Изобретение относится к сварочной машине для соединения по кромке перехлестывающихся рулонов верхнего материала и рулонов нижнего материала, при этом рулоны материала соединяются друг с другом посредством действия тепла и последующего давления, при помощи шасси, на котором расставлены по меньшей мере направляющие ролики, устройство нагрева и по меньшей мере один прижимной ролик, при этом устройство нагрева имеет свисающий сбоку элемент контактного нагрева, который может быть вставлен между кромками рулонов материала, и при этом прижимной ролик может быть помещен на кромки рулонов материала в рабочем направлении, расположен позади элемента контактного нагрева и приводится в движение посредством электрического механизма с понижающей передачей, при этом шасси может быть Г-образным или Т-образным с продольной ножкой, выходящей в рабочем направлении, и боковой ножкой, выходящей под прямым углом относительно продольной ножки.
Такие устройства для сварки плоских рулонов материала, таких как битумов или пластических материалов, уже известны в различных вариантах осуществления. Так, например, ЕР 1371474 А1 раскрывает сварочную машину для соединения рулонов материала с кромками внахлест, при этом шасси приводится в движение вдоль зоны перекрывания рулонов материала для соединения, и рулоны материала соединяются друг с другом посредством сварочной машины, которая расположена и переносится на шасси. Рулоны материала соединяются друг с другом посредством локального нагрева при помощи устройства нагрева сварочного устройства в участках кромки взаимного перехлеста посредством проникающего сбоку элемента контактного нагрева, который вставляется между участками кромки и впоследствии подвергается воздействию устройства нажима при помощи нажимного ролика, с применением относительно участков пластифицированной кромки, с тем, чтобы создать твердое, то есть положительное, соединение материала между участками кромки рулонов материала. Нагрев обеспечивается, например, горячим воздухом, который вырабатывается при помощи электрического или газового элемента устройства нагрева и направляется в соответствующие участки кромки рулонов материала и который выходит посредством элемента контактного нагрева. В известной сварочной машине прижимной ролик также является приводным роликом для шасси.
Недостаток такой сварочной машины заключается в том, что электрический механизм и понижающая передача занимают много пространства и что сложное устройство передачи мощности соединяет приводной ролик (прижимной ролик) с понижающей передачей. Это, в свою очередь, приводит к громоздкости конструкции, что не является проблемой, когда автоматическая сварочная машина используется на автономной поверхности на земле, но часто вызывает проблемы при работе вблизи кромок или границ такой поверхности. В дополнение, область сварки в известном сварочном блоке ограничена, поскольку элемент контактного нагрева и прижимной ролик частично накрываются электрическим механизмом, понижающей передачей, устройством передачи мощности и/или шасси.
Основываясь на данном уровне техники, изобретение решает проблему создания сварочной машины общего назначения с более компактной конструкцией, которая также способна работать вблизи от кромок парапетов, мансардных окон, дымоходов и т.д. и где соответствующий участок текущей сварки отчетливо виден.
Эта цель достигается при помощи сварочной машины с признаками согласно независимому пункту 1 формулы изобретения. Дополнительные преимущественные варианты осуществления изобретения описываются в зависимых пунктах формулы изобретения.
Центральной идеей настоящего изобретения является разработка концепции инновационного привода для сварочной машины общего назначения с признаками независимого пункта 1 формулы изобретения, чтобы добиться компактной конструкции. Новая концепция привода обеспечивает интеграцию электрического механизма и понижающей передачи в прижимной ролик с тем, чтобы выполнить боковую ножку шасси, на которой располагаются направляющие ролики, с возможностью скользящего смещения относительно продольной ножки шасси, несущей устройство нагрева, и сделать прижимные ролики модульными, чтобы иметь возможность задавать различную их ширину.
С этой целью автоматическая сварочная машина, в соответствии с настоящим изобретением, имеет барабанный приводной механизм, при этом электрический механизм - это бесщеточный двигатель постоянного тока, а понижающая передача - это планетарная система передачи.
Бесщеточные двигатели постоянного тока известны. В своей основе они - синхронные машины с возбуждением посредством постоянных магнитов. Такая часто трехфазная обмотка генерирует вращающееся магнитное поле, которое воздействует на ротор с постоянным магнитом. Отклик на управляющее воздействие достигается посредством подходящей управляющей схемы, при этом такой отклик в значительной степени соответствует поведению машины постоянного тока. С этой целью используется упрощенный конвертер частоты с блочной коммутацией, при этом на промежуточную схему напрямую подается изменяемое постоянное напряжение, чтобы таким образом управлять скоростью двигателя.
Планетарные системы передач тоже известны. Часто они еще называются планетарными передачами. Такие трансмиссии включают в себя зубчатые колеса, или фрикционные колеса, которые содержат валы и оси, которые не только прикрепляются к шасси, но которые проходят путь по кругу в шасси. Во многих вариантах осуществления оси вращения параллельны валам, которые прикреплены к шасси. Поэтому эпициклическая зубчатая передача также часто называется планетарным зубчатым блоком. Зубчатые колеса, вращающиеся на осях вращения, таким образом, окружают центральное зубчатое колесо. Планетарный блок передач компактен и имеет особенный признак, заключающийся в том, что входной и выходной валы соосны друг другу.
«Барабанный приводной механизм» обычно понимается как очень компактный блок, в котором электрический двигатель и коробка передач уже размещены в общем кожухе. Средство механического крепежа и элементы электрического соединения для механического соединения и электрического соединения механизма обычно уже представлены на таком кожухе. Поэтому, в зависимости от варианта осуществления, валы или катки барабанного привода находятся спереди кожуха, при этом крутящий момент электрического двигателя посредством передачи предпочтительно передается напрямую на выходной вал или цилиндр барабана (кожух) барабанного привода. В первом случае кожух закреплен и выходной вал вращается, тогда как во втором случае валы стационарны, а вращается цилиндр барабана. Эта конкретная конструкция барабанного привода намного эффективнее, чем традиционные электрические двигатели.
Предпочтительно двигатель постоянного тока - это дисковый роторный двигатель. Дисковый роторный двигатель - это электрический двигатель, ротор которого имеет форму диска. В известных конструкциях несущие ток обмотки располагаются в кожухе, заключающем в себе ротор. В этом случае диск - это постоянный магнит, при этом обмотки (катушки) располагаются закрепленными на одной стороне или по обеим сторонам диска на кожухе для создания магнитного поля. Преимущество такого расположения заключается в том, что не требуется щеток для подачи тока на ротор и двигатель, таким образом, намного более надежен. Бесщеточные дисковые двигатели - это синхронные или шаговые двигатели, и они представляют собой бесщеточный двигатель постоянного тока с электрической коммутацией. Также известны механизмы с многочисленными дисками, из которых выступают катушки.
Дисковые роторные двигатели легко распознаются по необычной конструкции в сравнении с другими типами двигателя. Их диаметр больше длины. Такие дисковые механизмы еще называются «укороченные двигатели».
В предпочтительном варианте осуществления автоматической сварочной машины, в соответствии с настоящим изобретением, барабанный приводной механизм по меньшей мере частично интегрирован в прижимной ролик. В соответствии с одним вариантом осуществления настоящего изобретения, прижимной ролик полностью перекрывает барабанный приводной механизм, тогда как в других вариантах осуществления механизм перекрыт только частично. В этом случае барабанный приводной механизм прикреплен к продольной ножке, выходящей в направлении движения. Он располагается на одной стороне, над продольной ножкой, и держит прижимной ролик. Он приводит в движение прижимной ролик посредством двигателя. В этом случае прижимной ролик вытягивается около продольных ножек шасси и вращается в продольном направлении продольной ножки. Электрический двигатель барабанного приводного механизма предпочтительно имеет потребляемую мощность по меньшей мере 30 Вт, предпочтительно по меньшей мере 50 Вт. Планетарная передача предпочтительно обеспечивает крутящий момент минимум 6 Нм. Поэтому сварочная машина, в соответствии с настоящим изобретением, может без проблем работать автономно на плоских поверхностях, равно как и на немного наклонных поверхностях.
В преимущественном варианте осуществления настоящего изобретения направляющие ролики шасси на боковой ножке заходят вниз, при этом прижимной ролик с интегрированным барабанным приводным механизмом располагается сбоку, над продольной ножкой, при этом размер по ширине прижимного ролика и продольной ножки в сумме менее 100 мм.
В соответствии с одним вариантом осуществления автоматической сварочной машины, в соответствии с настоящим изобретением, боковая ножка также регулируется по высоте в рабочем направлении относительно продольной ножки. Это позволяет боковой ножке с неприводными направляющими роликами смещаться в боковом направлении относительно продольной ножки с расположением на устройстве нагрева и управления сварочной машиной, с креплением к барабанному приводному механизму, несущему прижимной ролик. Таким образом, можно поменять шасси с первого варианта Г-образной структуры, когда боковая ножка заходит в рабочем направлении только на левой стороне продольной ножки, на Т-образные варианты, когда боковая ножка располагается слева и справа от продольной ножки, и на второй Г-образный вариант, в котором боковая ножка заходит в рабочем направлении справа от продольной ножки. В качестве преимущества, это способствует сварке около кромки вдоль восходящей или нисходящей поверхностей с поддержкой рулонов материала, например вверх по стенам, дверям, люкам или кромкам парапета и передним кромкам плоских крыш. Шасси может, конечно, использоваться обычным образом для плоских самостоятельных опорных поверхностей в Г-образных структурных вариантах и в любой Т-образной версии. Прижимной ролик заходит сбоку на продольную ножку, при этом элемент контактного нагрева располагается в рабочем направлении спереди от прижимного ролика, будучи сориентирован по нему же, при этом элемент контактного нагрева может быть выполнен как нагревательный клин или нагревательное сопло и, тем самым, может располагаться непосредственно около парапета и перемещаться вдоль него. Это становится возможным потому, что боковая ножка может выдвигаться достаточно далеко относительно элемента контактного нагрева и прижимного ролика, при этом с каждым оконечным боковым роликом боковой ножки спереди от элемента контактного нагрева в рабочем направлении и элемент контактного нагрева, и прижимной ролик расположены по меньшей мере приблизительно на одном уровне.
В еще одном преимущественном варианте осуществления настоящего изобретения ширину, диаметр и/или форму прижимного ролика можно менять посредством трубчатых или чашеобразных формирующих элементов. Таким образом, прижимной ролик является модульным. Можно менять его ширину, диаметр и форму посредством добавляемых или удаляемых применимых или прикрепляемых формирующих элементов в качестве функции сварочного применения для сварки труб, швов и профилей крыши. Формирующие элементы могут располагаться сбоку от прижимного ролика и/или перекрывать таковые на прижимном ролике. Поэтому, в частности, возможна различная ширина сварки, например 40 мм, 30 мм и 20 мм.
Формирующие элементы особой формы можно использовать для сварки профиля крыши, шва, усиления шва и зеркальной сварки, при этом элементы размещаются над прижимным роликом или устанавливаются сбоку впритык к нему. Дополнительные формирующие элементы могут присоединяться к прижимному ролику или отсоединяться от него без необходимости разборки или удаления прижимного ролика с барабанного приводного механизма.
Изобретение будет описано более подробно посредством примерного варианта осуществления, как это показано на чертежах. Дополнительные признаки изобретения будут очевидны из нижеследующего описания варианта осуществления настоящего изобретения в сочетании с формулой изобретения и фигурами чертежей. Отдельные признаки изобретения могут быть воплощены по одному или в сочетании в различных вариантах осуществления изобретения, как это описано далее:
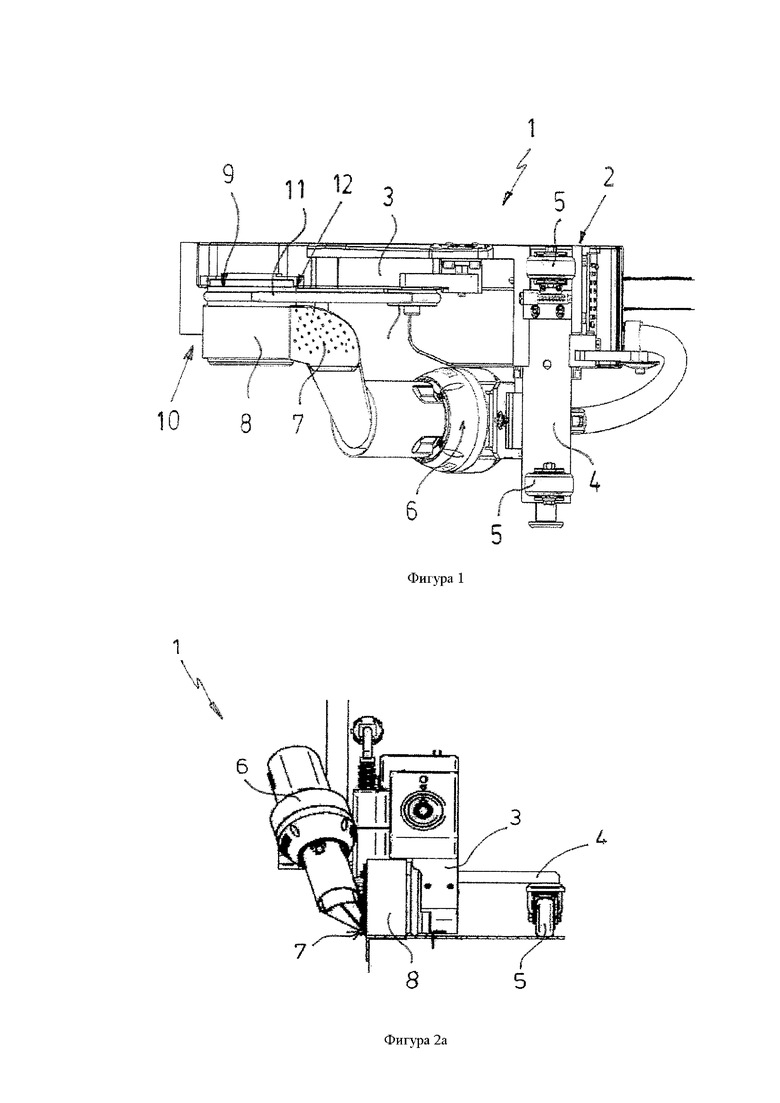
Фигура 1 показывает сварочную машину, в соответствии с настоящим изобретением, на шасси, имеющем продольную и боковую ножки, устройство нагрева, два направляющих ролика и прижимной ролик, вид снизу;
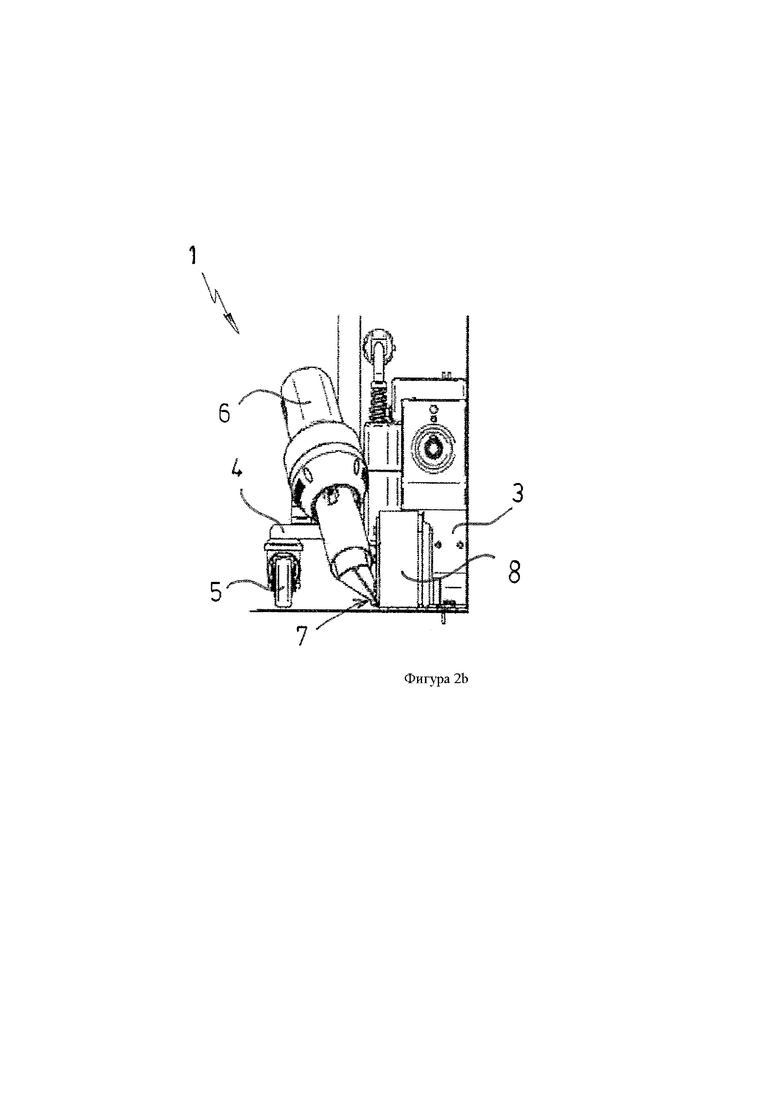
Фигура 2 показывает сварочную машину согласно Фигуре 1 с боковой ножкой, заходящей налево от продольной ножки в рабочем направлении (Фигура 2а), и боковой ножкой, заходящей направо (Фигура 2b), вид с задней стороны сварочной машины;
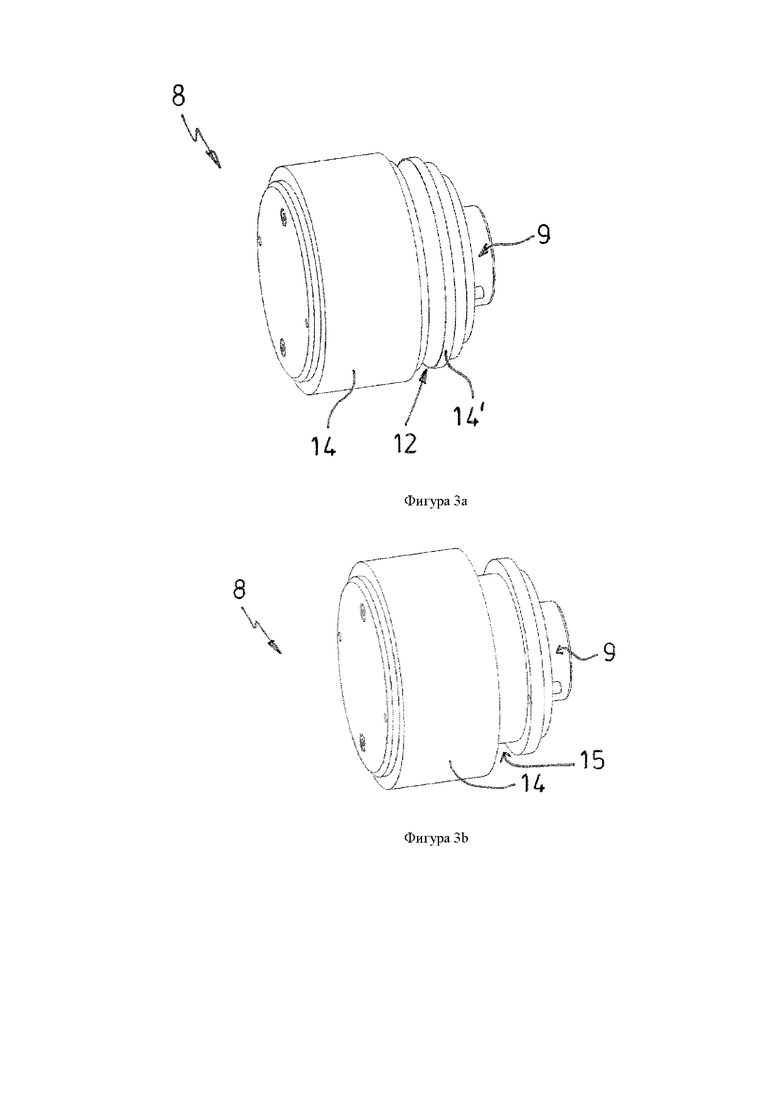
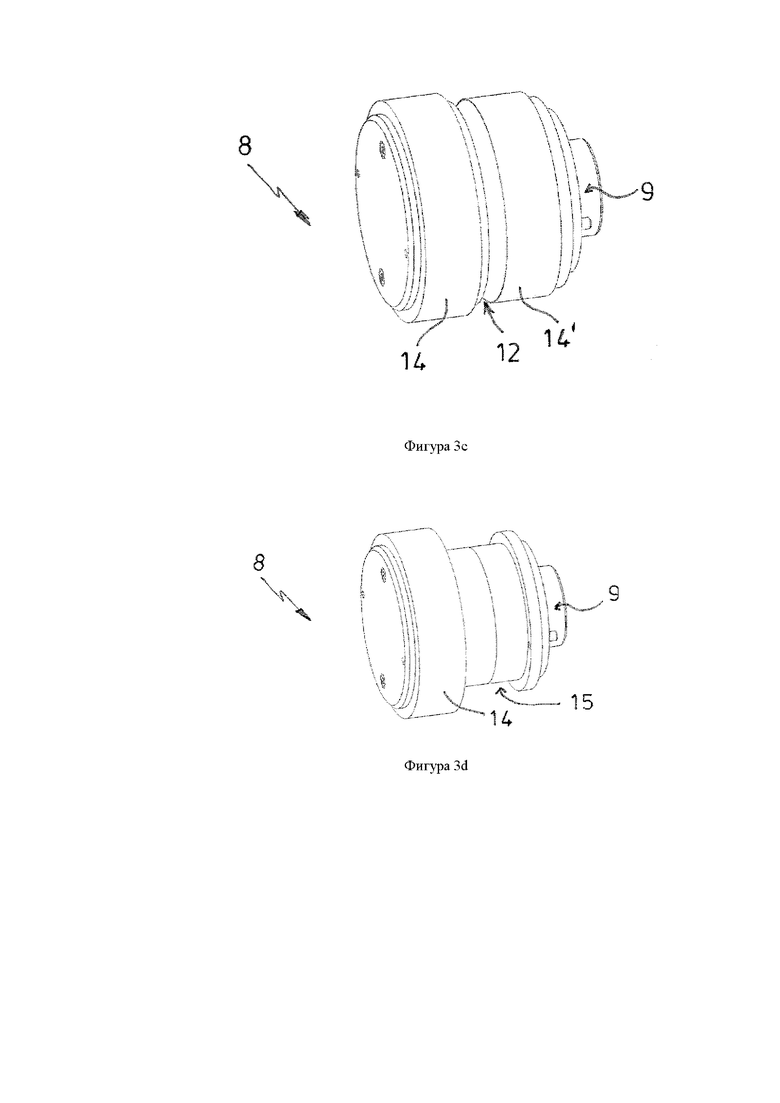
Фигура 3 показывает прижимной ролик согласно Фигуре 1 в различных вариантах осуществления (3а-3d) и
Фигура 4 показывает барабанный приводной механизм с модульным прижимным роликом сварочной машины согласно Фигуре 1 в продольном сечении, с двумя формирующими элементами (Фигура 4а) и с одним формирующим элементом (Фигура 4b).
Фигура 1 показывает сварочную машину 1, в соответствии с настоящим изобретением, для соединения по кромке рулонов внахлест верхнего материала и рулонов внахлест нижнего материала, при этом рулоны материала соединяются друг с другом посредством действия тепла и последующего давления. Автоматическая сварочная машина 1 имеет шасси 2 с продольной ножкой 3, выходящей в рабочем направлении, и боковой ножкой 4 под прямым углом относительно нее. Два ролика 5 размещены на конце на боковой ножке 4. На стороне шасси 2, в направлении от направляющих роликов 5, продольная ножка 3 несет устройство 6 нагрева с выходящим сбоку элементом 7 контактного нагрева, который может быть вставлен под кромку рулона перехлестывающего верхнего материала, при этом элемент 7 контактного нагрева формируется как сопло нагрева для притока горячего воздуха в данном варианте осуществления. В дополнение, прижимной ролик 8 также может быть присоединен к продольной ножке 3 и размещен по кромке рулона перехлестывающего верхнего материала, с расположением в рабочем направлении позади элемента 7 контактного нагрева. Шасси 2 приводится в действие электрически посредством барабанного приводного механизма 9, который по меньшей мере частично интегрирован в прижимной ролик 8.
Барабанный приводной механизм 9, который сконструирован как бесщеточный механизм постоянного тока и имеет планетарную зубчатую передачу для понижения передачи, прикреплен к продольной ножке 3 шасси 2, и поддерживает, с возможностью вращения, прижимной ролик 8. Барабанный приводной механизм 9 с прижимным роликом 8 установлен на продольной ножке 3 шасси 2 и на конце, отдаленном от боковой ножки 4, и с предпочтительным выполнением с возможностью движения в продольном направлении продольной ножки 3. Фигура 1 показывает прижимной ролик 8, выполненный с возможностью сварки вблизи кромки скоса поверхности, поддерживающей рулон материала. Прижимной ремень 11 располагается от прижимного ролика 8 с тем, чтобы прижать кромку рулона перехлестывающего верхнего материала (не показано на фигуре) к рулону перехлестываемого нижнего материала (тоже не показано), от борозды 12 зацепления прижимного ролика 8 к пластине 13 направляющей натяжного ремня, с расположением на продольной ножке 3 в том же направлении, что и направляющий ролик 5, с расположением на боковой ножке 4. Прижимной ремень 11 прижимает эту перехлестывающую кромку рулона верхнего материала к рулону нижнего материала, тем самым не давая горячему воздуху из сопла 7 нагрева проникнуть под рулон перехлестывающего материала. Благодаря боковому уплотнению перехлестывающей кромки поток горячего воздуха направляется параллельно к продольной ножке 3 шасси 2, то есть против рабочего направления сварочной машины 1. Прижимной ролик 8 несет сменный формирующий элемент 14, который можно регулировать, в частности, для получения эффективной ширины прижимного ролика 8.
Фигура 2а показывает автоматическую сварочную машину согласно Фигуре 1 в рабочем направлении боковой ножки 4, с заходом направо от продольной ножки 3. Боковая ножка 4 регулируется по вертикали в рабочем направлении относительно продольной ножки 3. Фигура 2b показывает автоматическую сварочную машину 1 с боковой ножкой 4 с заходом налево от продольной ножки 3 в рабочем направлении. Фигуры показывают сварочную машину 1 в рабочем направлении сзади. На фигуре 2а боковая ножка 4 смещается относительно продольной ножки 3 до тех пор, пока боковая ножка 4 более не заходит сбоку над устройством 6 нагрева с элементом 7 контактного нагрева и прижимным роликом 8. В этом положении направляющий ролик 5 левой стороны лежит на воображаемой линии с элементом 7 контактного нагрева и прижимным роликом 8. Положение, которое показано, особенно подходит для сварки вблизи кромки на кромках парапета для контактной поверхности или узкого шва. В положении, показанном на Фигуре 2b, боковая ножка 4 располагается над устройством 6 нагрева с элементом 7 контактного нагрева. В этом положении направляющий ролик 5 правой стороны находится в ряду с элементом 7 контактного нагрева и прижимным роликом 8. Это положение предназначено специально для сварки у края кромки опорной поверхности.
Фигуры 3а-3d показывают модульный прижимной ролик 8 с различными взаимозаменяемыми первыми формирующими элементами 14 и используемыми в качестве опции сменными вторыми формирующими элементами 14', с размещением на нем. Формирующий элемент 14 - трубчатый и определяет эффективную ширину прижимного ролика 8. Это присутствует во всех вариантах осуществления, показанных на Фигурах 3а-3d. Второй формирующий элемент 14' является кольцевым и, в дополнение к формирующему элементу 14, может избирательно размещаться концентрично с формирующим элементом 14. При наличии он предпочтительно соединяется сбоку с первым формирующим элементом 14 без какого-либо зазора. Второй формирующий элемент 14' может также располагаться на осевом расстоянии впритык к первому формирующему элементу 14. Конечно, прижимной ролик 8 может иметь более чем два формирующих элемента 14, 14', в качестве опции расположенных справа или слева от первого формирующего элемента 14. В качестве опции, дополнительный формирующий элемент 14', добавленный к первому формирующему элементу 14, формирует прижимной ролик 8 для конкретных применений, например сварки у кромки изогнутых вверх или вниз профилей опорной поверхности. В случае узкого шва 11 прижимной ремень и, тем самым, формирующий элемент 14' не требуются. Фигуры 3а и 3с показывают варианты осуществления прижимного ролика 8, в каждом из которых имеются первый и второй формирующий элементы 14, 14', тогда как Фигуры 3b и 3d показывают только варианты осуществления, содержащие первый формирующий элемент 14. Первый формирующий элемент 14 имеет идентичную ширину на Фигурах 3а и 3b. Это также относится и к Фигурам 3c, 3d, на которых, в показанных вариантах осуществления, первый формирующий элемент 14 уже, чем в вариантах осуществления на Фигурах 3а и 3b. Второй формирующий элемент 14' на Фигуре 3с шире, чем таковой на Фигуре 3а. Таким образом, достигается равномерное покрытие барабанного приводного механизма 9. Кольцевой зазор 15 впритык к первому формирующему элементу 14 виден на Фигурах 3b и 3d и предназначен для принятия в качестве опции второго формирующего элемента 14', как показано на Фигурах 3а, 3с. Формирующий элемент 14' может, конечно, также отличаться по форме от формы, показанной на фигурах, если это необходимо для выполнения других функций.
Фигуры 4а и 4b показывают прижимной ролик 8 с интегрированным барабанным приводным механизмом 9 с представлением в продольном сечении. Барабанный приводной механизм 9 - это бесщеточный механизм постоянного тока с ассоциированной планетарной передачей. Барабанный приводной механизм 9 проиллюстрирован лишь схематически на соответствующей Фигуре 4. В частности, барабанный приводной механизм 9 сконструирован как дисковый роторный механизм, интегрированный в прижимной ролик 8. Он присоединен к торцевой грани продольной ножки 3 (не показано на этой фигуре) шасси 2 и находится частично над продольной ножкой 3. На одной из торцевых граней барабанного приводного механизма 9, обращенной от продольной ножки 3, по сути, прижимной ролик 8 присоединен к барабанному приводному механизму 9. Он приводится в движение непосредственно барабанным приводным механизмом 9. На Фигуре 4а приводной ролик 8 несет первый трубчатый формирующий элемент 14 и второй формирующий элемент 14' для вращения вместе с ним. Первый формирующий элемент 14 определяет ширину прижимного ролика 8, тогда как второй формирующий элемент 14' предназначен для направления и приведения в действие прижимного ремня 11. Борозда 12 зацепления для прижимного ремня 11 сейчас отчетливо видна, при этом, во время сварки, прижимной ремень 11 прижимает рулон материала. Борозда 12 зацепления формируется на сменном формирующем элементе 14', который, подобно формирующему элементу 14, который определяет ширину прижимного ролика 8, устанавливается на взаимозаменяемой основе на прижимной ролик 8 и барабанный приводной механизм 9. Этот вариант осуществления тоже подходит для сварки около кромки, сварки парапета или сварки на отдельно стоящих поверхностях. На Фигуре 4b формирующий элемент 14' для направления и приведения в движение прижимного ремня 11 на прижимном ролике 8 отсутствует. Прижимной ролик 8 имеет лишь формирующий элемент 14, который определяет ширину прижимного ролика 8. Этот вариант осуществления подходит для сварки узкого шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПЛАВЛЕНИЯ БИТУМНО-ПОЛИМЕРНЫХ РУЛОННЫХ МАТЕРИАЛОВ НА ПОВЕРХНОСТЬ | 2024 |
|
RU2824143C1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ МАЛОЙ ЖЕСТКОСТИ | 1968 |
|
SU212402A1 |
| Устройство для сварки полимерной пленки | 1991 |
|
SU1838129A3 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2192379C1 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С ЭЛЕКТРОПРИВОДОМ | 2009 |
|
RU2531628C2 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С ПЕРЕДАТОЧНЫМ МЕХАНИЗМОМ | 2009 |
|
RU2462403C2 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С НАТЯЖНЫМ ПРИСПОСОБЛЕНИЕМ | 2009 |
|
RU2471687C2 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С НАКОПИТЕЛЕМ ЭНЕРГИИ | 2009 |
|
RU2471688C2 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |

Изобретение относится к устройствам для сварки рулонов различных материалов. Сварочная машина для соединения по кромке перехлестывающихся рулонов материала содержит шасси, на котором расположены по меньшей мере направляющие ролики, устройство нагрева и по меньшей мере один прижимной ролик. Устройство нагрева имеет расположенный сбоку элемент контактного нагрева, который может быть вставлен между кромками рулонов материала. Шасси приводится в движение посредством электрического механизма, в качестве которого использован бесщеточный двигатель постоянного тока, предпочтительно дисковый роторный, а в качестве понижающей передачи - планетарная передача. Электрический механизм и понижающая передача объединены в барабанный приводной механизм. Шасси имеет боковую ножку, выполненную регулируемой перпендикулярно рабочему направлению относительно продольной ножки. Изобретение направлено на улучшение технических и эксплуатационных характеристик устройства. 8 з.п. ф-лы, 9 ил. 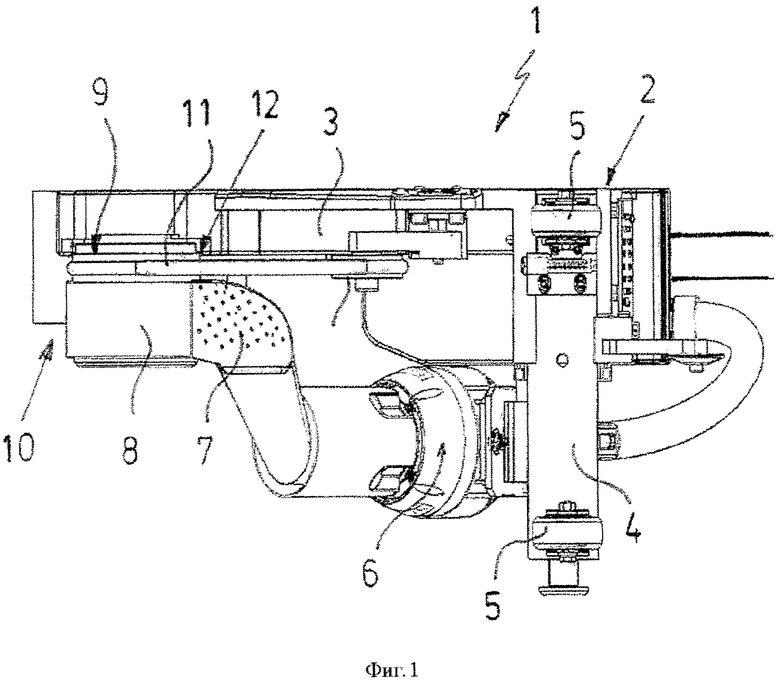
1. Сварочная машина (1) для соединения по кромке расположенных с перехлестом верхнего и нижнего рулонов материала, которое осуществляют посредством воздействия тепла и последующего приложения давления, содержащая шасси (2), на котором расположены по меньшей мере направляющие ролики (5), устройство нагрева (6) и по меньшей мере один прижимной ролик (8), при этом устройство нагрева (6) содержит расположенный сбоку элемент (7) контактного нагрева, имеющий возможность установки между кромками рулонов материала, прижимной ролик (8), выполненный с возможностью помещения на кромки рулонов материала, расположен позади элемента (7) контактного нагрева в рабочем направлении с возможностью приведения в движение посредством электрического механизма с понижающей передачей, а шасси (2) выполнено Г-образным или Т-образным с продольной ножкой (3), расположенной в рабочем направлении, и боковой ножкой (4), расположенной под прямым углом относительно продольной ножки (3), отличающаяся тем, что электрический механизм выполнен в виде бесщеточного двигателя постоянного тока, а понижающая передача выполнена в виде планетарной передачи, при этом электрический механизм и понижающая передача объединены в барабанный приводной механизм (9).
2. Сварочная машина по п. 1, отличающаяся тем, что двигатель постоянного тока выполнен в виде дискового роторного механизма.
3. Сварочная машина по п. 1 или 2, отличающаяся тем, что прижимающий ролик (8) по меньшей мере частично присоединен к барабанному приводному механизму (9).
4. Сварочная машина по п. 1 или 2, отличающаяся тем, что приводной механизм имеет потребляемую мощность по меньшей мере 30 Вт, предпочтительно не менее 50 Вт.
5. Сварочная машина по п. 1 или 2, отличающаяся тем, что планетарная передача выполнена обеспечивающей крутящий момент по меньшей мере 6 Нм.
6. Сварочная машина по п. 1 или 2, отличающаяся тем, что направляющие ролики (5) расположены на боковой ножке (4) с заходом вниз, при этом прижимной ролик (8) с присоединенным барабанным приводным механизмом (9) расположен на продольной ножке (3) с заходом вбок, при этом размер по ширине прижимного ролика (8) и продольной ножки (3) в сумме составляет менее 100 мм.
7. Сварочная машина по п. 1 или 2, отличающаяся тем, что боковая ножка (4) выполнена регулируемой относительно продольной ножки (3) в направлении, перпендикулярном рабочему направлению.
8. Сварочная машина по п. 1 или 2, отличающаяся тем, что прижимной ролик (8) выполнен с возможностью изменения ширины, диаметра и/или формы посредством формирующих элементов (14, 14').
9. Сварочная машина по п. 1 или 2, отличающаяся тем, что устройство (6) нагрева выполнено электрически управляемым.
| Фотоэлектромагнитный приемник | 1985 |
|
SU1371474A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162396C2 |
| Устройство для сварки полимерных материалов | 1980 |
|
SU925645A1 |
| Станок для обрезания стекольных халяв в горячем виде | 1928 |
|
SU14186A1 |
| Устройство для принудительной коммутации тиристоров преобразователя | 1985 |
|
SU1302406A1 |

