Настоящее изобретение направлено на создание способа и оборудования для управления сборкой шин колес транспортных средств.
Шина для колес транспортных средств, в общем, содержит конструкцию каркаса, содержащую, по меньшей мере, один слой каркаса, имеющий соответственно противоположные конечные зоны, соответственно зацепленные с кольцевыми анкерными конструкциями, в общем называемыми "сердечниками борта шины", объединенными в одно целое в областях, обычно называемых "бортами", имеющими внутренний диаметр, по существу, соответствующий так называемому "посадочному диаметру" шины на соответствующем монтажном ободе. Шина также содержит конструкцию короны, содержащую, по меньшей мере, один брекерный пояс, расположенный в радиально внешней позиции относительно слоя каркаса, и радиально внешний протекторный браслет относительно брекерного пояса. Между протекторным браслетом и брекерным поясом/ами может быть вставлена так называемая "подкладка", сделанная из высокоэластичного материала со свойствами, подходящими, чтобы гарантировать крепкое соединение брекерного пояса/поясов с самим протекторным браслетом. На боковых поверхностях конструкции каркаса, каждая из которых протягивается от одной из боковых кромок протекторного браслета вплоть до высоты соответствующей кольцевой анкерной конструкции по отношению к бортам, также наложены соответствующие боковые стенки, выполненные из высокоэластичного материала. В шинах "бескамерного" типа слой каркаса изнутри покрыт слоем высокоэластичного материала, предпочтительно на основе бутил-каучука, обычно называемым "гермослоем", имеющим оптимальные характеристики воздухонепроницаемости и протягивающимся от одного борта до другого.
Выражение "высокоэластичный материал" используется, чтобы указывать состав, содержащий, по меньшей мере, один высокоэластичный полимер и, по меньшей мере, одну усиливающий элемент. Предпочтительно такой состав дополнительно содержит добавки, такие как, например, поперечносвязующая и/или пластифицирующая добавка. Вследствие наличия поперечносвязующей добавки, молекулы такого материала могут быть поперечно связны посредством нагрева, таким образом, формируя конечный продукт.
Выражение "промежуточный участок конструкции каркаса" используется, чтобы указывать, по меньшей мере, один слой каркаса.
Выражение "местоположения комплектования" используется, чтобы указывать одно или более местоположений, содержащих устройства, приспособленные, чтобы наносить новые компоненты и/или формовать ранее нанесенные компоненты. Например, могут быть предусмотрены следующие варианты: местоположение, содержащее станцию формования борта шины, и местоположение, содержащее прокатную станцию, возможно объединенную в станцию формования борта шины. Предпочтительно местоположения комплектования и связанные устройства являются фиксированными, указанными с помощью термина "фиксированные" местоположениями/устройством, которые не подвержены переносу посредством допускаемых перемещений, относящихся к типу выполняемой обработки, например, вращений, подъемов и/или опусканий, чтобы приспосабливаться к диаметру шины, движениям сжатия и расширения. Выражение "местоположение переноса" используется, чтобы указывать одно или более местоположений переноса, в которые формующий барабан предоставляется для последующей обработки. Например, может быть предусмотрено первое местоположение переноса, функционально расположенное между линией промежуточного формования и, по меньшей мере, одним местоположением комплектования. Первое местоположение переноса может, например, достигаться посредством подвижного челнока (выполняющего возвратно-поступательные перемещения) вдоль линии промежуточного формования. Кроме того, может быть предусмотрено второе местоположение переноса, функционально расположенное, по меньшей мере, между одним местоположением комплектования и станцией монтажа конструкции короны. Второе местоположение переноса может, например, достигаться посредством подвижного челнока. Местоположение переноса может быть фиксированным или переменно идентифицируемым вдоль траектории перемещения челнока.
Термин "траектория" используется, чтобы указывать путь, охватываемый, например, устройством-манипулятором и/или одним или более челноками для переноса формующего барабана. Это может быть прямолинейная или ломанная траектория. Та же траектория может определяться одним или более челноками.
Выражение "рабочий момент" используется, чтобы указывать рабочий момент оборудования.
В документе ЕР 0555813 раскрыто оборудование для сборки конструкций каркаса для колес транспортных средств, содержащее множество сборочных барабанов, перемещаемых вдоль пути сборки. Каждый барабан встречает, согласно предварительно определенной последовательности, множество основных рабочих станций, каждая из которых приспособлена применять соответствующий общий основной компонент к множеству типов каркаса, чередующихся с вспомогательными рабочими станциями, приспособленными, чтобы применять вспомогательные компоненты. Каждая вспомогательная рабочая станция может быть удалена и заменена другой станцией согласно типу способа, который должен быть выполнен, и является подвижной между положением покоя, в котором она перпендикулярно перемещается от пути сборки, и рабочим положением, в котором она располагается для функционирования вдоль пути сборки, для выполнения применения соответствующего вспомогательного компонента. Основные рабочие станции могут взаимно приближаться или удаляться вдоль пути сборки.
Однако в установках, проиллюстрированных в ЕР 0555813, несмотря на предоставление возможности перемещения и/или замены некоторых рабочих станций, тот факт, что барабаны продвигаются вперед друг за другом через обрабатывающие станции, расположенные последовательно, ограничивает их эксплуатационную гибкость.
В таком контексте необходимо увеличить эксплуатационную гибкость установок для производства шин без увеличения времени производственного цикла. В частности, очевидна важность сборки структурно различных шин без модификации оборудования, с простым изменением инструкции по производству, и возможность, на том же оборудовании, нанесения полуфабрикатов в различных радиальных и/или осевых положениях на формующих барабанах согласно инструкциям по производству. Таким образом, разделение сборки конструкции каркаса обеспечивает, с одной стороны, управление и модификацию последовательности сборки промежуточного участка конструкции каркаса, а с другой - обеспечивает компактное и быстрое управление переносом формующего барабана между одним или более местоположениями комплектования. Наконец, перенос, по меньшей мере, одного формующего барабана между различными местоположениями комплектования и переноса, так что траектории, охватываемые, упомянутым, по меньшей мере, одним формующим барабаном, пересекают друг друга в какой-то точке, позволяет поддерживать эксплуатационную и производственную гибкость у точки насыщения линии, т.е., пока присутствует формующий барабан для каждого местоположения и завершения переноса кроме одного.
Также было обнаружено, что занятие первого местоположения переноса формующим барабаном, приходящим с линии промежуточного формования или предназначенным для линии промежуточного формования, и в то же время занятие от одного до n местоположений, выбранных из n местоположений комплектования и второго местоположения переноса, соответствующими формующими барабанами позволяет не только получать гибкость и надежность соответствующего производственного оборудования, в различных оперативных контекстах, связанных с различными обрабатываемыми шинами, но также уменьшать время производственного цикла.
Более конкретно, согласно первому аспекту настоящее изобретение относится к способу для управления сборкой шин для колес транспортных средств, включающему:
- сборку конструкции каркаса на формующем барабане;
- монтаж конструкции каркаса с конструкцией короны.
Предпочтительно сборка конструкции каркаса содержит, по меньшей мере, одно из следующих действий:
- сборка промежуточного участка конструкции каркаса за один раз на соответствующем формующем барабане на линии промежуточного формования;
- предоставление формующего барабана с промежуточным участком конструкции каркаса в первом местоположении переноса;
- комплектование промежуточного участка конструкции каркаса, перенося соответствующий формующий барабан между первым местоположением переноса, n местоположениями комплектования, где n≥1, и вторым местоположением переноса, в котором конструкция каркаса предоставляется для последующего монтажа конструкции короны посредством разгрузки с соответствующего формующего барабана;
- перенос формующего барабана, освобожденного от конструкции каркаса, из второго местоположения переноса в первое местоположение переноса для сборки следующего промежуточного участка конструкции каркаса.
Предпочтительно в рабочий момент, в который первое местоположение переноса занимается формующим барабаном, приходящим с линии промежуточного формования или предназначенным для линии промежуточного формования, существует от одного до n местоположений, выбранных из n местоположений комплектования и второго местоположения переноса, которые заняты соответствующими формующими барабанами.
Очевидно, что использование одновременно формующего барабана на линии промежуточного формования и, по меньшей мере, одного формующего барабана в местоположениях комплектования промежуточной конструкции каркаса или во втором местоположении переноса позволяет приспосабливать время различных этапов для ограничения времен простоя и избегать местоположений ожидания формующего барабана. Более конкретно, согласно второму аспекту настоящее изобретение относится к способу для управления сборкой шин для колес транспортных средств, содержащему формование конструкции каркаса шины на формующем барабане посредством, по меньшей мере, одного из следующих действий:
- предоставление формующего барабана на первом челноке, подвижном вдоль промежуточной линии формования;
- перемещение первого челнока по промежуточной линии формования, чтобы приводить его, по меньшей мере, к одной из множества распределяющих станций, в которых, в каждой из упомянутых, по меньшей мере, некоторых распределяющих станций, формуется компонент промежуточного участка конструкции каркаса;
- приведение первого челнока, содержащего формующий барабан, снабженный промежуточным участком конструкции каркаса, в первое местоположение переноса;
- перенос формующего барабана от первого челнока на устройство-манипулятор, перемещаемое между n местоположениями комплектования, где n≥1, приводя первый челнок в местоположение обмена с устройством-манипулятором;
- комплектование конструкции каркаса посредством переноса формующего барабана между n местоположениями комплектования посредством устройства-манипулятора;
- перенос формующего барабана, снабженного законченной конструкцией каркаса, на второй челнок, приведенный в позицию обмена с устройством-манипулятором;
- приведение второго челнока во второе местоположение переноса для последующего переноса конструкции каркаса для монтажа конструкции короны;
- перенос формующего барабана, освобожденного от конструкции каркаса, от второго челнока на первый челнок для сборки следующего промежуточного участка конструкции каркаса.
Предпочтительно в рабочий момент, в который первый челнок занимается формующим барабаном, приходящим с линии промежуточного формования или предназначенным для линии промежуточного формования, от одного до n формующих барабанов обрабатываются между оставшимися n местоположениями комплектования и вторым челноком. Согласно дополнительному аспекту настоящее изобретение относится к оборудованию для управления сборкой шин для колес транспортных средств, содержащему, по меньшей мере, один из следующих признаков:
- сборочную линию для конструкции каркаса на формующем барабане;
- станцию монтажа на конструкции каркаса конструкции короны. Предпочтительно сборочная линия конструкции каркаса содержит, по меньшей мере, один из следующих признаков:
- линию промежуточного формования для производства промежуточного участка конструкции каркаса на формующем барабане, линия промежуточного формования содержит первое местоположение переноса;
- n местоположений комплектования, где n≥1, для комплектования промежуточного участка конструкции каркаса и второе местоположение переноса, в котором конструкция каркаса предоставляется для последующего монтажа конструкции короны посредством разгрузки с соответствующего формующего барабана;
- устройство-манипулятор, движущееся по первой траектории;
- первый челнок, подвижный между устройством-манипулятором и первым местоположением переноса, и второй челнок, подвижный между устройством-манипулятором и вторым местоположением переноса по второй траектории.
Предпочтительно, по меньшей мере, один формующий барабан, приходящий с линии промежуточного формования или предназначенный для линии промежуточного формования, ассоциируется с первым челноком.
Предпочтительно соответственно ассоциированными с оставшимися n местоположениями комплектования и вторым челноком являются от одного до n формующих барабанов.
Настоящее изобретение, по меньшей мере, в одном из вышеупомянутых аспектов может также иметь один или более предпочтительных признаков, описанных в дальнейшем.
Предпочтительно в рабочий момент, в который первое местоположение переноса занимается формующим барабаном, приходящим с линии промежуточного формования или предназначенным для линии промежуточного формования, существует n местоположений, выбранных из n местоположений комплектования и второго местоположения переноса, которые заняты соответствующими формующими барабанами, оставляя одно из n местоположений комплектования и второго местоположения переноса свободным.
Это обеспечивает оптимизацию как гибкости, так и времени производственного цикла оборудования, обеспечивая насыщение местоположений, предназначенных для сборки конструкции каркаса.
Предпочтительно перенос между первым местоположением переноса, n местоположениями комплектования и вторым местоположением переноса выполняется посредством перемещения формующего барабана, по меньшей мере, по двум траекториям, пересекающимся в точке.
Такое расположение обеспечивает оптимизацию перемещений.
Предпочтительно перенос между первым местоположением переноса, n местоположениями комплектования и вторым местоположением переноса выполняется посредством перемещения устройства-манипулятора по первой траектории и, по меньшей мере, одного челнока по второй траектории, пересекающей первую траекторию.
Такое расположение обеспечивает оптимизацию перемещений, предписывающих конкретную конструкцию каждой отдельной траектории.
Предпочтительно устройство-манипулятор перемещается по первой траектории, по меньшей мере, между фиксированным местоположением и второй траекторией.
Использование фиксированных местоположений, соединенных посредством подвижного устройства-манипулятора, обеспечивает оптимизацию перемещений, сосредотачивая их на конструкции, предрасположенной к перемещению по первой траектории.
Предпочтительно устройство-манипулятор перемещается по первой траектории между двумя фиксированными местоположениями и второй траекторией.
Предпочтительно устройство-манипулятор перемещается по первой траектории между двумя фиксированными местоположениями, пересекающей вторую траекторию.
Предпочтительно устройство-манипулятор перемещается по первой траектории между фиксированным местоположением комплектования и второй траекторией.
Сохранение местоположений комплектования фиксированными устраняет перемещение местоположений, предназначенных для определенной обработки, вместо этого предрасполагая предназначенные конструкции к единственному перемещению формующего барабана.
Предпочтительно устройство-манипулятор перемещается по первой траектории, по меньшей мере, между двумя фиксированными местоположениями комплектования, пересекающей вторую траекторию.
Пересекающееся перемещение по двум траекториям позволяет достигать насыщения оборудования без усложнения компоновки.
Предпочтительно, по меньшей мере, один первый челнок, приспособленный, чтобы переносить формующий барабан, перемещается между первым местоположением переноса и местоположением обмена по второй траектории, пересекающей первую траекторию.
Предпочтительно, по меньшей мере, один второй челнок, приспособленный, чтобы переносить формующий барабан, перемещается между местоположением обмена и вторым местоположением переноса по второй траектории, пересекающей первую траекторию.
Использование челноков, предназначенных для переноса формующего барабана, и идентификация местоположения обмена обеспечивает оптимизацию времен переноса.
Предпочтительно местоположение обмена соответствует местоположению, в котором формующий барабан обменивается между устройством-манипулятором и первым челноком или вторым челноком.
Предпочтительно, по меньшей мере, в одной конфигурации первое местоположение переноса, n местоположений комплектования и второе местоположение переноса располагаются в вершинах многоугольника.
Такое расположение упрощает перенос формующего барабана.
Предпочтительно, по меньшей мере, одна из первой траектории и второй траектории пересекает многоугольник.
Это обеспечивает оптимальное пересечение траекторий и управление насыщением оборудования без местоположений простоя.
Предпочтительно первая траектория и вторая траектория пересекают друг друга внутри многоугольника или вдоль его стороны в местоположении обмена.
Предпочтительно первое местоположение обмена, местоположение комплектования и второе местоположение обмена располагаются в вершинах треугольника, первая траектория или вторая траектория совпадает со стороной треугольника.
Предпочтительно первое местоположение переноса, два местоположения комплектования и второе местоположение переноса располагаются в вершинах четырехугольника.
Предпочтительно первое местоположение переноса и второе местоположение переноса располагаются на противоположных вершинах четырехугольника.
Предпочтительно первая траектория и вторая траектория соответствуют одной диагонали четырехугольника соответственно.
Предпочтительно первая траектория и/или вторая траектория являются прямолинейными.
Предпочтительно первая траектория и вторая траектория ортогональны друг другу.
Предпочтительно одно местоположение комплектования содержит станцию формования борта шины.
Предпочтительно одно местоположение комплектования содержит прокатную станцию.
Предпочтительно первое местоположение переноса является местоположением, расположенным вдоль линии промежуточного формования.
Такая характеристика обеспечивает использование челнока, подвижного вдоль линии промежуточного формования, в качестве челнока для перемещения барабана к местоположениям комплектования.
Предпочтительно второе местоположение переноса является станцией обмена, взаимосвязанной со станцией для монтажа на конструкцию каркаса конструкции короны.
Такая характеристика обеспечивает использование челнока обмена со станцией для монтажа на конструкцию каркаса конструкции короны в качестве челнока для перемещения барабана к местоположениям комплектования.
Предпочтительно в рабочий момент, в который первый челнок занимается формующим барабаном, приходящим с линии промежуточного формования или предназначенным для линии промежуточного формования, n формующих барабанов обрабатываются между оставшимися n местоположениями комплектования и вторым челноком, оставляя одно из числа n местоположений комплектования и второго челнока свободным.
Предпочтительно устройство-манипулятор перемещается по первой траектории, и первый челнок и второй челнок перемещаются по второй траектории, пересекающей первую траекторию.
Предпочтительно устройство-манипулятор перемещается по первой траектории, по меньшей мере, между одним фиксированным местоположением комплектования и второй траекторией.
Предпочтительно устройство-манипулятор перемещается по первой траектории, по меньшей мере, между двумя фиксированными местоположениями комплектования, пересекающей вторую траекторию.
Предпочтительно местоположение обмена соответствует местоположению, в котором формующий барабан обменивается между устройством-манипулятором и первым челноком или вторым челноком.
Предпочтительно оборудование содержит формующий барабан, приходящий с линии промежуточного формования или предназначенный для линии промежуточного формования, ассоциируется с первым челноком, и n формующих барабанов, ассоциируется с оставшимися n местоположениями комплектования и со вторым челноком, оставляя одно из n местоположений комплектования и второго челнока свободным.
Предпочтительно вторая траектория пересекает первую траекторию.
Предпочтительно n местоположений комплектования являются фиксированными, и устройство-манипулятор является подвижным по первой траектории, по меньшей мере, между одним фиксированным местоположением комплектования и второй траекторией.
Предпочтительно устройство-манипулятор является подвижным по первой траектории между двумя фиксированными местоположениями и второй траекторией.
Дополнительные характеристики и преимущества должны быть более понятны из подробного описания предпочтительного и неисключительного варианта осуществления способа, способа и оборудования для управления сборкой шин для колес транспортных средств согласно настоящему изобретению.
Такое описание предоставляется далее в данном документе со ссылкой на прилагаемые чертежи, также предоставляемые исключительно в качестве неограничивающего примера. На чертежах:
Фиг. 1 - схематичный вид сверху оборудования для сборки шин для колес транспортных средств согласно настоящему изобретению;
фиг. 2а-2l - виды участка оборудования с фиг. 1 в различные рабочие моменты; и
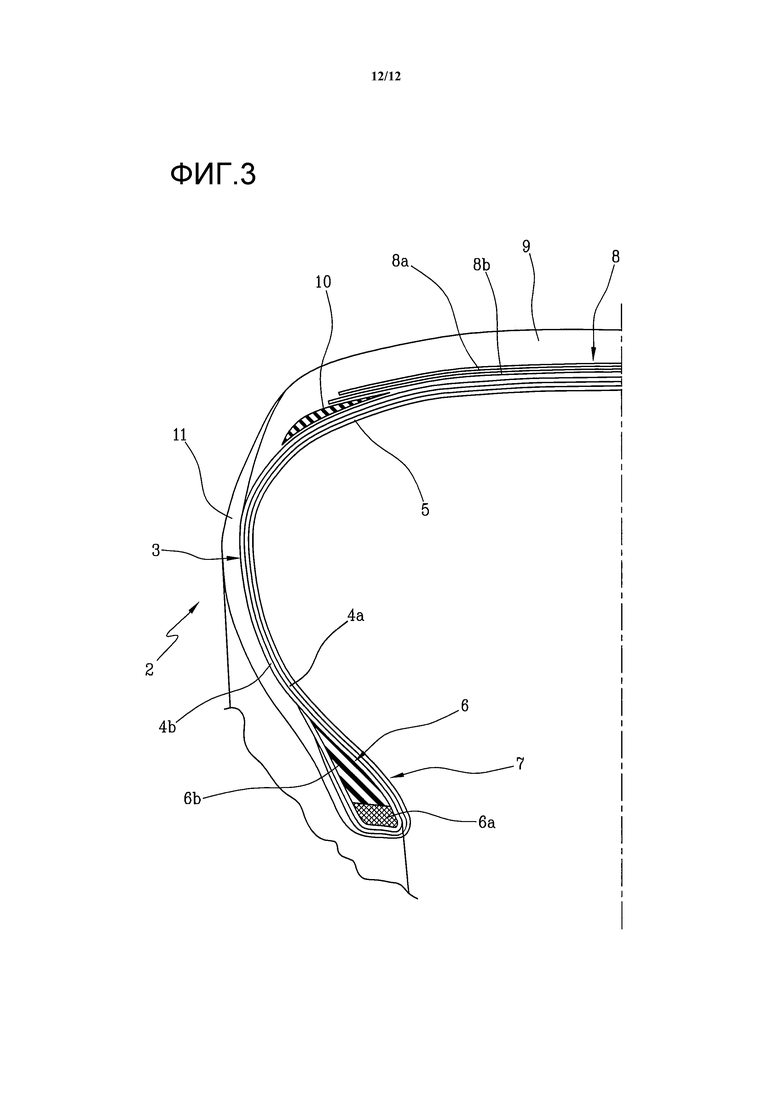
фиг. 3 - радиальное полусечение примера шины, собранной с помощью оборудования с фиг. 1.
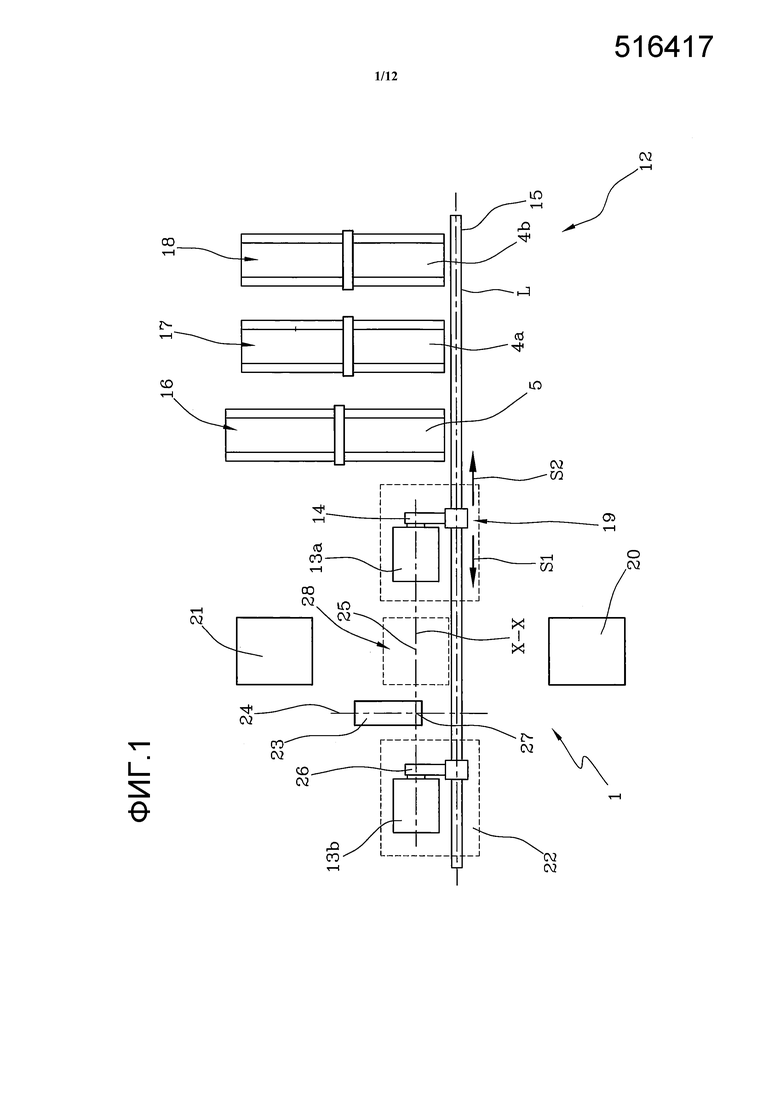
На фиг. 1 оборудование для управления сборкой шин для колес транспортных средств согласно настоящему изобретению в целом обозначено ссылочной позицией 1.
Пример шины 2, предоставленной в оборудовании и согласно способу и способу согласно настоящему изобретению, иллюстрируется на фиг.3 и по существу содержит структуру 3 каркаса, имеющую, по меньшей мере, один слой каркаса (два слоя на фиг. 3) 4а, 4b. Слой герметичного высокоэластичного материала или так называемый гермослой 5 нанесен изнутри на слой/слои 4а, 4b каркаса. Две кольцевых анкерных конструкции 6, каждая из которых содержит так называемый сердечник 6а борта шины, несущий высокоэластичный наполнитель 6b в радиально внешнем положении, зацепляются с соответствующими конечными зонами слоя/слоев 4а, 4b каркаса. Кольцевые анкерные конструкции 6 объединяются вблизи областей, обычно называемых "бортами" 7, в которых обычно происходит зацепление между шиной 2 и соответствующим монтажным ободом. Брекерная конструкция 8, содержащая, по меньшей мере, один слой брекера (два слоя на фиг. 3) 8а, 8b наносится по окружности вокруг слоя/слоев 4а, 4b каркаса, и протекторный браслет 9 по окружности накладывается на брекерную конструкцию 8. Так называемые "подбрекерные вставки" 10, каждая из которых располагается между слоем/слоями 4а, 4b каркаса и одной из наружных кромок, противоположной в осевом направлении брекерной конструкции 8, могут быть ассоциированы с брекерной конструкцией 8. Две боковые стенки 11, каждая из которых проходит от соответствующего борта 7 к соответствующей боковой кромке протекторного браслета 9, наносятся в поперечно противоположных положениях на слой/слои 4а, 4b каркаса.
Согласно примеру, проиллюстрированному на фиг. 1, вышеупомянутые компоненты шины 2 выполняются на одном или более формующих барабанах, перемещая формующие барабаны между различными распределяющими станциями полуфабрикатов, в каждой из которых специальные устройства наносят вышеупомянутые полуфабрикаты на формующий барабан/ы.
На фиг. 1 показана линия сборки конструкции каркаса на формующем барабане. В частности, линия сборки конструкции каркаса содержит линию 12 промежуточного формования, вдоль которой собирается промежуточный участок конструкции каркаса. Формующий барабан перемещается между различными распределяющими станциями полуфабрикатов, предварительно расположенными, чтобы формовать промежуточный участок конструкции каркаса за один раз. Например, промежуточный участок конструкции каркаса соответствует рукаву каркаса, содержащему слои 4а, 4b каркаса, гермослой 5 и, возможно, по меньшей мере, одну часть боковых стенок 11. Фиг. 1 иллюстрирует формующий барабан 13а, транспортируемый вдоль линии промежуточного формования посредством первого челнока 14.
Согласно иллюстрированному примеру, линия 12 промежуточного формования содержит направляющую 15, которая прокладывается предпочтительно прямолинейно вдоль линии нанесения "L". Первый челнок 14, который может перемещаться, при приведении в движение соответствующим электромотором (не иллюстрирован), вдоль направляющей 15 и в обоих направлениях перемещения "S1", "S2", устанавливается на направляющей 15. Первый челнок 14 может поддерживать формующий барабан и одновременно вращать его вокруг оси "Х-Х" вращения, совпадающей с продольной осью симметрии самого барабана и с осью вращения формуемой шины 2. В иллюстрированном примере барабан переносится свободно висящим посредством первого челнока 14, который содержит захватывающий элемент, способный удерживать или отпускать наконечник центрального вала формующего барабана.
Помимо направляющей 15 и предпочтительно согласно тому, что иллюстрируется, только с одной стороны ее, присутствуют станции для распределения полуфабриката. Согласно тому, что иллюстрируется на прилагаемом чертеже 1, станция 16 для нанесения гермослоя 5, станция 17 для нанесения первого слоя 4а каркаса, станция 18 для нанесения второго слоя 4b каркаса предоставлены в качестве примера. Оборудование, иллюстрированное на фиг. 1, таким образом, предназначено для сборки шины 2, иллюстрированной на фиг. 3.
Первый челнок 14 дополнительно содержит перемещающие устройства, не иллюстрированы, приспособленные, чтобы вертикально перемещать захватывающий элемент и барабан, заключенный в него, в двух направлениях вдоль направления, ортогонального продольному ходу направляющей 15. Такое перемещение направлено на предоставление конструкций каркаса различных диаметров.
Первое местоположение 19 переноса может быть определено на одном из наконечников направляющей 15. В частности, линия промежуточного формования содержит первое местоположение 19 переноса.
Первый челнок 14 является подвижным, по меньшей мере, вплоть до первого местоположения 19 переноса для предоставления формующего барабана с промежуточным участком конструкции каркаса для последующих операций обработки.
Кроме того, предусматриваются n местоположений комплектования, где n≥1, для комплектования промежуточного участка конструкции каркаса. В примере, иллюстрированном на прилагаемых чертежах, предусматривается два местоположения (20 и 21) комплектования, например, соответственно содержащих станцию формования борта шины (местоположение 20 комплектования) и прокатную станцию (местоположение 21 комплектования).
Кроме того, оборудование содержит второе местоположение 22 переноса, в котором конструкция каркаса предоставляется для последующего монтажа конструкции короны посредством разгрузки с соответствующего формующего барабана и последующего переноса на сборочный барабан (не иллюстрирован). Предпочтительно конструкция короны содержит, по меньшей мере, один брекерный пояс и протекторный браслет.
Устройство-манипулятор, движущееся по первой траектории 24, указано ссылкой 23.
Помимо перемещений, связанных с нанесением конструкции каркаса, первый челнок 14 является подвижным, в частности, между устройством-манипулятором и первым местоположением 19 переноса, следуя второй траектории 25.
Оборудование 1 также содержит второй челнок 26.
Помимо перемещений, связанных с отдалением конструкции каркаса, второй челнок 26 является подвижным, в частности, между устройством-манипулятором 23 и вторым местоположением 22 переноса, предпочтительно по второй траектории 25.
Предпочтительно первая траектория 24 и/или вторая траектория 25 являются прямолинейными. В частности, первая траектория 24 и вторая траектория 25 являются ортогональными друг другу, как иллюстрировано на прилагаемых чертежах.
Возможно, вторая траектория 25 может быть представлена ломаной линией с вершиной в устройстве-манипуляторе.
Согласно альтернативному варианту осуществления (не иллюстрирован) траектории могут быть расположены на смежных плоскостях.
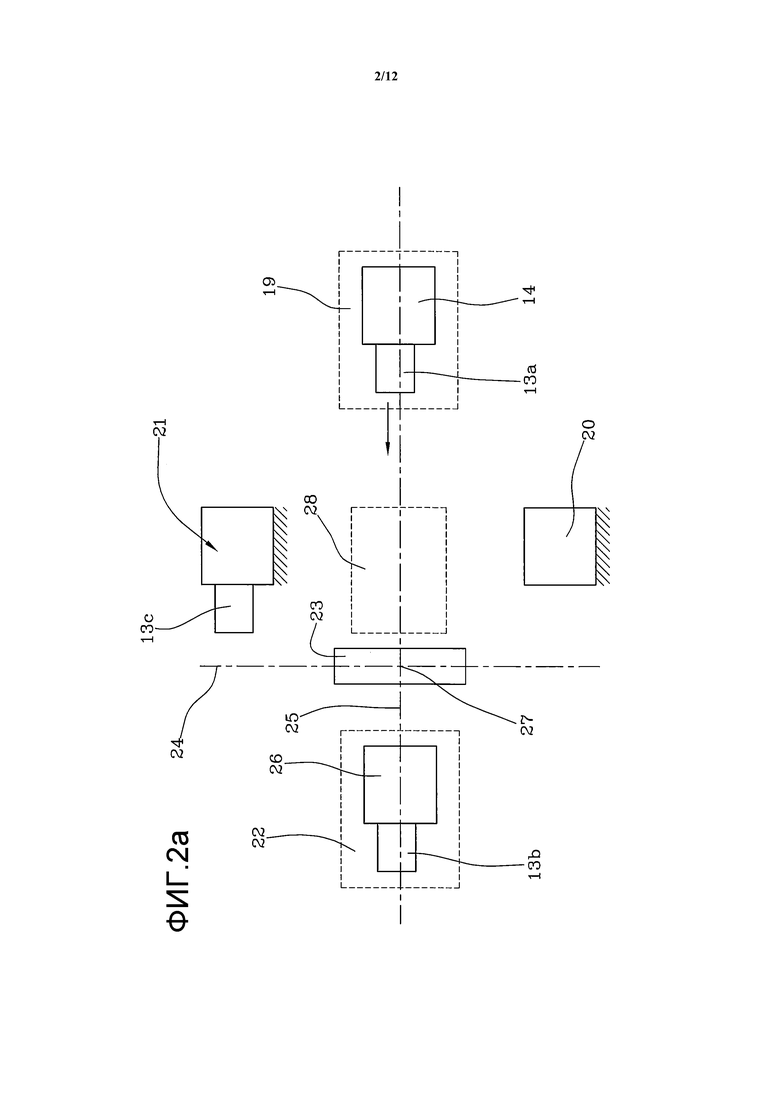
С примером, иллюстрированным на фиг. 2а-2l, формующие барабаны, используемые в сборочной линии конструкции каркаса в данный рабочий момент, в условиях насыщения оборудования 1 были указаны с помощью ссылок 13а-13с.
Со ссылкой на рабочий момент, представленный на фиг. 2а, формующий барабан 13а, приходящий с линии 12 промежуточного формования, ассоциируется с первым челноком 14. В тот же рабочий момент n формующих барабанов соответственно ассоциируются с оставшимися n местоположениями комплектования и со вторым челноком 26, оставляя одно среди n местоположений комплектования и второго челнока 26 свободным. В частности, на фиг. 2а формующий барабан 13b ассоциируется со вторым челноком 26, а формующий барабан 13с ассоциируется с прокатной станцией, в то время как станция формования борта шины свободна.
В целом, в рабочий момент, в который формующий барабан 13а, приходящий с линии 12 промежуточного формования или предназначенный для линии 12 промежуточного формования, ассоциируется с первым челноком 14, от одного до n формующих барабанов соответственно ассоциируются с оставшимися n местоположениями комплектования и вторым челноком.
Следует отметить, что оборудование 1 может также работать только с одним формующим барабаном, например, в производственных действиях, например, при сборке небольших партий шин, которая должна управляться поэтапно.
В примере иллюстрированных чертежей существует n=2 станций комплектования и n+1=3 формующих барабанов 13а-13с.
Например, как иллюстрировано на прилагаемых чертежах, вторая траектория 25 пересекает первую траекторию 24 в точке 27. Местоположение 28 обмена может наблюдаться в или поблизости от такой точки.
Согласно варианту осуществления, иллюстрированному на чертежах, n местоположений комплектования (где местоположение 20 комплектования - это станция формования борта шины, а местоположение 21 комплектования - прокатная станция) являются фиксированными. Устройство-манипулятор 23 является подвижным вдоль первой траектории 24, по меньшей мере, между одним фиксированным местоположением комплектования, предпочтительно двумя фиксированными местоположениями комплектования и второй траекторией 25, как иллюстрировано далее в данном документе со ссылкой на работу оборудования 1.
В общем, по меньшей мере, в одной конфигурации первое местоположение переноса, n местоположений комплектования и второе местоположение переноса располагаются в вершинах многоугольника. В частности, со ссылкой на прилагаемые чертежи, первое местоположение 19 переноса, два местоположения 20, 21 комплектования и второе местоположение 22 переноса располагаются в вершинах четырехугольника. Предпочтительно первое местоположение 19 переноса и второе местоположение 22 переноса располагаются на противоположных вершинах четырехугольника.
Предпочтительно, по меньшей мере, одна из первой траектории 24 и второй траектории 25 пересекает многоугольник, в частности, четырехугольник. Как иллюстрировано на чертежах, первая траектория 24 и вторая траектория 25 пересекают друг друга внутри многоугольника или вдоль его стороны в местоположении обмена.
Со ссылкой на четырехугольный пример расположения, иллюстрированный на чертежах, первая траектория 24 и вторая траектория 25, соответственно, соответствуют одной диагонали четырехугольника.
Согласно возможному варианту осуществления, не иллюстрирован, первое местоположение переноса, местоположение комплектования и второе местоположение переноса располагаются в вершинах треугольника. В этом случае первая или вторая траектория может совпадать со стороной треугольника.
Вышеупомянутое расположение может, например, быть предусмотрено в случае, когда станция формования борта шины и прокатная станция заключены в одно местоположение.
В эксплуатации, согласно способу и способу согласно изобретению, согласно инструкциям по производству шины, которая должна быть собрана, распределяющие станции устанавливаются на линии 12 промежуточного формования.
Линия 12 промежуточного формования производит действия над формующим барабаном за время, в которое распределяющие станции наносят соответствующие полуфабрикаты в предварительно определенной последовательности.
В частности, формование компонентов промежуточного участка конструкции каркаса шины на соответствующем формующем барабане выполняется посредством предоставления формующего барабана 13а на первом челноке 14, подвижном вдоль линии 12 промежуточного формования, перемещения первого челнока 14 по линии промежуточного формования, чтобы приводить его, по меньшей мере, к некоторым из множества распределяющих станций. Компонент промежуточного участка конструкции каркаса формируется в каждой из таких распределяющих станций.
Первый челнок 14, содержащий формующий барабан 13а, снабженный промежуточным участком конструкции каркаса, таким образом, достигает первого местоположения 19 переноса.
Комплектация промежуточного участка конструкции каркаса, переносимого соответствующим формующим барабаном 13а между первым местоположением 19 переноса, n местоположениям комплектования и вторым местоположением 22 переноса вплоть до предоставления законченной конструкции каркаса для последующего монтажа конструкции короны посредством переноса самой конструкции каркаса на конформационный барабан (не иллюстрирован), завершается после этого. В частности, формующий барабан 13а переносится с первого челнока 14 на устройство-манипулятор 23, подвижное между n местоположениями комплектования, приводя первый челнок 14 в местоположение 28 обмена. Таким образом, устройство-манипулятор переносит формующий барабан 13а между n местоположениями комплектования для комплектования конструкции каркаса. Формующий барабан, снабженный законченной конструкцией каркаса, переносится с устройства-манипулятора 23 на второй челнок 26, приведенный в позицию 28 обмена. Таким образом, второй челнок 26 приводится во второе местоположение 22 переноса, в котором конструкция каркаса предоставляется для последующего монтажа конструкции короны. Наконец, формующий барабан 13а, освобожденный от конструкции каркаса, переносится из второго местоположения 22 переноса в первое местоположение 19 переноса для сборки следующего промежуточного участка конструкции каркаса. В частности, формующий барабан, освобожденный от конструкции каркаса, переносится со второго челнока 26 на первый челнок 14, предпочтительно посредством устройства-манипулятора 23.
Со ссылкой на фиг. 2а-2l объясняется эксплуатация оборудования, описанного выше, в условиях насыщения, которое, рассматривая две станции комплектования, достигается с помощью трех формующих барабанов 13а-13с.
Ради простоты описания будет рассматриваться условие, в котором первый челнок 14 ассоциируется с формующим барабаном 13а, переносящим промежуточный участок конструкции каркаса, расположенным вдоль линии 12 промежуточного формования. В частности, формующий барабан 13а, несущий промежуточный участок конструкции каркаса, ассоциированный с первым челноком 14, предоставляется в первом местоположении 19 переноса, после того как первый челнок 14 переместился вдоль направляющей 15 в распределяющих станциях, приспособленных, чтобы получать промежуточный участок конструкции каркаса обрабатываемой шины. Для того чтобы укомплектовывать промежуточный участок конструкции каркаса, соответствующий формующий барабан переносится между первым местоположением 19 переноса, n местоположениями комплектования, где n≥1, и вторым местоположением 22 переноса, в котором законченная конструкция каркаса предоставляется для последующего монтажа конструкции короны за счет разгрузки с соответствующего формующего барабана.
Наконец, формующий барабан, освобожденный от конструкции каркаса, переносится из второго местоположения 22 переноса в первое местоположение 19 переноса для сборки следующего промежуточного участка конструкции каркаса другой шины. На фиг. 2а формующий барабан 13а, несущий промежуточный участок конструкции каркаса, расположенный вдоль линии 12 промежуточного формования, доступен в первом местоположении 19 переноса. Кроме того, оборудование предусматривает дополнительные барабаны, в частности, барабан 13b, ассоциированный со вторым челноком 26 во втором местоположении 22 переноса, и барабан 13с, ассоциированный с одним из местоположений комплектования, например, с прокатной станцией. Для того чтобы переносить формующий барабан 13а к станции формования борта шины, первый челнок перемещается по второй траектории 25 вплоть до местоположения 28 обмена с устройством-манипулятором 23.
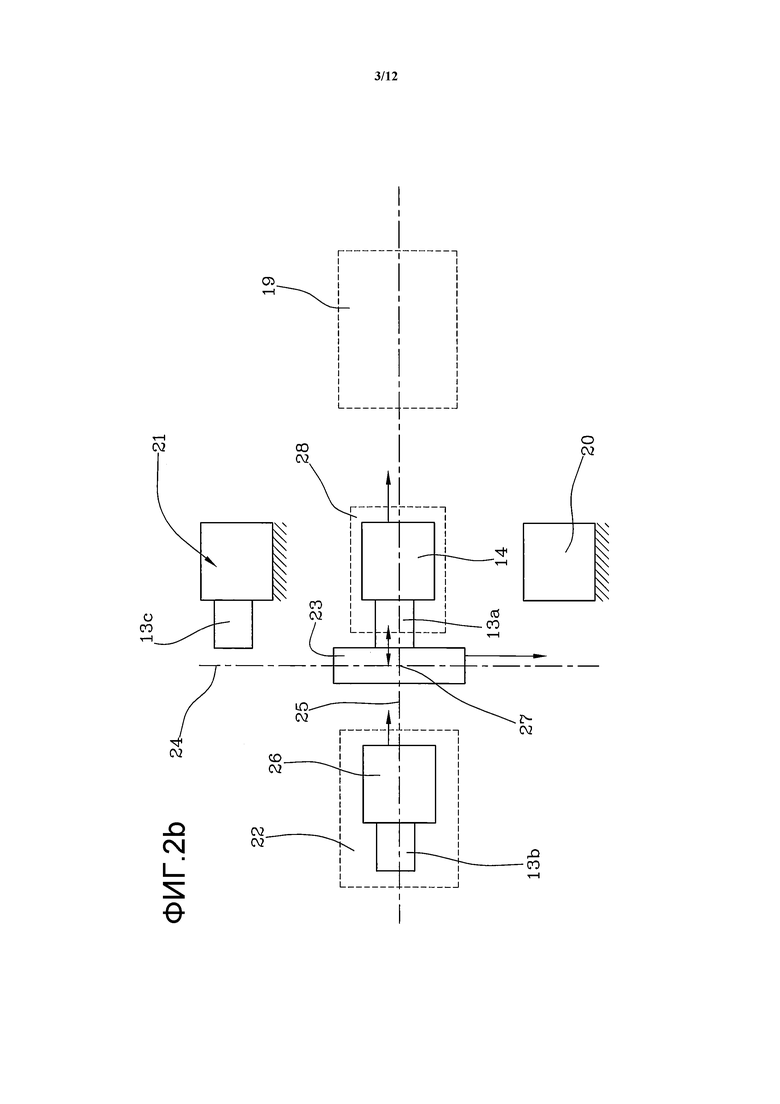
В местоположении 28 обмена формующий барабан 13а переносится с первого челнока 14 на устройство-манипулятор (фиг. 2b). Следом за таким переносом устройство-манипулятор 23 перемещается по первой траектории 24 от местоположения 28 обмена к свободному местоположению комплектования (станции формирования борта в этом случае). После того как устройство-манипулятор 23 покидает местоположение 28 обмена, второй челнок 26, снабженный формующим барабаном 13b, освобожденным от конструкции каркаса, перемещается из второго местоположения 22 переноса в местоположение 28 обмена.
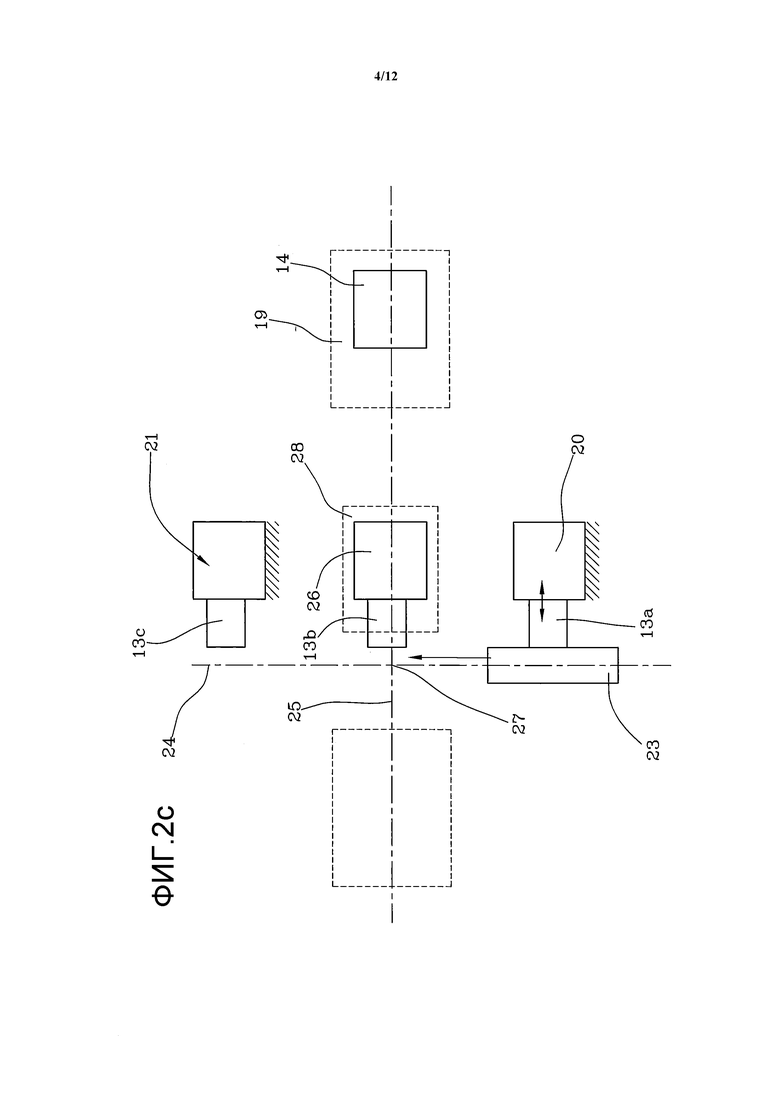
Устройство-манипулятор 23 достигает станции формования борта шины (фиг. 2с), в которой формующий барабан 13а может быть перенесен с устройства-манипулятора 23 на станцию формования борта шины. Устройство-манипулятор 23, таким образом, перемещается, чтобы возвращаться в местоположение 28 обмена, в котором располагается второй челнок 26.
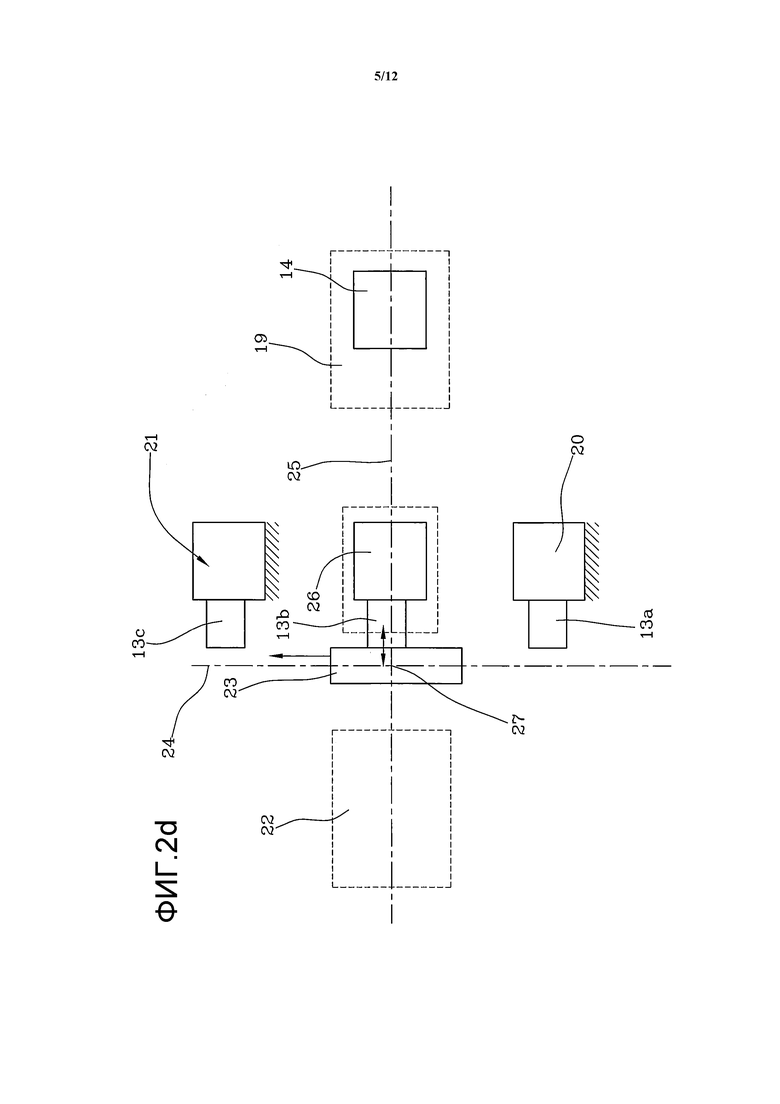
Устройство-манипулятор 23 достигает местоположения 28 обмена. Формующий барабан 13b, освобожденный от конструкции каркаса, переносится со второго челнока 26 на устройство-манипулятор 23 (фиг. 2d). Таким образом, устройство-манипулятор 23 с формующим барабаном 13b удаляется от местоположения 28 обмена.
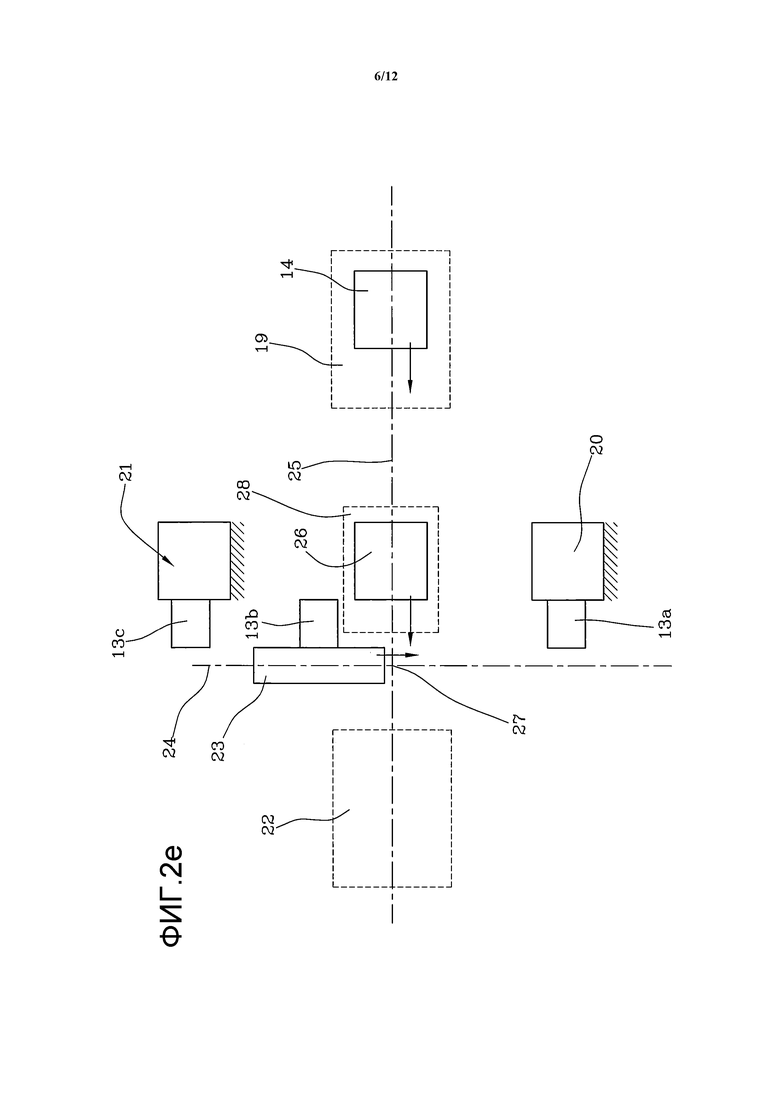
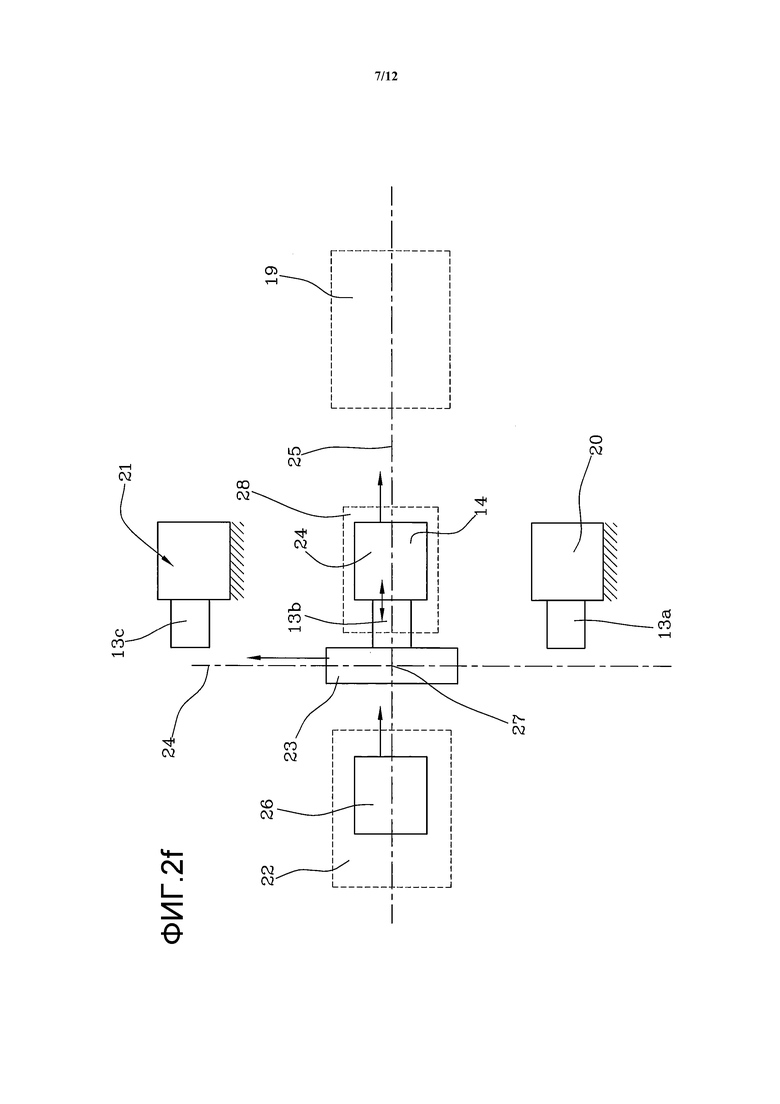
Второй челнок 26 удаляется от местоположения 2 8 обмена (в частности, возвращается во второе местоположение 22 переноса - фиг. 2е). Устройство-манипулятор 23 с формующим барабаном 13b перемещается по направлению к местоположению 28 обмена (фиг. 2f). Первый челнок 14 перемещается по направлению к местоположению 28 обмена.
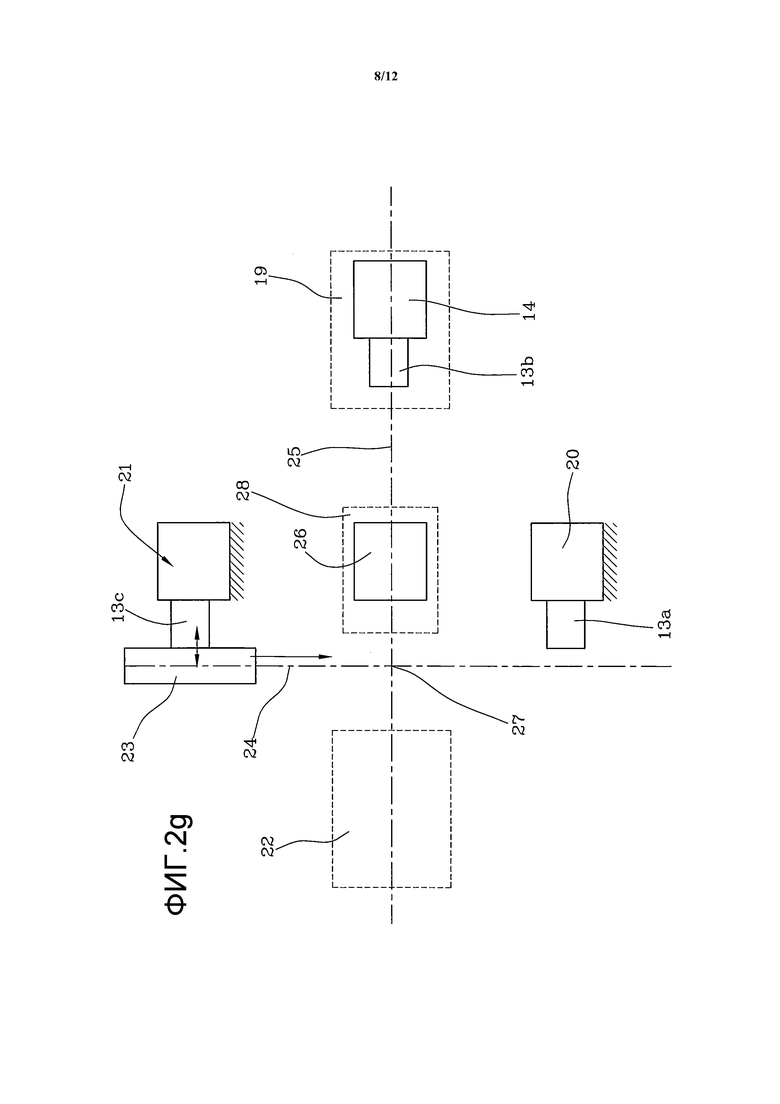
Устройство-манипулятор 23 и первый челнок 14 достигают местоположения 28 обмена, в котором формующий барабан 13b переносится с устройства-манипулятора 23 на первый челнок 14 (фиг. 2f). Первый челнок 14 с пустым формующим барабаном 13b перемещается по направлению к первому местоположению 19 обмена, устройство-манипулятор 23 перемещается по направлению к прокатной станции, а второй челнок 26 перемещается по направлению к местоположению 28 обмена (фиг. 2g).
Первый челнок 14 проходит вдоль линии промежуточного формования для нанесения промежуточного участка каркаса на формующий барабан 13b (этап не иллюстрирован).
Устройство-манипулятор 23 достигает прокатной станции, в которой формующий барабан 13с переносится с прокатной станции на устройство-манипулятор 23 (фиг. 2g). Второй челнок 26 достигает местоположения 28 обмена. Устройство-манипулятор 23 перемещается по направлению к местоположению 28 обмена.
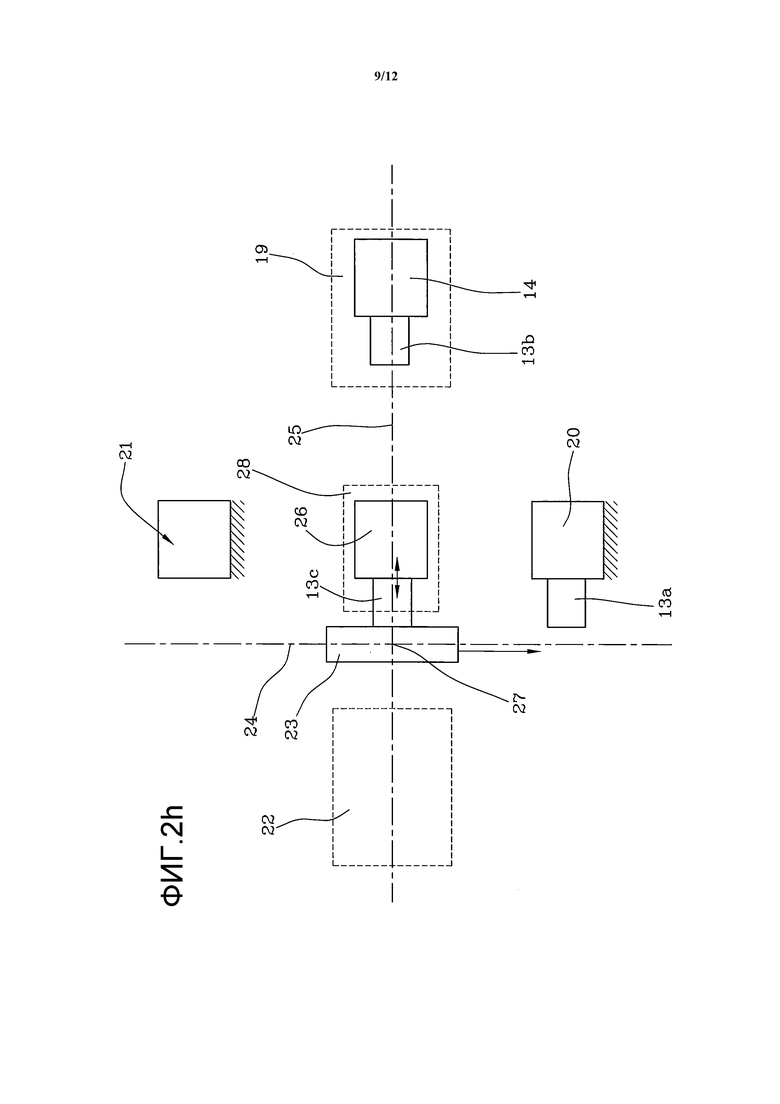
Устройство-манипулятор 23 достигает местоположения 28 обмена, в котором оно переносит формующий барабан 13с на второй челнок 26 (фиг. 2h). Устройство-манипулятор 23 перемещается из местоположения 28 обмена на станцию формования борта шины.
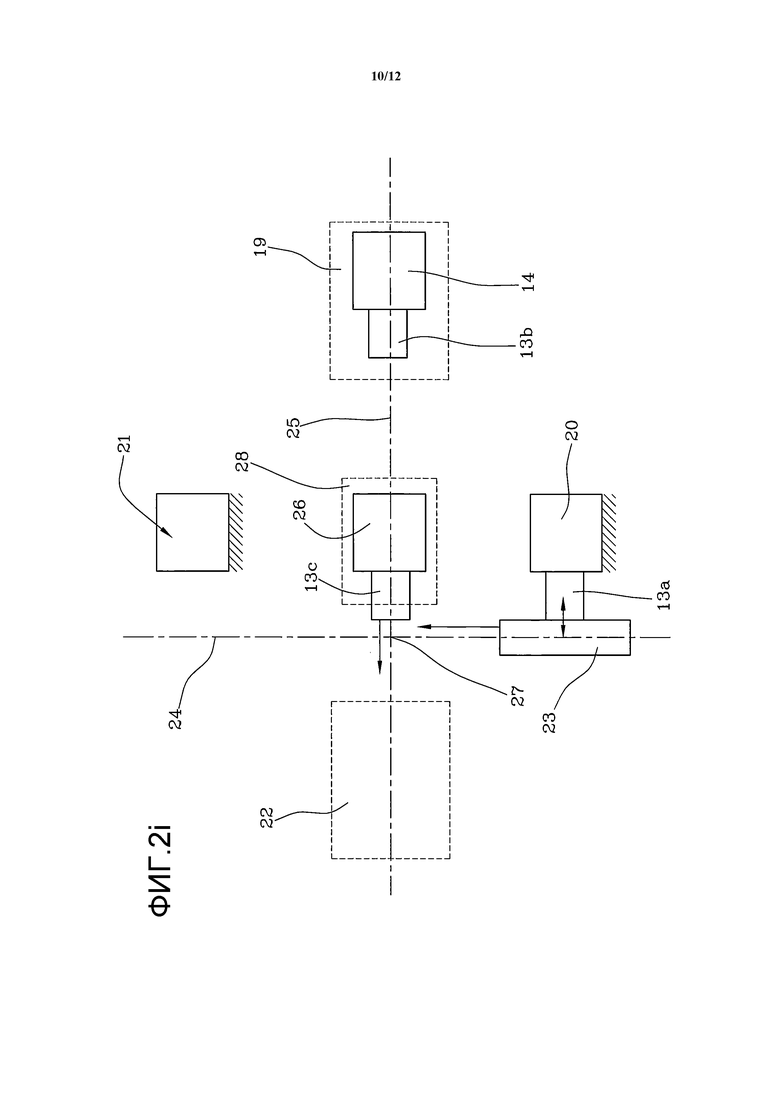
Устройство-манипулятор 23 достигает станции формования борта шины, в которой формующий барабан 13а переносится на устройство-манипулятор 23 (фиг. 2i). Второй челнок 26 с формующим барабаном 13с перемещается по направлению ко второму местоположению 22 переноса. Устройство-манипулятор 23 с формующим барабаном 13а перемещается по направлению к прокатной станции.
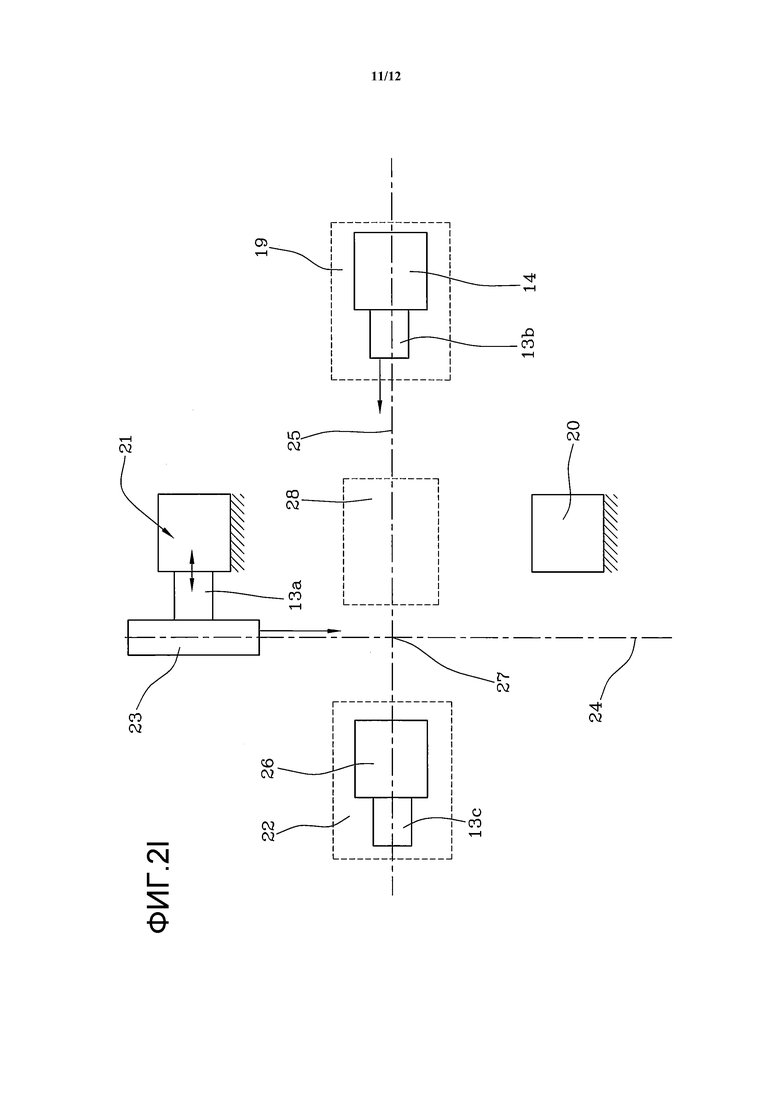
Второй челнок 26 с формующим барабаном 13с достигает второго местоположения 22 переноса. Устройство-манипулятор 23 с формующим барабаном 13а достигает прокатной станции (фиг.21). Формующий барабан 13а переносится с устройства-манипулятора на прокатную станцию. Устройство-манипулятор 23 и первый челнок 14 с формующим барабаном 13b, на котором расположен промежуточный участок конструкции каркаса, перемещаются по направлению к местоположению 28 обмена.
Состояние с фиг. 2l аналогично условию с фиг. 2а. Два состояния отличаются тем, что формующие барабаны были подвергнуты последовательности переносов. Точная конфигурация на фиг. 2а возникает после других двух циклов, аналогичных описанным ранее.
Согласно тому, что было описано выше, по меньшей мере, в состоянии на фиг. 2а и 2l, соответствующих рабочему моменту, в который первое местоположение переноса занимается формующим барабаном, приходящим с линии промежуточного формования (формующим барабаном 13а, 13b) или предназначенным для линии промежуточного формования (формующий барабан 13b, 13с), от одного до n местоположений, выбранных из n местоположений комплектования и второго местоположения переноса, заняты соответствующими формующими барабанами. В частности, n (n=2 в иллюстрированном примере) местоположений, выбранных из n местоположений комплектования и второго местоположения обмена, заняты соответствующими формующими барабанами, оставляя одно местоположение (станцию формования борта шины), среди n местоположений комплектования и второго местоположения переноса, свободными. Другими словами, по меньшей мере, в состоянии на фиг. 2а и 2l, соответствующем рабочему моменту, в котором первый челнок 14 занимается формующим барабаном, приходящим с линии промежуточного формования (формующий барабан 13а, 13b) или предназначенным для линии промежуточного формования (формующий барабан 13b, 13с), от одного до n формующих барабанов обрабатываются между оставшимися n местоположениями комплектования и вторым челноком 26. Предпочтительно обрабатываются n (n=2 в иллюстрированном примере) формующих барабанов между оставшимися n местоположениями комплектования и вторым челноком, оставляя одно (станцию формования борта шины) из n местоположений комплектования и второго челнока свободным.
Со ссылкой на чертежи, описанные выше, может быть отмечено, что перенос формующего барабана между первым местоположением 19 переноса, n местоположениями комплектования и вторым местоположением 22 переноса выполняется посредством перемещения формующего барабана, по меньшей мере, по двум траекториям 24, 25, пересекающимся в точке 27.
В частности, перенос между первым местоположением 19 переноса, n местоположениями комплектования и вторым местоположением 22 переноса выполняется посредством перемещения устройства-манипулятора 23 по первой траектории 24 и, по меньшей мере, одного челнока, по меньшей мере, между одним первым и вторым челноком по второй траектории 25, пересекающей первую траекторию 24.
Устройство-манипулятор 23 перемещается по первой траектории 24 между двумя фиксированными местоположениями комплектования, пересекая вторую траекторию 25.
В частности, по меньшей мере, один первый челнок 14, приспособленный, чтобы переносить формующий барабан, перемещается между первым местоположением 19 переноса и местоположением 28 обмена по второй траектории 25, пересекающей первую траекторию 24.
Кроме того, по меньшей мере, один второй челнок 26, приспособленный, чтобы переносить формующий барабан, перемещается между местоположением 28 обмена и вторым местоположением 22 переноса вдоль второй траектории 25, пересекающей первую траекторию 24.
Как иллюстрировано на чертежах, местоположение 28 обмена соответствует местоположению, в котором формующий барабан обменивается между устройством-манипулятором 23 и первым челноком 14 или вторым челноком 26.
Согласно тому, что было иллюстрировано, первое местоположение 19 переноса является местоположением, расположенным вдоль линии 12 промежуточного формования. Кроме того, второе местоположение 22 переноса является станцией обмена, взаимосвязанной со станцией (не показана) для монтажа на конструкцию каркаса конструкции короны.
Согласно с тем, что было описано выше, могут быть получены широкая эксплуатационная гибкость с низкими временами производственных циклов (около 1 минуты), насыщающие линию и избегающие ожидания или простоя станций.
Хотя могут быть использованы многоосные роботы, оборудование, описанное выше, может быть простым, надежным и неизменным, использующим подвижные устройство-манипулятор/челнок (помимо перемещений, требуемых для обработки) вдоль предпочтительно прямолинейной и предпочтительно горизонтальной траектории.
Изобретение относится к способу и оборудованию для управления сборкой шин для колес транспортных средств. При сборке шин предусматривается сборка промежуточного участка конструкции каркаса за один раз на соответствующем формующем барабане на линии промежуточного формования. Формующий барабан с промежуточным участком конструкции каркаса предоставляется в первое местоположение переноса. Промежуточный участок конструкции каркаса комплектуется посредством n местоположений комплектования, где n≥1, и затем переносится для последующего монтажа конструкции короны во второе местоположение переноса. В рабочий момент, в который первое местоположение переноса занимается формующим барабаном, приходящим с линии промежуточного формования или предназначенным для линии промежуточного формования, существует от одного до n местоположений, выбранных из n местоположений комплектования и второго местоположения переноса, заняты соответствующими формующими барабанами. Изобретение обеспечивает повышение производительности оборудования по сборке шин для колес транспортных средств. 3 н. и 33 з.п. ф-лы, 12 ил.
1. Способ управления сборкой шин для колес транспортных средств, при котором:
собирают конструкцию каркаса на формующем барабане (13а-13с);
монтируют на конструкцию каркаса конструкцию короны;
при этом сборка конструкции каркаса содержит этапы, на которых:
собирают промежуточный участок конструкции каркаса за один раз на соответствующем формующем барабане (13а-13с) на линии (12) промежуточного формования;
обеспечивают формующий барабан (13а) с промежуточным участком конструкции каркаса в первом местоположении (19) переноса;
комплектуют промежуточный участок конструкции каркаса, перенося соответствующий формующий барабан (13а) между первым местоположением (19) переноса, n местоположениями (20, 21) комплектования, где n≥1, и вторым местоположением (22) переноса, в котором конструкция каркаса предоставляется для последующего монтажа конструкции короны посредством разгрузки с соответствующего формующего барабана; и
переносят формующий барабан (13а), освобожденный от конструкции каркаса, из второго местоположения (22) переноса в первое местоположение (19) переноса для сборки следующего промежуточного участка конструкции каркаса;
при этом в рабочий момент, в который первое местоположение (19) переноса занимается формующим барабаном, приходящим с линии промежуточного формования или предназначенным для линии промежуточного формования, существует от одного до n местоположений, выбранных из n местоположений (20, 21) комплектования и второго местоположения (22) переноса, которые заняты соответствующими формующими барабанами.
2. Способ по п. 1, при котором в рабочий момент, в который первое местоположение (19) переноса занимается формующим барабаном, приходящим с линии промежуточного формования или предназначенным для линии промежуточного формования, существует n местоположений, выбранных из n местоположений (20, 21) комплектования и второго местоположения (22) переноса, которые заняты соответствующими формующими барабанами, оставляя одно из n местоположений (20, 21) комплектования и второго местоположения (22) переноса свободным.
3. Способ по п. 1 или 2, при котором перенос между первым местоположением (19) переноса, n местоположениями (20, 21) комплектования и вторым местоположением (22) переноса выполняют посредством перемещения формующего барабана по, по меньшей мере, двум траекториям (24, 25), пересекающимся в точке (27).
4. Способ по п. 1 или 2, при котором перенос между первым местоположением (19) переноса, n местоположениями (20, 21) комплектования и вторым местоположением (22) переноса выполняют посредством перемещения устройства-манипулятора (23) вдоль первой траектории (24) и, по меньшей мере, одного челнока (14, 26) вдоль второй траектории (25), пересекающей первую траекторию (24).
5. Способ по п. 4, при котором устройство-манипулятор (23) перемещают по первой траектории (24), по меньшей мере, между фиксированным местоположением и второй траекторией (25).
6. Способ по п. 4, при котором устройство-манипулятор (23) перемещают по первой траектории (24) между двумя фиксированными местоположениями и второй траекторией (25).
7. Способ по п. 6, при котором устройство-манипулятор (23) перемещают по первой траектории (24) между двумя фиксированным местоположениями, пересекая вторую траекторию (25).
8. Способ по п. 4, при котором устройство-манипулятор (23) перемещают по первой траектории (24) между фиксированным местоположением (20, 21) комплектования и второй траекторией (25).
9. Способ по п. 4, при котором устройство-манипулятор (23) перемещают по первой траектории (24) между, по меньшей мере, двумя фиксированными местоположениями (20, 21) комплектования, пересекая вторую траекторию (25).
10. Способ по п. 4, при котором, по меньшей мере, один первый челнок (14), выполненный с возможностью переноса формующего барабана, перемещают между первым местоположением (19) переноса и местоположением (28) обмена по второй траектории (25), пересекающей первую траекторию (24).
11. Способ по п. 4, при котором, по меньшей мере, один второй челнок (26), выполненный с возможностью переноса формующего барабана, перемещают между местоположением (28) обмена и вторым местоположением (22) переноса по второй траектории (25), пересекающей первую траекторию (24).
12. Способ по п. 11, при котором, по меньшей мере, один первый челнок (14), выполненный с возможностью переноса формующего барабана, перемещают между первым местоположением (19) переноса и местоположением (28) обмена по второй траектории (25), пересекающей первую траекторию (24), причем местоположение (28) обмена соответствует местоположению, в котором формующий барабан обменивается между устройством-манипулятором (23) и первым челноком (14) или вторым челноком (26).
13. Способ по п. 4, при котором в, по меньшей мере, одной конфигурации первое местоположение (19) переноса, n местоположений (20, 21) комплектования и второе местоположение (22) переноса располагаются в вершинах многоугольника.
14. Способ по п. 13, при котором первая траектория (24) и/или вторая траектория (25) пересекает упомянутый многоугольник.
15. Способ по п. 13, при котором первая траектория (24) и вторая траектория (25) пересекаются внутри многоугольника или вдоль его стороны в местоположении (28) обмена.
16. Способ по п. 4, при котором первое местоположение (19) переноса, одно местоположение (20, 21) комплектования и второе местоположение (22) переноса располагаются в вершинах треугольника, причем первая траектория (24) или вторая траектория (25) совпадает со стороной упомянутого треугольника.
17. Способ по п. 4, при котором первое местоположение (19) переноса, два местоположения (20, 21) комплектования и второе местоположение (22) переноса располагаются в вершинах четырехугольника.
18. Способ по п. 17, при котором первое местоположение (19) переноса и второе местоположение (22) переноса располагаются на противоположных вершинах четырехугольника.
19. Способ по п. 18, при котором первая траектория (24) и вторая траектория (25) соответствуют одной диагонали четырехугольника соответственно.
20. Способ по п. 4, при котором первая траектория (24) и/или вторая траектория (25) являются прямолинейными.
21. Способ по п. 20, при котором первая траектория (24) и вторая траектория (25) ортогональны друг другу.
22. Способ по п. 1 или 2, при котором одно местоположение комплектования содержит станцию формования борта шины.
23. Способ по п. 1 или 2, при котором одно местоположение комплектования содержит прокатную станцию.
24. Способ по п. 1 или 2, при котором первое местоположение (19) переноса является местоположением, расположенным вдоль линии (12) промежуточного формования.
25. Способ по п. 1 или 2, при котором второе местоположение (22) переноса является станцией обмена, взаимосвязанной со станцией для монтажа на конструкцию каркаса конструкции короны.
26. Способ управления сборкой шин для колес транспортных средств, включающий:
формование конструкции каркаса шины на формующем барабане посредством:
обеспечения формующего барабана на первом челноке (14), подвижном вдоль линии (12) промежуточного формования;
перемещения первого челнока (14) по промежуточной линии (12) формования, чтобы приводить его к, по меньшей мере, некоторым из множества распределяющих станций (16, 17, 18), в которых, в каждой из упомянутых, по меньшей мере, некоторых распределяющих станций, формируется компонент промежуточного участка конструкции каркаса;
приведения первого челнока (14), содержащего формующий барабан, снабженный промежуточным участком конструкции каркаса, в первое местоположение (19) переноса;
переноса формующего барабана с первого челнока (14) на устройство-манипулятор (23), подвижное между n местоположениями (20, 21) комплектования, где n≥1, приводя первый челнок (14) в местоположение (28) обмена с устройством-манипулятором (23);
комплектования конструкции каркаса посредством переноса формующего барабана между n местоположениями (20, 21) комплектования посредством устройства-манипулятора (23);
переноса формующего барабана, снабженного укомплектованной конструкцией каркаса, на второй челнок (26), приведенный в позицию (28) обмена с устройством-манипулятором (23);
приведения второго челнока (26) во второе местоположение (22) переноса для последующего переноса конструкции каркаса для монтажа на нее конструкции короны; и
переноса формующего барабана, освобожденного от конструкции каркаса, со второго челнока (26) на первый челнок (14) для сборки следующего промежуточного участка конструкции каркаса;
при этом в рабочий момент, в который первый челнок (14) занимается формующим барабаном, приходящим с промежуточной линии формования или предназначенным для промежуточной линии формования, от одного до n формующих барабанов (13а-13с) обрабатываются между оставшимися n местоположениями (20, 21) комплектования и вторым челноком (26).
27. Способ по п. 26, при котором в рабочий момент, в который первый челнок (14) занимается формующим барабаном, приходящим с промежуточной линии формования или предназначенным для промежуточной линии формования, n формующих барабанов (13а-13с) обрабатывают между оставшимися n местоположениями (20, 21) комплектования и вторым челноком (26), оставляя одно из n местоположений (20, 21) комплектования и второго челнока (26) свободным.
28. Способ по п. 26 или 27, при котором устройство-манипулятор (23) перемещают по первой траектории (24), при этом первый челнок (14) и второй челнок (26) перемещают по второй траектории (25), пересекающей первую траекторию (24).
29. Способ по п. 28, при котором устройство-манипулятор (23) перемещают по первой траектории (24) между, по меньшей мере, одним фиксированным местоположением (20, 21) комплектования и второй траекторией (25).
30. Способ по п. 29, при котором устройство-манипулятор (23) перемещают по первой траектории (24) между, по меньшей мере, двумя фиксированными местоположениями (20, 21) комплектования, пересекая вторую траекторию (25).
31. Способ по п. 26 или 27, при котором местоположение (28) обмена соответствует местоположению, в котором формующий барабан обменивается между устройством-манипулятором (23) и первым челноком (14) или вторым челноком (26).
32. Оборудование для управления сборкой шин для колес транспортных средств, содержащее:
линию сборки конструкции каркаса на формующем барабане;
станцию для монтажа на конструкции каркаса конструкции короны,
при этом линия сборки конструкции каркаса содержит:
линию (12) промежуточного формования для производства промежуточного участка конструкции каркаса на формующем барабане, причем линия промежуточного формования содержит первое местоположение (19) переноса;
n местоположений (20, 21) комплектования, где n≥1, для комплектования промежуточного участка конструкции каркаса и второе местоположение (22) переноса, в котором конструкция каркаса предоставляется для последующего монтажа конструкции короны посредством разгрузки с соответствующего формующего барабана;
устройство-манипулятор (23), перемещаемое по первой траектории (24);
первый челнок (14), перемещаемый между устройством-манипулятором (23) и первым местоположением (19) переноса, и второй челнок (26), перемещаемый между устройством-манипулятором (23) и вторым местоположением (22) переноса по второй траектории (25),
при этом, по меньшей мере, один формующий барабан, приходящий с линии промежуточного формования или предназначенный для линии промежуточного формования, ассоциируется с первым челноком (14),
причем соответственно ассоциированными с оставшимися n местоположениями (20, 21) комплектования и вторым челноком (26) являются от одного до n формующих барабанов.
33. Оборудование по п. 32, содержащее формующий барабан, приходящий с линии промежуточного формования или предназначенный для линии промежуточного формования, ассоциированный с первым челноком (14), и n формующих барабанов, ассоциированных с оставшимися n местоположениями (20, 21) комплектования и со вторым челноком (26), оставляя одно из n местоположений (20, 21) комплектования и второго челнока (26) свободным.
34. Оборудование по п. 32 или 33, в котором вторая траектория (25) пересекает первую траекторию (24).
35. Оборудование по п. 34, в котором n местоположений (20, 21) комплектования являются фиксированными, причем устройство-манипулятор (23) является подвижным по первой траектории (24) между, по меньшей мере, одним фиксированным местоположением (20, 21) комплектования и второй траекторией (25).
36. Оборудование по п. 35, в котором устройство-манипулятор (23) является подвижным по первой траектории (24) между двумя фиксированными местоположениями (20, 21) комплектования и второй траекторией (25).
| US 4268330 A, 19.05.1981 | |||
| US 2008190562 A1, 14.08.2008 | |||
| DE 19918523 C1, 20.04.2000 | |||
| EP 0555813 A1, 18.08.1993 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2344933C1 |

