ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящий объект изобретения относится в целом к турбинам, конкретнее к уплотнению турбинных двигателей.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Вращающиеся лабиринтные уплотнения широко используются в разных исполнениях, и одной из областей их применения является обеспечение уплотнения между полостями с разным давлением в газотурбинных двигателях. Такие уплотнения, как правило, включают два основных элемента: вращающееся уплотнение и статическое уплотнение, или кожух. Вращающееся уплотнение, расположенное в поперечном сечении параллельно осевой длине двигателя, часто имеет ряды тонких зубообразных выступов, направленных радиально от относительно толстого основания к статическому уплотнению, или кожуху. Статическое уплотнение, или кожух, обычно имеет форму тонкой ячеистой ленты. Данные основные элементы, как правило, расположены по окружности по осевой длине двигателя с небольшим радиальным зазором между ними, позволяющим осуществлять сборку вращающихся и неподвижных компонентов. Функцией устройства лабиринтного уплотнения является минимизация утечек газа из первичного газового тракта и разделение отдельных ступеней компрессора с разными температурами и давлениями.
В значительной мере КПД двигателя зависит от минимизации такой утечки газа вокруг вращающихся компонентов посредством контроля газового потока с целью обеспечения максимального взаимодействия между потоком газа и компонентами в первичном газовом тракте. КПД турбинного двигателя находится в прямой зависимости от доли газа, который соударяется с лопастями вращающегося узла. Уменьшенные допуски между вращающимся и статическим уплотнениями обеспечивают более высокий КПД. Производственный процесс для обеспечения таких малых допусков чрезвычайно дорог и занимает много времени.
При работе газотурбинного двигателя повышенная рабочая температура заставляет расширяться в радиальном направлении, т.е. навстречу друг другу, статическое и вращающееся уплотнения, расположенные напротив друг друга, что справедливо и для вращающихся лабиринтных уплотнений. Вращающиеся лабиринтные уплотнения расширяются радиально и трутся о кожух, создавая фрикционный контакт между тонкими выступами вращающегося уплотнения и кожухом. При трении создается высокая термокомпрессия, вызывающая большие остаточные растягивающие напряжения после трения. Данный фрикционный контакт вызывает повышение температуры зубьев уплотнения до значений свыше 1093°С (2000°F) и, как результат, возможное повреждение одного или обоих элементов уплотнения. К примеру, вращающиеся концевые элементы могут потрескаться и отломиться, существенно ухудшая эффективность уплотнения и работу двигателя.
Тонкая ячеистая ленточная конструкция кожуха служит для уменьшения площади поверхности, о которую трутся зубья уплотнения, одновременно снижая массу конструкции, и помогает свести к минимуму передачу тепла вращающемуся уплотнению, обеспечивая также необходимую прочность. Вдобавок, кончики зубьев вращающегося лабиринтного уплотнения сконструированы тонкими, с тем чтобы обеспечить их термическую изоляцию от несущего основания или оболочки. Тем не менее, избыток тепла от глубокого трения (вплоть до ячеистой структуры) при запуске двигателя и его колебаниях может повредить вращающиеся призматические уплотнения, негативно влияя на срок службы и КПД двигателя и способствуя созданию канала для утечки газа. Кроме того, возможен перенос материала, что также снижает характеристики уплотнения. Врезание даже в ячейки с низкой плотностью все-таки может вызвать повреждение зубьев вращающегося уплотнения, влекущее за собой преждевременный выход из строя деталей.
В то время как прилагаются большие усилия для усовершенствования вращающегося узла уплотнения, существует постоянная потребность в совершенствовании конструкции устройств вращающегося лабиринтного уплотнения, включая усовершенствования, направленные на статический узел с целью повышения как срока службы, так и КПД работы двигателя.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Аспекты и преимущества изобретения будут частично изложены в настоящем описании, или могут быть очевидны из описания, или могут быть выявлены при практическом использовании изобретения.
С одной стороны, объектом настоящего изобретения является уплотнение, включая материал основы. Материал основы имеет первый участок с первой степенью истираемости и второй участок со второй степенью истираемости, при этом первая степень истираемости отличается от второй.
С другой стороны, объектом настоящего изобретения является уплотнение турбинного двигателя. Уплотнение включает секцию материала основы. Секция материала основы имеет первый участок с первой степенью истираемости и второй участок со второй степенью истираемости, при этом первая степень истираемости отличается от второй.
Еще с одной стороны объектом настоящего изобретения является способ изготовления уплотнения. Способ включает изготовление уплотнения из материала основы. Уплотнение включает первый участок с первой степенью истираемости и второй участок со второй степенью истираемости, при этом первая степень истираемости отличается от второй.
Эти и другие признаки, аспекты и преимущества настоящего изобретения будут более понятны из следующего описания и прилагаемой формулы изобретения. Сопровождающие чертежи, которые включены в данную спецификацию и являются ее частью, иллюстрируют примеры воплощения изобретения и вместе с описанием служат для объяснения принципов изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Полное и исчерпывающее описание данного изобретения, включая его предпочтительное воплощение, предназначенное для специалиста среднего уровня, изложено в спецификации, в которой сделаны ссылки на прилагаемые чертежи, в которых:
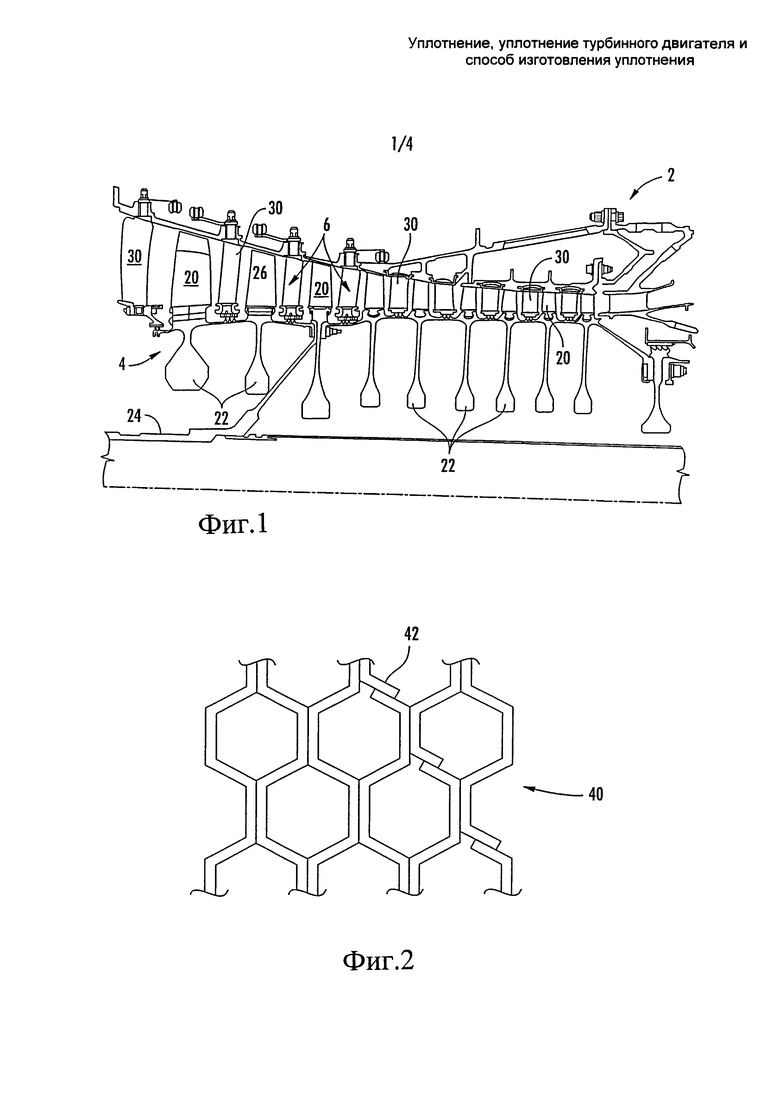
Фиг. 1 показывает изображение ротора и статора турбины компрессора;
Фиг. 2 показывает изображение частичного разреза кожуха с ячеистой структурой;
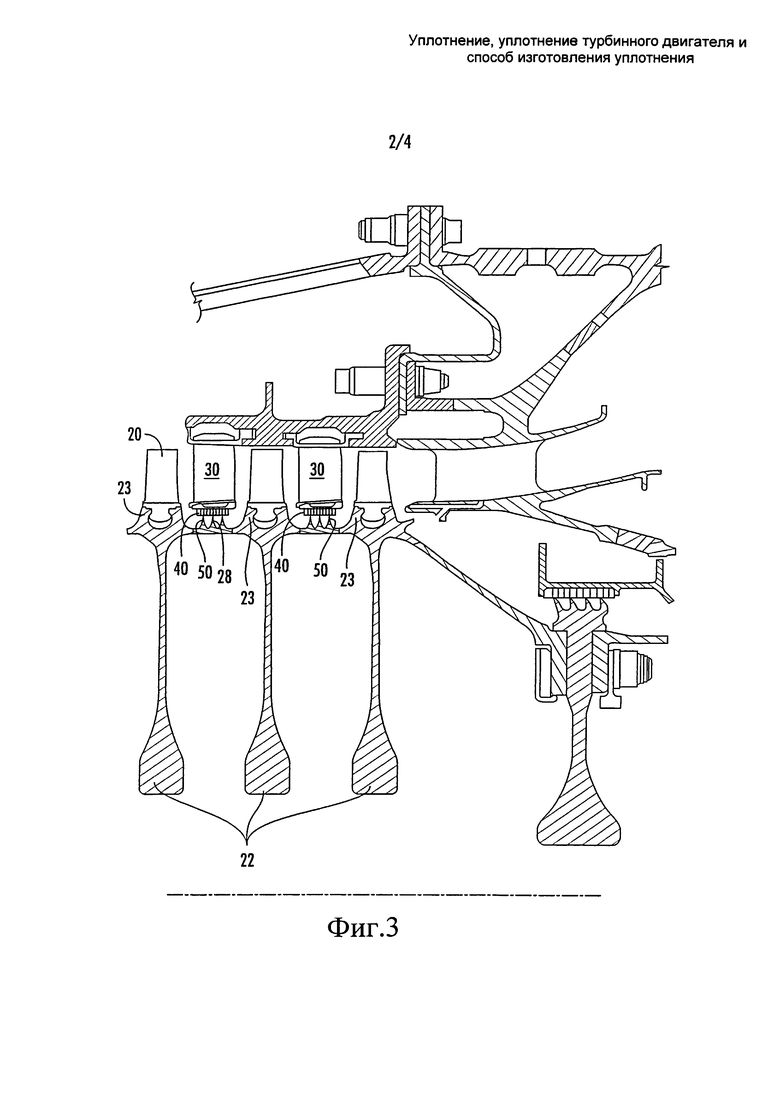
Фиг. 3 показывает поперечный разрез компрессора, где видны зубья лабиринтного уплотнения, находящиеся рядом с ячеистым кожухом;
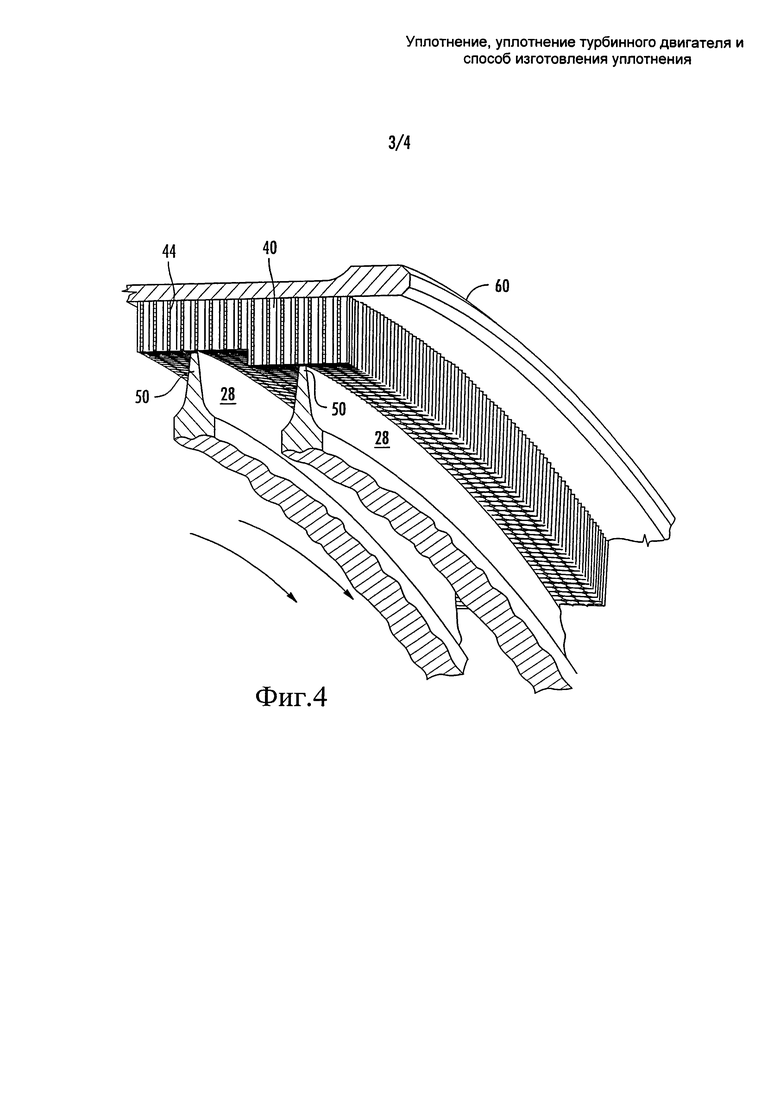
Фиг. 4 показывает изображение в перспективе устройства ступенчатого лабиринтного уплотнения, где видны зубья лабиринтного уплотнения, находящиеся рядом с ячеистым кожухом;
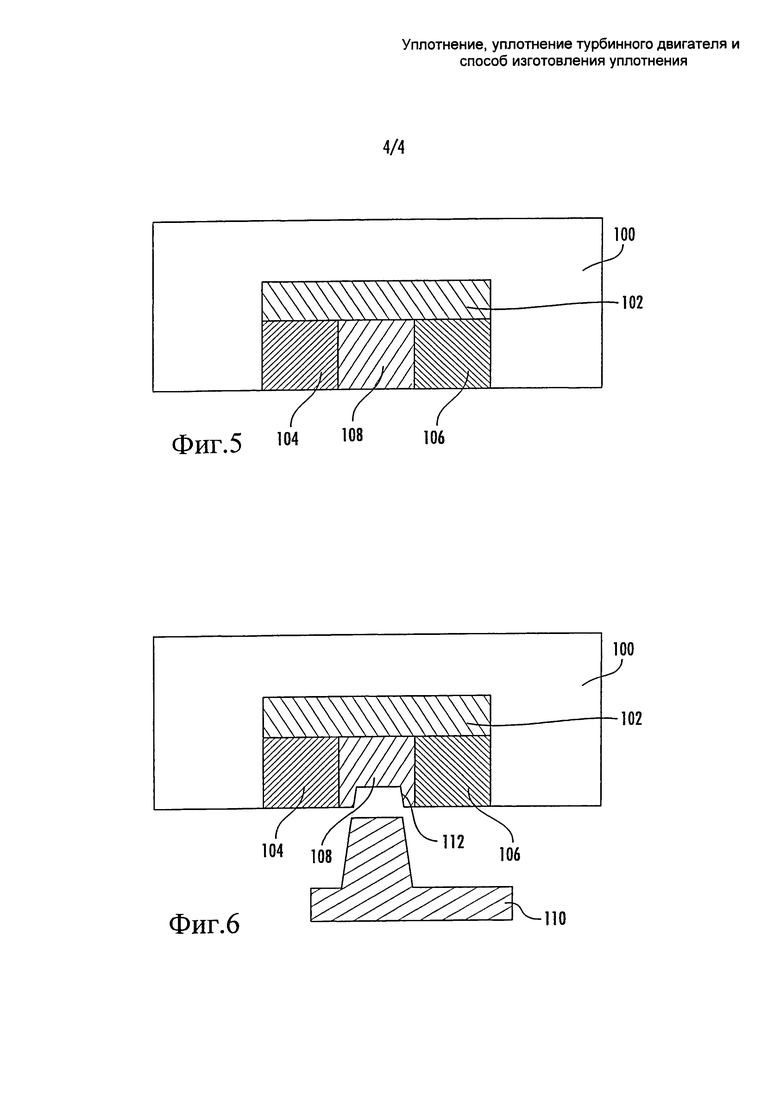
Фиг. 5 показывает ячеистую структуру, и
Фиг. 6 показывает ячеистую структуру и режущую поверхность.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее мы будем подробно ссылаться на те воплощения изобретения, один или несколько примеров которых показаны на чертежах. Каждый пример представлен в виде объяснения изобретения, а не ограничения изобретения. Фактически, для специалистов будет очевидно, что в данном изобретении разнообразные модификации и вариации могут быть реализованы без выхода за сущность и объем изобретения. Например, признаки, проиллюстрированные или описанные как часть одного воплощения, могут быть использованы с другим воплощением с тем, чтобы породить следующее воплощение. Таким образом, подразумевается, что настоящее изобретение покрывает те модификации и разновидности, которые следуют из прилагаемой формулы изобретения и ее эквивалентов.
В целом, настоящим объектом изобретения является уплотнение турбинного двигателя и способ его изготовления. Уплотнение включает материал основы, который, например, может быть в виде ленты. Материал основы может иметь упрочненный участок и/или ослабленный участок, что допускает истирание там, где надо, но, с другой стороны, минимизирует износ в других местах, там, где истирание нежелательно. Такая конфигурация уменьшает возможность утечек в зоне уплотнения. В более широком смысле можно полагать, что материал основы имеет первый участок с первой степенью прочности и второй участок со второй степенью прочности, причем первая степень прочности выше второй. Например, один участок может иметь просто «базовую» прочность материала, а прочность другого участка может быть выше или ниже «базовой».
В данном описании не рассматриваются случаи, связанные с поверхностями с одинаковой истираемостью. Другими словами, если вся поверхность является легко истираемой, имеет место риск слишком быстрого износа детали и/или отказа детали в результате ее слабой структуры. С другой стороны, если вся поверхность не является легко истираемой, может быть сложно обеспечить желаемые характеристики по износу, особенно при низких скоростях износа и/или трения. Данное описание исключает необходимость выбора между двумя параметрами, допуская желаемый уровень истираемости для каждого участка конкретной детали.
Теперь обратимся к чертежам, где одинаковые детали имеют одни и те же цифровые обозначения и где на фиг. 1 показан фрагмент осевого компрессора 2 с типовым двигателем, имеющего компрессорный ротор 4 и статор 6. Ротор компрессора на фиг. 1 имеет серию компрессорных лопастей 20 в сборе с компрессорными дисками 22, где компрессорные диски расположены на общем валу 24. Вращающиеся лабиринтные уплотнения по данному изобретению не показаны на фиг. 1, но они расположены на роторе компрессора у поз. 26, между компрессорными дисками 22. Статор 6, являющийся неподвижным, имеет ряд направляющих 30, которые направляют поток воздуха вдоль оси через компрессор по мере того, как вращающиеся лопасти 20 компрессора перемещают и сжимают воздух в осевом направлении. Лопасти 20 компрессора вращаются между направляющими 30 компрессора, создавая отдельные ступени с различными давлениями и температурами. Кожухи, изготовленные из тонких ячеистых лент, соединены с направляющими 30, но расположены радиально и направлены внутрь от направляющих и напротив вращающихся лабиринтных уплотнений ротора 4 компрессора. В то время как описанные здесь способы адаптированы прежде всего к лабиринтным уплотнениям, состоящим из вращающегося лабиринтного уплотнения, расположенного на роторе 4 между дисками 22, и неподвижного уплотнения, или кожуха вдоль статоров 6, включающего тонкую ячеистую ленту, данный способ может быть использован при желании и для изготовления других устройств.
На фиг. 2 показан фрагмент цилиндрического в целом виде неподвижного уплотнения или кожуха 40, расположенного в статоре 6 и включающего ячеистую структуру 42, в целом цилиндрическую и обычно прикрепленную к защитному кольцу (не показано на фиг. 2). Одним из способов изготовления ячеистой структуры является гофрирование, пакетирование и соединение тонких гибких листов материала, такого как никель или суперсплавы на основе никеля. На точки соединения ячеистой структуры с защитным кольцом наносится твердый припой, совместимый с материалом гибких листов. При охлаждении листы, ранее скрепленные друг с другом в процессе соединения, такого как сварка прихваточным швом, соединяются с защитным кольцом в точках 44 соединения посредством пайки твердым припоем.
На фиг. 3 показан поперечный разрез компрессора 2 с ячеистыми кожухами 40, присоединенными к направляющим 30 компрессора. К кожухам 40 примыкают вращающиеся лабиринтные уплотнения 28, расположенные на вращающейся части компрессора 2 между компрессорными дисками 22. Каждое из вращающихся лабиринтных уплотнений 28 имеет по меньшей мере один зуб 50, радиально выступающий в сторону от центра в направлении кожухов 40. Лопасти компрессора 20 показаны присоединенными к наружному контуру окружности 23 компрессорных дисков 22 и находящимися на пути газового потока между направляющими 30. Как очевидно из фиг. 3, радиальное расширение вращающейся части компрессора при работе двигателя заставит прилегать зубья 50 вращающегося лабиринтного уплотнения 28 к ячеистой структуре кожуха, способствуя удалению материала с кожуха. Фиг. 4 представляет собой изображение в перспективе зубьев вращающегося лабиринтного уплотнения 28, прилегающих к ячеистому кожуху 40, соединенному с несущим поясом 60 ступенчатого лабиринтного уплотнения. Для ясности остальная структура двигателя не показана. Направление вращения зубьев 50 перпендикулярно линии, проведенной от направляющей через зубья лопастей, т.е. перпендикулярно проекции зубьев лопастей, или в плоскость чертежа, по существу - в направлении стрелок. Как можно видеть, желательно, чтобы материал с кожуха 40 удалялся в виде маленьких хрупких частиц, а не путем оплавления, что требует больших затрат энергии, тем самым нагревая зубья 50.
В то время как предыдущие сферы применения относились к лабиринтному уплотнению, используемому в компрессорной части газотурбинного двигателя, понятно, что похожая механическая конструкция устройства лабиринтного уплотнения используется в турбине или в горячей части газотурбинного двигателя для отделения и изоляции друг от друга разных ступеней турбинной секции. В горячей секции используются другие материалы, предпочтение отдается не сплавам на основе титана, а суперсплавам на основе никеля, так как суперсплавы на основе никеля адаптированы для выживания под воздействием высоких температур и тяжелых условий в турбинной секции двигателя.
Данное описание предполагает использование предпочтительно истираемого уплотнения, такого как ячеистое уплотнение, где присутствуют отдельные участки с разной истираемостью. Описанное здесь предпочтительно истираемое ячеистое уплотнение позволяет обеспечить лучший контроль параметров износа ячеистой структуры. Например, может быть достигнут предпочтительный профиль износа или может быть задан больший износ определенной детали в нужном ее месте. Одновременно может быть задана локальная износостойкость с целью снижения износа отдельных участков детали.
Например, на фиг. 5 изображена металлическая деталь 100 с ячеистой структурой 102. Ячеистая структура включает два локально упрочненных участка 104, 106 и локально ослабленный участок 108, расположенный между ними. В связи с этим, применительно к данному описанию, может быть задействован любой механизм для создания предпочтительного истирания, включая физические или химические механизмы. Механизмы для создания предпочтительного истирания могут включать селективное использование позитивных и/или негативных механизмов, способствующих истиранию на выбранных участках конкретной детали. Позитивные механизмы, способствующие истиранию, могут включать создание поверхностных канавок, селективное вытравливание, ионную имплантацию и/или диффузию, алюминирование или их комбинацию, и тому подобные воздействия, которые ослабят выбранный участок, таким образом, способствуя повышенной истираемости выбранного участка.
Например, способ, раскрытый в данном описании, может быть реализован посредством воздействия на гибкий материал, образующий ячеистую структуру, например материал ленты, легкими элементами, такими как алюминий, азот, водород или бор при высоких температурах, чтобы обеспечить диффузию легкого элемента в поверхность ячеистой структуры и изменить прочностные характеристики ячеистой структуры путем образования хрупкой фазы, которая более легко поддается механической обработке и истиранию. Известно, что алюминидные покрытия, такие как алюминид титана (TiAl) и алюминид никеля (NiAl), могут характеризоваться хрупкими свойствами в температурном диапазоне ниже температуры перехода от пластичного в хрупкое состояние (ТППХ), также известно, что борированная поверхность может понизить гибкость высокопрочного листового металла на основе никеля посредством его охрупчивания. Несмотря на то, что бор является легким элементом, который может быстро улетучиться в высокотемпературных участках турбинного двигателя, где температуры в области уплотнения или кожуха могут приближаться к 982°С (1800°F), бор может быть использован для холодных участков двигателя, таких как компрессор, или в непроточных участках турбины, где максимально достигаемые температуры обычно находятся в диапазоне ниже примерно 700°С (1300°F). При таких рабочих температурах дальнейшая диффузия алюминия, или даже легких элементов, таких как бор, минимальна, и диффузионное покрытие не будет распространяться далее на материал основы.
Таким образом, возможно наращивание диффузионного покрытия на тонкую основу для получения тонкого хрупкого поверхностного слоя при сохранении пластичности материала основы, находящегося под тонким поверхностным слоем. В случаях использования в условиях высокой температуры, таких как зоны сгорания и турбинные секции, твердые припои для ячеистой структуры могут иметь температуры перехода в твердое состояние примерно свыше 1038°С (1900°F). Для использования в условиях высокой температуры покрытие может быть нанесено на ячеистую структуру при температуре ниже самой нижней температуры перехода в твердое состояние твердого припоя, использованного при сборке детали или компонента, как правило ниже на 14-28°С (25-50°F). В качестве примера, с низконапорной направляющей турбины используется твердый припой с температурой перехода в твердое состояние около 1149°С (2100°F). Покрытие на ячеистую структуру в соответствии с данным изобретением наносили при температурах в диапазоне примерно 1052-1079°С (1925-1975°F) в течение 2-6 часов.
Покрытие можно наносить способом осаждения из паровой фазы, пакетированием, с помощью содержащей алюминий активированной ленты, называемой также лентой CODAL, или из суспензии, как правило после изготовления материала ячеистой структуры. Далее осуществляется диффузия в основной материал, образующий ячеистую структуру. Участки соединения ячеистой структуры с несущим поясом могут быть, при желании, закрыты, для их экранирования от воздействия легких элементов, с тем чтобы сделать возможной пайку. После того, как покрытие нанесено посредством воздействия на пластину основного материала легких элементов, способствующих образованию диффузионного покрытия при повышенной температуре, экранирующий материал удаляют, чтобы сделать возможным припаивание ячеистой структуры к несущему поясу обычным способом. Также возможно нанесение покрытия после припаивания ячеистой структуры к несущему поясу. При воздействии на ячеистое уплотнение диффундирующими элементами при повышенной температуре легко диффундирующий элемент проникает в материал основы на эффективную глубину, создавая хрупкое покрытие, распространяющееся на эффективную глубину и находящееся над гибким материалом основы, обеспечивая эффективную сопротивляемость ячеистого уплотнения к факторам среды.
Как было упомянуто ранее, покрытие может быть сформировано любым из нескольких способов. Одним из способов формирования алюминидного покрытия является алюмидирование осаждением из паровой фазы (ОПФ), которое может быть дополнено пакетированием или над-пакетированием. При пакетировании материал основы помещают в порошок, содержащий алюминий и инертный порошок. Однако вместо алюминия могут быть использованы порошки других легких элементов для образования хрупкого покрытия другого типа. По одному из воплощений порошок может быть запакован в ячейки ячеистой структуры до нагрева. Участки, подлежащие пайке, могут быть, при желании, экранированы для сведения к минимуму воздействия легких элементов, таких как алюминий. По другому воплощению листы материала основы могут быть запакованы в порошок с соответствующим экранированием там, где это необходимо, до получения ячеистой структуры, как указывалось ранее. В порошок также добавляют активатор для усиления воздействия легкого элемента на материал основы. Запакованный материал основы нагревают до заданной температуры в течение заранее заданного времени для обеспечения диффузии легкого элемента в материал основы на заданное расстояние, при этом формируется покрытие с толщиной, соответствующей ранее заданному расстоянию. Глубина диффузии элемента в материал основы определяется воздействующей на него температурой и временем нахождения под воздействием данной температуры.
Другим способом ОПФ образования диффузионного покрытия на материале является процесс над-пакетирования. Механизм формирования диффузионного покрытия посредством его распространения в материал основы с использованием процесса над-пакетирования схож с механизмом процесса пакетирования. Существенным отличием процесса над-пакетирования является то, что материал основы подвешивается над порошками, вместо того, чтобы находиться в непосредственном физическом контакте с ними. Газообразные легкие элементы переходят при нагревании в газовую фазу, которая обтекает подвешенный материал основы. Легкие элементы обтекают материал основы, оседая на его поверхности, и далее диффундируют в поверхность материала основы.
Обращаясь вновь к фиг. 5, укажем, что негативные механизмы, способствующие истиранию, делают необходимым усиление конкретного участка. Может быть использован любой подходящий механизм усиления, включая нанесение упрочняющего покрытия, ионное легирование, термообработку и/или отжиг, уплотнение или их комбинацию, и тому подобное. Такие механизмы уменьшают истираемость и могут повысить износостойкость конкретного участка.
Дополнительно возможно сделать один участок предпочтительно истираемым, одновременно делая, например, смежные участки более прочными и устойчивыми к истиранию. В этой связи по меньшей мере одна часть уплотнения может быть защищена, чтобы другая часть уплотнения не подверглась позитивному, негативному или обоим видам описанной здесь обработки. Например, может быть использовано раздвижное экранирующее приспособление, которое может быть введено внутрь ячеистой структуры для блокирования от обработки одной или нескольких выбранных внутренних стенок. Таким образом, первый участок или второй участок можно экранировать для обеспечения селективной обработки по меньшей мере одного участка, чтобы получить разные уровни истираемости.
Обеспечение отдельных зон/участков с заданным уровнем истираемости позволяет иметь более узкие зазоры в холодном состоянии с соседними компонентами. Такой контроль над износом может быть особенно полезным в среде уплотнения кромок лопастей турбины, допуская износ там, где необходимо, но одновременно сводя к минимуму износ на смежных участках, таким образом снижая вероятность утечек в зоне уплотнения. В дополнение к сказанному, применение описанных здесь уплотнений с различной истираемостью может быть распространено на другие системы уплотнений помимо уплотнений ячеистого типа.
Дополнительным преимуществом описанного здесь способа является то, что относительно более прочная зона действует как упор, когда зубья врезаются в зону истирания. К примеру, на фиг. 5 участки 104 и 106, являющиеся упрочненными, могут действовать как упоры, делая врезание в зону 108 более четко направленным. Такая улучшенная направленность профиля истирания в конечном итоге ведет к улучшению структуры уплотнения.
Обратимся к фиг. 6, на которой изображены ячеистая структура 102, включающая два локально упрочненных участка 104, 106 и локально ослабленный участок 108, расположенный между ними, с режущей поверхностью 110, граничащей с ним. Локально ослабленный участок 108 более легко поддается истиранию, когда происходит врезание режущей поверхности 110 в уплотнение, и образуются более чистые кромки уплотнения 112, что является следствием врезания в уплотнение с минимальным образованием задиров и/или разрывов. Режущая поверхность 110 также подвергается минимальному повреждению от трения на небольшой скорости. Разница в прочности участков обеспечивает в результате более чистый профиль истирания и более эффективное уплотнение.
Толщина материала основы ленты ячеистой структуры, образующей кожух, обычно составляет примерно от 0,0025 до 0,0127 см (от 0,001 до 0,005 дюйма), как правило около 0,0076 см (0,003 дюйма). Ширина ячейки ячеистой структуры обычно около 0,160 см [1/16 дюйма (0,063 дюйма)], 0,081 см [1/32 дюйма (0,032 дюйма)] или 0,318 см [1/8 дюйма (0,125 дюйма)]. Высота ячейки ячеистой структуры находится в диапазоне примерно от 0,635 до 1,270 см [1/4 дюйма (0,25 дюйма) до 1/2 дюйма (0,5 дюйма)].
В то время как глубина трения может достигать 0,2286 см (0,090 дюйма), обычно глубина трения составляет примерно от 0,0381 до 0,0508 см (от 0,015 до 0,020 дюйма) для угла поворота в 360 градусов, причем значение глубины в 0,1524 см (0,060 дюйма) считается осложненным случаем.
По меньшей мере один ослабленный участок уплотнения может иметь глубину по меньшей мере примерно 10 процентов от толщины ленты. В некоторых воплощениях ослабленный участок уплотнения может иметь глубину по меньшей мере примерно 25 процентов от толщины ленты. В других воплощениях ослабленный участок уплотнения может иметь глубину по меньшей мере примерно 50 процентов от толщины ленты.
В данном описании используются примеры для раскрытия изобретения, включая его лучшее исполнение, а также для того, чтобы любой специалист мог применить изобретение на практике, включая изготовление и использование разнообразных устройств и систем и выполнение содержащихся здесь приемов. Патентоспособный объем изобретения определен в формуле изобретения и может включать в себя другие примеры, которые будут придуманы специалистами. Предполагается, что эти другие примеры входят в объем формулы изобретения, если они включают в себя структурные элементы, описание которых не отличается от буквального языка формулы изобретения, или если они содержат аналогичные структурные элементы с несущественными отличиями от буквального языка формулы изобретения.
Группа изобретений относится к уплотнению, уплотнению турбинного двигателя и способу изготовления уплотнения. Материал основы уплотнения имеет первый участок с первой степенью истираемости и второй участок со второй степенью истираемости, причем первый участок имеет меньшую степень истираемости, чем второй участок, и включает упрочняющее покрытие. Технический результат изобретений – повышение срока службы уплотнения и кпд двигателя. 3 н. и 15 з.п. ф-лы, 6 ил.
1. Уплотнение, включающее:
материал основы, включающий первый участок с первой степенью истираемости и второй участок со второй степенью истираемости, при этом первая степень истираемости отличается от второй степени истираемости.
2. Уплотнение по п.1, где материал основы включает ячеистое уплотнение.
3. Уплотнение по п.1, где первый участок имеет меньшую степень истираемости, чем второй участок, и включает упрочняющее покрытие.
4. Уплотнение по п.1, где первый участок имеет меньшую степень истираемости, чем второй участок.
5. Уплотнение по п.4, где второй участок и первый участок являются смежными.
6. Уплотнение по п.1, где второй участок имеет большую степень истираемости, чем первый участок, и имеет глубину по меньшей мере около 10 процентов от толщины основы.
7. Уплотнение по п.1, где второй участок имеет большую степень истираемости, чем первый участок, и имеет глубину по меньшей мере около 25 процентов от толщины основы.
8. Уплотнение по п.1, где второй участок имеет большую степень истираемости, чем первый участок, и имеет глубину по меньшей мере около 50 процентов от толщины основы.
9. Уплотнение турбинного двигателя, включающее секцию материала основы, где секция материала основы включает первый участок с первой степенью истираемости и второй участок со второй степенью истираемости, при этом первая степень истираемости отличается от второй степени истираемости.
10. Уплотнение турбинного двигателя по п.9, где уплотнение включает ячеистое уплотнение.
11. Уплотнение турбинного двигателя по п.9, где первый участок имеет меньшую степень истираемости, чем второй участок.
12. Уплотнение турбинного двигателя по п.11, где второй участок и первый участок являются смежными.
13. Уплотнение турбинного двигателя по п.9, где второй участок имеет большую степень истираемости, чем первый участок, и имеет глубину по меньшей мере около 10 процентов от толщины основы.
14. Уплотнение турбинного двигателя по п.9, где второй участок имеет большую степень истираемости, чем первый участок, и имеет глубину по меньшей мере около 50 процентов от толщины основы.
15. Способ изготовления уплотнения, включающий:
изготовление уплотнения из материала основы, где уплотнение включает в себя первый участок с первой степенью истираемости и второй участок со второй степенью истираемости, при этом первая степень истираемости отличается от второй степени истираемости.
16. Способ по п.15, где первый участок имеет меньшую степень истираемости, чем второй участок, посредством нанесения упрочняющего покрытия, ионного легирования, термообработки или комбинаций данных способов.
17. Способ по п.15, где второй участок имеет большую степень истираемости, чем первый участок, посредством создания поверхностных канавок, селективного вытравливания или комбинаций данных способов.
18. Способ по п.15, дополнительно включающий экранирование первого или второго участка для обеспечения селективной обработки по меньшей мере одного участка, чтобы получить разные уровни истираемости.
| EP1780380A2,26.10.2006 | |||
| ГИПОТЕНЗИВНОЕ ЛЕКАРСТВЕННОЕ СРЕДСТВО | 2006 |
|
RU2317079C1 |
| US6203021B1,20.03.2001 | |||
| US6610416B2,26.08.2003 | |||
| Истираемое уплотнение газотурбинного двигателя | 1989 |
|
SU1799424A3 |
| СОТОВАЯ СТРУКТУРА, ИСТИРАЕМОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2001 |
|
RU2277637C2 |

