Изобретение касается способа получения спеченных изделий из тантала и танталовых анодов для танталовых электролитических конденсаторов с высокой прочностью на изгиб, изготовленных по этому способу спеченных танталовых изделий и танталовых анодов, а также применения таких танталовых анодов для изготовления танталовых электролитических конденсаторов.
В литературе, в частности, описан земельнокислый металл тантал как исходный материал для изготовления электролитических конденсаторов. Для изготовления анодов для таких конденсаторов танталовый порошок обычно спекают вокруг танталового полуфабриката, обычно проволоки, или ленты, или листа, и спекают при высоких температурах, составляющих, как правило, 1000-2000°C, в вакууме высокого разрежения с образованием имеющего поры (пористого) спеченного изделия, имеющего 30-50% теоретической плотности тантала и большую внутреннюю поверхность. Затем путем анодного окисления по меньшей мере в водном растворе электролита, как, например, в разбавленной фосфорной кислоте, по большей части при температурах в интервале от 50 до 90°C, создают на внутренней поверхности пористого спеченного изделия изолирующий слой, так называемый диэлектрик. Затем на изготовленном таким образом танталовом аноде создают противоположный электрод (катод) в форме слоя из диоксида марганца или проводящего полимера, как, например, полипиррола или политиофена. После нанесения графитового слоя и создания контакта катода через проводящий слой серебра конденсатор в конце концов заделывают в эпоксидную смолу.
Между анодным окислением и нанесением катодного покрытия обычно проводят температурную обработку (выдерживание) при 200-400°C, чтобы устранить напряжения и дефекты в диэлектрическом слое. Нанесение слоя оксида марганца осуществляют пропиткой в слое нитрата марганца с последующим пиролизом при температуре более 300°C с отщеплением оксидов азота, причем эти этапы повторяют несколько раз, пока не окажется покрыта по возможности вся внутренняя поверхность анодного изделия. На этих этапах танталовые аноды, соответственно, подвергают воздействию термомеханического стресса, что обычно приводит к определенному уровню отсева.
Помимо высокой удельной объемной емкости, низкого эквивалентного последовательного сопротивления (ESR) и низкого тока утечки, современные конденсаторы требуют также высокой стабильности в противодействии внешним нагрузкам. В особенности во время процесса изготовления при подготовке анодного окисления (→ приварка анодных проволок к металлической раме) либо же при последующей инкапсуляции в эпоксидную смолу возникают высокие механические нагрузки, которые могут привести к выходу конденсаторов из строя и снижают выход процесса.
Танталовая проволока, находящаяся в танталовых анодах, при этом служит только цели образования электрического контакта с анодом конденсатора. Из соображений техники изготовления, например, чтобы иметь возможность сваривать спеченные танталовые изделия с анодным окислением с формовочными мостиками, проволока при этом обычно должна по меньшей мере на 10 мм выступать из танталового спеченного изделия. Ввиду все большей миниатюризации электронных компонентов и, соответственно, также танталовых электролитических конденсаторов массовое соотношение танталового порошка и танталовой проволоки при этом все сильнее смещается в направлении проволоки, то есть для изготовления малых видов конденсаторов, имеющих размеры всего лишь приблизительно 2×1×1 мм, необходимы только несколько милиграммов порошка, но (в зависимости от диаметра проволоки) во много раз большая масса танталовой проволоки, то есть танталовая проволока все в большей степени становится фактором, определяющим стоимость. Поэтому изготовители таких конденсаторов, чтобы съэкономить расходы, постоянно стремятся применять все более тонкие проволоки.
При этом, однако, все чаще проявляется та проблема, что танталовые проволоки сильно теряют в механической прочности во время изготовления анодов либо же во время дальнейших этапов производства конденсатора в силу охрупчивания, то есть их более невозможно согнуть, не сломав при этом. Этот предел прочности на изгиб, однако, важен, поскольку в процессе изготовления конденсаторов аноды, как это описано выше, во многих местах подвергаются механическим нагрузкам. Это охрупчивание проволок оказывает колоссальное влияние на стоимость изготовления конденсаторов в силу того, что при недостаточной механической прочности проволоки, то есть при слишком малом пределе прочности на изгиб, приходится забраковывать всю партию. Важность этого вопроса подчеркивается также наличием стандартных нормативов, например японского EIAJ RC-2361A, в котором описан метод тестирования для измерения предела прочности проволоки на изгиб.
При изготовлении танталовых конденсаторов наблюдали, что степень охрупчивания проволоки имеет тенденцию к увеличению, если для повышения удельной объемной емкости конденсаторов постепенно увеличивают удельную поверхность используемых танталовых порошков. Так, например, охрупчивание танталовых проволок в анодах резко возрастает, если для их изготовления вместо порошков с удельной поверхностью 2 м2/г применяют таковые с поверхностью 3 м2/г и выше. Кроме того, наблюдали, что у более тонких танталовых проволок с диаметрами менее 0,3 мм хрупкость возрастает быстрее, чем у более толстых проволок. Также имеется наблюдение, что непосредственно после спекания охрупчивание танталовых проволок мало (то есть предел прочности на изгиб проволок высок), но уже спустя краткое время (несколько часов) после спекания танталовых спеченных изделий оно сильно возрастает, в особенности, если спеченные изделия хранят при повышенной влажности воздуха. Сверх того наблюдали, что в силу вышеописанной температурной обработки танталовых проволок во время изготовления конденсаторов, как, например, при анодном окислении либо же, соответственно, при выдерживании охрупчивание возрастает (и, соответственно, предел прочности проволок на изгиб снижается) еще сильнее. При этом охрупчивание может достичь такой степени, что танталовые проволоки спеченных изделий либо же, соответственно, анодов уже вскоре после спекания или анодного окисления могут ломаться при малейшем сотрясении. При этом наиболее пагубным образом охрупчивание сказывается в том месте, в котором проволока входит (погружается) в спеченное изделие либо же, соответственно, в анод, поскольку при изгибе здесь воздействуют самые значительные усилия.
Известно, что земельнокислые металлы тантал и ниобий могут в силу реакции с различными газами и парами при повышенной температуре (например, 300°C) подвергаться охрупчиванию уже при кратчайшем воздействии. Кроме того, известно, что при спекании более тонкодисперсных танталовых порошков с содержанием кислорода более 1600 частей на млн, и если спекание выполняют при более высоких температурах, возможно охрупчивание проволок в силу диффузии кислорода. Во избежание этого предлагается использовать танталовые проволоки с добавками (легированием), например добавками 10-1000 частей на млн редкоземельных металлов (патент США US 3,268,328), с 10-1000 ppm иттрия (US 3,497,402), с 50-700 частей на млн кремния (US 4,235,629) или с добавкой комбинации из 50-1000 частей на млн кремния и 50-1000 частей на млн дисперсно распределенных оксидов металлов. Применение этих проволок, однако, не дает в имеющемся в настоящем тексте случае никаких преимуществ в сравнении с проволокой без добавок.
Далее, известно, что тантал может подвергаться значительному охрупчиванию под воздействием водорода в очень низких концентрациях, например в несколько сот частей на млн, уже при комнатной температуре, поскольку скорость диффузии атомов водорода значительно выше, чем у кислорода или азота. Для повышения резистентности тантала к охрупчиванию под воздействием водорода предлагается легировать тантал элементами из группы платины (международная заявка WO 2008-134439). Эти легирующие добавки, однако, не нашли применения в практике изготовления танталовых конденсаторов по экономическим соображениям.
Точный механизм описанного выше охрупчивания танталовых проволок после изготовления спеченных изделий либо же анодов, либо же, соответственно, после дальнейших этапов обработки с получением конденсатора неизвестен. Предполагается (не ограничиваясь, однако, этой теорией), что охрупчивание в этих случаях обусловлено водородом, который образуется при реакции спеченных танталовых изделий либо же, соответственно, анодов, с присутствующей в воздухе влагой (при хранении) либо же с водой (например, при погружении спеченных изделий в электролиты для анодного окисления) в соответствии с уравнением 2Та+5Н2О→Ta2O5+5H2.
Поэтому задача изобретения состояла в том, чтобы представить способ, который не обладает вышеизложенными недостатками и который позволяет недорого изготавливать танталовые аноды для электролитических конденсаторов, характеризующиеся высоким и сохраняющимся длительное время пределом прочности проволоки на изгиб.
Неожиданно было обнаружено, что механическую прочность и предел прочности на изгиб у танталовых проволок в танталовых анодах для изготовления электролитических конденсаторов можно стабилизировать на длительное время, если танталовые спеченные изделия по возможности непосредственно после спекания, предпочтительно не позднее 15 минут, обрабатывают окислителем, который может поставлять активный кислород.
Следовательно, предметом настоящего изобретения является способ изготовления анода для электролитических конденсаторов, причем способ включает в себя следующие этапы:
а) Прессование танталового порошка вокруг танталовой проволоки, или танталовой ленты, или танталового листа для формирования прессованного изделия,
b) Спекание прессованного изделия для формирования пористого спеченного изделия,
с) Охлаждение спеченного изделия,
d) Обработка пористого спеченного изделия одним или несколькими газообразными или жидкими окислителями (окислителем) и
е) Анодное окисление обработанного спеченного изделия в электролите для формирования диэлектрического слоя.
В частности, такое спеченное изделие может представлять собой корпус анода. Не ограничиваясь теорией, предполагается, что жидкий или газообразный окислитель устраняет дефекты в пассивном слое на поверхности спеченного танталового изделия и, соответственно, предотвращается образование охрупчивающего танталовую проволоку водорода из-за расщепления воды (влажности воздуха). Это проявляется в высоком и стабильном пределе прочности проволоки на изгиб, который не проявляет значительного снижения также и после хранения спеченных изделий или анодов либо же при дальнейшей обработке спеченных изделий либо же анодов с изготовлением конденсаторов.
Способ согласно изобретению приводит к уменьшению охрупчивания проволоки либо же к стабилизации механической прочности танталовых проволок и его можно проверять путем измерения пределов прочности проволоки на изгиб на спеченых танталовых изделиях либо же, соответственно, анодах. Для этого используют аппаратуру в соответствии с японским стандартом EIAJ RC-2361 А и надлежащим образом тестируют на ней аноды.
В соответствии с этапом а) способа согласно изобретению танталовый порошок прессуют вокруг танталовой проволоки, или танталовой ленты, или танталового листа, чтобы сформировать прессовку. Обычно средняя толщина танталовых лент составляет от 0,01 мм до 1 мм, ширина максимум 20 мм, а соотношение длины к ширине превышает 4:1. Листы при той же толщине и произвольной ширине обычно имеют соотношение длины и ширины менее 4:1. Для этого в общем случае можно применять танталовые порошки любого класса заряда и с любой удельной поверхностью (определяемой по BET). Предпочтительно, однако, применять для способа согласно изобретению танталовые порошки с удельной поверхностью более 1 м2/г соответственно заряду изготовленного из них конденсаторного анода более 50000 мкФ В/г, особо предпочтительно - с определенной согласно ASTM D 3663 удельной поверхностью более 2 м2/г соответственно заряду изготовленного из них конденсаторного анода более 100000 мкФ В/г, в особенности предпочтительно - с определенной согласно ASTM D 3663 удельной поверхностью более 3 м2/г соответственно заряду изготовленного из них конденсаторного анода более 150000 мкФ В/г, а крайне предпочтительно - с определенной согласно ASTM D 3663 удельной поверхностью более 4 м2/г соответственно заряду изготовленного из них конденсаторного анода более 200000 мкФ В/г.
При этом танталовые порошки могут состоять из частиц или из агломератов первичных частиц, которые могут иметь любую желательную форму, например, могут быть хлопьевидными, угловатыми, сферическими, клубневидными, или же форма может быть смешанной или представлять собой варианты вышеизложенного. Размер агломератов (определяемый с помощью ситового анализа) обычно меньше 1000 мкм, предпочтительно - менее 500 мкм, особо предпочтительно - менее 300 мкм и наиболее предпочтительно - менее 200 мкм. Размер (средневесовой диаметр) первичных частиц, определяемый с помощью визуализационных методов, например с помощью сканирующего электронного микроскопа (СЭМ), обычно находится между 10 мкм и 0,01 мкм, предпочтительно между 5 мкм и 0,01 мкм, особо предпочтительно - между 1 мкм и 0,01 мкм, а крайне предпочтительно - между 0,5 мкм и 0,01 мкм.
Можно применять танталовые порошки с любой насыпной плотностью (по Scott, ASTM B329), предпочтительны, однако, значения от 0,1 до 10,0 г/см3, особо предпочтительны от 0,5 до 5,0 г/см3, в особенности предпочтительны от 1,0 до 3,0 г/см3.
Согласно изобретению к танталовому порошку можно добавлять другие компоненты. Например, порошки можно смешивать со вспомогательным средством прессовки, чтобы обеспечить достаточную адгезию частиц друг к другу, когда их прессуют для изготовления прессовки вокруг проволоки, или ленты, или листа. Подходящие вспомогательные средства прессовки - это, например, камфара, полиэтиленгликоли (например, Carbowax™), сложные эфиры (например, Glyptal™), стеариновая и другие мыльные жирные кислоты, поливиниловые спирты или растительные воски и микровоски (очищенные парафины). Для улучшения распределения в порошке вспомогательное средство прессовки может быть растворено в растворителе. В качестве примеров растворителей следует назвать воду, спирты, простые эфиры и др. Обычные значения концентрации вспомогательных средств прессовки находятся в пределах от 0,1 до 10 масс.%, особо предпочтительно - в пределах от 0,1 до 5 масс.%. Применение вспомогательных средств прессовки, однако, не является строго необходимым для настоящего изобретения.
Применяемые в способе согласно изобретению проволока, или лента, или лист могут состоять из чистого металлического тантала или включать в себя по существу тантал, могут, однако, содержать и легирующие добавки одного или нескольких из элементов, выбранных, например, из группы, которую образуют Si, Y, С, Rh, Pd, Pt, W, Nb, Mo, La, Ce, Nd, Th или другие вещества.
Целесообразно, чтобы танталовая проволока, или танталовая лента, или танталовый лист включали в себя по меньшей мере 95 масс.%, более предпочтительно - по меньшей мере 96 масс.%, в особенности - по меньшей мере 97 масс.%, а специально - по меньшей мере 99 масс.% тантала, причем данные о массе отнесены на общую массу проволоки, или ленты, или же, соответственно, листа.
Можно применять танталовые проволоки произвольного диаметра. Предпочтительны, однако, таковые со средним арифметическим диаметром ≤0,5 мм, предпочтительно ≤0,3 мм и особенно ≤0,2 мм.
Еще в одной предпочтительной форме исполнения способа согласно изобретению танталовая проволока имеет усредненный как среднее арифметическое диаметр от 0,08 мм до 0,5 мм, предпочтительно от 0,1 мм до 0,3 мм, а в особенности от 0,12 до 0,2 мм.
Для изготовления прессовки можно применять все виды знакомых специалисту форм и способов прессования. После прессования можно удалять вспомогательные средства прессования, для чего прессовку на протяжении периода от нескольких минут до нескольких часов нагревают в вакууме до температур в интервале 100-500°C. В качестве альтернативы можно удалять вспомогательные средства прессования путем вымывания водными растворами, как это описано, например, в патенте США US 5,470,525.
На стадии b) способа согласно изобретению изготовленные на этапе а) прессованные изделия спекают. Посредством спекания можно получить пористые спеченые изделия. При этом предпочтительно, чтобы температура во время спекания находилась в пределах 1000-2000°C, более предпочтительно - в пределах 1100-1600°C, а особо предпочтительно - в пределах 1200-1400°C. При этом предпочтительно осуществлять спекание в вакууме (давление менее 10-3 мбар), в качестве альтернативы, однако, возможно осуществление также и в атмосфере благородных газов, например гелия или аргона. Время выдерживания (время при Tmax) во время спекания находится в пределах от одной минуты до одного часа. При спекании спеченное изделие уменьшается в размерах (усадка) на величину вплоть до 25 масс.%, поскольку связи между частицами увеличиваются, а также имеет место рост зерна.
Используемые на этапах а) и b) способа согласно изобретению условия прессования и спекания для изготовления спеченного изделия выбирают так, чтобы полученные спеченные изделия обладали пористостью (определяемой по методу ртутной порометрии) от 20 до 70%, предпочтительно 30-60%, а особо предпочтительно от 40 до 60%.
На этапе с) способа согласно изобретению спеченные изделия, полученные путем спекания на этапе b), охлаждают. Охлаждение предпочтительно осуществлять при сниженном давлении и/или в присутствии атмосферы защитного газа. В качестве защитных газов предпочтительно применяют аргон и/или гелий. Если охлаждение проводят при пониженном давлении, то предпочтительно использовать давление ниже 1 мбар, более предпочтительно - ниже 10-4 бар, особо предпочтительно - ниже 10-5, в особенности ниже 10-6 бар. Охлаждение обычно проводят до температуры окружения, то есть приблизительно до 15-30°C, например 25°C. Можно, однако, проводить охлаждение и до температур в том диапазоне, который выбран для последующей обработки пористого спеченного изделия окислителем на этапе d) способа согласно изобретению.
На этапе d) способа согласно изобретению проводят обработку окислителем. Используемый на этапе d) способа согласно изобретению окислитель находится в жидком или газообразном состоянии. Целесообразно, чтобы, с одной стороны, окислитель был в состоянии предоставлять в достаточных количествах атомарный кислород, но, с другой стороны, он не должен загрязнять спеченное танталовое изделие, то есть продукты расщепления не должны реагировать с танталом, а удалить их должно быть просто, поскольку в ином случае при анодом окислении они могут встроиться в диэлектрический слой и могут оказывать отрицательное влияние на ток утечки конденсатора. В качестве пригодных к применению окислителей в принципе и предпочтительно рассматривают сухой кислород, озон, пероксиды, пербораты, перкарбонаты, перйодаты, перманганаты, перкислоты, как, например, перйодную кислоту или пероксисерную кислоту.
По изложенным выше причинам как особо целесообразные следует рассматривать растворы пероксида водорода, кислород и озон, причем ввиду простоты обращения и обработки либо же, соответственно, из экономических соображений предпочтительны пероксид водорода и в особенности его водные растворы.
Обработку спеченных изделий на этапе d) целесообразно проводить при подходящей температуре и на протяжении достаточного времени. Температура может находиться в пределах от 0°C до 300°C, предпочтительно - от 10 до 200°C, а особо предпочтительно - в пределах 20-100°C. Продолжительность обработки может находиться в пределах от нескольких минут до многих дней, предпочтительно время обработки от 1 минуты до 1000 ч, особо предпочтительно от 0,1 ч до 500 ч, в особенности предпочтительно от 0,5 ч до 100 ч, а наиболее предпочтительно от 1 ч до 24 ч. При использовании в качестве окислителя сухого кислорода было обнаружено, что применение целесообразно проводить при температурах выше 60°C, в особенности от 70°C до 200°C, причем можно добиться долгосрочного эффекта.
Обработку, например, водным раствором пероксида водорода предпочтительно проводить на протяжении по меньшей мере одного часа.
При использовании жидких или растворенных окислителей обработку проводят любым известным методом, как, например, методом погружения, печати, распыления, порошкового покрытия и т.п., предпочтительно погружением. При этом концентрация окислителя в растворах, включающих в себя растворитель и окислитель, предпочтительно находится в пределах от 0,001 М до 15 М, особо предпочтительно - в пределах от 0,001 М до 8 М, наиболее предпочтительно - в пределах от 0,01 М до 5 М, а наиболее предпочтительно - в пределах от 0,01 М до 2 М.
В особо предпочтительной форме исполнения окислитель представлен в виде водного раствора пероксида водорода, предпочтительно в концентрации от 0,1 до 50 масс.%, предпочтительно от 1 до 30 масс.%, особо предпочтительно от 1 до 10 масс.%, а в особенности предпочтительно от 1 до 5 масс.% пероксида водорода, причем данные о массе отнесены к общей массе водного раствора пероксида водорода.
В качестве растворителей предпочтительно использовать те, которые, с одной стороны, могут растворять окислитель в желательной концентрации без разложения, а, с другой стороны, сами не реагируют с танталовыми спеченными изделиями или танталовыми изделиями. Подходящие растворители - это, например, вода, спирты, простые эфиры, триглицериды, кетоны, сложные эфиры, амиды, нитрилы и т.д., предпочтительны водные растворы.
После обработки танталовых спеченных изделий окислителем их можно по выбору промывать растворителями, например водой или спиртами, как то: метанолом, этанолом или пропанолом, чтобы удалить остатки компонентов. После этого при необходимости можно их сушить, предпочтительно при температурах между 50-200°C.
На стадии е) способа согласно изобретению спеченные изделия, обработанные на этапе d), подвергают анодному окислению. Целесообразно подвергать спеченные изделия анодному окислению путем погружения в водный или неводный электролит. Электролит обладает электропроводностью, и электропроводность его может составлять от 1 до 100 мС/см, предпочтительно 1-50 мС/см, а особенно предпочтительно 1-30 мС/см, в каждом случае будучи измерена при 25°C. В качестве электролитов обычно применяют неорганические (например, HCl, H3PO4, HNO3, H2SO4, Н2ВО3 и т.д.) или органические кислоты (например, уксусную кислоту, малоновую кислоту, малеиновую кислоту, янтарную кислоту и т.д.), но также и другие вещества. При этом в предпочтительном варианте исполнения настоящего изобретения к электролитам добавляют один или несколько из вышеуказанных окислителей в вышеуказанных концентрациях. В данном случае также предпочтителен водный раствор пероксида водорода. Благодаря этому можно добиться дополнительной стабилизации предела прочности проволок на изгиб в танталовых анодах.
В предпочтительном варианте выполнения к электролиту на этапе е) добавляют один или несколько окислителей, так что в качестве опции без этапа d) можно обойтись. Предпочтительно, чтобы электролит содержал пероксид водорода.
Еще один предмет настоящего изобретения - это анод или корпус анода, получаемый по способу согласно изобретению.
Еще один предмет настоящего изобретения - это анод, пригодный для применения в качестве танталовых электролитических конденсаторов, причем анод содержит вделанную или впеченную танталовую металлическую проволоку, причем частное Df/Ds, образованное коэффициентом хрупкости (охрупчивания) проволоки, измеренным после формирования (анодного окисления) спеченного изделия (Df), и коэффициентом хрупкости (охрупчивания) проволоки непосредственно после спекания и охлаждения прессовки до 20°C (Ds), находится в пределах от 0,2 до 1, причем коэффициент хрупкости (охрупчивания) проволоки в каждом случае измеряли в соответствии с японским стандартом EIAJ RC-2361 А.
Df - это коэффициент хрупкости (охрупчивания) проволоки, измеренный по прошествии 3 часов анодного окисления спеченного изделия, которое подвергали анодному окислению путем погружения в нагретый до 85°C раствор фосфорной кислоты с электропроводностью 4300 мкС при силе тока, ограниченной 150 мА, вплоть до напряжения в 20 В. После падения силы тока напряжение поддерживали в течение еще 3 часов.
Ds - это коэффициент охрупчивания (хрупкости) проволоки, измеренный непосредственно (не позднее чем через 15 минут) после спекания прессовки и прошедшего охлаждения до комнатной температуры (20°C).
У анодов согласно изобретению идеальное значение частного Df/Ds находится между 0,2 и 1, предпочтительно между 0,4 и 1.
Предпочтительно, чтобы аноды согласно изобретению включали в себя проволоку, средний арифметический диаметр которой ≤0,5 мм, предпочтительно ≤0,3 мм, а в особенности ≤0,2 мм.
Еще в одной предпочтительной форме исполнения способа согласно изобретению аноды включают в себя проволоку, которая имеет усредненный как среднее арифметическое диаметр от 0,08 мм до 0,5 мм, предпочтительно от 0,1 мм до 0,3 мм, а в особенности от 0,12 до 0,2 мм.
В особенности танталовая проволока, или танталовая лента, или танталовый лист анодов согласно изобретению включает в себя по меньшей мере 95 масс.%, наболее предпочтительно - по меньшей мере 96 масс.%, особенно предпочтительно - по меньшей мере 98 масс.% тантала, причем данные о массе отнесены к общей массе проволоки, ленты либо же, соответственно, листа.
В особой форме исполнения плотность анодов составляет 3,5-9,0 г/см3, предпочтительно от 4,0 до 8,0 г/см3, а в особенности от 4,5 до 6,5 г/см3.
Размер танталовых анодов, для которых можно применять описанный способ, неограничен. Предпочтительно, однако, чтобы он находился в пределах ниже 10 см3, особо предпочтительно в диапазоне менее 5 см3, в особенности предпочтительно в диапазоне менее 1 см3. Форма танталового анода обычно кубическая, но они могут иметь и другую форму, как, например, каплевидную, цилиндрическую или дугообразную. Кроме того, поверхность анода может иметь канавки, например, для повышения соотношения площади и объема и, следовательно, снижения ESR.
Танталовые аноды согласно изобретению прекрасно годятся для изготовления электролитических конденсаторов с очень высоким выходом. Эти электролитические конденсаторы согласно изобретению можно применять в качестве детали в электронных схемах, например, в качестве сглаживающего конденсатора (filter capacitor) или помехоподавляющего конденсатора (decoupling capacitor).
Следовательно, еще один предмет настоящего изобретения - это применение анода согласно изобретению в качестве детали в электронных схемах, в частности в качестве сглаживающего конденсатора или помехоподавляющего конденсатора. В частности, аноды согласно изобретению применяют для изготовления электролитических конденсаторов.
Еще один предмет настоящего изобретения, таким образом, - это электролитический конденсатор, содержащий анод согласно изобретению.
Кроме того, также предметом настоящего изобретения является электронная схема, содержащая электролитический конденсатор согласно изобретению.
Приведенные ниже примеры предназначены для иллюстративного пояснения изобретения и не налагают на него ограничений.
Примеры
Пример 1
35 мг танталового порошка с определенной в соответствии с ASTM D 3663 удельной поверхностью в 3,5 м2/г прессуют вокруг танталовой проволоки в прессовку плотностью 6,5 г/см3. Прессовка имеет форму прямоугольного параллелепипеда с размерами 2,1 мм × 1,6 мм × 1,6 мм. Средний диаметр танталовой проволоки составляет 0,19 мм. Прессовки в течение 20 минут спекают при 1315°C в вакууме высокого разрежения, а затем охлаждают в печи до комнатной температуры (25°C) в гелиевой атмосфере (образец 1). Непосредственно после спекания - самое позднее через 15 минут после него - спеченные изделия на протяжении 1 ч находятся в 5 масс.%-ном водном растворе пероксида водорода, а затем отмывают водой и сушат при 100°C. После обработки пероксидом водорода часть спеченного изделия помещают в нагретую до 85°C разбавленную фосфорную кислоту с электропроводностью в 4300 мкС на 4 ч (образец 3) и 24 ч (образец 4). Другую часть спеченного изделия выдерживают в течение 24 ч в климатической камере при 20°C и относительной влажности воздуха 50% (образец 2). Спеченные изделия из климатической камеры затем погружают в нагретый до 85°C раствор фосфорной кислоты с электропроводностью 4300 мкС и подвергают анодному окислению при силе тока, ограниченной 150 мА, вплоть до напряжения в 20 В. После падения силы тока напряжение поддерживают на протяжении еще 3 ч, причем через 1 ч (образец 5) и 3 ч (образец 6) измеряют коэффициент охрупчивания проволоки.
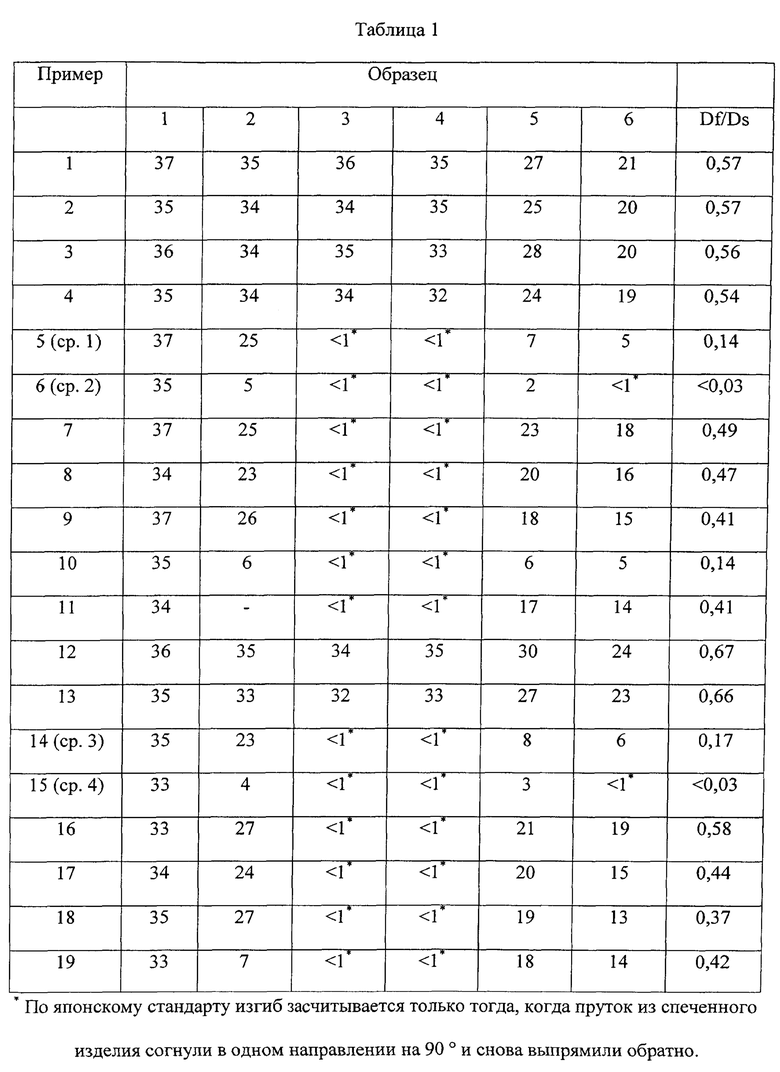
Для каждого примера определяли коэффициент охрупчивания проволоки на нескольких различных образцах:
Образец 1: непосредственно после спекания.
Образец 2: после выдерживания в климатической камере в течение 24 ч.
Образец 3: после выдерживания в нагретом до 85°C разбавленном растворе фосфорной кислоты в течение 4 ч.
Образец 4: после выдерживания в нагретом до 85°C разбавленном растворе фосфорной кислоты в течение 24 ч.
Образец 5: после выдерживания в климатической камере в течение 24 ч и 1 ч анодного окисления.
Образец 6: после выдерживания в климатической камере в течение 24 ч и 3 ч анодного окисления.
Пример 2
Танталовый порошок, отличный от примера 1, с определенной в соответствии с ASTM D 3663 удельной поверхностью в 4,1 м2/г, имеющий более высокий коэффициент охрупчивания проволоки, исследовали в соответствии с примером 1.
Пример 3
Осуществление соответствует примеру 1, но концентрация раствора пероксида водорода составляет 1%.
Пример 4
Осуществление соответствует примеру 2, но концентрация раствора пероксида водорода составляет 1%.
Пример 5 (Контрольный пример 1)
Осуществление соответствует примеру 1, однако пероксидом водорода не обрабатывают ни одну часть.
Пример 6 (Контрольный пример 2)
Осуществление соответствует примеру 2, однако пероксидом водорода не обрабатывают ни одну часть.
Пример 7
Осуществление соответствует примеру 1, однако спеченные изделия после спекания обрабатывают в течение одного часа высушенным кислородом. Эту обработку проводят при 90°C. Кроме того, отпадает обработка пероксидом водорода.
Пример 8
Осуществление соответствует примеру 2, однако спеченные изделия после спекания обрабатывают в течение одного часа высушенным кислородом. Эту обработку проводят при 90°C. Кроме того, отпадает обработка пероксидом водорода.
Пример 9
Осуществление соответствует примеру 1, однако пероксидом водорода не обрабатывают ни одну часть. Электролит для анодного окисления содержит 5% пероксида водорода и столько фосфорной кислоты, чтобы достичь при 85°C электропроводности в 4300 мкС.
Пример 10
Осуществление соответствует примеру 2, однако пероксидом водорода не обрабатывают ни одну часть. Электролит для анодного окисления содержит 5% пероксида водорода и столько фосфорной кислоты, чтобы достичь при 85°C электропроводности в 4300 мкС.
Пример 11
В соответствии с реализацией, как в примере 10, однако спеченные изделия до анодного окисления не хранят в кондиционированной камере, а сразу после спекания подвергают анодному окислению в пределах 5 ч.
Пример 12
В соответствии с исполнением в примере 1, однако с плотностью прессовки в 5,5 г/см3.
Пример 13
В соответствии с исполнением в примере 2, однако с плотностью прессовки в 5,5 г/см3.
Пример 14 (Контрольный пример 3)
В соответствии с исполнением в примере 5, однако с плотностью прессовки в 5,5 г/см3.
Пример 15 (Контрольный пример 4)
В соответствии с исполнением в примере 6, однако с плотностью прессовки в 5,5 г/см3.
Пример 16
В соответствии с исполнением в примере 7, однако с плотностью прессовки в 5,5 г/см3.
Пример 17
В соответствии с исполнением в примере 8, однако с плотностью прессовки в 5,5 г/см3.
Пример 18
В соответствии с исполнением в примере 9, однако с плотностью прессовки в 5,5 г/см3.
Пример 19
В соответствии с исполнением в примере 10, однако с плотностью прессовки в 5,5 г/см3.
Полученные при измерениях коэффициенты охрупчивания проволоки и рассчитанные частные Df/Ds для отдельных примеров представлены в таблице 1.
Df - это коэффициент хрупкости (охрупчивания) проволоки, измеренный по прошествии 3 часов анодного окисления спеченного изделия, которое подвергали анодному окислению путем погружения в нагретый до 85°C раствор фосфорной кислоты с электропроводностью 4300 мкС при силе тока, ограниченной 150 мА, вплоть до напряжения в 20 В. После падения силы тока напряжение поддерживали в течение еще 3 часов.
Ds - это коэффициент охрупчивания (хрупкости) проволоки, измеренный непосредственно (не позднее чем через 15 минут) после спекания прессовки и прошедшего охлаждения до комнатной температуры (20°C).
Коэффициент охрупчивания проволоки определяли в соответствии с японским стандартом EIAJ RC-2361A следующим образом:
a) Фиксация спеченного изделия либо же анода таким образом, чтобы проволока находилась под прямым углом к оси вращения, а точка выхода проволоки из спеченного изделия либо же анода находилась на оси вращения.
b) Помещение на конец проволоки груза в 50 г.
c) Поворот спеченного изделия либо же анода на 90° и обратный поворот в исходное положение. Это движение повышает коэффициент охрупчивания проволоки на 1.
d) Поворот спеченного изделия либо же анода на 90° в противоположном направлении и обратный поворот в исходное положение. Коэффициент охрупчивания проволоки повышается на 1.
e), с) и d) повторяют, пока проволока не сломается. Чем выше коэффициент охрупчивания проволоки, тем менее хрупка проволока спеченного изделия либо же анода.
Группа изобретений относится к получению анода для электролитических конденсаторов. Способ включает следующие стадии: a) прессование танталового порошка вокруг танталовой проволоки, или танталовой ленты, или танталового листа для образования прессованного изделия, b) спекание прессованного изделия для образования пористого спеченного изделия, c) охлаждение спеченного изделия, d) обработка пористого спеченного изделия одним или несколькими газообразными или жидкими окислителями и e) анодное окисление обработанного спеченного изделия в электролите для формирования диэлектрического слоя. Упомянутые один или несколько газообразных или жидких окислителей выбраны из группы, состоящей из сухого кислорода, озона, пероксидов, перборатов, перкарбонатов, перйодатов, перманганатов и перкислот. При использовании сухого кислорода в качестве окислителя обработку на стадии d) проводят при температурах выше 60°С. Обеспечивается получение танталовых анодов для электролитических конденсаторов с высоким и сохраняющимся длительное время пределом прочности проволоки на изгиб. 2 н. и 11 з.п. ф-лы, 1 табл., 19 пр.
1. Способ получения анода для электролитических конденсаторов, включающий следующие стадии:
a) прессование танталового порошка вокруг танталовой проволоки, или танталовой ленты, или танталового листа для образования прессованного изделия,
b) спекание прессованного изделия для образования пористого спеченного изделия,
c) охлаждение спеченного изделия,
d) обработка пористого спеченного изделия одним или несколькими газообразными или жидкими окислителями и
e) анодное окисление обработанного спеченного изделия в электролите для формирования диэлектрического слоя,
причем один или несколько газообразных или жидких окислителей выбраны из группы, состоящей из сухого кислорода, озона, пероксидов, перборатов, перкарбонатов, перйодатов, перманганатов и перкислот, причем при использовании сухого кислорода в качестве окислителя обработку на стадии d) проводят при температурах выше 60°С.
2. Способ по п. 1, отличающийся тем, что к электролиту на стадии е) добавляют один или более окислителей.
3. Способ по п. 1, отличающийся тем, что применяемый на стадии d) окислитель и/или применяемый на стадии е) электролит содержит водный раствор пероксида водорода.
4. Способ по п. 3, отличающийся тем, что водный раствор пероксида водорода имеет концентрацию от 0,1 до 50 мас.%, предпочтительно от 1 до 30 мас.%, особо предпочтительно от 1 до 10 мас.% и особенно предпочтительно от 1 до 5 мас.% пероксида водорода, причем данные о массе отнесены к общей массе водного раствора пероксида водорода.
5. Способ по п. 1, отличающийся тем, что обработку пористого спеченного изделия, в частности спеченного анода, на стадии d) осуществляют в течение по меньшей мере одного часа.
6. Способ по одному из пп. 1-5, отличающийся тем, что спеченное изделие после обработки окислителем на стадии d) промывают водой и сушат.
7. Анод, полученный способом по одному из пп. 1-6.
8. Анод по п. 7, отличающийся тем, что он пригоден для использования в качестве танталового электролитического конденсатора, содержит вделанную и впеченную танталовую металлическую проволоку, причем частное Df/Ds, образованное коэффициентом хрупкости проволоки, измеренным после формирования спеченного изделия (Df), и коэффициентом хрупкости проволоки, измеренным непосредственно после спекания и охлаждения прессованного изделия до 20°С (Ds), находится между 0,2 и 1, причем коэффициент хрупкости проволоки в каждом случае измеряли в соответствии с японским стандартом EIAJ RC-2361 А.
9. Анод по п. 8, отличающийся тем, что частное Df/Ds находится между 0,4 и 1.
10. Анод по п. 7, отличающийся тем, что проволока имеет усредненный среднеарифметический диаметр ≤0,5 мм, предпочтительно ≤0,3 мм и особенно ≤0,2 мм.
11. Анод по п. 7, отличающийся тем, что проволока имеет усредненный среднеарифметический диаметр от 0,08 мм до 0,5 мм, предпочтительно от 0,1 мм до 0,3 мм и особенно от 0,10 до 0,2 мм.
12. Анод по п. 7, отличающийся тем, что проволока включает по меньшей мере 95% тантала от общей массы проволоки.
13. Анод по одному из пп. 7-12, отличающийся тем, что плотность анода составляет от 3,5 до 9,0 г/см3.
| US 7594937 B2, 29.09.2009 | |||
| АНОД С ЗАПИРАЮЩИМ СЛОЕМ НА ОСНОВЕ НИОБИЯ И КОНДЕНСАТОР НА ЕГО ОСНОВЕ | 2001 |
|
RU2284069C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО-ПОРИСТОГО АНОДА ОКСИДНО-ПОЛУПРОВОДНИКОВОГО КОНДЕНСАТОРА | 1987 |
|
SU1556422A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО-ПОРИСТЫХ АНОДОВ ЭЛЕКТРОЛИТИЧЕСКИХ И ОКСИДНО-ПОЛУПРОВОДНИКОВЫХ КОНДЕНСАТОРОВ | 1992 |
|
RU2033899C1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

