Настоящее изобретение относится к панели или плите, сформированной из полистирола (PS) или ударопрочного полистирола (HIPS, УПС) с твердым сплошным листовым корпусом и ячеистой сердцевинной структурой. В частности, оно относится к такой панели, которая имеет крупный формат, то есть с площадью наибольшей лицевой поверхности свыше 1 м2, и с толщиной более 11 мм (и предпочтительно более 14 мм).
В современных способах изготовления мебели отходят от применения массивной древесины в пользу композитных материалов, таких как MDF (древесно-волокнистая плита), древесно-стружечная плита и стекловолокно, с такими покрытиями, как меламиновая смола или шпон, для создания желательной конечной отделки или цвета.
В мебели и оформлении интерьера обычно используют древесно-волокнистую плиту и ориентированно-стружечную плиту. Однако они являются неустойчивыми к воздействию влаги, и поэтому их необходимо окрашивать или ламинировать в порядке вторичного процесса обработки для достижения приемлемой поверхностной отделки. Сюда может входить добавление слоев шпона или меламиновых покрытий. Поэтому в производстве плит этого типа применяются клеевые материалы, как в первичных, так и во вторичных процессах, и, будучи ламинированными, они создают огромные трудности при повторной переработке. Поэтому применение плиты этого типа в ее первичной форме ограничено расположением внутри помещений, поскольку она не является устойчивой к атмосферным воздействиям.
Полистирол и ударопрочный полистирол представляют собой известные материалы, которые обычно используются в малоразмерных тонкостенных изделиях, таких как вешалки-плечики для пальто и банки для йогурта. Материал экструдируют в виде тонких листов, которые затем могут быть подвергнуты термоформованию для придания желательной формы. Современная технология экструзии может быть применена для изготовления сплошного полистирольного листа с толщиной вплоть до приблизительно 6 мм. Однако такие сплошные листы из PS или HIPS являются очень хрупкими и имеют плохое сопротивление удару. Современную технологию невозможно использовать для экструзии крупноформатной плиты из PS или HIPS, которая имеет толщину свыше 11 мм. Даже если бы было возможным ее изготовление, плита, выполненная из сплошного PS/HIPS в формате 2440×1220 мм (типичный промышленный стандартный размер) с толщиной, например, 19 мм (типичная желательная толщина во многих вариантах применения в мебели и отделке интерьера), весила бы приблизительно 55 кг, то есть была бы очень тяжелой, и поэтому непригодной для использования в мебели и в отделке помещений.
Кроме того, PS/HIPS относится к основным источникам загрязнений, поскольку в настоящее время его почти не возвращают на повторную переработку, и выброшенный на свалку PS/HIPS не является биоразложимым в течение сотен лет и устойчив к фотолизу. Поскольку разложение материалов создает потенциально опасные жидкие и газообразные побочные продукты, которые могли бы загрязнять грунтовые воды и воздух, современные мусорные свалки проектируют на минимизацию контакта с воздухом и водой. Однако воздух и вода необходимы для разложения, и поэтому условия формирования мусорных свалок практически исключают разложение отходов.
Таким образом, производимые в настоящее время древесно-волокнистые плиты трудны для повторного использования, требуют применения клеевых материалов, проведения вторичной обработки, повреждаются влагой и создают некоторые опасности для здоровья, связанные с их обработкой. Материалы из твердых пород древесины являются дорогостоящими, могут оказывать вредное влияние на окружающую среду и нуждаются в разнообразных обработках перед использованием. Сплошные пластиковые плиты с толщиной более 11 мм становятся очень тяжелыми, тем не менее могут изгибаться и являются дорогостоящими. В настоящее время на рынке просто нет сформированных из PS или HIPS плит с толщиной свыше 11 мм.
Настоящее изобретение представляет панель для применения в мебели и использования в отделке внутренних помещений, включающую сплошной листовой корпус, сформированный из полистирола или ударопрочного полистирола, полностью заключающий в себе ячеистую пластиковую сердцевину, выполненную из термически активируемого вспениваемого пластикового гранулированного материала, причем площадь наибольшей лицевой поверхности панели превышает 1 м2.
Общая толщина панели предпочтительно составляет величину свыше 11 мм.
Листовой корпус предпочтительно включает повторно используемый PS или повторно используемый HIPS. Сердцевина также может включать смешанный пластик из отходов. Сердцевина также может включать упрочняющие элементы.
Листовой корпус может быть отформован для создания поверхностной текстуры, и/или для введения термостойкой пропечатанной пленки.
Панель может включать по меньшей мере одно из противогрибковых средств, антибактериальных средств и антипиреновых агентов, для соответствия данному варианту применения.
Листовой корпус панели предпочтительно формируют из пластикового гранулированного материала, наносимого непосредственно на поверхность нагретой литейной формы.
Ниже изобретение будет описано подробно, только в качестве примера, с привлечением сопроводительных чертежей, на которых:
Фиг. 1 представляет перспективный вид панели в соответствии с настоящим изобретением.
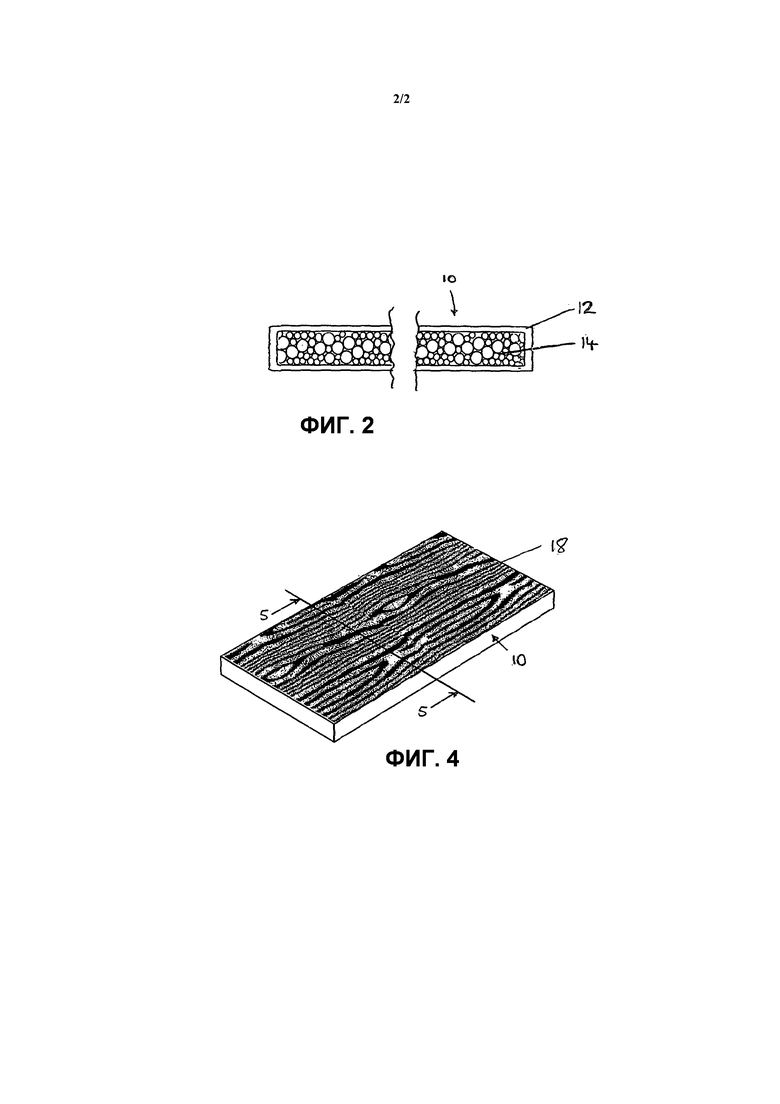
Фиг. 2 представляет вид в разрезе панели из Фиг. 1, проведенном по линии 2-2.
Фиг. 3 представляет перспективный вид панели во втором варианте осуществления настоящего изобретения, сформированной с шероховатой нескользкой поверхностью.
Фиг. 4 представляет перспективный вид панели в третьем варианте осуществления настоящего изобретения, сформированной с графически оформленной поверхностью.
Фиг. 5 представляет вид в разрезе панели из Фиг. 4, проведенном по линии 5-5.
Фиг. 1 иллюстрирует панель 10 в соответствии с настоящим изобретением, сформированную из PS или HIPS, и с длиной «l», шириной «w» и толщиной «t». Как правило, длина может составлять 2440 мм и ширина 1220 мм, что является типичным промышленным стандартным размером. В настоящем изобретении толщина составляет 11 мм или больше и предпочтительно свыше 14 мм.
Панель 10 включает сплошной твердый листовой корпус 12, который является протяженным по всей ее поверхности без проемов, вентиляционных отверстий, полостей для впрыскивания и т.д. Как показано на Фиг. 2, листовой корпус 12 полностью заключает в себе ячеистую сердцевину 14, которая является очень прочной, хотя имеет низкую плотность и поэтому уменьшает вес для данного объема, по сравнению со сплошным листовым корпусом 12. Ячеистую сердцевину формируют из термически активируемого вспениваемого пластикового гранулированного материала.
Панель 10 может быть изготовлена с использованием такого способа, который описан в патентном документе GB 2460838. Здесь предусмотрены две нагретые открытые негативные формы. Пластиковый гранулированный материал помещают в обе формы и расплавляют с образованием оболочки, облицовывающей каждую форму. Расширяющийся наполняющий материал, также в гранулированном виде, добавляют в одну форму, и две формы сводят вместе с образованием замкнутой формующей полости. Под действием теплоты две оболочки соединяются друг с другом с созданием единого сплошного листового корпуса, который полностью инкапсулирует наполняющий материал, который расширяется с образованием ячеистой сердцевины, заполняя имеющийся объем внутри сплошного листового корпуса.
В альтернативном варианте, панель 10 может быть изготовлена с использованием формовочного пресса, как описано в патентном документе WO2011/114119. В этом случае используют одиночную нагретую негативную форму и отличную от нее по конфигурации нагретую крышку, которые могут быть соединены друг с другом с образованием формующей полости. Как указано выше, когда форма и крышка разъединены, пластиковый гранулированный материал может быть размещен в контакте с обеими для расплавления и образования пластиковой оболочки. Термически активируемый вспениваемый пластиковый гранулированный наполняющий материал помещают в негативную форму, которую закрывают крышкой для создания сплошного листового корпуса, полностью инкапсулирующего наполнитель. Теплота от форм активирует наполнитель для расширения и заполнения листового корпуса.
Таким образом, панель 10 предпочтительно изготавливают скорее способом статического формования, в котором форма остается в одном положении, нежели таким способом, как экструзия или ротационное формование, или способом, в котором требуется перемещение формы конвейером в печь и т.д.
Патентный документ GB 2460838 описывает применение полиэтилена (РЕ). Он испытывает усадку во время изготовления, позволяя без труда извлечь готовый продукт из формы. PS и HIPS ранее рассматривались как непригодные для этого способа, поскольку они подвергаются значительно меньшей усадке. Однако поскольку имеет место меньшая усадка, PS/HIPS-панели могут быть сформованы с более точными размерами, например, для использования в качестве опалубки для заливки бетона вместо фанеры.
Листовой корпус 12 может быть сформирован из не бывшего в употреблении или повторно используемого PS или HIPS, который вводят в форму в гранулированном виде. Сердцевина 14 может быть сформирована из свежего пластика или смешанных пластиковых отходов, которые могут включать PS или HIPS, которые также вводят в форму в гранулированном виде.
Сплошной листовой корпус 12 является водостойким, устойчивым к процарапыванию, жестким и поддерживается прочной, но легковесной ячеистой сердцевиной 14.
Панель 10 может быть сформирована с желательными контуром и размером в зависимости от применяемых литейных форм. Поэтому, в то время как иллюстрирована прямоугольная панель, возможны другие конфигурации. Панель 10 также может быть разрезана, отформована и изготовлена традиционными способами для создания разнообразных конечных продуктов.
Листовому PS/HIPS-корпусу 12 во время изготовления может быть придан цвет, чтобы создать панель 10 с желательным для конечного применения цветом. Поэтому окрашивание или ламинирование не требуются.
В гладкой литейной форме может быть достигнута очень гладкая наружная поверхность листового корпуса 12. Однако на наружной стороне панели 10 также может быть сформирована текстурированная или декоративная поверхность. Стенки используемых литейных форм могут быть текстурированы для придания листовому корпусу 12 данной текстуры. Например, как на Фиг. 3, конфигурация рифленого листа из приподнятых выступов и/или углублений 16 может быть отформована непосредственно в листовом корпусе 12 для образования нескользкой поверхности по меньшей мере на одной лицевой стороне панели 10.
Также может быть предусмотрена декоративная отделка поверхности, для чего на одной или обеих литейных формах перед формованием панели 10 размещают термостойкую пропечатанную пленку 18. Например, как показано на Фиг. 4 и 5, по меньшей мере на одной лицевой поверхности может быть создана картина волокнистой древесины с помощью пленки 18, которая соединяется с листовым корпусом 12 во время процесса формования. Поэтому шпоны или ламинаты не требуются.
Листовой корпус 12 и сердцевина 14 панели 10 также могут содержать материалы и агенты для улучшения технических характеристик в конкретных вариантах применения потребителем. Например, могут быть добавлены огнезащитные добавки, противогрибковые средства или антибактериальные препараты и так далее.
Внутрь сердцевины 14 во время изготовления могут быть заделаны армирующие элементы, такие как стальная сетка, для повышения прочности и жесткости панели 10.
Толщина листового корпуса 12 панели 10 может быть скорректирована для соответствия варианту применения. Тонкий листовой корпус 12 будет обеспечивать более легкую панель 10, тогда как более толстый листовой корпус 12 будет увеличивать вес, прочность и жесткость.
Таким образом, панель в соответствии с настоящим изобретением создает благоприятную для окружающей среды альтернативу MDF, фанере, древесно-волокнистой плите и древесно-стружечной плите. Панель может быть изготовлена из материалов отходов и утилизирована опять для повторного использования в еще одной панели того же типа в конце срока ее службы. В частности, она может быть создана из PS и HIPS, которые в настоящее время редко подвергаются переработке для повторного применения. Панель также имеет улучшенные технические характеристики в отношении известных альтернативных материалов, поскольку она является водостойкой, устойчивой к процарапыванию и прочной, несмотря на малый вес. Разнообразные поверхностные отделки могут быть предусмотрены на первичном этапе изготовления, так что необходимости во вторичных процессах обработки нет.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗОЛЯЦИОННАЯ ПАНЕЛЬ ДЛЯ СТРОИТЕЛЬСТВА СО СЦЕПЛЯЮЩЕЙ ПОВЕРХНОСТЬЮ | 2022 |
|
RU2831432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПАНЕЛИ | 2013 |
|
RU2604482C2 |
| СПОСОБ УПЛОТНЕНИЯ, ЭКРАНИРОВАНИЯ И УПРОЧНЕНИЯ ЧАСТИ САМОХОДНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2007 |
|
RU2432367C2 |
| Композитный полистирольный профиль и способ для изготовления таких профилей | 2022 |
|
RU2834427C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ И КОМПОЗИТНЫЙ ПРОДУКТ | 2018 |
|
RU2757685C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПАНЕЛЕЙ ИЗ СИНТЕТИЧЕСКИХ ПЕНОПЛАСТОВ | 2011 |
|
RU2554199C2 |
| ОТДЕЛОЧНАЯ ПАНЕЛЬ И СПОСОБ ПОЛУЧЕНИЯ ОТДЕЛОЧНЫХ ПАНЕЛЕЙ | 2016 |
|
RU2725579C2 |
| Отделочная панель и способ получения отделочных панелей | 2016 |
|
RU2821210C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ | 1995 |
|
RU2155132C2 |
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |

Изобретение относится к панели или плите, сформированной из полистирола, которая может быть использована в мебели и в отделке внутренних помещений. Панель содержит сплошной листовой корпус, выполненный из полистирола или ударопрочного полистирола, полностью заключающий в себе ячеистую пластиковую сердцевину, выполненную из термически активируемого вспениваемого пластикового гранулированного материала, причем площадь наибольшей лицевой поверхности панели превышает 1 м2. Изобретение обеспечивает панель, обладающую улучшенными техническими характеристиками, такими как водостойкость, устойчивость к процарапыванию, прочность и легкость. 8 з.п. ф-лы, 5 ил.
1. Панель для применения в мебели и использования в отделке внутренних помещений, содержащая сплошной листовой корпус, выполненный из полистирола или ударопрочного полистирола, полностью заключающий в себе ячеистую пластиковую сердцевину, выполненную из термически активируемого вспениваемого пластикового гранулированного материала, причем площадь наибольшей лицевой поверхности панели превышает 1 м2.
2. Панель по п. 1, в которой общая толщина панели составляет величину более 11 мм.
3. Панель по п. 1, в которой сплошной листовой корпус формируют из повторно используемого полистирола или повторно используемого ударопрочного полистирола.
4. Панель по п. 1, в которой сердцевина включает смешанный пластик из отходов.
5. Панель по п. 1, в которой сердцевина включает упрочняющие элементы.
6. Панель по п. 1, в которой листовой корпус формуют для придания поверхностной текстуры.
7. Панель по п. 1, в которой листовой корпус включает термостойкую пропечатанную пленку.
8. Панель по п. 1, включающая по меньшей мере одно из противогрибковых средств, антибактериальных препаратов и антипиреновых агентов.
9. Панель по п. 1, в которой листовой корпус выполнен из пластикового гранулированного материала, наносимого непосредственно на поверхность нагретой литейной формы.
| GB 1408592 A, 01.10.1975 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СПОСОБ ВОЗВЕДЕНИЯ БАЗОВОГО НАДОПОРНОГО УЧАСТКА БАЛКИ ЖЕСТКОСТИ ПРОЛЕТНОГО СТРОЕНИЯ ВАНТОВОГО МОСТА И ЛИДЕРНАЯ БАЛКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2011 |
|
RU2460838C1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Распылитель противоотмарочного аппарата | 1956 |
|
SU105621A1 |

