Изобретение относится к испытаниям древесностружечных плит, а именно к способу определения незавершенности процесса отверждения термореактивного связующего древесных частиц в пределах толщи плиты.
Известен способ контроля степени отверждения термореактивных полимерных материалов, основанный на нагружении материала в процессе его отверждения и измерении деформационно-прочностных характеристик в зависимости от времени отверждения. При этом используется специально изготовленный образец в виде диска со стержневыми выступами на торце, подвергаемыми последовательному изгибу с приборным определением усилия по прогибу упругого элемента (АС СССР N 924550, МКИ3 G01N 3/00, 1980 г.).
Недостатком данного способа является необходимость изготовления отдельного образца из чистого термореактивного связующего, что исключает применение способа на любом этапе контроля качественных показателей композиционных материалов, в том числе древесностружечных плит, полученных на основе этого связующего.
Известен способ определения степени отверждения клея на фенолформальдегидной основе в композиционных древесных материалах (АС СССР N 1673923, МКИ3 G01N 21/33, 1989 г.). Способ позволяет определять степень отверждения связующего на фенолформальдегидной основе путем взятия пробы композиции клей-древесина, экстрагирования ее водой, спектрофотометрического определения водного экстракта и расчета степени отверждения по калибровочному графику.
Недостатком способа является необходимость выполнения экстрагирования каждого испытуемого образца в течение 24 часов, что не предполагает его использования в качестве способа быстрого контроля завершенности процесса отверждения связующего в древесностружечной плите. Иным недостатком следует считать необходимость построения калибровочных графиков проб жидкой смолы каждой марки, при этом процесс построения подобных графиков требует особой тщательности и точности проведения измерений и расчетов.
Наиболее близким по техническому назначению к заявляемому способу является способ контроля полноты отверждения полимерных материалов, заключающийся в возбуждении продольной ультразвуковой волны в образцах по мере отверждения (АС СССР N 1000897, МКИ3 G01N 29/00, 1983 г.). Полнота отверждения определяется по величине скорости распространения ультразвуковой волны, при этом одновременно с измерением скорости образцы подвергают облучению ультрафиолетом, регистрируя длинноволновую границу электронного спектра поглощения, а полученные значения граничной длины волны учитывают при определении полноты отверждения. В процессе отверждения материала, через определенные интервалы времени из него изготавливаются образцы. Каждый из образцов делится на две неравные части, после чего меньшая часть растворяется в специальном растворителе. Для нерастворимых материалов готовятся срезы толщиной 100..200 мкм. Далее кювета с раствором или срез помещается в спектрофотометр ультрафиолетового диапазона для определения длинноволновой границы спектра поглощения. В оставшейся части каждого из образцов проводится измерение скорости распространения продольных ультразвуковых волн. Образцам с большей степенью отверждения соответствуют большие изменения скорости ультразвуковых волн по сравнению с исходным значением. В области уменьшения скорости более отвержденным образцам соответствуют большие изменения длинноволновой границы спектра по сравнению с исходной границей спектра независимо от значения скорости распространения продольной ультразвуковой волны.
Недостатком данного способа является сложность технологии получения образцов, которые требуется изготавливать непосредственно в процессе отверждения полимерного материала через строго определенные интервалы времени, после чего каждый из полученных образцов требуется разделить на две неравные части, одна из которых растворяется в специальном растворителе. Таким образом, способ оказывается неприменим к образцам композиционных материалов, изготавливаемых на основе термореактивных смол, например древесностружечных или древесноволокнистых плит, так как в их составе помимо полимерной компоненты всегда присутствует инертный наполнитель. Также способ неприменим к образцам, изготовленным заранее, так как способ контроля полноты отверждения в соответствии с формулой изобретения проводится только по мере отверждения.
Задачей предлагаемого изобретения является упрощение определения незавершенности процесса отверждения термореактивного связующего древесностружечной плиты, обеспечение возможности контроля недоотверждения связующего на любых образцах древесностружечных плит как непосредственно после изготовления на предприятии изготовителе, так и после любого периода хранения и эксплуатации.
Решение задачи достигается тем, что способ определения степени недоотверждения термореактивного связующего древесностружечной плиты заключается в вырезке серии образцов пластинчатой формы из толщи готовой древесностружечной плиты, измерении полученных образцов на обратном крутильном маятнике с получением температурных зависимостей величины динамического модуля сдвига в диапазоне температур от комнатной до температуры, превышающей температуру отверждения связующего, определения положения температурных переходов в компонентах древесно-клеевой композиции с выявлением наличия или отсутствия области кратковременного скачкообразного роста величины динамического модуля сдвига близ температуры, соответствующей температуре отверждения термореактивного связующего.
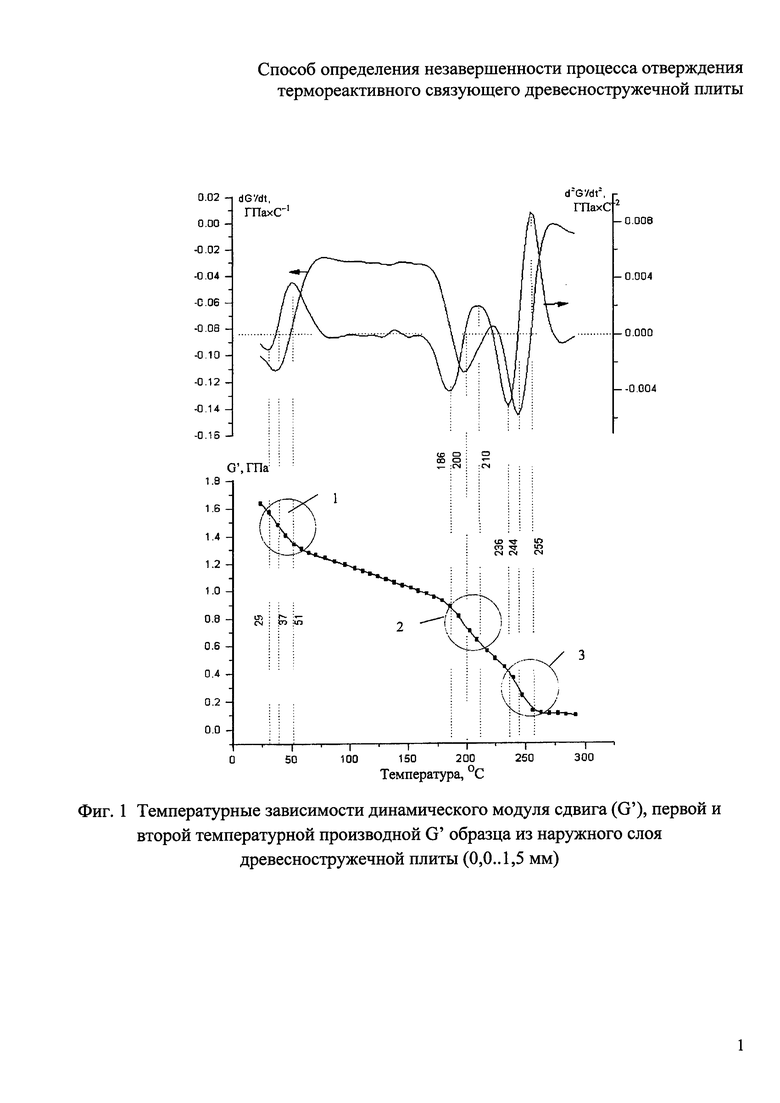
Сущность предлагаемого способа заключается в том, что из любой древесностружечной плиты, для которой актуально определение незавершенности процесса отверждения термореактивного связующего в толще материала, вырезаются тонкие образцы в виде прямоугольных пластин размером 60..100×8..10×1,5..2,0 мм, взятых с разной глубины материала параллельно пласти плиты. Выборочно или все взятые образцы подвергаются изгибно-крутильным колебаниям на обратном крутильном маятнике (Перепечко И.И. Акустические методы исследования полимеров. - М.: Химия, 1973. - 295 с.) на частоте 1..2 Гц в интервале температур от комнатной до 270..300°С. При этом определяется температурная зависимость величины динамического модуля сдвига G' с погрешностью не выше 5%. На полученных кривых температурных зависимостей динамического модуля сдвига любого образца древесностружечной плиты наблюдаются три области резкого уменьшения величины G', каждая из которых соответствует температурному переходу в той или иной компоненте композиции (Фиг. 1). Определение точного местоположения и ширины области температурных переходов в компонентах древесно-полимерной композиции выполнено в соответствии с методикой (Старцев О.В., Сортыяков Е.Д., Исупов В.В. и др. Акустическая спектроскопия полимерных композитных материалов, экспонированных в открытом космосе. - Сб. докл. конф. «Экспериментальные методы в физике структурно-неоднородных сред», АГУ, Барнаул, 1997, с. 32-39), основанной на расчете первой и второй производной температурной зависимости величины динамического модуля сдвига, и показано на фиг. 1. При этом зафиксированные температурные переходы 1 и 3 имеют отношение исключительно к древесине, используемой в композиции как наполнитель (Шахзадян Э.А., Квачев Ю.П., Папков B.C. Динамические механические свойства некоторых пород древесины // Высокомолекулярные соединения. - 1994. - т. 36 (A), №8. - С. 1298-1303). Они наблюдаются во всех случаях измерений древесины разных пород методом динамического механического анализа. Первый температурный переход соответствует размораживанию молекулярной подвижности компонентов древесины (лигнин, целлюлоза), пластифицированных водой, а переход 3 обусловлен наличием аналогичных процессов в непластифицированной части лигноцеллюлозного комплекса. Совершенно иную природу имеет температурный переход 2, обусловленный процессом стеклования в полимеризованном связующем, так как в исходной древесине никаких процессов при данной температуре не обнаружено (Скурыдин Ю.Г. Дис… канд. техн. наук. - Барнаул, 2000). Любые изменения в структуре термореактивного связующего, в том числе его недоотверждение в процессе изготовления древесностружечной плиты, неизбежно находят отражение на температурной зависимости величины динамического модуля сдвига в данной области. В частности, наличие недоотвержденной компоненты приводит к появлению аномального скачкообразного роста величины динамического модуля сдвига с увеличением температуры в диапазоне, определяющем область стеклования связующего (область 2). Рост величины динамического модуля сдвига с увеличением температуры нехарактерен для полимерных материалов, находящихся в стабильном состоянии, и является свидетельством доотверждения той части связующего компонента, которая оказалась недополимеризованной при горячем прессовании древесностружечной плиты в процессе ее изготовления на производстве. При этом размер скачка величины G' служит показателем степени такого недоотверждения.
Пример №1.
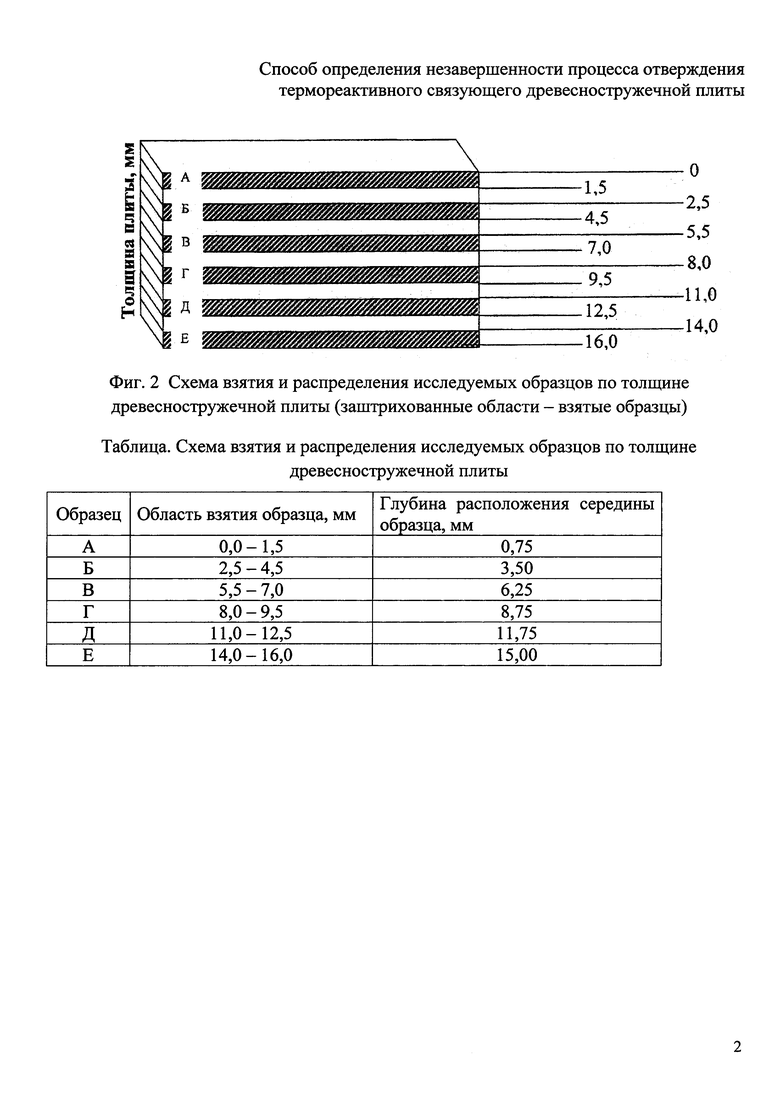
Определение незавершенности процесса отверждения термореактивного связующего проведено для образца трехслойной древесностружечной плиты толщиной 16 мм, произведенной ОАО «Томский завод древесностружечных плит». Для производства материала заводом использована щепа технологическая ГОСТ 158515 и карбамидоформальдегидная смола марки КФ-МТ (ТУ-6-06-12). Схема взятия и распределения исследуемых образцов по толщине плиты показана на Фиг. 2 и в Таблице.
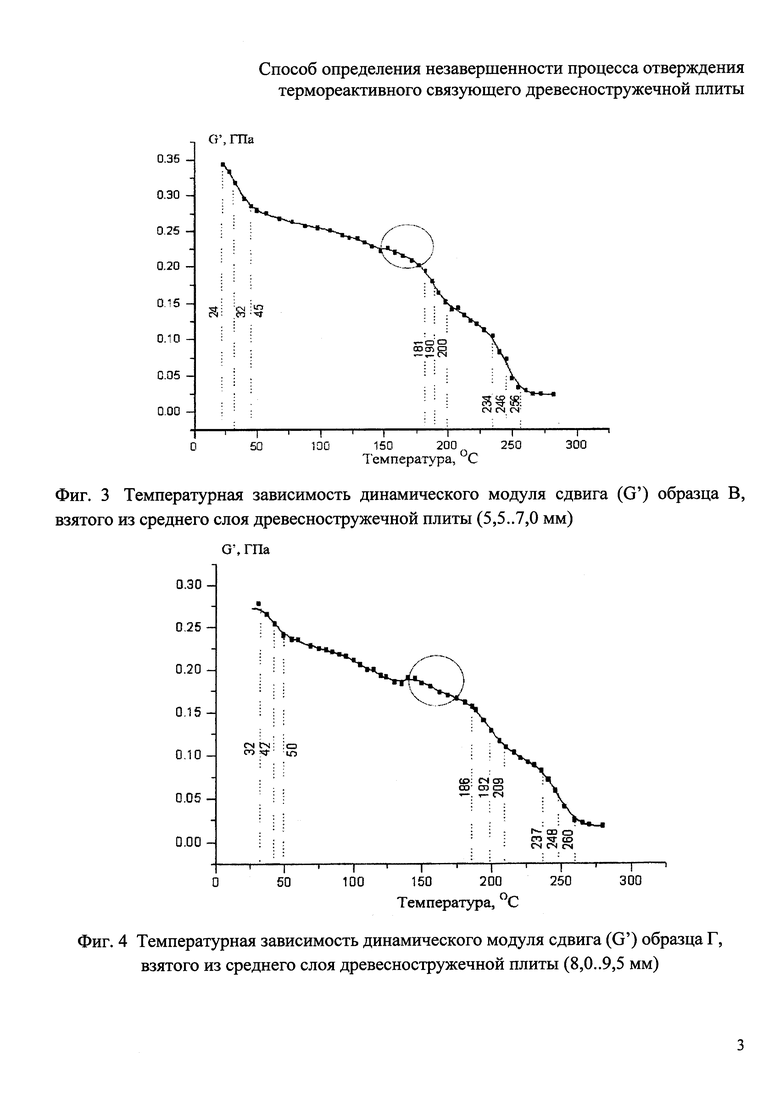
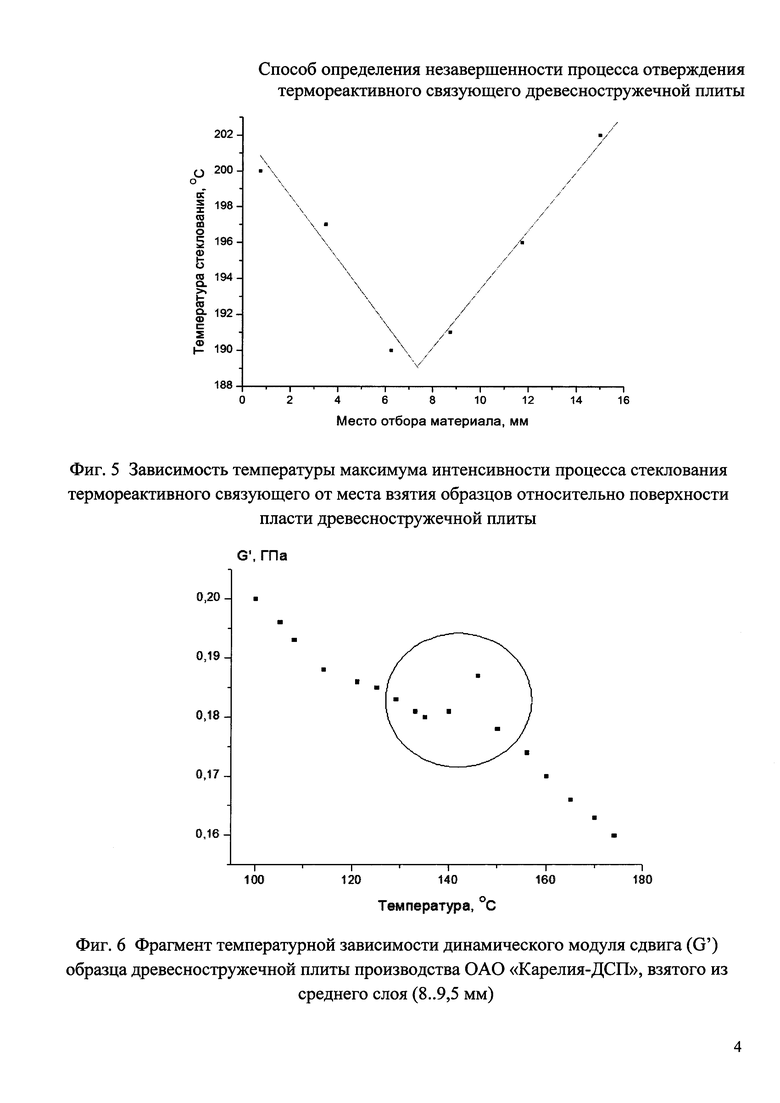
Фиг. 3 и Фиг. 4 отображают ход температурных зависимостей динамического модуля сдвига материала древесностружечной плиты, взятого из средних слоев (образцы В и Г). Для обоих образцов характерно наличие области скачкообразного роста величины динамического модуля сдвига при температуре 140±5°С (область 2, обозначенная кругом на Фиг. 3, 4), что представляет собой явный признак доотверждения связующего непосредственно в процессе измерения G'. Таким образом, выявлено наличие недоотвержденной компоненты в срединной части исследованной древесностружечной плиты. Косвенным подтверждением наличия недоотвержденных компонентов термореактивного связующего является тенденция уменьшения температуры максимума интенсивности процесса стеклования с удалением от поверхности пласти плиты (Фиг. 5), что может быть обосновано увеличением доли недоотвержденных составляющих (Перепечко И.И. Акустические методы исследования полимеров. - М.: Химия, 1973. - 295 с.).
Пример №2.
Определение незавершенности процесса отверждения термореактивного связующего проведено для образца трехслойной древесностружечной плиты толщиной 16 мм, произведенной ОАО «Карелия-ДСП». Для производства материала заводом использована стружка технологическая ГОСТ 5244-79 и карбамидоформальдегидная смола марки КФ-МТ-15 (ТУ-6-06-12). Схема взятия и распределения исследуемых образцов по толщине плиты идентична показанной в примере №1. На Фиг. 6 показан фрагмент температурной зависимости величины динамического модуля сдвига образца плиты, взятого из среднего слоя (8..9,5 мм), в области температуры стеклования связующего. При общей закономерной тенденции уменьшения динамического модуля сдвига с повышением температуры, в диапазоне температур ~ 135..150°С наблюдается скачкообразное увеличение модуля, за которым возобновляется его плавное снижение. Очевидно, что и в данном образце наблюдаемая аномальная картина связана с наличием недоотвержденной компоненты в среднем слое древесностружечной плиты. При этом полное доотверждение связующего происходит непосредственно при нагреве материала в процессе проведения его исследования методом ДМА.
На основании приведенных примеров можно сделать следующие выводы:
- наблюдается значительное изменение свойств материала с удалением от поверхностных слоев;
- термореактивное связующее на расстоянии 0..1,5 и 14,0..16,0 мм от поверхности отверждено максимально;
- термореактивное связующее на расстоянии 5,5..9,5 мм от поверхности недоотверждено, что определяется по скачку температурной зависимости величины динамического модуля сдвига образца плиты в области температуры стеклования термореактивного связующего.
Заявляемый способ реализуется на основе любого оборудования, позволяющего получать динамические механические характеристики твердотельных материалов, при этом не требуется изготовления специальных образцов, а также предварительного разделения компонентов древесностружечной плиты. Исследование может быть выполнено в отношении образцов любых древесностружечных плит, независимо от времени и места их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОРЕАКТИВНОЕ СВЯЗУЮЩЕЕ | 2020 |
|
RU2749720C1 |
| СВЯЗУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В ЦЕЛЛЮЛОЗНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ И СПОСОБЫ, ОТНОСЯЩИЕСЯ К ЭТОМУ | 2012 |
|
RU2605583C2 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| СПОСОБ ПОЛУЧЕНИЯ УРЕТАН-ИЗОЦИАНУРАТОВ | 2014 |
|
RU2675359C2 |
| КЛЕЯЩАЯ ДОБАВКА | 2012 |
|
RU2577833C2 |
| Термореактивное связующее с высокой температурой стеклования | 2022 |
|
RU2802318C1 |
| Полимерное пленочное покрытие с интегрированным металлическим слоем на основе термостойкого связующего | 2024 |
|
RU2839081C1 |
| КОМПОЗИЦИОННЫЙ НЕСУЩИЙ СЕРДЕЧНИК ДЛЯ ВНЕШНИХ ТОКОВЕДУЩИХ ЖИЛ ПРОВОДОВ ВОЗДУШНЫХ ВЫСОКОВОЛЬТНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2386183C1 |
| СПОСОБ ЭКСПРЕСС-ОЦЕНКИ МОРОЗОСТОЙКОСТИ РАСТИТЕЛЬНОЙ ТКАНИ ПЛОДОВЫХ И ЯГОДНЫХ КУЛЬТУР | 2005 |
|
RU2295852C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ХОЛОДНОГО ОТВЕРЖДЕНИЯ | 2018 |
|
RU2749380C2 |
Изобретение относится к испытаниям древесностружечных плит, а именно к способу определения незавершенности процесса отверждения термореактивного связующего древесных частиц в пределах толщи плиты. Сущность: осуществляют отбор образцов материала, подвергающихся физическому воздействию. Отобранные из толщи готовой древесностружечной плиты образцы материала подвергаются изгибно-крутильным колебаниям на частоте 1…2 Гц в диапазоне температур от комнатной до 270…300°C с целью получения температурных зависимостей величины динамического модуля сдвига и по скачку динамического модуля сдвига вблизи температуры, соответствующей температуре отверждения термореактивного связующего, определяют незавершенность процесса отверждения термореактивного связующего древесностружечной плиты. Технический результат: возможность проведения непосредственного лабораторного контроля наличия недоотвержденного термореактивного связующего в толще древесностружечной плиты. 6 ил., 1 табл. 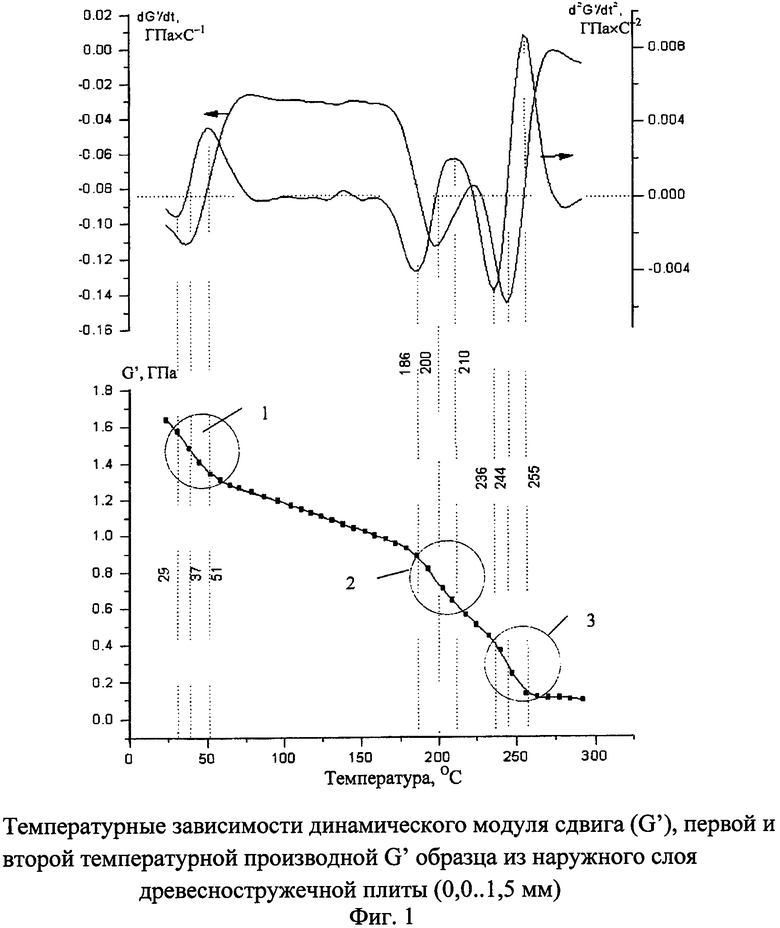
Способ определения незавершенности процесса отверждения термореактивного связующего древесностружечной плиты, заключающийся в отборе образцов материала, подвергающихся физическому воздействию, отличающийся тем, что отобранные из толщи готовой древесностружечной плиты образцы материала подвергаются изгибно-крутильным колебаниям на частоте 1…2 Гц в диапазоне температур от комнатной до 270…300°C с целью получения температурных зависимостей величины динамического модуля сдвига и по скачку динамического модуля сдвига вблизи температуры, соответствующей температуре отверждения термореактивного связующего, определяют незавершенность процесса отверждения термореактивного связующего древесностружечной плиты.
| Способ контроля степени отверждения термореактивных полимерных материалов | 1986 |
|
SU1374100A1 |
| Способ контроля степени отверждения термореактивных полимерных материалов | 1984 |
|
SU1267221A1 |
| Способ контроля степени отверждения термореактивных полимерных материалов | 1989 |
|
SU1695172A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1008848A1 |

