимущественно между 105°C и 115°C. Ограничение на данные температурные диапазоны представляет выгоду в том отношении, что в данных температурных диапазонах испарение, возникающее при нанесении формовочной краски, не оказывает ненужного негативного влияния на образование слоя, благодаря чему, в частности, образуется стабильный и прочный слой. Особенно темперирование кокиля при нанесении слоя формовочной краски на уровне между 105°C и 115°C показало, что процессы, вызываемые возникающим испарением, почти или полностью отсутствуют. При ограничении на вышеуказанные температурные диапазоны образование водяного пара присутствует лишь в той мере, которая не приводит к вредному воздействию на кокиль или слой формовочной краски из-за образования кратеров, то есть из-за испарения воды, содержащейся в материале, из которого состоит формовочная краска.
[35] Особенно предпочтительным является нанесение формовочной краски в качестве основного и рабочего слоев. Таким образом, можно (см. также вышеприведенные данные) достичь образования очень долговечного, прочного и надежного в эксплуатации покрытия, в частности, в форме долговременного покрытия.
[36] Целесообразно нанесение основного слоя при темперировании кокиля в режиме между 100°C и 125°C, предпочтительно между 105°C и 115°C, и рабочего слоя при темперировании кокиля в режиме ниже 200°C, предпочтительно ниже 180°C.
[37] Как уже изложено выше, благодаря нанесению основного слоя при темперировании кокиля в режиме между 100°C и 125°C, предпочтительно между 105°C и 115°C, может быть до минимума сокращено или почти полностью исключено засорение кокиля отложениями материала, из которого состоит формовочная краска, сопровождающее испарение этого материала. Далее было выявлено, что также нанесение рабочего слоя при темперировании кокиля в режиме ниже 200°C, предпочтительно ниже 180°C, приводит к достижению очень высокого уровня длительной прочности и надежности в эксплуатации рабочего слоя, позволяющего по меньшей мере двукратное первичное формообразование или заливку в кокиль, причем без существенного изменения формы рабочего слоя или эрозии материала рабочего слоя, которые могли бы оказать негативное влияние на его долговременную прочность. В частности, рабочий слой подвергается очень большим нагрузкам при заливке расплавленной меди, поскольку медь вступает в непосредственный контакт с рабочим слоем, поэтому высокий уровень длительной прочности данного слоя является большим преимуществом.
[38] Особенно предпочтительной является возможность регулирования толщины слоя формовочной краски с помощью управления объемным потоком и/или давлением формовочной краски. Таким образом, может быть образован слой формовочной краски стабильной или подогнанной к соответствующему уровню износа толщины с гладкой поверхностью и очень небольшим размером пор.
[39] Установка для изготовления медного полуфабриката, содержащая (i) рафинировочную печь, (ii) относящиеся к рафинировочной печи кокили, наполняемые из рафинировочной печи, (iii) электролитическую ванну, (iv) транспортер анодов для транспортировки анодов, отлитых в кокилях, к электролитической ванне, (v) относящееся к электролитической ванне устройство для дальнейшей переработки в медный полуфабрикат заготовок, подвергшихся первичному формообразованию в кокилях, и (vi) транспортер катодов для транспортировки катодов из электролитической ванны к устройству для дальнейшей переработки, может характеризоваться тем, что между кокилями и устройством для дальнейшей переработки предусмотрен обходной транспортер, с помощью которого к устройству для дальнейшей переработки транспортируются заготовки, подвергшиеся первичному формообразованию в кокилях, в обход электролитической ванны.
[40] Подобного рода установка пригодна, в частности, для реализации вышеописанного способа, при котором одна часть отлитых в кокилях заготовок непосредственно перерабатывается в медный полуфабрикат, что, в частности, сопровождается существенным повышением КПД при производстве медного полуфабриката.
[41] Для того чтобы отлитые в кокилях заготовки переработать непосредственно, то есть в обход электролиза, в медный полуфабрикат, предусмотрен обходной транспортер. С помощью обходного транспортера возможна транспортировка заготовок, подвергшихся первичному формообразованию или формообразованию в кокилях, в обход электролитической ванны к устройству для дальнейшей переработки.
[42] В случае подвергшихся первичному формообразованию заготовок речь может идти, в частности, о заготовках, которые первоначально были предусмотрены в качестве анодов, однако вследствие, например, неравномерной отливки или вследствие иного повреждения, например, при попытке выемки из кокиля, были слишком деформированы в сравнении с заданной формой анода, так что они больше не могут использоваться для электролиза. В частности, здесь может идти речь о заготовках, у которых вообще отсутствуют анодные ушки, или их анодные ушки не имеют должной формы, что делает невозможным проведение эффективных манипуляций с анодами, используя анодные ушки в качестве крюков. Данные заготовки могут тогда транспортироваться с применением обходного транспортера в обход электролитической ванны к устройству для дальнейшей переработки.
[43] В устройстве для дальнейшей переработки может производиться дальнейшая переработка подвергшихся первичному формообразованию в кокилях заготовок в медный полуфабрикат. В частности, заготовки, подвергшиеся первичному формообразованию в кокилях, доставленные в обход электролитической ванны к устройству для дальнейшей переработки, могут быть переработаны вместе с медными катодами, которые были образованы в электролитической ванне путем электролиза.
[44] Устройство для дальнейшей переработки может, например, включать в себя печь, в которую могут помещаться заготовки и/или медные катоды с целью расплавления путем нагревания. Далее устройство для дальнейшей переработки может, например, включать в себя пресс, и/или разливочное устройство, и/или прокатный стан. В случае прокатного стана, например, речь может идти о прокатном стане, который предназначен для обработки медного полуфабриката с целью придания ему формы бруска или проволоки.
[45] Обход, возможный благодаря обходному транспортеру, может, в частности, осуществляться при включении или промежуточном включении промежуточного накопителя и/или очистного устройства для того, чтобы заготовки, подвергшиеся первичному формообразованию, или аноды при обходе электролитической ванны, или катоды могли некоторое время оставаться в промежуточном накопителе и/или подвергнуться очистке, прежде чем быть направленными в устройство для дальнейшей переработки.
[46] Кокили, относящиеся к рафинировочной печи, наполняются, как уже указано выше, из рафинировочной печи, причем наполнение может производиться простым и практичным образом, например, при промежуточном включении нескольких ванн.
[47] В случае электролитической ванны речь может идти об электролитической ванне любой формы, которая предназначена для получения чистого или почти чистого металла при применении отлитых в кокилях анодов путем оседания на катоде, причем под металлом может иметься в виду, в частности, медь.
[48] Транспортер анодов для транспортировки отлитых в кокилях анодов к электролитической ванне может представлять собой любое транспортировочное устройство, приспособленное для выполнения данной функции, то есть для транспортировки отлитых в кокилях анодов к электролитической ванне. В частности, для этой цели может быть предусмотрен промышленный робот, оборудованный, например, погрузочными вакуумными присосками, чтобы вынимать аноды из кокилей и транспортировать их к электролитической ванне или чтобы помещать отлитые в кокилях аноды в электролитическую ванну.
[49] Также и транспортер катодов может представлять собой любое транспортировочное устройство, приспособленное для выполнения предусмотренной функции, то есть для транспортировки катодов из электролитической ванны к устройству для дальнейшей переработки.
[50] Далее также и обходной транспортер может представлять собой любое транспортировочное устройство, приспособленное для того, чтобы транспортировать заготовки, подвергшиеся первичному формообразованию в кокилях, в обход электролитической ванны к устройству для дальнейшей переработки. В частности, обходной транспортер может также включать в себя промышленного робота, снабженного или оборудованного погрузочными вакуумными присосками, чтобы с помощью всасывающей силы удерживать заготовки, подвергшиеся формообразованию или первичному формообразованию в кокилях, и транспортировать их путем соответствующего активирования промышленного робота в обход электролитической ванны к устройству для дальнейшей переработки.
[51] В одной из практических модификаций производственной установки транспортер анодов и обходной транспортер имеют общее подающее устройство, которое выборочно, преимущественно в соответствии с заданными заранее параметрами, с одной стороны подает заготовки-аноды из кокилей для дальнейшей транспортировки к электролитической ванне и с другой стороны подает заготовки из кокилей в направлении обходного транспортера.
[52] Благодаря предусмотренному общему подающему устройству могут быть простым и практичным образом реализованы транспортировка анодов и транспортировка в обход электролитической ванны. Для этого подающее устройство спроектировано таким образом, чтобы выборочно подавать заготовки в виде анодов из кокилей для дальнейшей транспортировки к электролитической ванне или подавать заготовки из кокилей для дальнейшей транспортировки в обход электролитической ванны, так что благодаря единственному общему подающему устройству могут быть простым и практичным образом созданы общие транспортировочные пути для транспортировки анодов и транспортировки заготовок в обход электролитической ванны.
[53] В случае подающего устройства речь может идти о любом подающем устройстве, которое приспособлено для выполнения данной функции. В частности, речь может идти о промышленном роботе, оборудованном, например, погрузочными вакуумными присосками, чтобы, например, вынимать из кокилей отлитые аноды и затем подавать их для дальнейшей транспортировки к электролитической ванне. В частности, этот или другой промышленный робот, который может быть снабжен, например, погрузочными вакуумными присосками, может быть предусмотрен для того, чтобы вынимать из кокилей отлитые заготовки и подавать их для дальнейшей транспортировки в обход электролитической ванны.
[54] Целесообразным является размещение кокилей на общем держателе. Благодаря размещению кокилей на общем держателе может быть достигнуто их очень компактное расположение, которое делает возможным простое и практичное наполнение кокилей над рафинировочной печью или из рафинировочной печи.
[55] В частности, держатель кокилей может вращаться вокруг вертикальной оси, благодаря чему каждый кокиль может быть размещен в предусмотренном положении для наполнения расплавленным металлом из рафинировочной печи. Таким образом, большое количество кокилей просто, практично и надежно с технологической точки зрения может быть наполнено жидким металлом, в частности жидкой медью.
[56] В одной из практических модификаций производственной установки предусмотрено устройство для нанесения формовочной краски. Его рабочий участок располагается на участке, где размещен держатель кокилей.
[57] Благодаря устройству для нанесения формовочной краски, расположенному на участке, где размещен держатель кокилей, можно просто и практично наносить слой формовочной краски или покрытия на каждый из кокилей, причем нанесение на кокили формовочной краски связано с воздействием, уже изложенным выше. В частности, нанесение формовочной краски на соответствующий кокиль может осуществляться очень надежным с эксплуатационной точки зрения образом благодаря тому, что рабочий участок устройства для нанесения формовочной краски расположен на участке, где размещен держатель кокилей.
[58] В частности, при этом, например, возможно нанесение или восстановление рабочего слоя без остановки рабочего процесса, а при необходимости также в режиме специального охлаждения, в то время как основной слой и, при необходимости, также первый рабочий слой могут наноситься во время технического обслуживания или, в частности, между двумя заходами для выпуска расплавленного металла.
[59] Устройство для нанесения формовочной краски на кокиль может характеризоваться тем, что оно содержит манипулятор, который включает в себя приспособление для нанесения формовочной краски и может последовательно передвигаться над кокилем.
[60] С помощью устройства для нанесения формовочной краски с манипулятором подобного рода, то есть манипулятором, способным последовательно передвигаться над кокилем, на кокиль можно наносить формовочную краску, благодаря чему образуется очень гладкое покрытие, к тому же имеющее поры очень малого размера. Подобное покрытие или слой формовочной краски вследствие очень малого размера пор и, в частности, его очень гладкой поверхности демонстрирует очень высокую длительную прочность, так что оно способно, в частности, выдерживать многократную заливку жидкого расплавленного металла без существенных повреждений или износных явлений. Устройство для нанесения формовочной краски может, например, включать в себя распылитель или кисть для нанесения формовочной краски, благодаря чему можно добиться, в частности, создания покрытия или слоя формовочной краски с порами очень малого размера.
[61] В частности, манипулятор может иметь два линейно независимых привода. Благодаря наличию двух линейно независимых приводов манипулятор может с их помощью передвигаться над кокилем в двух плоскостях, чтобы простым и практичным образом наносить на соответствующий кокиль слой формовочной краски. Прежде всего, благодаря такой подвижности манипулятора на поверхности кокиля можно простым и практичным образом образовывать слой или покрытие с заданным распределением толщины его нанесения. В зависимости от предназначения изделия заданное распределение толщины нанесения слоя формовочной краски может существенно способствовать повышению качества отливаемого продукта, например, анода.
[62] Разумеется, что по меньшей мере один из компонентов функции передвижения, в частности, передвижение параллельно направлению движения кокиля, или, в определенных случаях, также оба компонента функции передвижения могут быть реализованы также через соответствующее движение кокилей. Разумеется также, что в определенных случаях в этих целях может быть использован и промышленный робот или тому подобный механизм.
[63] В одной из практических модификаций устройства для нанесения формовочной краски предусмотрено темперирование или обогрев кокилей, а также наличие термометра для кокилей.
[64] Благодаря наличию темперирования или обогрева кокилей можно, в частности, применяя термометр для кокилей, осуществлять нанесение формовочной краски с очень точным контролем температурного режима. Таким образом, можно, в частности, путем регулировки задавать необходимую температуру кокилей для образования очень прочного и долговременного покрытия.
[65] Все вышеописанные способы, установки и устройства покоятся на общей основной идее, заключающейся в том, что не вся медь должна производиться электролитическим способом в очень чистом виде, но что возможно при соответствующих побочных параметрах перерабатывать часть меди непосредственно сразу после рафинирования и при необходимости с добавлением меди, добытой электролитическим способом.
[66] Разумеется, что признаки вышеприведенных или описанных в формуле изобретения решений могут при необходимости комбинироваться для более полного осуществления их преимуществ.
[67] Дальнейшие преимущества, цели и свойства предлагаемого изобретения разъясняются с помощью приведенного далее описания примеров выполнения, которые, в частности, также изображены на прилагаемых чертежах, а именно:
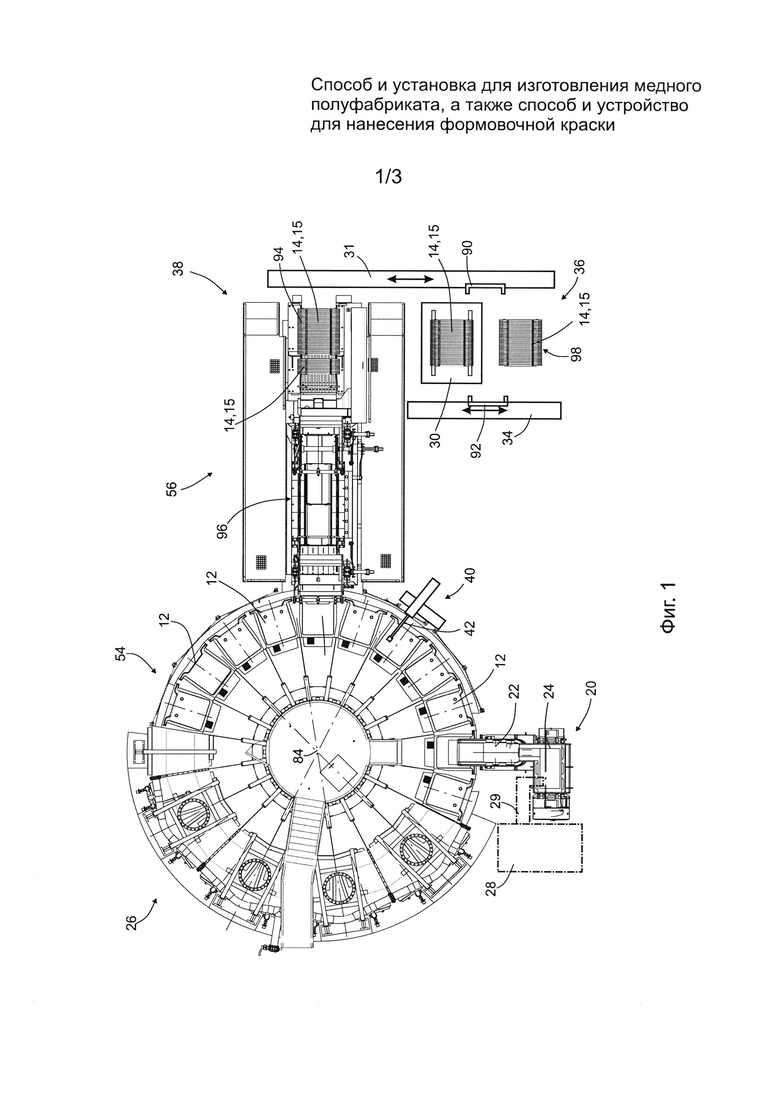
на фиг. 1 - схематический вид сверху одной части установки для изготовления медных полуфабрикатов;
на фиг. 2 - вид сверху устройства для нанесения формовочной краски согласно фиг. 1;
на фиг. 3 - вид спереди устройства для нанесения формовочной краски согласно фиг. 1 и 2;
на фиг. 4 - вид сбоку устройства для нанесения формовочной краски согласно фиг. с 1 по 3; и
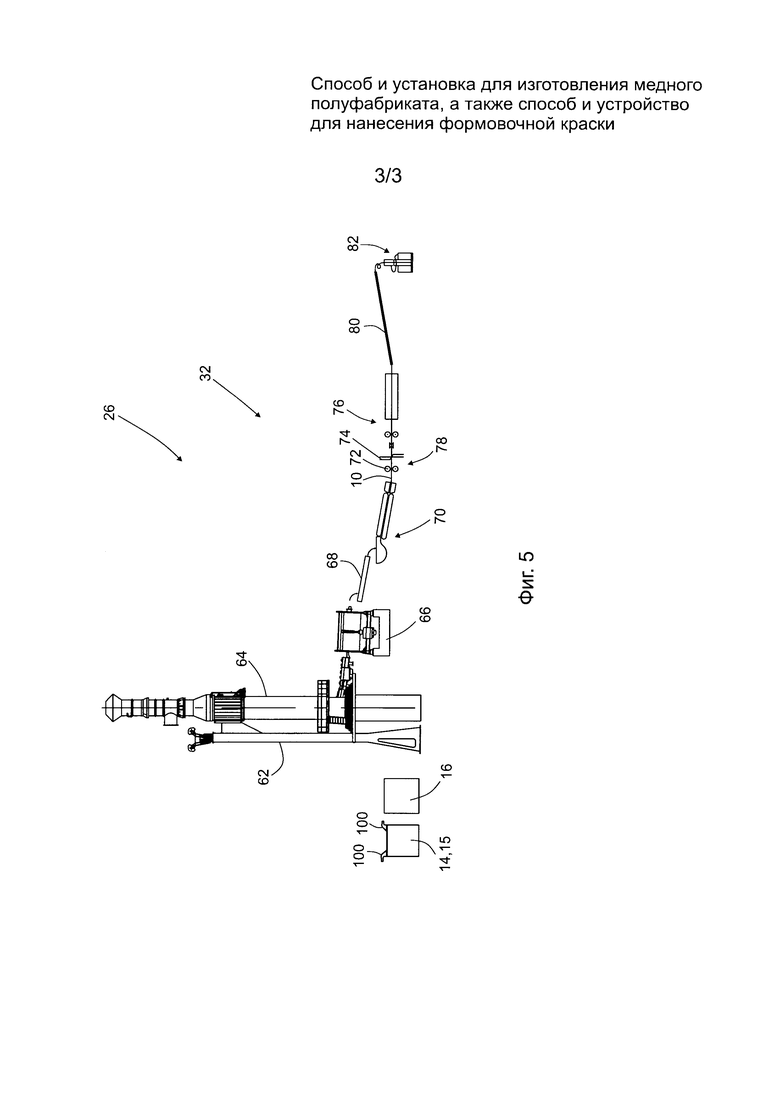
на фиг. 5 - схематический вид сверху остальной части установки для изготовления медных полуфабрикатов, изображенной на фиг. 1.
[68] Схематически изображенная на фиг. 1 и 5 установка 26 для изготовления медного полуфабриката 10 (см., в частности, также фиг. 5) включает в себя рафинировочную печь 28, относящиеся к рафинировочной печи 28 кокили 12, которые наполняются из рафинировочной печи 28 при промежуточном включении заливочной ванны 22 и порционирующей ванны 24, и электролитическую ванну 30. В случае заливочной ванны 22 и порционирующей ванны 24 речь идет о ваннах заливочного устройства 20 для заливки расплавленного жидкого металла в кокили 12 или наполнения кокилей 12 расплавленным жидким металлом.
[69] Далее производственная установка 26 включает в себя транспортер анодов 31 для транспортировки анодов 14, отлитых в кокилях 12, к электролитической ванне 30, относящееся к электролитической ванне 30 устройство для дальнейшей переработки 32 (см. фиг. 5) и транспортер катодов 34 (см. фиг. 1) для транспортировки катодов 16 из электролитической ванны 30 к устройству для дальнейшей переработки 32.
[70] Далее между кокилями 12 и устройством для дальнейшей переработки 32 предусмотрен обходной транспортер 36, с помощью которого к устройству для дальнейшей переработки 32 (см. фиг. 5) в обход электролитической ванны 30 транспортируются заготовки 15, подвергшиеся первичному формообразованию в кокилях 12.
[71] Транспортер анодов 31 и обходной транспортер 36 имеют общее подающее устройство 38, которое выборочно подает с одной стороны заготовки 14, 15 в виде анодов 14 из кокилей 12 для дальнейшей транспортировки к электролитической ванне 30, а с другой стороны подает заготовки 14, 15 из кокилей 12 к обходному транспортеру 36.
[72] Кокили 12 размещены на общем держателе кокилей 54, который может вращаться вокруг вертикальной оси 84.
[73] Далее производственная установка 26 включает устройство 40 (см. фиг. 1) для нанесения формовочной краски 18 (см. фиг. 4) на кокиль 12. Его рабочий участок располагается на участке, где размещен держатель кокилей 54 (см. фиг. 1).
[74] Устройство 40 для нанесения формовочной краски 18 содержит манипулятор 42 (см. фиг. 4), который включает в себя приспособление для нанесения формовочной краски 44 с распылителем 86 и может последовательно передвигаться над соответствующим кокилем 12. Манипулятор 42 включает в себя два линейно независимых привода 50, 52, чтобы передвигаться над соответствующим кокилем 12 в двух плоскостях (см. также фиг. 2, также в соединении с двумя двойными стрелками).
[75] Привод 52 предназначен для передвижения манипулятора 42 по прямой линии перпендикулярно к движению манипулятора 42 в продольном направлении или перпендикулярно к движению устройства 40 для нанесения формовочной краски 18 в продольном направлении при использовании салазок 60, размещенных на цоколе 58 подвижно в продольном направлении по направлению движения.
[76] Привод 50 предназначен для передвижения манипулятора 42 по прямой линии параллельно движению манипулятора 42 в продольном направлении или параллельно движению устройства 40 для нанесения формовочной краски 18 в продольном направлении, причем привод 50 включает в себя линейный сервопривод 88 (см. фиг. 1), связанный с салазками 60.
[77] Далее устройство 40 для нанесения формовочной краски 18 снабжено функцией темперирования кокилей в виде подогревателя кокилей 46, а также термометра для кокилей 48 (см. фиг. 3 и 4).
[78] Относящееся к электролитической ванне 30 устройство для дальнейшей переработки 32 (см. фиг. 5) включает в себя загрузочное приспособление 62 и печь 64. С помощью загрузочного приспособления 62 в печь 64 помещаются медные катоды 16, которые изготовляются электролитическим способом в электролитической ванне 30 с применением медных анодов 14. Также с помощью загрузочного приспособления 62 в печь 64 можно помещать и медные аноды 14 или заготовки 15, и здесь речь может идти, в частности, о заготовках, отлитых в кокилях 12, которые, например, вследствие неравномерной выемки из кокиля 12 или вследствие неравномерной отливки не пригодны для транспортировки к электролитической ванне 30, так как, например, предусмотренные для транспортировки анодные ушки 100 получились неправильной формы. Полученный путем нагревания в печи 64 расплавленный жидкий металл направляется для дальнейшей переработки в печь-миксер 66.
[80] Через печь-миксер 66 расплавленный жидкий металл направляется к другим следующим приспособлениям устройства для дальнейшей переработки 32, а именно к литейному желобу 68, разливщику 70, участку обработки болванок 78 с направляющей 72 и резаком 74, прокатному стану 76, участку охлаждения 80 и спиральному намотчику 82 для сбора медного полуфабриката 10 в форме проволоки.
[81] В процессе изготовления медного полуфабриката 10 с применением установки 26 сначала расплавляется медь в рафинировочной печи 28 и из нее внутри нескольких кокилей 12 в один выпуск отливаются медные аноды. Для реализации выпуска кокили 12 наполняются из рафинировочной печи 28, а именно, при промежуточном включении заливочной ванны 22 и порционирующей ванны 24. Кокили 12 наполняются, следуя по времени друг за другом, причем для этого кокили 12 путем вращения держателя кокилей 54 вокруг вертикальной оси 84 приводятся в положение для наполнения, определяемое работой рафинировочной печи 28.
[82] Через питающий желоб 29, связанный с рафинировочной печью 28, могут наполняться расплавленным жидким металлом из рафинировочной печи 28 заливочная ванна 22 и порционирующая ванна 24 для направления его в соответствующий кокиль 12. После отливки медных анодов 14 путем электролиза при применении минимум одного из медных анодов 14 в электролитической ванне 30 образуются медные катоды 16, и данные медные катоды 16 затем посредством устройства для дальнейшей переработки 32 (см. фиг. 5) перерабатываются в медный полуфабрикат 10 в форме проволоки.
[83] Вышеописанный способ характеризуется тем, что одна часть отлитых в кокилях 12 заготовок 14, 15, вынутых после заливки в кокили 12 после достижения определенной устойчивости формы из кокилей 12 с помощью приспособления для выемки, непосредственно перерабатывается в медный полуфабрикат 10, причем минимум одна часть непосредственно подлежащих переработке в медный полуфабрикат 10 заготовок 14, 15, перерабатывается в медный полуфабрикат 10 совместно с медными катодами 16 (см. также фиг. 5).
[84] В случае заготовок, перерабатываемых непосредственно, то есть в обход электролиза в электролитической ванне 30, в медный полуфабрикат 10, речь идет, как уже изложено выше, в частности, о заготовках 15, которые вследствие неравномерной отливки или вследствие неравномерной выемки из кокилей и связанным с этим деформированием не пригодны для помещения в электролитическую ванну 30 с помощью транспортера анодов 31. Заготовки, пригодные в качестве анодов, могут, в соответствии с этим, разумеется, также быть непосредственно переработаны.
[85] Для того чтобы заготовки 15 непосредственно переработать в медный полуфабрикат 10, заготовки 15 направляются с помощью передающего приспособления 96 подающего устройства 38 в первый промежуточный накопитель 94. Исходя из этой позиции в первом промежуточном накопителе 94 заготовки 15 доставляются с помощью грейфера 90 в направлении транспортера анодов 31 и далее в направлении обходного транспортера в обход электролитической ванны 30 во второй промежуточный накопитель 98. Следующий грейфер 92, предназначенный также для осуществления транспортировки в обход электролитической ванны 30, забирает заготовки 15 из второго промежуточного накопителя 98 для транспортировки к устройству для дальнейшей переработки 32 (см. фиг. 5).
[86] Разумеется, дальнейшая переработка в устройстве для дальнейшей переработки 32 в обход электролиза в электролитической ванне 30 не ограничивается только заготовками 15, которые, как уже изложено выше, не подходят для транспортировки или помещения в электролитическую ванну 30. Также и отлитые медные аноды 14 или вообще продукция, полученная путем отливки в соответствующих кокилях 12, могут доставляться с помощью обходного транспортера в обход электролитической ванны 30 и непосредственно перерабатываться в медный полуфабрикат 10 в устройстве для дальнейшей переработки 32.
[87] В том случае, если должен быть применен электролиз, первый грейфер 90 используется для доставки соответствующего медного анода 14 из первого промежуточного накопителя 94 в электролитическую ванну 30. Второй грейфер 92 также служит, если не предусмотрен обход электролитической ванны 30, для выемки из электролитической ванны 30 медного катода 16, получаемого в ней путем электролиза, и для последующей транспортировки медного катода 16 к устройству для дальнейшей переработки 32 (см. фиг. 5).
[88] В устройстве для дальнейшей переработки 32 часть заготовок 15, подлежащих непосредственной переработке в медный полуфабрикат 10, перерабатываются совместно с медными катодами 16 в медный полуфабрикат 10, а именно таким образом, что заготовки 14 и медные катоды 16 с помощью загрузочного приспособления 62 помещаются в печь 64 и там нагреваются до состояния расплавленного жидкого полуфабрикатного материала. Расплавленный жидкий полуфабрикатный материал направляется в печь-миксер 66, а оттуда направляется через литейный желоб 68 и разливщик 70 на участок обработки болванок 78, после которого следует дальнейшая обработка на прокатном стане 76. Затем переработанный в проволоку полуфабрикатный материал 10 после прохождения участка охлаждения 80 собирается на спиральном намотчике 82.
[89] Во время выпуска расплавленного металла при вращении держателя кокилей 54 кокили 12 синхронно подводятся к заливочному устройству 20. Вне данной синхронизации, в частности, например, во время рабочих перерывов, когда не производится наполнение кокилей 12 расплавленной медью, на каждый из кокилей наносится долговременное покрытие в качестве формовочной краски, причем долговременное покрытие делается двухслойным и состоит из основного и рабочего слоев.
[90] Рабочий слой наносится после нанесения основного слоя на этот последний.
[91] Нанесение происходит при использовании устройства 40 для нанесения формовочной краски 18, причем для этого над соответствующим кокилем 12 осуществляется последовательное движение манипулятора 42 с приспособлением для нанесения формовочной краски 44 с целью последовательного нанесения формовочной краски 18 через распылитель 86 на соответствующий кокиль 12. При этом среди прочего путем управления скоростью движения при последовательном нанесении регулируется толщина слоя формовочной краски. Дополнительно регулировка толщины слоя формовочной краски улучшается благодаря тому, что также осуществляется регулировка объемного потока и давления формовочной краски, которая поступает через распылитель 86 (см. фиг. 4) из устройства 40 для нанесения формовочной краски 18.
[92] Во время нанесения формовочной краски 18 на кокили 12 для создания долговременного покрытия соответствующие кокили 12 подвергаются темперированию. Темперирование кокилей 12 проводится с помощью функции темперирования кокилей устройства 40 для нанесения формовочной краски 18 в виде подогревателя кокилей 46. Благодаря этому возможно очень точное регулирование температурного режима, в частности, поскольку для темперирования кокилей имеется не представленное здесь более наглядно регулировочное устройство для регулирования температуры, измеряемой с помощью термометра для кокилей 48.
[93] Для достижения прочного и надежного в эксплуатации долговременного покрытия каждый из кокилей темперируется таким образом, что основной слой наносится при темперировании кокилей 12 в режиме между 105°C и 115°C, и рабочий слой наносится при темперировании кокилей 12 в режиме ниже 180°C.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУСКОВОЙ КАТОД ИЗ МЕДНОЙ ЛЕНТЫ ДЛЯ ЭЛЕКТРОЛИЗА МЕДИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2221088C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2013 |
|
RU2529264C1 |
| Способ получения оловянных анодов для электролитического лужения жести | 1988 |
|
SU1640212A1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛУЖЕНЫХ ОТХОДОВ МЕДИ | 2022 |
|
RU2795912C1 |
| Способ получения непрерывнолитой медной заготовки для электротехнических целей и технологический комплекс для его осуществления | 2018 |
|
RU2688103C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273685C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ ЗОЛОТОСОДЕРЖАЩИХ ПОЛИМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2000 |
|
RU2181780C2 |
| ЭЛЕКТРОД И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1992 |
|
RU2083724C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТНЫХ АНОДОВ С ФОРМОЙ, БЛИЗКОЙ К ФОРМЕ ШАРА | 1996 |
|
RU2087593C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ ЛАЗЕРНОЙ ГРАВИРОВКОЙ НА ИЗДЕЛИЯ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ (ВАРИАНТЫ) | 2008 |
|
RU2416528C2 |

Изобретение относится к металлургии. Способ изготовления медного полуфабриката включает расплавление меди, отливку в нескольких кокилях 12 в один выпуск медных анодов 14, получение путем электролиза с использованием медных анодов 14 медных катодов 16. На кокили наносят формовочную краску посредством устройства 40. Установка содержит рафинировочную печь 28, вращающийся стол 54 с кокилями 12, электролитическую ванну 30, в которую аноды, отлитые в кокилях, перемещают транспортиром 31. Катоды 16 из ванны 30 подают транспортером 34 к устройству 32 для дальнейшей переработки в медный полуфабрикат. Часть отлитых в кокилях заготовок перерабатывают непосредственно в медный полуфабрикат. Обеспечивается повышение КПД при выплавке меди. 2 н. и 14 з.п. ф-лы, 5 ил.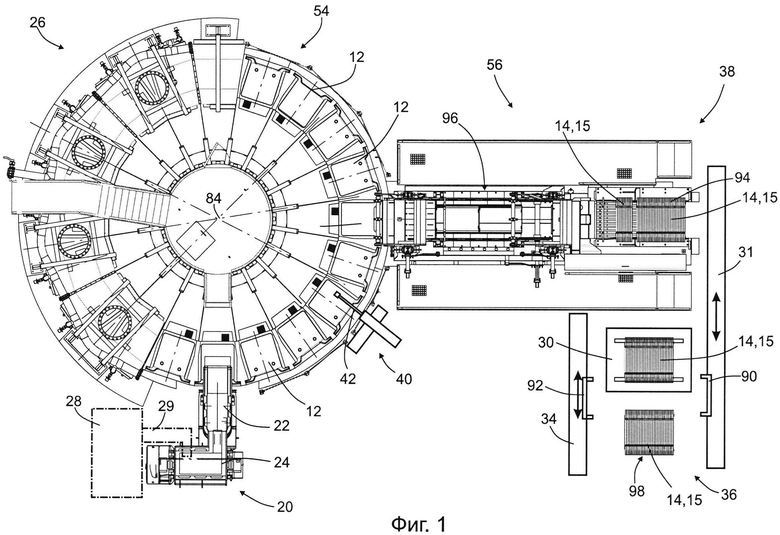
1. Способ изготовления медного полуфабриката (10), включающий расплавление меди, отливку из нее в пределах нескольких кокилей (12) в один выпуск медных анодов (14), образование путем электролиза с использованием по меньшей мере одного из медных анодов (14) медных катодов (16), которые затем перерабатывают в медный полуфабрикат (10), отличающийся тем, что часть отлитых в кокилях (12) анодов (14, 15) непосредственно перерабатывают в медный полуфабрикат (10).
2. Способ по п. 1, отличающийся тем, что, по меньшей мере, часть непосредственно подлежащих переработке в медный полуфабрикат (10) медных анодов (14, 15) перерабатывают в медный полуфабрикат (10) совместно с медными катодами (16).
3. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере на один из кокилей (1) наносят долговременное покрытие в виде формовочной краски (18) и/или формовочной краски, не содержащей серу.
4. Способ по п. 3, отличающийся тем, что кокили (12) во время выпуска металла подводят к заливочному устройству (20) синхронизировано, и, по меньшей мере, часть формовочной краски (18) наносят вне режима синхронизации.
5. Способ по любому из пп. 1 или 2, отличающийся тем, что, по меньшей мере, основной слой формовочной краски (18), преимущественно также рабочий слой, нанесенный на основной слой, наносят вне режима синхронизации.
6. Способ по любому из пп. 1-5, отличающийся тем, что формовочную краску (18) наносят в несколько слоев, последовательно напылением, и/или по меньшей мере один кокиль (12) во время нанесения темперируют.
7. Способ по п. 6, отличающийся тем, что путем управления скоростью движения при последовательном нанесении регулируют толщину слоя формовочной краски.
8. Способ по п. 1, отличающийся тем, что кокиль (12) темперируют во время нанесения формовочной краски до температуры ниже 200°С, предпочтительно ниже 180°С, особенно до температуры между 100°С и 125°С, предпочтительно между 105°С и 115°С.
9. Способ по любому из пп. 6-8, отличающийся тем, что формовочную краску (18) наносят и в качестве основного слоя, и в качестве рабочего слоя, при этом основной слой наносят при темперировании кокиля (12) в режиме между 100°С и 125°С, предпочтительно между 105°С и 115°С, и рабочий слой наносят при темперировании кокиля в режиме ниже 200°С, предпочтительно ниже 180°С.
10. Способ по любому из пп. 1-9, отличающийся тем, что путем управления объемным потоком и/или давлением формовочной краски (18) регулируют толщину слоя формовочной краски (18).
11. Установка для изготовления медного полуфабриката (10), содержащая:
i) рафинировочную печь (28),
ii) относящиеся к рафинировочной печи (28) кокили (12), наполняемые из рафинировочной печи (28),
iii) электролитическую ванну (30),
iv) транспортер (31) для транспортировки анодов (14), отлитых в кокилях (12), к электролитической ванне (30),
v) относящееся к электролитической ванне (30) устройство (32) для дальнейшей переработки в медный полуфабрикат (10) заготовок, подвергшихся первичному формообразованию в кокилях (12), и
vi) транспортер катодов (34) для транспортировки катодов (16) из электролитической ванны (30) к устройству для дальнейшей переработки (32),
отличающаяся тем, что между кокилями (12) и устройством для дальнейшей переработки (32) установлен обходной транспортер (36) для транспортировки к устройству для дальнейшей переработки (32) заготовок, подвергшихся первичному формообразованию в кокилях (12), в обход электролитической ванны.
12. Установка по п. 11, отличающаяся тем, что транспортер (31) анодов и обходной транспортер (36) имеют общее подающее устройство (38), выполненное с возможностью выборочной подачи с одной стороны заготовки в виде медных анодов (14) из кокилей (12) для дальнейшей транспортировки к электролитической ванне, а с другой стороны подачи заготовки из кокилей (12) к обходному транспортеру (36).
13. Установка по п. 11 или 12, отличающаяся тем, что кокили (12) размещены на общем держателе кокилей (54), при этом преимущественно рабочий участок устройства (40) для нанесения формовочной краски (18) расположен на участке, на котором размещен держатель кокилей (54).
14. Установка по п. 11 или 12, в которой устройство (40) для нанесения формовочной краски (18) на кокиль (12) содержит приспособление (44) для нанесения формовочной краски, которое содержит манипулятор (42), установленный с возможностью последовательно передвижения над кокилем (12).
15. Установка по п. 14, отличающаяся тем, что манипулятор (42) содержит два линейно независимых привода (50, 52).
16. Установка по п. 14, отличающаяся тем, что она выполнена с возможностью темперирования кокилей и снабжена подогревателем (46) кокилей и термометром (48) для кокилей.
| Централизованное устройство для управления напряжением и реактивной мощностью энергосистемы | 1983 |
|
SU1103325A1 |
| US 3867977A, 25.02.1975 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ИЗЛОЖНИЦЫ В РАЗЛИВОЧНЫХ МАШИНАХ ДЛЯ ЦВЕТНЫХ МЕТАЛЛОВ С КОНТРОЛЕМ ВЕСА ПОДАВАЕМОГО МЕТАЛЛА | 2003 |
|
RU2319579C2 |
| US 5536318A, 16.07.1996. | |||

