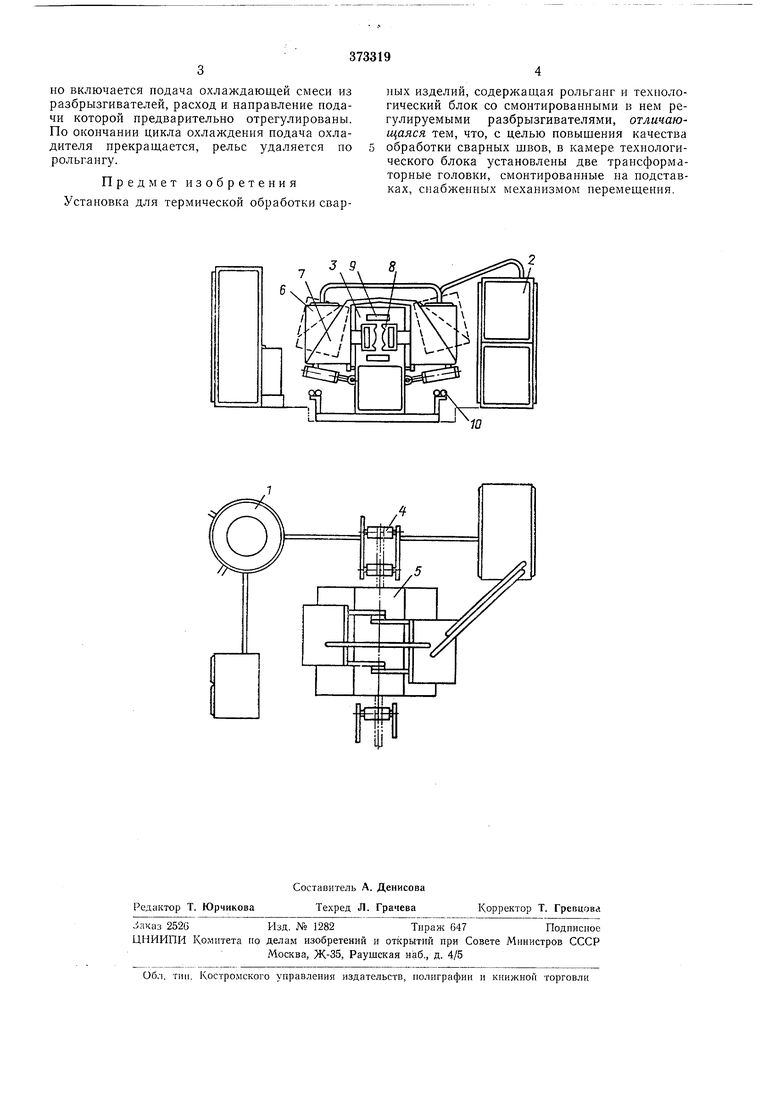
Установка предназначена д.чя термической обработки сварных изделий, в частности рельсов. Известна установка д.ш термической обработки сварных изделий, содерл ащая рольганг и технологический блок со смонтированными I нем регулируемыми разбрызгивателями. Целью изобретения является обеснеченне различных режимов термической обработки сварных швов. Это достигается тем, что в камере технологического блока установлены две трансформаторные 1оловки, смонтированные па подставках, снабженных механизмом перемеп1ения. На чертеже показана иредлагаемая усга}|овка дли термообработки сварных изделий. Она состоит из преобразователя высокой частоты с нускорегулпрующей аппаратурой /, конденсаторного 2 и технологического 3 блоков и рольганга 4, подающего и отводящего рельсы. Технологический блок имеет камеру 5, 1 которой размещены Д15е трансформаторные головки fi, смонтированные па подвижных основаппях 7. 1 выводам вторичных обмоток трансформаторных головок подключены индукторы 8. В камере 5 смо1гг1 ровань разбрызгиватели 9 для подачи охлаждающей смеси с регулируюпи1ми устройствами W. Стенки камеры СО стороны рольганга имеют окиа, через которые подают п убирают рельсы. Устройство работает следуюни1М образом. После спаркн от сварочной . мащппы рельс попадает на рольганг 4 п передается в камеру 5 для термообработки сварного шва. Сваренный HIOB устанавливается против середпны 1П дукторов 8. После установкп рельса в нужное положение пачннается подвод индукторо к рельсу. Индукторы консольпо закреплепы на двух трансформаторных голо1 ках, расположенных с двух сторон ре.чьса, трансформаторные головкн закреплены на основаппях 7, которые могут двпгаться, осун1ествляя подвод ипдукторов к рельсу и отвод i но окончании ннкла нагрева. Движение обеснеч1П1ается, например, с номондзЮ П1евматпческпх пплиндров. Пос.че установки рельса индукторы подходят к нему п останавливаются на некотором расстоянии, происходит нагрев рельса. Одновременно с нагревом включается подстуживанпе из разбрызгивателей 9 для сокращения переходных участков с понпжепиой твердостью па рельсе. Для сокран1енпя этих участков устройство при нагреве может соверн1ать колебателььые дги1ження вдоль рельса. По достижении необходимой температуры индукторы отводятся от рельса. Од1ювременно включается подача охлаждающей смеси из разбрызгивателей, расход и направление подачи которой предварительно отрегулированы. По окончании цикла охлаждения подача охладителя прекращается, рельс удаляется по рольгангу.
Предмет изобретения Установка для термической обработки сварных изделии, содерл ;ащая рольганг и технологический блок со смонтированными в нем регулируемыми разбрызгивателями, отличающаяся тем, что, с целью повыщения качества обработки сварных швов, в камере технологического блока установлены две трансформаторные головки, смонтированные на подставках, снабженных механизмом перемещения.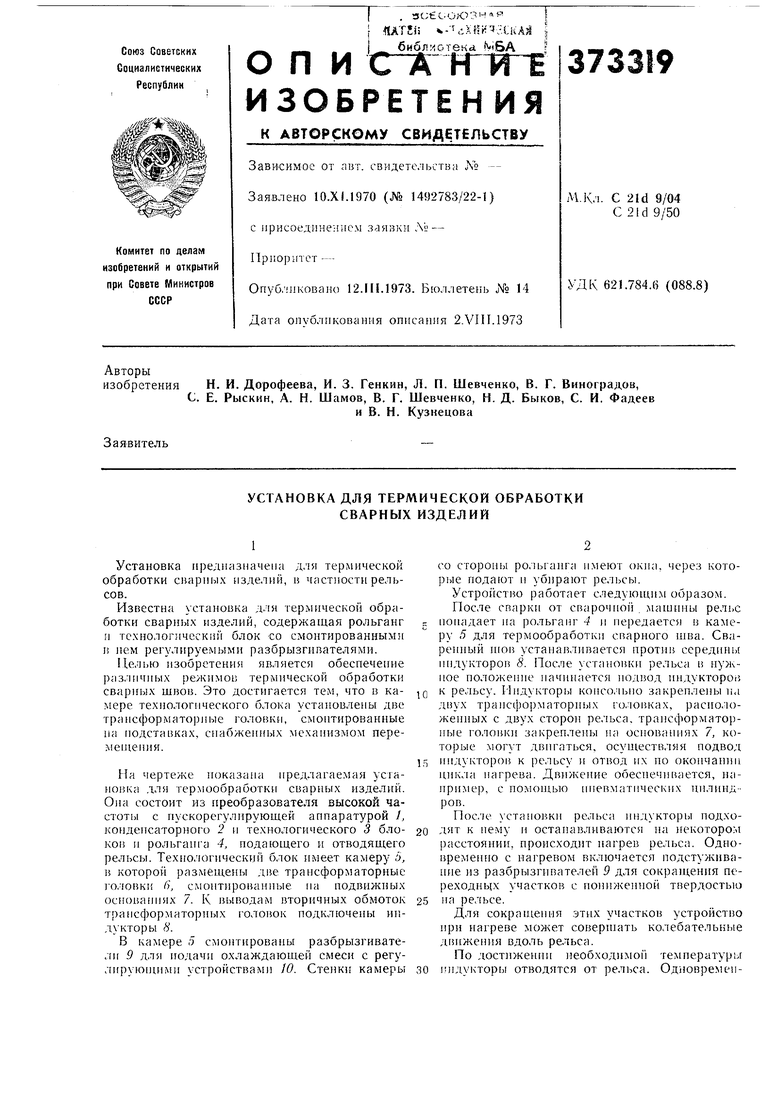
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2018 |
|
RU2704951C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТРОЙСТВО для ПЕЧАТАНИЯ НА ИЗДЕЛИЯВ€?СОЮЗЯАЯ 10 | 1969 |
|
SU246532A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ | 1970 |
|
SU275084A1 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ СТЫКОВ, НАПРИМЕР, ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2001 |
|
RU2200764C2 |
| Установка для местного нагрева сварныхшВОВ | 1979 |
|
SU836158A1 |
| СПОСОБ КОПТАКТНОЙ СТЫКОВОЙ СВАРКИ ЗАКАЛЕННЫХРЕЛЬСОВ | 1966 |
|
SU187185A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АСБОСТАЛЬНЫХ ЛИСТОВ | 1969 |
|
SU424741A1 |
| Способ термической обработки сварных соединений рельсов и устройство для осуществления способа | 2018 |
|
RU2705820C1 |
2
1/
