[0001] Настоящая заявка представляет собой частичное продолжение заявки на патент США №12/905966, поданной 15 октября 2010 года, озаглавленной «Improved Ethylene Separation)), которая тем самым в полном объеме включена в настоящую заявку посредством ссылки для всех целей.
УРОВЕНЬ ТЕХНИКИ
Область техники
[0002] Настоящее изобретение в целом относится к производству полиэтилена. Более конкретно, настоящее изобретение относится к системам и способам повышения эффективности получения полиэтилена путем снижения потерь этилена.
Уровень техники
[0003] Получение полимеров, таких как полиэтилен, из легких газов требует высокочистого сырья, состоящего из мономеров и сомономеров. Вследствие небольшой разницы между температурами кипения легких газов в таком сырье промышленное получение высокочистого сырья может потребовать эксплуатации нескольких ректификационных колонн, высоких давлений и криогенных температур. По этой причине, энергетические затраты, связанные с очисткой сырья, представляют значительную долю от общей стоимости производства указанных полимеров. Кроме того, инфраструктура, необходимая для производства, технического обслуживания и повторного использования высокочистого сырья составляет значительную часть связанных капитальных затрат.
[0004] Для компенсации некоторых из затрат и максимизирования производства может быть полезным регенерирование и/или повторное использование любых непрореагировавших сырьевых газов, в частности легких углеводородных реагентов, таких как этилен. Газы, содержащие непрореагировавшие мономеры, можно отделить от полимера после реакции полимеризации. Полимер подвергают обработке, при этом непрореагировавшие мономеры извлекают из газов, которые регенерируют после реакции полимеризации. Для проведения такого процесса регенерируемые потоки газов обычно либо направляли на процесс очистки, либо перенаправляли на другие дополнительные стадии обработки. В любом случае, традиционные способы извлечения мономера требовали применения энергетически невыгодных и дорогостоящих процессов.
[0005] Соответственно, существует потребность в высокоэффективном способе отделения этилена от рециркулируемого потока.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0006] В настоящей заявке описан способ разделения компонентов в системе получения полимеров, включающий разделение потока продуктов полимеризации на газовый поток и поток полимеров, при этом газовый поток содержит этан и непрореагировавший этилен, дистилляцию газового потока с получением потока легких углеводородов, содержащего этан и непрореагировавший этилен, приведение потока легких углеводородов в контакт с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из потока легких углеводородов поглощается системой абсорбирующих растворителей, и извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан, водород или их комбинации.
[0007] Кроме того, в настоящей заявке описан способ разделения компонентов в системе получения полимеров, включающий разделение потока продуктов полимеризации на газовый поток и поток полимеров, при этом газовый поток содержит этан и непрореагировавший этилен, дистилляцию газового потока с получением промежуточного потока углеводородов и первого потока кубовых остатков, при этом промежуточный поток углеводородов содержит этан, этилен и изобутен, дистилляцию промежуточного потока углеводородов с получением потока легких углеводородов и второго потока кубовых остатков, при этом поток легких углеводородов содержит этан и этилен, приведение потока легких углеводородов в контакт с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из потока легких углеводородов поглощается системой абсорбирующих растворителей, и извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан, водород или их комбинации.
[0008] В настоящей заявке также описан способ разделения компонентов в системе получения полимеров, включающий полимеризацию олефиновых мономеров в первом полимеризационном реакторе с получением потока продуктов промежуточной полимеризации, разделение потока продуктов промежуточной полимеризации на промежуточный газовый поток и промежуточный полимерный поток, при этом промежуточный газовый поток содержит этан, непрореагировавший этилен и водород, и полимеризацию промежуточного полимерного потока во втором полимеризационном реакторе.
[0009] В настоящей заявке также описан способ разделения компонентов в системе получения полимеров, включающий полимеризацию олефиновых мономеров в первом полимеризационном реакторе, разделение потока продуктов промежуточной полимеризации на промежуточный газовый поток и промежуточный полимерный поток, при этом промежуточный газовый поток содержит этан и непрореагировавший этилен, полимеризацию промежуточного полимерного потока во втором полимеризационном реакторе и введение поглотителя перед вторым полимеризационным реактором.
[0010] В настоящей заявке также описан способ разделения компонентов в системе получения полимеров, включающий полимеризацию олефиновых мономеров в первом полимеризационном реакторе с получением потока продуктов промежуточной полимеризации, дегазацию по меньшей мере части водорода из потока продуктов промежуточной полимеризации с получением потока продуктов с пониженным содержанием водорода, разделение потока продуктов с пониженным содержанием водорода на промежуточный газовый поток и промежуточный полимерный поток, при этом промежуточный газовый поток содержит этан и непрореагировавший этилен, и полимеризацию промежуточного полимерного потока во втором полимеризационном реакторе.
[0011] В приведенном выше описании достаточно широко изложены особенности и технические преимущества предложенного предмета изобретения для лучшего понимания последующего подробного описания. Различные характеристики, описанные выше, а также другие особенности будут очевидны специалистам в данной области техники после прочтения следующего подробного описания предпочтительных вариантов реализации изобретения со ссылкой на прилагаемые чертежи.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Для подробного описания предпочтительных вариантов реализации заявленных способов и систем будут приведены ссылки на прилагаемые чертежи, на которых:
[0013] На фиг. 1 показано схематическое изображение первого варианта реализации системы получения полиэтилена;
[0014] На фиг. 2 показано схематическое изображение второго варианта реализации системы получения полиэтилена;
[0015] На фиг. 3 показано схематическое изображение третьего варианта реализации системы получения полиэтилена;
[0016] На фиг. 4 показано схематическое изображение четвертого варианта реализации системы получения полиэтилена;
[0017] На фиг. 5 показано схематическое изображение пятого варианта реализации системы получения полиэтилена;
[0018] На фиг. 6 показана блок-схема первого варианта реализации способа получения полиэтилена;
[0019] На фиг. 7 показана блок-схема второго варианта реализации способа получения полиэтилена;
[0020] На фиг. 8 показана блок-схема третьего варианта реализации способа получения полиэтилена;
[0021] На фиг. 9 показана блок-схема четвертого варианта реализации способа получения полиэтилена;
[0022] На фиг. 10 показано схематическое изображение варианта реализации абсорбционного реактора, выполненного с возможностью короткоцикловой абсорбции с перепадом давления;
[0023] На фиг. 11 представляет собой график, иллюстрирующий зависимость растворимости относительно температуры для этилена и этана в системе абсорбирующих растворителей;
[0024] На фиг. 12 показано схематическое изображение варианта реализации имитационной абсорбирующей системы; и
[0025] На фиг. 13 показано схематическое изображение варианта реализации имитационной абсорбирующей системы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0026] В настоящей заявке описаны системы, установки и способы, связанные с получением полиэтилена с повышенной эффективностью. Системы, установки и способы в целом связаны с отделением первого химического компонента или соединения от композиции, образующейся при производстве полиэтилена и содержащей первый химический компонент или соединение и один или более других химических компонентов, соединений или т.п.
[0027] На фиг. 1 изображена первая система получения полиэтилена (ППЭ) 100. Система ППЭ 100 в целом содержит очиститель 102, реакторы 104, 106, сепаратор 108, процессор ПО, ректификационную колонну 122, абсорбционный реактор 116 и перерабатывающее устройство 114. Согласно вариантам реализации ППЭ, описанным в настоящей заявке, различные компоненты системы могут сообщаться по текучей среде через один или более трубопроводов (например, трубы, систему труб, поточные линии и т.п.), подходящих для перемещения определенного потока, например, как подробно показано на примере пронумерованных потоков на фиг. 1-5, 10, 12-13.
[0028] Согласно варианту реализации изобретения, показанному на фиг. 1, поток сырья 10 можно передавать в очиститель 102. Очищенный поток сырья 11 можно направить из очистителя 102 в один или более реакторов 104, 106. В случае, когда указанная система содержит два или более реакторов, поток 15 можно направить из реактора 104 в реактор 106. В реактор 106 можно ввести водород в потоке 21. Поток продуктов полимеризации 12 можно направить из одного или более реакторов 104, 106 в сепаратор 108. Поток полимеров 14 можно направить из сепаратора 108 в процессор 110. Из процессора 110 может выходить поток продуктов 16. Газовый поток 18 можно направить из сепаратора 108 в ректификационную колонну 122. Из ректификационной колонны 122 может выходить поток кубовых остатков ректификации 23 и боковой поток 27. Поток легких углеводородов 25 может выходить из ректификационной колонны 122 и сообщаться с абсорбционным реактором 116. Поток отработанных газов 20 можно направить из абсорбционного реактора 116 в перерабатывающее устройство 114 и рециркулируемый поток 22 можно направить из абсорбционного реактора 116 на другие участки в системе 100, например в очиститель 102 через сепаратор 108. В случае рециркулирования в очиститель 102 через сепаратор 108 рециркулируемый поток 22 можно направить из абсорбционного реактора 116 в сепаратор 108 и поток можно направить из сепаратора 108 в очиститель 102.
[0029] На фиг. 2 показана вторая система ППЭ 200, содержащая несколько компонентов системы, общих с ППЭ 100. Согласно альтернативному варианту реализации изобретения, показанному на фиг. 2, вторая система ППЭ 200 дополнительно содержит устройство для удаления кислорода 118. Альтернативно первой системе ППЭ 100 (показанной на фиг. 1), согласно варианту реализации изобретения, показанному на фиг. 2, газовый поток 18 можно направить в устройство для удаления кислорода 118. Обработанный газовый поток 26 можно направить из устройства для удаления кислорода 118 в ректификационную колонну 122. Следует понимать, что варианты реализации заявленного предмета изобретения могут работать в присутствии устройства для удаления кислорода 118, которая может подходить для газообразных компонентов в газовом потоке 18, или в ее отсутствие.
[0030] Согласно альтернативному варианту реализации изобретения, показанному на фиг. 2, вторая система ППЭ 200 дополнительно содержит ректификационную колонну 124. Согласно вариантам реализации изобретения, включающим ректификационные колонны 122 и 124, ректификационную колонну 122 можно рассматривать как первую ректификационную колонну или тяжелую ректификационную колонну и ректификационную колонну 124 можно рассматривать как вторую ректификационную колонну или легкую ректификационную колонну. Как показано на фиг. 2, обработанный газовый поток 26 (и, возможно, газовый поток 18 в случае вариантов реализации изобретения без устройства для удаления кислорода 118) может сообщаться с ректификационной колонной 122. Промежуточный поток углеводородов 29 можно направить из ректификационной колонны 122 в ректификационную колонну 124. Из ректификационной колонны 122 может выходить поток кубовых остатков ректификации 23. Поток кубовых остатков ректификации 33 и, возможно, боковой поток 31 могут выходить из ректификационной колонны 124. Поток легких углеводородов 25 может выходить из ректификационной колонны 124 и поступать в абсорбционный реактор 116.
[0031] На фиг. 3 изображена третья система ППЭ 300, содержащая несколько компонентов системы, общих с системами ППЭ 100 и 200. Компоненты системы, расположенные после потока продуктов полимеризации 12, такие как компоненты, показанные на фиг. 1 и 2, не показаны на фиг. 3; однако следует понимать, что варианты реализации изобретения, такие как система 300, могут включать указанные расположенные ниже компоненты согласно различным описанным вариантам реализации. Согласно альтернативному варианту реализации изобретения, показанному на фиг. 3, третья система ППЭ 300 альтернативно содержит сепаратор 105, расположенный между реактором 104 и реактором 106. С помощью потока 35 в систему можно ввести поглотитель. Поток 35 можно направить с потоком продуктов промежуточной полимеризации 15 в сепаратор 105, в котором поток продуктов промежуточной полимеризации 15 можно разделить на промежуточный газовый поток 19 и промежуточный полимерный поток 17. Промежуточный полимерный поток 17 может сообщаться с реактором 106, из которого выходит поток продуктов полимеризации 12. Промежуточный газовый поток 19 может сообщаться с абсорбционным реактором 116, из которого выходит отработанный поток 20, поток абсорбента 30 и рециркулируемый поток 22. Отработанный поток 20 можно направить из абсорбционного реактора 116 в перерабатывающее устройство 114 и рециркулируемый поток 22 можно направить из абсорбционного реактора 116 на другие участки в системе 300, как описано для рециркулируемого потока 22 при рассмотрении фиг. 1.
[0032] На фиг. 4 показана четвертая система ППЭ 400, содержащая несколько компонентов системы, общих с системой ППЭ 300. Компоненты системы, расположенные после потока продуктов полимеризации 12, такие как компоненты, показанные на фиг. 1 и 2, не показаны на фиг. 4; однако следует понимать, что варианты реализации изобретения, такие как система 400, могут включать указанные расположенные ниже компоненты согласно различным описанным вариантам реализации. Согласно альтернативному варианту реализации изобретения, показанному на фиг. 4, четвертая система ППЭ 400 альтернативно содержит сепаратор 126. Из реактора 104 может выходить поток продуктов промежуточной полимеризации 15, который может сообщаться с сепаратором 126. Поток водорода 37 может выходить из сепаратора 126 и поток продуктов с пониженным содержанием водорода 39 можно направить из сепаратора 126 в сепаратор 105.
[0033] На фиг. 5 показана пятая система ППЭ 500, содержащая несколько компонентов системы, общих с системами ППЭ 300 и 400. Компоненты системы, расположенные после потока продуктов полимеризации 12, такие как компоненты, показанные на фиг. 1 и 2, не показаны на фиг. 5; однако следует понимать, что варианты реализации изобретения, такие как система 500, могут включать указанные расположенные ниже компоненты согласно различным описанным вариантам реализации изобретения. Согласно альтернативному варианту реализации изобретения, показанному на фиг. 5, пятая система ППЭ 500 дополнительно содержит регенератор 120 (например, сосуд для десорбции). Альтернативно системам ППЭ 100, 200, 300 и 400, согласно варианту реализации изобретения, показанному на фиг. 5, комплексный поток 28 можно направить из абсорбционного реактора 116 в регенератор 120. Рециркулируемый поток 22 может сообщаться с другими участками в системе 500, например с очистителем 102, через сепаратор (как показано на фиг. 1). Поток регенерированного абсорбента 30 можно направить из регенератора 120 в абсорбционный реактор 116. Хотя регенератор 120 показан на фиг. 5 вместе с абсорбционным реактором 116, также предполагают, что указанный регенератор можно использовать в сочетании с любыми абсорбционными реакторами 116 согласно вариантам реализации изобретения, показанным на фиг. 1-4. Кроме того, следует понимать, что абсорбционный реактор 116, показанный на фиг. 5, можно выполнить с возможностью функционирования в отсутствие регенератора 120.
[0034] В качестве температуры регенерированного растворителя можно взять температуру потока 30 на фиг. 5. Температура абсорбционного реактора 116 может зависеть от температуры газового потока 18, температуры регенерированного растворителя в потоке 30, теплоты растворения и теплоты реакции. Согласно описанным вариантам реализации изобретения удельный массовый расход регенерированного растворителя в потоке 30 может быть в от 50 до 300 раз больше, чем удельный массовый расход газового потока 18. Соответственно, температура абсорбционного реактора 116 может сильно зависеть от температуры регенерированного растворителя согласно описанным вариантам реализации изобретения.
[0035] Были предложены различные варианты реализации подходящих систем ППЭ, далее будут описаны варианты реализации способа ППЭ. Один или более вариантов реализации способа ППЭ можно описать со ссылкой на одну или более из систем, выбранных из системы ППЭ 100, системы ППЭ 200, системы ППЭ 300, системы ППЭ 400 и/или системы ППЭ 500. Хотя данный способ ППЭ можно описать со ссылкой на один или более из вариантов реализации системы ППЭ, такое описание не следует рассматривать как ограничивающее. Хотя различные стадии процессов, предложенных в настоящей заявке, могут быть описаны или показаны в определенном порядке, такой порядок не следует понимать как ограничивающий выполнения указанных процессов каким-либо конкретным порядком, если не указано иное.
[0036] На фиг. 6 показан первый процесс ППЭ 600. Способ ППЭ 600 в целом включает на этапе 61 очистку сырьевого потока, в блоке 62 полимеризацию мономеров очищенного сырьевого потока с получением продукта полимеризации, в блоке 63 разделение продукта полимеризации на поток полимеров и газовый поток, в блоке 64 переработку потока полимеров, в блоке 65 отделение по меньшей мере одного газообразного компонента от газового потока с получением рециркулируемого потока и отработанного потока и в блоке 66 сжигание отработанного потока.
[0037] В качестве примера, первый процесс ППЭ 600 или его часть можно осуществить с помощью первой системы ППЭ 100 (например, показанной на фиг. 1). Как показано на фиг. 1 и 6, согласно одному из вариантов реализации изобретения поток сырья 10 может содержать газообразный реагент, в частности этилен. Согласно одному из вариантов реализации изобретения очистка сырьевого потока позволяет получить очищенный поток 11, содержащий по существу чистые мономеры (например, этиленовые мономеры), сомономеры (например, сомономеры бутена-1 или их комбинации). Полимеризация мономеров (возможно, сомономеров) в очищенном потоке 11 позволяет получить поток продуктов полимеризации 12, в целом содержащий непрореагировавший мономер (например, этилен), возможно, непрореагировавший сомономер (например, бутен-1), побочные продукты (например, этан, который может представлять собой побочный продукт, образующийся из этилена и водорода) и продукт полимеризации (например, полимер и, возможно, сополимер). Разделение потока продуктов полимеризации 12 позволяет получить поток полимеров 14 (например, полимер, сополимер полиэтилена) и газовый поток 18, в целом содержащий непрореагировавший мономер (например, этиленовый мономер и любой возможный сомономер, такой как бутен-1) и различные газы (например, этан, водород). Обработка потока полимеров 14 позволяет получить поток продуктов 16. Отделение по меньшей мере одного газообразного компонента от газового потока 18 позволяет получить рециркулируемый поток 22, в целом содержащий непрореагировавший этиленовый мономер (возможно, непрореагировавший сомономер) и поток отработанных газов 20. Согласно одному из вариантов реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока 18 может включать дистилляцию этилена из газового потока 18 с получением потока легких углеводородов 25. Согласно одному из вариантов реализации изобретения разделение газового потока 18 может включать альтернативно или дополнительно поглощение этилена из газового потока 18 с получением потока отработанных газов 20 и затем выделение абсорбированного этилена с получением рециркулируемого потока 22. Можно повысить давление рециркулируемого потока 22, содержащего этилен (например, вернув его в очиститель 102 через сепаратор 108 для повышения давления), и повторно ввести указанный поток в процесс ППЭ (например, процесс ППЭ 600). Сжигание потока отработанных газов 20 можно выполнить в факельной установке, используемой в качестве перерабатывающего устройства 114.
[0038] На фиг. 7 показан второй процесс ППЭ 700, включающий несколько технологических стадий, общих с процессом ППЭ 600. Процесс ППЭ 700 в целом включает в блоке 71 очистку сырьевого потока, в блоке 72 полимеризацию мономеров очищенного сырьевого потока с получением промежуточного продукта полимеризации, в блоке 73 разделение продукта полимеризации на промежуточный полимерный поток и промежуточный газовый поток, в блоке 74 полимеризацию мономеров (возможно, сомономеров) промежуточного полимерного потока, в блоке 75 отделение по меньшей мере одного газообразного компонента от промежуточного газового потока с получением рециркулируемого потока и отработанного потока и в блоке 76 сжигание отработанного потока. Согласно альтернативному варианту реализации изобретения, показанному на фиг. 7, этапы 63-64, показанные на фиг. 6, заменяют на этапы 73-75. В целом, процесс 700, показанный на фиг. 7, происходит между реакторами 104 и 106, тогда как процесс 600, показанный на фиг. 6, происходит после реакторов 104 и 106.
[0039] В качестве примера, второй процесс ППЭ 700 или его часть можно осуществить с помощью третьей системы ППЭ 300 (например, показанной на фиг. 3). Как показано на фиг. 3 и 7, согласно одному из вариантов реализации изобретения поток сырья 10 может содержать газообразный реагент, в частности этилен. Согласно одному из вариантов реализации изобретения очистка сырьевого потока позволяет получить очищенный поток 11, содержащий по существу чистые мономеры (например, этиленовые мономеры) и, возможно, сомономеры (например, бутен-1). Полимеризация мономеров очищенного потока 11 позволяет получить поток продуктов промежуточной полимеризации 15, в целом содержащий непрореагировавший мономер (например, этилен), возможно, непрореагировавший сомономер (например, бутен-1), побочные продукты (например, этан, который может представлять собой побочный продукт, образующийся из этилена и водорода) и продукт полимеризации (например, полимер и, возможно, сополимер). В отличие от потока продуктов полимеризации 12, показанного на фиг. 1, который проходит после полимеризационных реакторов 104 и 106, поток продуктов промежуточной полимеризации 15 согласно варианту реализации изобретения, показанному на фиг. 3, может проходить между полимеризационным реактором (реакторами-полимеризаторами) 104 и полимеризационным реактором (реакторами-полимеризаторами) 106. Разделение потока продуктов промежуточной полимеризации 15 позволяет получить промежуточный полимерный поток 17, в целом содержащий непрореагировавший этилен, этан (который может представлять собой побочный продукт, образующийся из этилена и водорода), полимер (например, полиэтилен) и промежуточный газовый поток 19, в целом содержащий непрореагировавший мономер (например, этиленовый мономер), возможно, непрореагировавший сомономер (например, мономер бутен-1) и различные газы (например, этан, водород). Полимеризация мономеров (возможно, сомономеров) промежуточного полимерного потока 17 позволяет получить поток продуктов полимеризации 12. Компоненты потока продуктов полимеризации 12 можно обработать согласно вариантам реализации систем 100 и 200, показанным на фиг. 1 и 2. Отделение по меньшей мере одного газообразного компонента от промежуточного газового потока 19 позволяет получить рециркулируемый поток 22, в целом содержащий непрореагировавший этиленовый мономер (возможно, сомономер), и поток отработанных газов 20. Согласно одному из вариантов реализации изобретения отделение по меньшей мере одного газообразного компонента от промежуточного газового потока 19 может включать поглощение этилена из промежуточного газового потока 19 с получением потока отработанных газов 20 и затем выделение абсорбированного этилена с получением рециркулируемого потока 22. Можно повысить давление рециркулируемого потока 22, содержащего этилен, и повторно ввести его (например, как показано на фиг. 1) в процесс ППЭ (например, процесс ППЭ 700). Сжигание потока отработанных газов 20 можно выполнить в факельной установке, используемой в качестве перерабатывающего устройства 114.
[0040] На фиг. 8 показан третий процесс ППЭ 800, который включает несколько технологических стадий, общих с процессом ППЭ 600 (т.е. блоки 61, 62, 63, 64, 65 и 66). Согласно альтернативному варианту реализации изобретения, показанному на фиг. 8, процесс ППЭ 800 включает этап 81 обработки газового потока с получением обработанного газового потока и в блоке 65' отделение по меньшей мере одного газообразного компонента от обработанного газового потока с получением рециркулируемого потока и отработанного потока.
[0041] Согласно одному из вариантов реализации изобретения третий процесс ППЭ 800 или его часть можно осуществить с помощью второй системы ППЭ 200 (например, показанной на фиг. 2). Альтернативно вариантам реализации изобретения, показанным на фиг. 1 и 6, согласно указанному варианту реализации изобретения, показанному на фиг. 2 и 8, обработка газового потока 18 позволяет получить обработанный газовый поток 26. Согласно одному из вариантов реализации изобретения обработка газового потока 18 включает удаление кислорода из газового потока 18. Отделение по меньшей мере одного газообразного компонента от обработанного газового потока 26 позволяет получить рециркулируемый поток 22, в целом содержащий непрореагировавший этиленовый мономер (возможно, сомономер), поток отработанных газов 20, поток кубовых остатков ректификации 23, поток кубовых остатков ректификации 33 и боковой поток 31.
[0042] На фиг. 9 показан четвертый процесс ППЭ 900, который включает несколько технологических стадий, общих с процессом ППЭ 700. Согласно альтернативному варианту реализации изобретения, показанному на фиг. 9, процесс ППЭ 900 включает этап 91 обработки газового потока (например, промежуточного газового потока 19) с получением обработанного газового потока. Этап 75, показанный на фиг. 7, изменяется в блоке 75' на отделение по меньшей мере одного газообразного компонента от обработанного газового потока с получением комплексного потока и потока отработанных газов. В блоке 92 процесс ППЭ 900 включает разделение комплексного потока на поток абсорбента и рециркулируемый поток.
[0043] Согласно одному из вариантов реализации изобретения четвертый процесс ППЭ 900 или его часть можно осуществить с помощью пятой системы ППЭ 500 (например, показанной на фиг. 5). Альтернативно вариантам реализации изобретения, показанным на фиг. 3 и 7, согласно некоторым вариантам реализации изобретения, показанным на фиг. 5 и 9, отделение по меньшей мере одного газообразного компонента от обработанного газового потока 41 позволяет получить в комплексном потоке 28 комбинацию непрореагировавший мономер-абсорбент (например, этилен-абсорбент). Согласно одному из вариантов реализации изобретения разделение комплексного потока 28, содержащего непрореагировавший мономер-абсорбент, включает выделение абсорбированного этилена с получением рециркулируемого потока 22 и потока абсорбента 30. Согласно варианту реализации изобретения, показанному на фиг. 5 и 9, отделение по меньшей мере одного газообразного компонента от обработанного газового потока 26 позволяет получить в комплексном потоке 28 комбинацию непрореагировавший сомономер-абсорбент (например, бутен-1-абсорбент). Согласно одному из вариантов реализации изобретения разделение непрореагировавшего сомономера-абсорбента в комплексном потоке 28 включает выделение абсорбированного сомономера с получением рециркулируемого потока 22 и потока регенерированного абсорбента 30.
[0044] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, очистка сырьевого потока (например, в блоке 61 или 71) может включать отделение нежелательных соединений и элементов от сырьевого потока, содержащего этилен, с получением очищенного сырьевого потока. Согласно одному из вариантов реализации изобретения поток сырья может содержать этилен и различные другие газы, такие как, но не ограничиваясь ими, метан, этан, ацетилен, пропилен, различные другие углеводороды, содержащие три или более углеродных атомов, или их комбинации. Согласно одному из вариантов реализации изобретения очистка сырьевого потока может включать любой подходящий способ или процесс, в том числе неограничивающие примеры фильтрации, пропускания через мембраны, химического взаимодействия с различными химическими веществами, абсорбирования, адсорбирования, дистилляции (дистилляций) или их комбинаций.
[0045] Согласно вариантам реализации изобретения, показанным на фиг. 1-5, очистка сырьевого потока может включать направление сырьевого потока 10 в очиститель 102. Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, очиститель 102 может содержать устройство или установку, подходящую для очистки одного или более газообразных реагентов в сырьевом потоке, содержащем множество потенциально нежелательных газообразных соединений, элементов, загрязняющих веществ или т.п. Неограничивающие примеры подходящего очистителя 102 могут включать фильтр, мембрану, реактор, абсорбент, молекулярное сито, одну или более ректификационных колонн или их комбинации. Очиститель 102 можно выполнить с возможностью отделения этилена от потока, содержащего метан, этан, ацетилен, пропан, пропилен, воду, кислород, различные другие газообразные углеводороды, различные загрязняющие вещества и/или их комбинации.
[0046] Согласно одному из вариантов реализации изобретения очистка сырьевого потока позволяет получить очищенное сырье 11, содержащее по существу чистый этилен. Согласно одному из вариантов реализации изобретения очищенный поток сырья может содержать любой один или более компонентов, выбранных из азота, кислорода, метана, этана, пропана или их комбинаций, в количестве менее 25% по массе относительно общей массы потока и, альтернативно, менее примерно 10%, альтернативно, менее примерно 1,0%. Применяемый в настоящей заявке термин «по существу чистый этилен» относится к потоку текучей среды, содержащему по меньшей мере примерно 60% этилена, альтернативно, по меньшей мере примерно 70% этилена, альтернативно, по меньшей мере примерно 80% этилена, альтернативно, по меньшей мере примерно 90% этилена, альтернативно, по меньшей мере примерно 95% этилена, альтернативно, по меньшей мере примерно 99% этилена по массе относительно общей массы потока и, альтернативно, по меньшей мере примерно 99,5% этилена по массе относительно общей массы потока. Согласно одному из вариантов реализации изобретения поток сырья 11 может дополнительно содержать следовые количества этана, например, из рециркулируемого потока, как будет описано ниже.
[0047] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, мономеры в сырьевом потоке 11, потоке продуктов промежуточной полимеризации 15 и промежуточном полимерном потоке 17 можно подвергнуть полимеризации. Согласно одному или более вариантам реализации изобретения полимеризация мономеров в очищенном сырье (например, на этапах 62 и 72) может включать проведение реакции полимеризации между множеством мономеров путем приведения в контакт мономера или мономеров с каталитической системой в условиях, подходящих для образования полимера. Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, полимеризация сомономеров (например, в блоках 62 и 72) в очищенном сырье может включать проведение реакции полимеризации между множеством сомономеров путем приведения в контакт сомономера или сомономеров с каталитической системой в условиях, подходящих для образования сополимера. Подобным образом, согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, полимеризация мономеров в промежуточном полимерном потоке (например, в блоке 74) может включать проведение реакции полимеризации между множеством мономеров путем приведения в контакт мономера или мономеров с каталитической системой в условиях, подходящих для образования полимера. Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, полимеризация сомономеров (например, в блоке 74) в промежуточном полимерном потоке может включать проведение реакции полимеризации между множеством сомономеров путем приведения в контакт сомономера или сомономеров с каталитической системой в условиях, подходящих для образования сополимера. Таким же образом, согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, полимеризация мономеров в продукте промежуточной полимеризации может включать проведение реакции полимеризации между множеством мономеров путем приведения в контакт мономера или мономеров с каталитической системой в условиях, подходящих для образования полимера. Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, полимеризация сомономеров в продукте промежуточной полимеризации может включать проведение реакции полимеризации между множеством сомономеров путем приведения в контакт сомономера или сомономеров с каталитической системой в условиях, подходящих для образования сополимера.
[0048] Согласно вариантам реализации изобретения, показанным на фиг. 1-5, полимеризация мономеров в очищенном сырье может включать направление сырьевого потока 11 в один или более полимеризационных реакторов или «реакторов» 104, 106. Согласно вариантам реализации изобретения, показанным на фиг. 1-2, полимеризация мономеров в продукте промежуточной полимеризации может включать направление потока продуктов промежуточной полимеризации 15 в полимеризационный реактор (полимеризационные реакторы) 106. Согласно вариантам реализации изобретения, показанным на фиг. 1-2, полимеризация мономеров в продукте промежуточной полимеризации может включать направление потока продуктов промежуточной полимеризации 15 из полимеризационного реактора (полимеризационных реакторов) 104 в полимеризационный реактор (полимеризационные реакторы) 106. Согласно вариантам реализации изобретения, показанным на фиг. 3-5, полимеризация мономеров в промежуточном полимерном потоке 17 может включать направление промежуточного полимерного потока 17 в полимеризационный реактор (полимеризационные реакторы) 106. Согласно вариантам реализации изобретения, показанным на фиг. 3-5, полимеризация мономеров в промежуточном полимерном потоке 17 может включать направление промежуточного полимерного потока 17 из сепаратора 105 в полимеризационный реактор (полимеризационные реакторы) 106.
[0049] Согласно одному из вариантов реализации изобретения можно использовать любую подходящую каталитическую систему. Подходящая каталитическая система может содержать катализатор и, возможно, совместный катализатор и/или активатор. Неограничивающие примеры подходящих каталитических систем включают катализаторы Циглера-Натта, катализаторы Циглера, хромовые катализаторы, катализаторы на основе оксида хрома, хромоценовые катализаторы, металлоценовые катализаторы, никелевые катализаторы или их комбинации. Каталитические системы, подходящие для применения в настоящем изобретении, были описаны, например, в патенте США №7619047 и в публикациях заявок на патент США №2007/0197374, 2009/0004417, 2010/0029872, 2006/0094590 и 2010/0041842, каждая из которых в полном объеме включена в настоящую заявку посредством ссылки.
[0050] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, реакторы 104, 106 могут содержать любой резервуар или комбинацию резервуаров, соответственно выполненных с возможностью обеспечения среды для химической реакции (например, зоны контакта) между мономерами (например, этиленом) и/или полимерами (например, «активной» или растущей полимерной цепью) и, возможно, сомономерами (например, бутеном-1) и/или сополимерами, в присутствии катализатора с получением полимера (например, полиэтиленового полимера) и/или сополимера. Хотя варианты реализации изобретения, показанные на фиг. 1, 2 и 3, иллюстрируют различные системы ППЭ, содержащие два последовательно соединенных реактора, специалист в данной области техники при рассмотрении настоящего изобретения поймет, что можно использовать один реактор, альтернативно, любое подходящее количество и/или любую конфигурацию реакторов.
[0051] Применяемые в настоящей заявке термины «полимеризационный реактор» или «реактор» включают любой полимеризационный реактор, способный полимеризовать олефиновые мономеры или сомономеры с получением гомополимеров или сополимеров. Такие гомополимеры и сополимеры называют смолами или полимерами. Различные типы реакторов включают реакторы, которые можно назвать реакторами периодического действия, суспензионными, газофазными реакторами, реакторами для полимеризации в растворе, реакторами высокого давления, трубчатыми или автоклавными реакторами. Газофазные реакторы могут включать реакторы с псевдоожиженным слоем или ступенчатые горизонтальные реакторы. Суспензионные реакторы могут содержать вертикальные или горизонтальные петли. Реакторы высокого давления могут включать автоклавные или трубчатые реакторы. Типы реакторов могут включать периодические или непрерывные процессы. В непрерывных процессах можно использовать прерывистую или непрерывную выгрузку продукта. Указанные процессы также могут включать частичную или полную прямую рециркуляцию непрореагировавшего мономера, непрореагировавшего сомономера и/или разбавителя.
[0052] Системы полимеризационных реакторов согласно настоящему изобретению могут содержать один тип реактора в системе или несколько реакторов одинакового или различного типа. Получение полимеров в нескольких реакторах может включать несколько стадий в по меньшей мере двух отдельных полимеризационных реакторах, соединенных с помощью передающего потока (потоков), линии (линий), установки (установок) (например, разделительного резервуара (резервуаров)) и/или устройства (устройств) (например, клапанного или другого механизм), которые делают возможным перенос образующихся полимеров из первого полимеризационного реактора (например, реактора 104) во второй реактор (например, реактор 106). Необходимые условия полимеризации в одном из реакторов могут отличаться от рабочих условий в других реакторах. Альтернативно, полимеризация в нескольких реакторах может включать перенос полимера вручную из одного реактора в последующие реакторы для непрерывной полимеризации. Многореакторные системы могут включать любые комбинации, в том числе, но не ограничиваясь ими, несколько петлевых реакторов, несколько газовых реакторов, комбинацию петлевых и газовых реакторов, несколько реакторов высокого давления или комбинацию реакторов высокого давления с петлевыми и/или газовыми реакторами. Несколько реакторов могут работать, будучи соединенными последовательно или параллельно.
[0053] Согласно вариантам реализации изобретения, показанным на фиг. 1-5, при получении полимеров в нескольких реакторах можно использовать по меньшей мере два полимеризационных реактора 104, 106, соединенных с помощью одного или более устройств или установок (например, с помощью клапана, непрерывного отводящего клапана и/или непрерывного отводящего механизма). Согласно вариантам реализации изобретения, показанным на фиг. 1-2, при получении полимеров в нескольких реакторах можно использовать по меньшей мере два полимеризационных реактора 104, 106, соединенных с помощью одного или более потоков или линий (например, потока продуктов промежуточной полимеризации 15). Согласно вариантам реализации изобретения, показанным на фиг. 3-5, при получении полимеров в нескольких реакторах можно использовать по меньшей мере два полимеризационных реактора 104, 106, соединенных с помощью одного или более сепаратора (например, сепаратора 105 и/или сепаратора 126) через два или более потоков (например, потока продуктов промежуточной полимеризации 15 и промежуточного полимерного потока 17).
[0054] Согласно одному аспекту система полимеризационных реакторов может включать по меньшей мере один петлевой суспензионный реактор, содержащий вертикальные или горизонтальные петли. Мономер, разбавитель, катализатор и, возможно, любой сомономер можно непрерывно загружать в петлевой реактор, в котором происходит полимеризация. В целом, непрерывные процессы могут включать непрерывное введение в полимеризационный реактор мономера, возможно, сомономера, катализатора и разбавителя и непрерывное удаление из указанного реактора суспензии, содержащей полимерные частицы и разбавитель. Поток, выходящий из реактора, можно быстро испарить для удаления твердого полимера из жидкостей, содержащих разбавитель, мономер и/или сомономер. Для этой стадии разделения можно использовать различные технологии, в том числе, но не ограничиваясь ими, мгновенное испарение, которое может включать любую комбинацию, выбранную из подвода тепла и снижения давления; разделение посредством вихревого действия в циклоне или гидроциклоне; или разделение путем центрифугирования.
[0055] Согласно одному или более вариантам реализации изобретения сомономер может содержать ненасыщенные углеводороды, содержащие от 3 до 12 углеродных атомов. Например, сомономер может представлять собой пропен, бутен-1, гексен-1, октены или их комбинации.
[0056] Типичный процесс суспензионной полимеризации (также известный как процесс образования частиц) описан, например, в патентах США №3248179, 4501885, 5565175, 5575979, 6239235, 6262191 и 6833415, каждый из которых в полном объеме включен в настоящую заявку посредством ссылки.
[0057] Согласно одному или более вариантам реализации изобретения подходящие разбавители, применяемые при суспензионной полимеризации, включают, но не ограничиваются ими, мономер и, возможно, сомономер, подвергаемый полимеризации, и углеводороды, которые в условиях реакции представляют собой жидкости. Примеры подходящих мономерных разбавителей включают, но не ограничиваются ими, углеводороды, такие как пропан, циклогексан, изобутан, н-бутан, н-пентан, изопентан, неопентан и н-гексан. Согласно вариантам реализации изобретения разбавители, представляющие собой сомономеры, могут включать ненасыщенные углеводороды, содержащие от 3 до 12 углеродных атомов. Примеры подходящих сомономерных разбавителей включают, но не ограничиваются ими, пропен, бутен-1, гексен-1, октены или их комбинации. Некоторые реакции полимеризации, проводимые в петлевом реакторе, могут протекать в объеме, при этом разбавитель не применяют. Примером является полимеризация пропиленового мономера, описанная в патенте США №5455314, который в полном объеме включен в настоящую заявку посредством ссылки.
[0058] Согласно еще одному аспекту полимеризационный реактор может включать по меньшей мере один газофазный реактор. В такой системе можно использовать непрерывный рециркулируемый поток, содержащий один или более мономеров, непрерывно циркулирующих через псевдоожиженный слой в присутствии катализатора в условиях полимеризации. Рециркулируемый поток можно отвести от псевдоожиженного слоя и возвратить в реактор. Одновременно, полимерный продукт можно удалить из реактора и добавить новый или свежий мономер, чтобы заменить полимеризованный мономер. Подобным образом, сополимерный продукт можно удалить из реактора и добавить новый или свежий сомономер, чтобы заменить полимеризованный сомономер, полимеризованный мономер или их комбинации. В таких газофазных реакторах можно провести процесс многостадийной газофазной полимеризации олефинов, в котором олефины полимеризуются в газообразной фазе в по меньшей мере двух независимых зонах газофазной полимеризации при загрузке содержащего катализатор полимера, образующегося в первой зоне полимеризации, во вторую зону полимеризации. Один из видов газофазного реактора описан в патентах США №5352749, 4588790 и 5436304, каждый из которых в полном объеме включен в настоящую заявку посредством ссылки.
[0059] Согласно еще другому аспекту, полимеризационный реактор высокого давления может включать трубчатый реактор или автоклавный реактор. Трубчатые реакторы могут иметь несколько зон, в которые можно добавить свежий мономер (возможно, сомономер), инициаторы или катализаторы. Мономер (возможно, сомономер) может быть увлечен инертным газообразным потоком и введен в одну из зон реактора. Инициаторы, катализаторы и/или компоненты катализатора могут быть увлечены газообразным потоком и введены в другую зону реактора. Для проведения полимеризации потоки газов можно перемешивать. Теплоту и давление можно использовать надлежащим образом для достижения оптимальных условий реакции полимеризации.
[0060] Согласно еще одному аспекту полимеризационный реактор может представлять собой реактор для полимеризации в растворе, в котором мономер (возможно, сомономер) может вступать в контакт с композицией катализатора за счет подходящего перемешивания или других способов. Можно использовать носитель, содержащий инертный органический разбавитель, или избыток мономера (возможно, сомономера). При необходимости, мономер и/или, возможно, сомономер может вступать в паровой фазе в контакт с продуктом каталитической реакции в присутствии или отсутствии жидкого материала. Зону полимеризации поддерживают при температурах и давлениях, которые будут способствовать образованию раствора полимера в реакционной среде. Для обеспечения лучшего регулирования температуры и поддержания однородности полимеризующих смесей по всей зоне полимеризации можно использовать перемешивание. Для рассеивания экзотермического тепла полимеризации используют подходящие средства.
[0061] Полимеризационные реакторы, подходящие для применения в описанных системах и процессах, могут дополнительно содержать любую комбинацию по меньшей мере одной системы подачи сырьевого материала, по меньшей мере одной системы подачи катализатора или компонентов катализатора и/или по меньшей мере одной системы регенерации полимеров. Подходящие реакторные системы могут дополнительно включать системы очистки сырья, хранения и подготовки катализатора, экструзии, охлаждения реактора, извлечения полимеров, фракционирования, повторного использования, хранения, выгрузки, лабораторного анализа и управления процессом.
[0062] Условия, подвергаемые контролю для обеспечения эффективности полимеризации и свойств смолы, включают температуру, давление и концентрации различных реагентов. Температура полимеризации может влиять на производительность катализатора, молекулярную массу полимера и распределение молекулярной массы. Подходящая температура полимеризации может представлять собой любую температуру ниже температуры деполимеризации согласно уравнению свободной энергии Гиббса. Как правило, такая температура составляет, например, от примерно 60°C до примерно 280°C и от примерно 70°C до примерно 110°C, в зависимости от типа полимеризационного реактора.
[0063] Подходящие давления также будут меняться в зависимости от типа реактора и полимеризации. Давление в петлевом реакторе при проведении жидкофазной полимеризации обычно составляет менее 6,89 МПа изб. (1000 psig). Давление при проведении газофазной полимеризации обычно составляет от примерно 1,38 до 3,45 МПа изб. (от 200 до 500 psig). Полимеризация под высоким давлением в трубчатых или автоклавных реакторах в целом протекает при давлении от примерно 138 до 517 МПа изб. (от 20000 до 75000 psig). Полимеризационные реакторы также могут работать в сверхкритической области, которая характеризуется в целом более высокими температурами и давлениями. Работа в области, лежащей выше критической точки на диаграмме давление/температура (сверхкритическая фаза), может иметь преимущества. Согласно одному из вариантов реализации изобретения полимеризация может происходить в среде с подходящей комбинацией температуры и давления. Например, полимеризация может протекать при давлении в диапазоне от примерно 3,79 МПа (550 psi) до примерно 4,48 МПа (650 psi), альтернативно, от примерно 4,14 МПа (600 psi) до примерно 4,31 МПа (625 psi), и температуре в диапазоне от примерно 77°C (170°F) до примерно ПО°C (230°F), альтернативно, от примерно 91°C (195°F) до примерно 104°C (220°F).
[0064] Для получения смол с определенными физическими и механическими свойствами можно регулировать концентрацию различных реагентов. Предлагаемый конечный продукт, который будет получен с применением определенной смолы, и способ получения такого продукта определяет требуемые свойства смолы. Механические свойства включают испытания на предел прочности при растяжении, на изгиб, на прочность при ударе, на текучесть, на релаксацию напряжений и на твердость. Физические свойства включают плотность, молекулярную массу, молекулярно-массовое распределение, температуру плавления, температуру стеклования, температуру плавления кристаллов, плотность, стереорегулярность, образование трещин, длинноцепное разветвление и результаты реологических измерений.
[0065] Концентрации и/или парциальные давления мономера, сомономера, водорода, совместного катализатора, модификаторов и электронных доноров являются важными для обеспечения указанных свойств смолы. Сомономер можно использовать для регулирования плотности продукта. Водород можно использовать для регулирования молекулярной массы продукта. Совместные катализаторы можно использовать для алкилирования, удаления ядов и регулирования молекулярной массы. Модификаторы можно использовать для регулирования свойств продукта, и электронные доноры влияют на симметричность молекулярной структуры, молекулярно-массовое распределение или молекулярную массу. Кроме того, минимизируют концентрацию ядов, поскольку яды оказывают влияние на реакции и свойства продукта.
[0066] Согласно одному из вариантов реализации изобретения полимеризация мономеров может включать введение подходящей каталитической системы в первый и/или второй реактор 104, 106, соответственно, для получения суспензии. Альтернативно, подходящая каталитическая система может находиться в первом и/или втором реакторе 104, 106, соответственно.
[0067] Как показано выше, полимеризация мономеров может включать селективное манипулирование одним или более условиями реакции полимеризации для получения заданного полимерного продукта, для получения полимерного продукта, обладающего одним или более требуемыми свойствами, для достижения требуемой эффективности, для достижения требуемого выхода и т.п. или их комбинаций. Неограничивающие примеры таких параметров включают температуру, давление, тип и/или количество катализатора или совместного катализатора и концентрации и/или парциальные давления различных реагентов. Согласно одному из вариантов реализации изобретения полимеризация мономеров в очищенном сырье 52 может включать регулирование одного или более условий реакции полимеризации. Согласно одному из вариантов реализации изобретения полимеризация мономеров может включать добавление в полимеризационный реактор 106 этиленового мономера и/или сомономера, такого как бутен.
[0068] Согласно одному из вариантов реализации изобретения полимеризация мономеров может включать поддержание подходящей температуры, давления и/или парциального давления (давлений) в процессе реакции полимеризации, альтернативно, циклическое изменением набора подходящих температур, давлений и/или парциального давления (давлений) в процессе реакции полимеризации.
[0069] Согласно одному из вариантов реализации изобретения полимеризация мономеров может включать введение водорода в один или более реакторов 104 и 106. Например, на фиг. 1 и 2 показано, что водород можно ввести в реактор 106 с помощью потока 21. Количество водорода, введенного в реактор 106, можно регулировать таким образом, чтобы обеспечить в разбавителе молярное отношение водорода к этилену от 0,001 до 0,1. В реакторе 106 такое молярное отношение может составлять по меньшей мере 0,004. Согласно вариантам реализации изобретения указанное молярное отношение не может превышать 0,05. Отношение концентрации водорода в разбавителе в реакторе 104 к концентрации водорода в полимеризационном реакторе 106 может составлять по меньшей мере 20, альтернативно, по меньшей мере 30, альтернативно, по меньшей мере 40, альтернативно, не больше 300, альтернативно, не больше 200. Подходящие способы и системы регулирования концентрации водорода описаны в патенте США №6225421, который включен в настоящую заявку посредством ссылки.
[0070] Согласно одному из вариантов реализации изобретения полимеризация мономеров может включать циркулирование, протекание, циклическое движение, смешивание, встряхивание или их комбинации мономеров (возможно, сомономеров), каталитической системы и/или суспензии в реакторах 104, 106 и/или на участках между ними. Согласно одному из вариантов реализации изобретения при циркулировании мономеров (возможно, сомономеров), каталитической системы и/или суспензии, циркуляция может происходить со скоростью (например, со скоростью суспензии), составляющей от примерно 1 м/с до примерно 30 м/с, альтернативно, от примерно 2 м/с до примерно 17 м/с, альтернативно, от примерно 3 м/с до примерно 15 м/с.
[0071] Согласно одному из вариантов реализации изобретения полимеризация мономеров может включать настройку реакторов 104, 106 для получения мультимодального (например, бимодального) полимера (например, полиэтилена). Например, полученный полимер может представлять собой как сравнительно высокомолекулярный полиэтиленовый полимер с низкой плотностью (HMWLD), так сравнительно низкомолекулярный полиэтиленовый полимер с высокой плотностью (LMWHD). Например, различные типы подходящих полимеров можно охарактеризовать как можно полимеры с различными плотностями. Например, тип I можно охарактеризовать как полимер с плотностью в диапазоне от примерно 0,910 г/см3 до примерно 0,925 г/см3, альтернативно, тип II можно охарактеризовать как полимер с плотностью от примерно 0,926 г/см3 до примерно 0,940 г/см3, альтернативно, тип III можно охарактеризовать как полимер с плотностью от примерно 0,941 г/см3 до примерно 0,959 г/см3, альтернативно, тип IV можно охарактеризовать как полимер с плотностью больше, чем примерно 0,960 г/см3.
[0072] Согласно одному из вариантов реализации изобретения полимеризация мономеров может включать полимеризацию сомономеров в одном или более полимеризационных реакторах 104, 106.
[0073] Согласно некоторым вариантам реализации изобретения, показанным на фиг. 1-5, полимеризация мономеров очищенного сырья позволяет получить поток продуктов промежуточной полимеризации 15 и/или поток продуктов полимеризации 12. Такой поток продуктов промежуточной полимеризации 15 и/или поток продуктов полимеризации 12 может в целом содержать различные твердые вещества, полутвердые вещества, летучие и нелетучие жидкости, газы и их комбинации. Согласно одному из вариантов реализации изобретения поток продуктов промежуточной полимеризации 15 и/или поток продуктов полимеризации 12 может содержать водород, азот, метан, этилен, этан, пропилен, пропан, бутан изобутан, пентан, гексан, гексен-1 и более тяжелые углеводороды. Согласно одному из вариантов реализации изобретения этилен может присутствовать в количестве от примерно 0,1% до примерно 15%, альтернативно, от примерно 1,5% до примерно 5%, альтернативно, от примерно 2% до примерно 4% по массе относительно общей массы потока. Этан может присутствовать в количестве от примерно 0,001% до примерно 4%, альтернативно, от примерно 0,2% до примерно 0,5% по массе относительно общей массы потока. Изобутан может присутствовать в количестве от примерно 80% до примерно 98%, альтернативно, от примерно 92% до примерно 96%, альтернативно, примерно 95% по массе относительно общей массы потока.
[0074] Твердые вещества и/или жидкости могут содержать полимерный продукт (например, полиэтиленовый полимер), часто называемый на этой стадии процесса ППЭ «полимерной пылью». Газы могут содержать непрореагировавшие, газообразные реакционноспособные мономеры или, возможно, сомономеры (например, непрореагировавшие этиленовые мономеры, непрореагировавшие мономеры бутена-1), газообразные отходы, газообразные загрязняющие вещества или их комбинации.
[0075] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, разделение продукта полимеризации на поток полимеров и газовый поток (например, в блоке 63) может в целом включать удаление любых газов из жидкостей и/или твердых веществ (например, полимерной пыли) с помощью любых подходящих способов.
[0076] Согласно вариантам реализации изобретения, показанным на фиг. 1-2, разделение продукта полимеризации на поток полимеров и газовый поток может включать направление потока продуктов полимеризации 12 в сепаратор 108.
[0077] Согласно одному из вариантов реализации изобретения газовый поток 18 может содержать водород, азот, метан, этилен, этан, пропилен, пропан, бутан изобутан, пентан, гексан, гексен-1 и более тяжелые углеводороды. Согласно одному из вариантов реализации изобретения этилен может присутствовать в количестве от примерно 0,1% до примерно 15%, альтернативно, от примерно 1,5% до примерно 5%, альтернативно, от примерно 2% до примерно 4% по массе относительно общей массы потока. Этан может присутствовать в количестве от примерно 0,001% до примерно 4%, альтернативно, от примерно 0,2% до примерно 0,5% по массе относительно общей массы потока. Изобутан может присутствовать в количестве от примерно 80% до примерно 98%, альтернативно, от примерно 92% до примерно 96%, альтернативно, примерно 95% по массе относительно общей массы потока.
[0078] Согласно одному или более вариантам реализации изобретения разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток (например, в блоке 73) может в целом включать удаление любых газов из жидкостей и/или твердой фазы (например, полимерной пыли) с применением любых подходящих способов.
[0079] Согласно вариантам реализации изобретения, показанным на фиг. 3 и 5, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток можно осуществить при одностадийном разделении, включающем направление потока продуктов промежуточной полимеризации 15 в сепаратор 105.
[0080] Согласно вариантам реализации изобретения, показанным на фиг. 3, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток может включать отделение по меньшей мере одного газообразного компонента от потока продуктов промежуточной полимеризации 15. Отделение по меньшей мере одного газообразного компонента от потока продуктов промежуточной полимеризации 15 позволяет получить промежуточный газовый поток 19 и промежуточный полимерный поток 17. Поток продуктов промежуточной полимеризации 15 может содержать водород, этилен, этан, полимер, изобутан или их комбинации. Промежуточный газовый поток 19 может содержать водород, этилен, этан или их комбинации. Промежуточный полимерный поток 17 может содержать полимер, изобутан или их комбинации.
[0081] Согласно вариантам реализации изобретения, показанным на фиг. 3, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток может включать понижение давления продукта промежуточной полимеризации для мгновенного испарения этилена, водорода, этана или их комбинаций. Поток продуктов промежуточной полимеризации 15 может содержать водород, этилен, этан, полимер, изобутан или их комбинации. Сепаратор 105 может создавать пониженное давление для отделения или быстрого испарения, этилена, водорода и этана из продукта промежуточной полимеризации с тем, чтобы получить промежуточный газовый поток 19, содержащий водород, этилен и этан.
[0082] Согласно вариантам реализации изобретения, показанным на фиг. 5, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток может включать введение поглотителя перед реактором 106. Согласно вариантам реализации изобретения поглотитель может уменьшить концентрацию компонента, например водорода. Варианты реализации изобретения, проиллюстрированные на фиг. 3 и 5, показывают, что поток 35 можно ввести перед реактором 106 с помощью, например, потока продуктов промежуточной полимеризации 15. Альтернативным образом, поток 35 можно ввести в сепаратор 105 или промежуточный полимерный поток 17. Поток 35 может содержать поглотитель. Согласно вариантам реализации изобретения поглотитель может содержать катализатор. Согласно вариантам реализации изобретения катализатор может представлять собой катализатор гидрирования. Не желая быть связанными теорией, поглотитель может действовать таким образом, чтобы потребить водород и образовать этан, что может уменьшить концентрацию водорода, даже до нулевой концентрации. Согласно вариантам реализации изобретения катализатор гидрирования может иметь низкую активность в отношении полимеризации полиэтилена. Катализатор гидрирования может представлять собой металлоценовый катализатор общей формулы:
Cp2MXn,
где Cp представляет собой замещенную циклопентадиенильную группу; M представляет собой переходный металл из Группы IVB ванадия периодической таблицы Менделеева; X представляет собой галоген или гидрокарбильную группу, содержащую от 1 до 10 углеродных атомов; и n представляет собой валентность металла М минус 2. Согласно вариантам реализации изобретения металлоценовый катализатор может содержать Cp2 TiCl2, также известный как дихлорид титаноцена. Металлоценовый катализатор можно ввести в количестве от 2 до 50 ppm по массе относительно инертного разбавителя в потоке продуктов промежуточной полимеризации 15, альтернативно, в количестве от 2 до 20 ppm.
[0083] Согласно вариантам реализации изобретения, показанным на фиг. 5, понижение концентрации водорода в потоке перед вторым полимеризационным реактором 106 с помощью поглотителя может улучшить способность к образованию полимера, например позволяет получить в полимеризационном реакторе 106 полимер со сравнительно более высокой молекулярной массой, чем в полимеризационном реакторе 104. Например, согласно вариантам реализации изобретения, в которых требуется получение в реакторе 106 сравнительно более высокомолекулярного полимера, в реактор 106 обычно не добавляют дополнительное количество водорода, поскольку повышенная концентрация водорода в реакторе 106 в целом вредна для получения полимера с более высокой молекулярной массой. Согласно таким вариантам реализации изобретения вместо введения водорода в реактор 106 или перед ним можно ввести катализатор гидрирования. Варианты реализации изобретения, показанные на фиг. 3 и 5, демонстрируют, что катализатор гидрирования можно ввести в потоке 35 перед реактором 106. Согласно одному или более вариантам реализации изобретения образовавшийся полимер может содержать полиэтилен. Согласно таким вариантам реализации изобретения в качестве катализатора полимеризации можно использовать катализатор Циглера-Натта и катализатор гидрирования, введенный через поток 35, может содержать металлоценовый катализатор. Количество применяемого металлоценового катализатора может быть таким, что массовое отношение металлоценового катализатора к катализатору Циглера-Натта (т.е., г металлоцена/г Циглера-Натта) может составлять от примерно 0,1 до примерно 2,0, предпочтительно, от примерно 0,25 до примерно 1,5, более предпочтительно, от примерно 0,5 до 1,0. Согласно одному из вариантов реализации изобретения металлоценовый катализатор может содержать немостиковый металлоцен. Согласно одному из вариантов реализации изобретения немостиковый металлоцен может представлять собой дихлорид бис(циклопентадиенил)титана, также называемый дихлоридом титаноцена. Подходящие катализаторы гидрирования описаны в патентах США №6730751, 6221982 и 6291601, которые включены в настоящую заявку посредством ссылки.
[0084] Согласно вариантам реализации изобретения, показанным на фиг. 5, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток может дополнительно включать отделение по меньшей мере одного газообразного компонента от потока продуктов промежуточной полимеризации. Согласно таким вариантам реализации изобретения поток продуктов промежуточной полимеризации 15, входящий в сепаратор 105, может содержать непрореагировавший водород, неконвертированный этилен, этан, полимер, изобутан или их комбинации. Промежуточный газовый поток 19 может содержать водород, этилен, этан или их комбинации; и промежуточный полимерный поток 17 может содержать полимер, изобутан или их комбинации. Количество этана в промежуточном газовом потоке 19 может быть больше, чем количество непрореагировавшего водорода и/или неконвертированного этилена.
[0085] Согласно вариантам реализации изобретения, показанным на фиг. 4, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток (например, в блоке 73) можно осуществить при двухстадийном разделении, включающем направление потока продуктов промежуточной полимеризации 15 в сепаратор 126 и направление потока продуктов с пониженным содержанием водорода 39 из сепаратора 126 в сепаратор 105.
[0086] Согласно вариантам реализации изобретения, показанным на фиг. 4, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток может включать дегазацию по меньшей мере части водорода из продукта промежуточной полимеризации. Варианты реализации изобретения, показанные на фиг. 4, демонстрируют, что сепаратор 126 позволяет получить потоки 37 и 39. Поток 37 может содержать удаленный водород и поток 39 может содержать продукт с пониженным содержанием водорода. Сепаратор 126 может дегазировать по меньшей мере часть водорода из потока продуктов промежуточной полимеризации 15 за счет понижения давления. Понижение давления может происходить в реакторе 104 при температуре, меньшей или равной температуре полимеризации, альтернативно, при температуре больше 20°C, альтернативно, по меньшей мере 40°C. Понижение давления может происходить при давлении, меньшем, чем давление в реакторе 104. Понижение давления может составлять менее 1,5 МПа. Понижение давления может составлять по меньшей мере 0,1 МПа. Количество водорода, остающегося в потоке с пониженным содержанием водорода 39, показанном на фиг. 4, может составлять менее 1% по массе относительно количества водорода, первоначально присутствующего в смеси, удаленной из реактора 104, альтернативно, менее 0,5% по массе, альтернативно, 0% масс. по массе. Подходящие условия дегазации и оборудование описаны в патенте США №6225412, который включен в настоящую заявку посредством ссылки.
[0087] Согласно вариантам реализации изобретения, показанным на фиг. 4, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток может дополнительно включать отделение по меньшей мере одного газообразного компонента от потока продуктов с пониженным содержанием водорода. Согласно таким вариантам реализации изобретения поток продуктов с пониженным содержанием водорода 39, поступающий в сепаратор 105, может содержать водород, этилен, этан, полимер, изобутан или их комбинации. Промежуточный газовый поток 19 может содержать водород, этилен, этан или их комбинации; и промежуточный полимерный поток 17 может содержать полимер, изобутан или их комбинации. Количество водорода, присутствующего в промежуточном газовом потоке 19, показанном на фиг. 4, может составлять менее 1% по массе относительно количества водорода, первоначально присутствующего в смеси, удаленной из реактора 104, альтернативно, менее 0,5% по массе, альтернативно, 0% масс. по массе.
[0088] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, сепараторы 105, 108 и 126 можно выполнить с возможностью разделения потока (например, продукта промежуточной полимеризации, содержащего полиэтилен, продукта полимеризации, содержащего полиэтилен, продукта с пониженным содержанием водорода, содержащего полиэтилен) на газы, жидкости, твердые вещества или их комбинации. Потоки продуктов 12, 15 и 39 могут содержать непрореагировавшие, газообразные мономеры или, возможно, сомономеры (например, непрореагировавшие этиленовые мономеры, непрореагировавшие мономеры бутена-1), газообразные отходы и/или газообразные загрязняющие вещества. Согласно вариантам реализации изобретения, показанным на фиг. 4, поток продуктов промежуточной полимеризации 15 может содержать водород. Согласно вариантам реализации изобретения, показанным на фиг. 1-2, поток продуктов полимеризации 12 может содержать водород. Применяемый в настоящей заявке термин, «непрореагировавший мономер», например этилен, относится к мономеру, который был введен в полимеризационный реактор во время реакции полимеризации, но не был включен в полимер. Применяемый в настоящей заявке термин, «непрореагировавший сомономер», например бутен-1, относится к сомономеру, который был введен в полимеризационный реактор во время реакции полимеризации, но не был включен в полимер.
[0089] Согласно одному из вариантов реализации изобретения сепараторы 105, 108 и/или 126 могут представлять собой парожидкостный сепаратор. Подходящие примеры такого сепаратора могут включать ректификационную колонну, испарительный бак, фильтр, мембрану, реактор, абсорбент, адсорбент, молекулярное сито или их комбинации. Согласно одному из вариантов реализации изобретения сепаратор содержит испарительный бак. Не желая быть связанными теорией, такой испарительный бак может содержать резервуар, выполненный с возможностью испарения и/или удаления компонентов с низким удельным давлением паров из текучей среды с высокой температурой и/или высоким давлением. Сепараторы 105, 108 и/или 126 могут быть выполнены таким образом, чтобы входящий поток можно было разделить на поток жидкости (например, поток конденсата) и газовый поток (например, пара). Поток жидкости или конденсата может содержать продукт реакции (например, полиэтилен, часто называемый «полимерной пылью»). Газовый поток или пара может содержать летучие растворители, газообразные, непрореагировавшие мономеры и/или, возможно, сомономеры, отработанные газы (продукты вторичной реакции, такие как загрязняющие вещества и т.п.) или их комбинации. Сепараторы 105, 108 и 126 могут быть выполнены таким образом, что поток сырья быстро испаряется под действием тепла, понижения давления или и того и другого, так что энтальпия потока возрастает. Такой процесс можно осуществить с помощью нагревательного устройства, нагревателя с линией испарения, различных других процессов, широко известных в данной области техники, или их комбинаций. Например, нагревательное устройство с линией испарения, содержащее двойную трубу, может обмениваться теплом с горячей водой или паром. Такой нагреватель с линией испарения позволяет увеличить температуру потока при одновременном снижении его давления.
[0090] Согласно одному или более вариантам реализации изобретения разделение продукта полимеризации на поток полимеров и газовый поток или разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток может включать дистилляцию, испарение, мгновенное испарение, фильтрацию, просеивание через мембраны, абсорбирование, адсорбирование продукта полимеризации или их комбинации. Согласно некоторым вариантам реализации изобретения, показанным на фиг. 1-2, разделение продукта полимеризации на полимерный поток и газовый поток позволяет получить газовый поток 18 и поток полимеров 14. Согласно некоторым вариантам реализации изобретения, показанным на фиг. 3-5, разделение продукта промежуточной полимеризации на промежуточный полимерный поток и промежуточный газовый поток позволяет получить промежуточный газовый поток 19 и промежуточный полимерный поток 17.
[0091] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, обработка потока полимеров (например, в блоке 64) включает любой подходящий процесс или ряд процессов, предназначенных для получения полимерного продукта, который может подходить для коммерческого или промышленного использования, хранения, транспортировки, дополнительной обработки или их комбинаций.
[0092] Согласно вариантам реализации изобретения, показанным на фиг. 1-2, обработка потока полимеров может включать направление потока полимеров 14 в процессор 110. Процессор 110 может быть выполнен с возможностью реализации подходящих способов обработки, неограничивающие примеры которых включают охлаждение, литье под давлением, плавление, гранулирование, формование раздувом, формование экструдированием, ротационное формование, термоформование, литьевое формование и т.п. или их комбинации. Для обеспечения лучшей обработки в процессе производства и придания необходимых свойств конечному продукту к полимеру можно добавить различные добавки и модификаторы. Неограничивающие примеры таких добавок могут включать модификаторы поверхности, такие как антифрикционные добавки, антиадгезивы, агенты, придающие липкость; антиоксиданты, такие как первичные и вторичные антиоксиданты; пигменты; вещества для улучшения технологических свойств, такие как воски/масла и фторэластомеры; и специальные добавки, такие как огнезащитные средства, антистатики, абсорбенты, абсорберы, улучшители запаха и расщепляющие агенты.
[0093] Согласно одному из вариантов реализации изобретения процессор 110 можно выполнить с возможностью получения подходящего полимерного продукта. Неограничивающие примеры подходящих полимерных продуктов, которые можно получить в результате такой обработки, включают пленки, порошки, гранулы, смолы, жидкости или любую другую подходящую форму, как будет понятно специалистам в данной области техники. Указанная подходящая продукция может применяться, например, в одном или более различных потребительских или промышленных товарах. Например, полимерный продукт можно использовать в любом одном или более различных изделиях, в том числе, но не ограничиваясь ими, бутылках, бочках, игрушках, бытовых контейнерах, посуде, пленочных продуктах, баках, топливных баках, трубах, геомембранах и облицовках. Согласно конкретному варианту реализации изобретения процессор выполнен с возможностью формирования гранул для транспортировки производителю потребительских продуктов. Например, согласно некоторым вариантам реализации изобретения, показанным на фиг. 1-2, обработка потока полимеров позволяет получить полимерный продукт 16 (например, гранулированный полиэтилен).
[0094] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, обработка газового потока (например, в блоке 81) и обработка промежуточного газового потока (например, в блоке 91) может включать любой подходящий способ или реакцию удаления из газового потока кислорода, окисленных соединений, окислителей или их комбинаций (в совокупности называемых в настоящей заявке «кислородом»). Подходящие процессы или реакции будут понятны специалистам в данной области техники при рассмотрении настоящего описания. Неограничивающие примеры подходящих способов удаления кислорода включают различные каталитические реакции, приведение в контакт с химическими соединениями, о которых известно, что они взаимодействуют с кислородом, фильтрацию, абсорбирование, адсорбирование, нагревание, охлаждение или их комбинации.
[0095] Согласно вариантам реализации изобретения, показанным на фиг. 2, обработка газового потока может включать направление газового потока 18 в устройство для удаления кислорода 118. Согласно вариантам реализации изобретения, показанным на фиг. 5, обработка промежуточного газового потока может включать направление промежуточного газового потока 19 в устройство для удаления кислорода 118.
[0096] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, устройство для удаления кислорода 118 может содержать устройство или установку, предназначенную для удаления кислорода из газового потока. Неограничивающие примеры подходящего устройства для удаления кислорода включают различные реакторы (например, реактор с псевдоожиженным слоем или неподвижный слой), фильтр или их комбинации. Подходящее устройство для удаления кислорода 118 может быть выполнено с возможностью уменьшения содержания, предотвращения или исключения появления соединений и/или элементов (например, кислорода), которые могут отравлять абсорбирующий растворитель из абсорбционного реактора (например, как будет описано в настоящей заявке).
[0097] Согласно некоторым вариантам реализации изобретения, показанным на фиг. 2, обработка газового потока позволяет получить обработанный газовый поток 26, по существу не содержащий кислород. Согласно некоторым вариантам реализации изобретения, показанным на фиг. 5, обработка промежуточного газового потока позволяет получить обработанный газовый поток 41, по существу не содержащий кислород. Применяемый в настоящей заявке термин «по существу не содержащий кислород» относится к потоку текучей среды, содержащей не более самое меньшее примерно 5% кислорода, альтернативно, не более примерно 1% кислорода, альтернативно, не более примерно 0,1% кислорода, альтернативно, не более примерно 0,01% кислорода по массе относительно общей массы потока.
[0098] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, отделение по меньшей мере одного газообразного компонента от газового потока и/или обработанного газового потока, в совокупности называемого газовым потоком (например, в блоке 65, 65ʹ, 75 или 75ʹ), в целом включает любой подходящий способ селективного отделения по меньшей мере первого химического компонента или соединения от потока, содержащего первый химический компонент или соединение и один или более других химических компонентов, соединений или т.п. Согласно различным вариантам реализации изобретения газообразный компонент, отделенный от газового потока, может содержать один или более углеводородов. Неограничивающие примеры таких углеводородов включают алканы (например, этан, бутан, изобутан, гексан или их комбинации) и алкены или олефиновые мономеры (например, этилен, гексан или их комбинации) или, возможно, сомономеры (например, бутен-1). Согласно одному из вариантов реализации изобретения газообразный компонент, отделенный от газового потока, может содержать непрореагировавший углеводородный мономер, например этилен. Газообразный компонент, отделенный от газового потока, может содержать непрореагировавший углеводородный сомономер, например пропен. Согласно одному из вариантов реализации изобретения газообразный компонент, отделенный от газового потока, может содержать непрореагировавший углеводородный мономер (например, этилен, один или в комбинации с другими углеводородами, такими как, этан, изобутан, гексан или их комбинации) или, возможно, углеводородный сомономер (например, пропен, один или в комбинации с другими углеводородами, такими как изобутан, гексан или их комбинации). Согласно одному из вариантов реализации изобретения газообразный компонент, отделенный от газового потока, может содержать этилен, один или в комбинации с изобутаном. Согласно одному из вариантов реализации изобретения улавливание изобутана позволяет сэкономить стоимость уловленного изобутана и уменьшить содержание изобутана в факельных выбросах. Неограничивающие примеры подходящих способов разделения включают дистилляцию, испарение, мгновенное испарение, фильтрацию, просеивание через мембраны, абсорбирование, адсорбирование, эксклюзионное разделение по молекулярной массе, эксклюзионное разделение по размерам, разделение на основе полярности или их комбинации.
[0099] Согласно одному из вариантов реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может включать дистилляцию газового потока (например, газового потока 18, показанного на фиг. 1, обработанного газового потока 26, показанного на фиг. 2) в одну стадию таким образом, чтобы можно было отделить по меньшей мере один газообразный компонент от других газообразных компонентов в зависимости от температуры (температур) кипения. Согласно такому варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может включать дистилляцию газового потока с получением потока легких углеводородов, содержащих этилен, этан, возможно, водород или их комбинации. Согласно такому варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может включать улавливание гексана, гексена, возможно, изобутана или их комбинаций в потоке кубовых остатков ректификации. Согласно дополнительному и/или альтернативному варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может включать улавливание изобутана из бокового потока ректификационной колонны.
[00100] Согласно варианту реализации системы 100, показанному на фиг. 1, ректификационная колонна 122 может быть выполнена с возможностью отделения по меньшей мере одного газообразного компонента посредством дистилляции. Газовый поток 18 можно направлять в ректификационную колонну 122, и газовый поток 18 может содержать нетвердые компоненты потока продуктов полимеризации 12 в паровой фазе (например, азот, метан, этилен, этан, пропилен, пропан, бутан, изобутан, пентан, гексан, гексен-1, более тяжелые углеводороды или их комбинации). Газовый поток 18 может содержать водород, который можно удалить, например, в сепараторах, установленных между двух полимеризационных реакторов, или с помощью катализатора гидрирования в полимеризационном реакторе (полимеризационных реакторах). По меньшей мере один газообразный компонент может выходить из ректификационной колонны 122 в потоке легких углеводородов 25 и другие газообразные компоненты могут выходить из ректификационной колонны 122 в потоке кубовых остатков ректификации 23. По меньшей мере один газообразный компонент, выделяющийся из ректификационной колонны 122 в потоке легких углеводородов 25, показанном на фиг. 1, может содержать этилен и может дополнительно содержать другие легкие газы (например, этилен, этан, метан, диоксид углерода, азот, водород или их комбинации). Например, этилен может присутствовать в потоке легких углеводородов 25 в количестве от примерно 50% до примерно 99% по массе относительно общей массы потока легких углеводородов 25, альтернативно, от примерно 60% до примерно 98%, альтернативно, от примерно 70% до примерно 95%. Другие газообразные компоненты, выделяющиеся из ректификационной колонны 122 в потоке кубовых остатков ректификации 23, могут содержать пропилен, пропан, бутан, изобутан, пентан, гексан, гексен-1, более тяжелые углеводороды или их комбинации. Согласно одному из вариантов реализации изобретения поток кубовых остатков ректификации 23 может не содержать олефинов, альтернативно, в основном не содержать олефинов, альтернативно, по существу не содержать олефинов. Например, олефины могут присутствовать в потоке кубовых остатков ректификации 23 в количестве менее примерно 1,0% по массе относительно общей массы потока кубовых остатков ректификации 23, альтернативно, менее примерно 0,5%, альтернативно, менее примерно 0,1%. Согласно одному из вариантов реализации изобретения боковой поток 27, содержащий изобутан, может выделяться из ректификационной колонны 122 в боковом потоке 27.
[00101] Согласно вариантам реализации изобретения, показанным на фиг. 1, боковой поток 27 или по меньшей мере часть потока кубовых остатков ректификации 23 можно использовать повторно. Рециркуляция бокового потока 27 или по меньшей мере части потока кубовых остатков ректификации 23 может включать направление, например, с помощью подходящего насоса или компрессора, бокового потока 27 или по меньшей мере части потока кубовых остатков ректификации 23 обратно и/или введение бокового потока 27 или по меньшей мере части потока кубовых остатков ректификации 23 в систему ППЭ 100, например, для повторного использования в реакции полимеризации. Согласно одному из вариантов реализации изобретения боковой поток 27 или по меньшей мере часть потока кубовых остатков ректификации 23 можно объединить с различными другими компонентами (катализаторами, совместными катализаторами и т.п.) с получением суспензии катализатора, которую можно ввести в один или более реакторов 104, 106. Не желая быть связанными теорией, поскольку боковой поток 27 или по меньшей мере часть потока кубовых остатков ректификации 23 может содержать поток изобутана, не содержащий олефинов (альтернативно, по существу не содержащий олефинов, как описано выше), боковой поток 27 или по меньшей мере часть потока кубовых остатков ректификации 23 можно смешать с каталитическими компонентами (например, катализаторами, совместными катализаторами и т.п.) без риска протекания непредусмотренных реакций полимеризации (например, полимеризации до введения в один или более реакторов). По существу, боковой поток 27 или по меньшей мере часть потока кубовых остатков ректификации 23 может служить в качестве источника, не содержащего олефинов изобутана для реакции полимеризации. Рециркуляция бокового потока 27 или по меньшей мере части потока кубовых остатков ректификации 23 (содержащих изобутан, не содержащий олефинов) позволяет обеспечить эффективное и/или экономически выгодное средство поставки изобутана, применяемого для функционирования процесса реакции полимеризации. Согласно альтернативному варианту реализации изобретения боковой поток 27 или по меньшей мере часть потока кубовых остатков ректификации 23 можно направить на хранение для последующего применения в реакции полимеризации или использовать в любом другом подходящем процессе.
[00102] Согласно одному из вариантов реализации изобретения по меньшей мере часть бокового потока 27 или по меньшей мере часть потока кубовых остатков ректификации 23 можно вернуть в ректификационную колонну 122. Например, боковой поток 27 или по меньшей мере часть потока кубовых остатков ректификации 23 можно направить с помощью ребойлера в ректификационную колонну 122 для дополнительной обработки.
[00103] Ректификационная колонна 122 может быть выполнена таким образом и/или иметь такие размеры, чтобы обеспечить разделение подходящего объема газов (например, потока легких углеводородов 25, показанного на фиг. 1). Например, ректификационная колонна 122 может действовать при температуре в диапазоне от примерно 50°C до примерно 20°C, альтернативно, от примерно 40°C до примерно 10°C, альтернативно, от примерно 30 до примерно 5°C и давлении в диапазоне от примерно 101 кПа абс. (14,7 psia) до примерно 3,65 МПа абс. (529,7 psia), альтернативно, от примерно 108 кПа абс. (15,7 psia) до примерно 2,40 МПа абс. (348 psia), альтернативно, от примерно 0,59 МПа абс. (85 psia) до примерно 2,0 МПа абс. (290 psia). Ректификационная колонна 122 может быть выполнена таким образом и/или иметь такие размеры, чтобы обеспечить разделение подходящего объема газового потока 18 или обработанного газового потока (например, потока 26, показанного на фиг. 2). Как будет понятно специалисту в данной области техники, газовый поток 18 (возможно, обработанный газовый поток) может оставаться и/или находиться в ректификационной колонне 122 на протяжении любого подходящего количества времени, которое может быть необходимо для обеспечения достаточной степени разделения компонентов газового потока 18 (возможно, обработанного газового потока). Согласно одному из вариантов реализации изобретения ректификационную колонну 122 можно оборудовать по меньшей мере двумя выходными отверстиями.
[00104] Согласно одному из вариантов реализации изобретения ректификационная колонна 122 может быть выполнена и/или может действовать таким образом, что каждый поток, выбранный из потока легких углеводородов 25, показанного на фиг. 1, возможно, бокового потока 27 и потока кубовых остатков ректификации 23, может содержать требуемую долю, часть или подгруппу компонентов газового потока 18 (возможно, обработанного газового потока). Например, как будет понятно специалисту в данной области техники с помощью настоящего описания, расположение входного или выходного отверстия для конкретного потока, рабочие параметры ректификационной колонны 122, состав газового потока 18 (возможно, обработанного газового потока) или их комбинации можно регулировать таким образом, что данный поток может содержать конкретный один или более компонентов газового потока 18 (возможно, обработанного газового потока).
[00105] Согласно альтернативному варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может включать дистилляцию газового потока (например, газового потока 18 или обработанного газового потока 26) в две стадии, что позволяет отделить по меньшей мере один газообразный компонент от других газообразных компонентов в зависимости от температуры (температур) кипения на первой стадии разделении и что позволяет отделить по меньшей мере еще один газообразный компонент от других газообразных компонентов в зависимости от температуры (температур) кипения на второй стадии разделения. Согласно такому варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока на первой стадии разделения может включать дистилляцию газового потока с получением промежуточного потока углеводородов, содержащего этилен, этан, водород, изобутан или их комбинации. Согласно такому варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может включать улавливание гексана, возможно, гексена или их комбинаций в потоке кубовых остатков ректификации ректификационной колонны, применяемой на первой стадии разделения. Кроме того, отделение по меньшей мере одного газообразного компонента от газового потока на второй стадии разделения может включать дистилляцию этилена, этана, возможно, водорода или их комбинаций из промежуточного потока углеводородов; улавливание гексана, возможно, гексена, возможно, изобутана или их комбинаций в потоке кубовых остатков ректификации на второй стадии разделения; и, возможно, улавливание изобутана из бокового потока ректификационной колонны на второй стадии разделения.
[00106] Согласно варианту реализации системы 200, показанному на фиг. 2, ректификационные колонны 126 и 124 могут быть выполнены с возможностью отделения по меньшей мере одного газообразного компонента от обработанного газового потока 26 или газового потока 18. Обработанный газовый поток 26 и газовый поток 18 могут содержать нетвердые компоненты потока продуктов полимеризации 12 в паровой фазе (например, азот, метан, этилен, этан, пропилен, пропан, бутан, изобутан, пентан, гексан, гексен-1, более тяжелые углеводороды или их комбинации). Обработанный газовый поток 26 и газовый поток 18 могут содержать водород, который можно удалить, например, в сепараторах, установленных между двумя полимеризационными реакторами, или с помощью катализатора дегидрирования в полимеризационном реакторе (полимеризационных реакторах). Обработанный газовый поток 26 или газовый поток 18 можно подвергнуть дистилляции с получением промежуточного потока углеводородов 29. Недистиллированные компоненты в ректификационной колонне 126 могут выходить из ректификационной колонны 126 в потоке кубовых остатков ректификации 43. Боковой поток 45 может выходить из ректификационной колонны 126.
[00107] Промежуточный поток углеводородов 29 можно охарактеризовать как поток, содержащий, альтернативно, содержащий по существу, альтернативно, содержащий в основном, альтернативно, состоящий из C4 и более легких углеводородов (например, бутана, изобутана, пропана, этана или метана) и любых легких газов (например, водорода или азота). Например, C4 и более легкие углеводороды и газы могут присутствовать в промежуточном потоке углеводородов 29 в количестве от примерно 80% до примерно 100% по массе относительно общей массы промежуточного потока углеводородов, альтернативно, от примерно 90% до примерно 99,999999%, альтернативно от примерно 99% до примерно 99,9999%, альтернативно, C5 и более тяжелые углеводороды могут присутствовать в промежуточном потоке углеводородов 29 в количестве от 0% до примерно 20% по массе относительно общей массы промежуточного потока углеводородов, альтернативно, от примерно 10% до примерно 0,000001%, альтернативно, от примерно 1,0% до примерно 0,0001%. Кроме того, например, в промежуточном потоке углеводородов 29 может присутствовать по меньшей мере 90% по массе обработанного газового потока 26 или газового потока 18, содержащего C4 и более легкие углеводороды и газы, альтернативно, по меньшей мере 98%, альтернативно, по меньшей мере 99%.
[00108] Согласно одному из вариантов реализации изобретения поток кубовых остатков ректификации 43 можно охарактеризовать как поток, содержащий C6 и более тяжелые компоненты, такие как алканы, то есть алканы, которые больше гексана (например, гептан и/или другие большие алканы). Согласно одному из вариантов реализации изобретения углеводороды, отличные от C6 и более тяжелых алканов, могут присутствовать в потоке кубовых остатков ректификации 43 в количестве менее примерно 15%, альтернативно, менее примерно 10%, альтернативно, менее примерно 5% по массе относительно общей массы потока кубовых остатков ректификации 43. Согласно одному из вариантов реализации изобретения поток кубовых остатков ректификации 43 можно направить на стадии или способы дополнительной обработки или, альтернативно, их можно удалить, при необходимости. Согласно одному из вариантов реализации изобретения поток кубовых остатков ректификации 43 можно направить на факельную установку для удаления.
[00109] Согласно одному из вариантов реализации изобретения боковой поток 45 можно охарактеризовать, как поток, содержащий гексен. Например, гексен может присутствовать в боковом потоке 45 в количестве от примерно 20% до примерно 98% по массе относительно общей массы бокового потока 45, альтернативно, от примерно 40% до примерно 95%, альтернативно, от примерно 50% до примерно 95%.
[00110] Согласно одному из вариантов реализации изобретения боковой поток 45 можно использовать повторно. Согласно варианту реализации изобретения, показанному на фиг. 2, рециркуляция бокового потока 45 может включать направление, например, с помощью подходящего насоса или компрессора, бокового потока 45 обратно и/или введение бокового потока 45 в систему ППЭ 200, например, для повторного использования в реакции полимеризации. Рециркуляция использование бокового потока 45 (например, содержащего гексен) позволяет обеспечить эффективное и/или экономически выгодное средство поставки гексена, применяемого для функционирования процесса реакции полимеризации. Согласно одному из вариантов реализации изобретения гексен, содержащийся в боковом потоке 45, можно использовать в реакции полимеризации в качестве, например, сомономера в реакции. Согласно альтернативному варианту реализации изобретения боковой поток 45 можно направить на хранение для последующего применения в реакции полимеризации или использовать в любом другом подходящем процессе.
[00111] Согласно одному из вариантов реализации изобретения ректификационную колонну 126 можно оборудовать одним или более входных отверстий и по меньшей мере двумя выходными отверстиями. Ректификационная колонна 126 может действовать при подходящих температуре и давлении, например, которые могут подходить для проведения разделения компонентов обработанного газового потока 26 или газового потока 18. Например, ректификационная колонна 126 может действовать при температуре в диапазоне от примерно 15°C до примерно 233°C, альтернативно, от примерно 20°C до примерно 200°C, альтернативно, от примерно 20°C до примерно 180°C, и/или давлении в диапазоне от примерно 101 кПа (14,7 psi) до примерно 3,64 МПа (527,9 psi), альтернативно, от примерно 108 кПа (15,7 psi) до примерно 2,40 МПа (348 psi), альтернативно, от примерно 0,59 МПа (85 psi) до примерно 2,0 МПа (290 psi). Ректификационная колонна 126 может быть выполнена таким образом и/или иметь такие размеры, чтобы обеспечить разделение подходящего объема газов (например, потока газа мгновенного испарения). Как будет понятно специалисту в данной области техники при рассмотрении настоящего изобретения, обработанный газовый поток 26 или газовый поток 18 может оставаться и/или находиться в ректификационной колонне 126 на протяжении любого подходящего количества времени, например количества времени, которое может быть необходимо для обеспечения достаточного разделения компонентов ректификационной колонны 126.
[00112] Согласно одному из вариантов реализации изобретения обработанный газовый поток 26 или газовый поток 18 можно ввести в ректификационную колонну 126 без стадии компрессии, то есть без сжатия обработанного газового потока 26 или газового потока 18 после его выхода из сепаратора 108 и перед его введением в ректификационную колонну 126. Согласно еще одному варианту реализации изобретения обработанный газовый поток 26 или газовый поток 18 можно ввести в ректификационную колонну 126 при по существу том же давлении, что и давление сепаратора 108 на выходе (например, при давлении от примерно 101 кПа абс. (14,7 psia) до примерно 3,64 МПа абс. (527,9 psia), альтернативно, от примерно 108 кПа абс. (15,7 psia) до примерно 2,40 МПа абс. (348 psia), альтернативно, от примерно 0,59 МПа абс. (85 psia) до примерно 2,0 МПа абс. (290 psia) на выходе из испарительной камеры 130). Согласно еще одному варианту реализации изобретения обработанный газовый поток 26 или газовый поток 18 можно ввести в ректификационную колонну 126 без стадии значительной компрессии. Согласно одному из вариантов реализации изобретения обработанный газовый поток 26 или газовый поток 18 можно ввести в ректификационную колонну 126 при давлении в диапазоне от примерно на 0,17 МПа (25 psi) меньше, чем давление, при котором газовый поток 18 выходил из сепаратора 108, до примерно на 0,17 МПа (25 psi) больше, чем давление, при котором газовый поток 18 выходил из сепаратора 108, альтернативно, от примерно на 0,10 МПа (15 psi) меньше, чем давление, при котором газовый поток 18 выходил из сепаратора 108, до примерно на 0,10 МПа (15 psi) больше, чем давление, при котором газовый поток 18 выходил из сепаратора 108, альтернативно, от примерно на 35,5 кПа (5 psi) меньше, чем давление, при котором газовый поток 18 выходил из сепаратора 108, до примерно на 35,5 кПа (5 psi) больше, чем давление, при котором газовый поток 18 выходил из сепаратора 108. Согласно одному из вариантов реализации изобретения обработанный газовый поток 26 или газовый поток 18 можно ввести в ректификационную колонну 126 при давлении в диапазоне от примерно 101 кПа абс. (14,7 psia) до примерно 3,64 МПа абс. (527,8 psia), альтернативно, от примерно 108 кПа абс. (15,7 psia) до примерно 2,40 МПа абс. (348 psia), от примерно 0,59 МПа абс. (85 psia) до примерно 2,0 МПа абс. (290 psia).
[00113] Согласно одному из вариантов реализации изобретения ректификационная колонна 126 может быть выполнена и/или может действовать таким образом, что каждый поток, выбранный из промежуточного потока углеводородов 29, потока кубовых остатков ректификации 43 и, возможно, бокового потока 45, может содержать требуемую долю, часть или подгруппу компонентов газового потока 18 или обработанного газового потока 26. Например, как будет понятно специалисту в данной области техники с помощью настоящего описания, расположение выходного отверстия для определенного потока, рабочие параметры ректификационной колонны 126, состав обработанного газового потока 26 или газового потока 18 или их комбинации можно регулировать таким образом, что данный поток может содержать конкретный один или более компонентов обработанного газового потока 26 или газового потока 18.
[00114] Согласно варианту реализации системы 200, показанному на фиг. 2, промежуточный поток углеводородов 29 можно отделить в ректификационной колонне 124 с получением потока легких углеводородов 25, потока кубовых остатков ректификации 33 и, возможно, бокового потока 31. Поток легких углеводородов 25 может содержать этилен, этан, возможно, водород или их комбинации. Поток кубовых остатков ректификации 33 может содержать изобутан. Боковой поток 31 может содержать изобутан. Изобутан в потоке кубовых остатков ректификации 33 может содержать другие сорта изобутана, чем боковой поток 31. Например, поток кубовых остатков ректификации 33 может содержать изобутан, который по существу не содержит олефины, а боковой поток 31 может содержать рециркулируемый изобутан, который может содержать олефины.
[00115] По меньшей мере один газообразный компонент может выходить из ректификационной колонны 124 в потоке легких углеводородов 25 и другие газообразные компоненты могут выходить из ректификационной колонны 124 в потоке кубовых остатков ректификации 33. По меньшей мере один газообразный компонент, выходящий из ректификационной колонны 124 в потоке легких углеводородов 25, показанном на фиг. 2, может содержать этилен и может дополнительно содержать другие легкие газы (например, этилен, этан, метан, диоксид углерода, азот, водород или их комбинации). Например, этилен может присутствовать в потоке легких углеводородов 25 в количестве от примерно 50% до примерно 99% по массе относительно общей массы потока легких углеводородов 25, альтернативно, от примерно 60% до примерно 98%, альтернативно, от примерно 70% до примерно 95%.
[00116] Другие газообразные компоненты, выходящие из ректификационной колонны 124 в потоке кубовых остатков ректификации 33, могут содержать пропилен, пропан, бутан, изобутан, пентан, гексан, гексен-1, более тяжелые углеводороды или их комбинации. Согласно одному из вариантов реализации изобретения поток кубовых остатков ректификации 33 может не содержать олефины, альтернативно, по существу не содержать олефины, альтернативно, в основном не содержать олефины. Например, олефины могут присутствовать в потоке кубовых остатков ректификации 33 в количестве менее примерно 1,0% по массе относительно общей массы потока кубовых остатков ректификации 33, альтернативно, менее примерно 0,5%, альтернативно, менее примерно 0,1%. Согласно одному из вариантов реализации изобретения боковой поток 31, содержащий, альтернативно, состоящий из изобутана, может выходить из ректификационной колонны 124 в боковом потоке 31.
[00117] Согласно одному из вариантов реализации изобретения боковой поток 31 или по меньшей мере часть потока кубовых остатков ректификации 33 можно использовать повторно. Рециркулирование бокового потока 31 или по меньшей мере части потока кубовых остатков ректификации 33 может включать возврат, например, с помощью подходящего насоса или компрессора бокового потока 31 или по меньшей мере части потока кубовых остатков ректификации 33 обратно и/или введение бокового потока 31 или по меньшей мере части потока кубовых остатков ректификации 33 в систему ППЭ 200, например, для повторного использования в реакции полимеризации. Согласно одному из вариантов реализации изобретения боковой поток 31 или по меньшей мере часть потока кубовых остатков ректификации 33 можно объединить с различными другими компонентами (катализаторами, совместными катализаторами и т.п.) с получением суспензии катализатора, которую можно ввести в один или более реакторов 104, 106. Не желая быть связанными теорией, поскольку по меньшей мере часть потока кубовых остатков ректификации 33 может не содержать олефинов и может содержать изобутан, поток кубовых остатков ректификации 33 можно смешивать с каталитическими компонентами (например, катализаторами, совместными катализаторами и т.п.) без риска протекания непредусмотренных реакций полимеризации (например, полимеризации до введения в один или более реакторов). По существу, по меньшей мере часть потока кубовых остатков ректификации 33 может служить в качестве источника, не содержащего олефинов изобутана для реакции полимеризации. Рециркуляция бокового потока 31 или по меньшей мере части потока кубовых остатков ректификации 33 позволяет обеспечить эффективное и/или экономически выгодное средство поставки изобутана, применяемого для функционирования процесса реакции полимеризации. Согласно альтернативному варианту реализации изобретения боковой поток 31 или по меньшей мере часть потока кубовых остатков ректификации 33 можно направить на хранение для последующего применения в реакции полимеризации или использовать в любом другом подходящем процессе.
[00118] Согласно одному из вариантов реализации изобретения по меньшей мере часть бокового потока 31 или по меньшей мере часть потока кубовых остатков ректификации 33 можно вернуть в ректификационную колонну 124. Например, боковой поток 31 или по меньшей мере часть потока кубовых остатков ректификации 33 можно направить с помощью ребойлера в ректификационную колонну 124 для дополнительной обработки.
[00119] Ректификационная колонна 124 может быть выполнена таким образом и/или иметь такие размеры, чтобы обеспечить разделение подходящего объема газов (например, потока легких углеводородов 25, показанного на фиг. 2). Например, ректификационная колонна 124 может действовать при температуре в диапазоне от примерно 50°C до примерно 20°C, альтернативно, от примерно 40°C до примерно 10°C, альтернативно, от примерно 30 до примерно 5°C и давлении в диапазоне от примерно 101 кПа абс. (14,7 psia) до примерно 3,65 МПа абс. (529,7 psia), альтернативно, от примерно 108 кПа абс. (15,7 psia) до примерно 2,40 МПа абс. (348 psia), альтернативно, от примерно 0,59 МПа абс. (85 psia) до примерно 2,0 МПа абс. (290 psia). Ректификационная колонна 124 может быть выполнена таким образом и/или иметь такие размеры, чтобы обеспечить разделение подходящего объема газового потока 18 или обработанного газового потока 26. Как будет понятно специалисту в данной области техники, обработанный газовый поток 26 или газовый поток 18 может оставаться и/или находиться в ректификационной колонне 124 на протяжении любого подходящего количества времени, которое может быть необходимо для обеспечения достаточного разделения компонентов обработанного газового потока 26 или газового потока 18. Согласно одному из вариантов реализации изобретения ректификационную колонну 124 можно оборудовать по меньшей мере двумя выходными отверстиями.
[00120] Согласно одному из вариантов реализации изобретения ректификационная колонна 124 может быть выполнена и/или может действовать таким образом, что каждый поток, выбранный из потока легких углеводородов 25, показанного на фиг. 2, и потока кубовых остатков ректификации 33, может содержать требуемую долю, часть или подгруппу компонентов обработанного газового потока 26 или газового потока 18. Например, как будет понятно специалисту в данной области техники с помощью настоящего описания, расположение входного или выходного отверстия для определенного потока, рабочие параметры ректификационной колонны 124, состав обработанного газового потока 26 или газового потока 18 или их комбинации можно регулировать таким образом, что данный поток может содержать конкретный один или более компонентов обработанного газового потока 26 или газового потока 18.
[00121] Согласно альтернативному и/или дополнительному варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может включать приведение газового потока в контакт с абсорбентом (например, системой абсорбирующих растворителей, описанной в настоящей заявке), например, для обеспечения возможности абсорбции газообразного компонента абсорбентом. Согласно такому варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока включает селективную абсорбцию по меньшей мере одного газообразного компонента из газового потока. Согласно такому варианту реализации изобретения поглощение по меньшей мере одного газообразного компонента из газового потока в целом включает приведение газового потока в контакт с подходящим абсорбентом, что позволяет абсорбенту абсорбировать по меньшей мере один компонент, и, возможно, удаление отработанного потока, содержащего неабсорбированные газы. Согласно дополнительному варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может дополнительно включать выделение из абсорбента абсорбированного газообразного компонента.
[00122] Согласно одному из вариантов реализации изобретения приведение газового потока в контакт с абсорбентом может включать любые подходящие способы обеспечения достаточного контакта между газовым потоком и абсорбентом. Неограничивающие примеры подходящих способов, с помощью которых можно обеспечить достаточный контакт между газовым потоком и абсорбентом, включают применение различных реакторных систем, таких как системы, описанные выше (например, абсорбционная колонна или барботажный или смесительный бак). Не желая ограничиваться теорией, подходящая реакторная система может обеспечить контакт между двумя или более газообразными, жидкими и/или твердыми композициями путем встряхивания или перемешивания двух компонентов в присутствии друг друга, циркулирования, диспергирования или диффузии первой композиции через вторую композицию или во вторую композицию или с помощью различных других методов, известных специалистам в данной области техники. Согласно одному из вариантов реализации изобретения газовый поток и абсорбент можно привести в контакт в подходящем соотношении. Такое подходящее отношение газового потока к абсорбенту может составлять от примерно 454 кг/ч : 3785 л/мин (1000 lb/hr : 1000 gpm) до примерно 1134 кг/ч : 95 л/мин (2500 lb/hr : 25 gpm), альтернативно, от примерно 454 кг/ч : 946 л/мин (1000 lb/hr : 250 gpm) до примерно 1134 кг/ч : 379 л/мин (2500 lb/hr : 100 gpm), альтернативно, примерно 837 кг/ч : 946 л/мин (1875 lb/hr : 250 gpm).
[00123] Согласно одному из вариантов реализации изобретения, показанному на фиг. 1-5, отделение по меньшей мере одного газообразного компонента от газового потока (например, газового потока 18, показанного на фиг. 1, или обработанного газового потока 26, показанного на фиг. 2, или промежуточного газового потока 19, показанного на фиг. 3-5) может включать направление газового потока в абсорбционный реактор 116. Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, абсорбционный реактор 116 может представлять собой реактор, выполненный с возможностью селективного абсорбирования по меньшей мере первого химического компонента или соединения из потока, содержащего первый химический компонент или соединение и один или более других химических компонентов, соединений или т.п. Неограничивающие примеры подходящих абсорбционных реакторов и/или конфигураций абсорбционного реактора включают абсорбционную (дистилляционную) башню, конфигурацию абсорбции с перепадом давления (АПД), оросительный резервуар, реактор с перемешиванием, один или более компрессоров, один или более рециркуляционных наосов или их комбинации.
[00124] Согласно одному из вариантов реализации изобретения абсорбционный реактор может быть выполнен с возможностью рассеивания газа в жидкости (например, путем барботирования газа через жидкость). Например, согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может включать систему циркуляции растворителя, выполненную с возможностью циркуляции растворителя через абсорбционный реактор 116. Расход циркуляционного потока растворителя можно установить в зависимости от рабочих условий абсорбирующей системы, описанной в настоящей заявке ниже. Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может содержать и/или сообщаться по текучей среде с одним или более насосов, выполненных с возможностью рециркулирования растворителя через абсорбционный реактор 116 и/или внутри него. Согласно дополнительному и/или альтернативному варианту реализации изобретения абсорбционный реактор 116 может содержать слой насадки или колонну, выполненную с возможностью обеспечения малыхразмеров пузырьков (например, газа, рассеивающегося в жидкости), например, для обеспечения сравнительно большой площади поверхности контакта между газом и жидкостью, например, для поддержания эффективности массопереноса и/или поглощения газа жидкостью. Согласно одному из вариантов реализации изобретения набивки слоя насадки или колонны может содержать полимерный материал, материал с металлическими свойствами или их комбинации. Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может содержать несколько слоев насадки или колонн. Согласно одному из вариантов реализации изобретения только одна секция абсорбционного реактора 116 может содержать материал насадки. Согласно одному из вариантов реализации изобретения материал насадки абсорбционного реактора 116 может иметь случайную упаковку или иметь структурированную упаковку. Пример подходящего абсорбционного реактора приведен в Gas Processors Association, ((Engineering Data Book» 10-е издание, на фиг. 19-16.
[00125] Согласно одному из вариантов реализации изобретения, при котором абсорбционный реактор 116 представляет собой реактор с растворителем, абсорбционный реактор может содержать подходящую систему абсорбирующих растворителей, как будет описано в настоящей заявке. Такой абсорбционный реактор 116 может быть выполнен с возможностью удерживать систему абсорбирующих растворителей. Например, систему абсорбирующих растворителей можно сохранить в реакторе в виде жидкости, в виде неподвижного слоя или в виде псевдоожиженного слоя.
[00126] Согласно одному из вариантов реализации изобретения подходящая система абсорбирующих растворителей может обладать способностью к обратимому комплексообразованию с этиленом и/или изобутаном. Такая система абсорбирующих растворителей может в целом содержать комплексообразующий агент и растворитель. Согласно одному из вариантов реализации изобретения систему абсорбирующих растворителей можно охарактеризовать как систему, в которой этилен обладает селективностью к этилену по сравнению с этаном, если этилен и этан присутствуют при одинаковом парциальном давлении, составляющем приблизительно 96,5 кПа (14 psi) при примерно 40:1, приблизительно 0,14 МПа (20 psi) при примерно 12:1, приблизительно 0,28 МПа (40 psi) при примерно 6:1 и приблизительно 1,24 МПа (180 psi) при примерно 3:1. Согласно одному из вариантов реализации изобретения указанную систему растворителей можно дополнительно охарактеризовать как обладающую высокой стойкостью к загрязняющим веществам и как проявляющую высокую устойчивость при повышенных и/или изменяющихся температурах и/или давлениях или их комбинациях.
[00127] Согласно одному из вариантов реализации изобретения комплексный агент может содержать соль металла. Согласно такому варианту реализации изобретения соль металла может содержать соль одного или более переходных металлов и слабо ионного галогена. Неограничивающие примеры подходящих переходных металлов включают серебро, золото, медь, платину, палладий или никель. Неограничивающие примеры подходящих слабо ионных галогенов включают хлор и бром. Согласно одному из вариантов реализации изобретения отличительной особенностью подходящей соли переходного металла является высокая специфичность в отношении олефинов. Неограничивающие примеры подходящих галогеновых солей переходных металлов включают хлорид серебра (AgCl) и хлорид меди (CuCl). Согласно конкретному варианту реализации изобретения соль, применяемая в системе абсорбирующих растворителей, представляет собой CuCl. Не желая быть связанными теорией, такая соль металла может взаимодействовать с двойными углеродными связями олефинов (например, этилена).
[00128] Согласно одному из вариантов реализации изобретения комплексообразующий агент может содержать карбоксилат меди (I). Согласно такому варианту реализации изобретения подходящие карбоксилаты меди (I) могут представлять собой соли меди (I) и моно-, ди- и/или трикарбоновых кислот, содержащих от 1 до 20 углеродных атомов. Компонент карбоновой кислоты указанной соли может содержать алифатическую составную часть, циклическую составную часть, арильную составную часть или их комбинации. Другие подходящие примеры карбоксилатов меди (I) включают формиат Cu(I), ацетат Cu(I), пропионат Cu(I), бутират Cu(I), пентаноат Cu(I), гексаноат Cu(I), октаноат Cu(I), деканоат Cu(I), 2-этил-гексоат Cu(I), гексадеканоат Cu(I), тетрадеканоат Cu(I), метилформиат Cu(I), этилацетат Cu(I), н-пропилацетат Cu(I), н-бутилацетат Cu(I), этилпропаноат Cu(I), октоат Cu(I), бензоат Cu(I), пара-трет-бутилбензоат Cu(I) и т.п. Согласно дополнительному варианту реализации изобретения комплексообразующий агент может содержать продукт присоединения карбоксилата меди(I), например, как описано в настоящей заявке, и трифторида бора (BF3).
[00129] Согласно дополнительному и/или альтернативному варианту реализации изобретения комплексообразующий агент может содержать сульфонат меди(I). Неограничивающие примеры подходящих сульфонатов меди(I) включают соли меди(I) и сульфоновых кислот, содержащих от 4 до 22 атомов углерода. Компонент сульфоновой кислоты указанной соли может содержать алифатическую составную часть, циклическую составную часть, арильную составную часть или их комбинации. Алифатические сульфоновые кислоты могут быть линейными или разветвленными. Примеры подходящих алифатических сульфоновых кислот включают, но не ограничиваются ими, н-бутансульфоновую кислоту, 2-этил-1-гексансульфоновую кислоту, 2-метилнонансульфоновую кислоту, додекансульфоновую кислоту, 2-этил-5-н-пентилтридекансульфоновую кислоту, н-эйкозансульфоновую кислоту и т.п. Примеры подходящих ароматических сульфоновых кислот включают бензолсульфоновую кислоту, алкилбензолсульфоновые кислоты, в которых алкильный фрагмент содержит от 1 до 16 углеродных атомов, такие как пара-толуолсульфоновая кислота, додецилбензолсульфоновая кислота (орто-, мета- и пара-), пара-гексадецилбензолсульфоновая кислота и т.п., нафталинсульфоновую кислоту, фенолсульфоновую кислоту, нафтолсульфоновые кислоты и галобензолсульфоновые кислоты, такие как пара-хлорбензолсульфоновая кислота, пара-бромбензолсульфоновая кислота и т.п.
[00130] Согласно одному из вариантов реализации изобретения комплексообразующий агент может дополнительно содержать затрудненный олефин. Например, комплексообразующий агент может содержать такой затрудненный олефин согласно одному из вариантов реализации изобретения, в котором комплексообразующий агент образует комплекс меди с недостаточной растворимостью. Примером такого затрудненного олефина является тетрамер пропилена (т.е. додецен). Не желая быть связанными теорией, затрудненный олефин может увеличить растворимость комплекса меди, поскольку легко вытесняется этиленом.
[00131] Согласно различным вариантам реализации изобретения комплексообразующий агент может содержать один или более комплексообразующих агентов, описанных в патентах США №5104570; 5191153; 5259986; и 5523512, каждый из которых включен в полном объеме посредством ссылки.
[00132] Согласно одному из вариантов реализации изобретения растворитель может содержать амин или аминный комплекс, ароматический углеводород, олефин или их комбинации. Неограничивающие примеры растворяющих аминов включают пиридин, бензиламин и анилин. Например, амин может представлять собой анилин (фениламин, аминобензол); альтернативно, анилин, объединенный с диметилформамидом (ДМФА), и согласно вариантам реализации изобретения анилин и N-метилпирролидон (NMP). Согласно одному из вариантов реализации изобретения, в котором растворитель содержит ароматический углеводород, указанный ароматический углеводород может содержать незамещенные или алкилзамещенные арильные группы. Согласно такому варианту реализации изобретения при нормальных окружающих условиях ароматический углеводород может находиться в жидкой фазе. Подходящие неограничивающие примеры включают толуол, ксилол и т.п. Согласно вариантам реализации изобретения, в которых растворитель содержит олефин, неограничивающие примеры включают олефины, содержащие от 10 до 16 углеродных атомов. Например, олефин может представлять собой тетрамер пропилена, додецен, тетрадецен, гексадецен или их комбинации.
[00133] Согласно одному из вариантов реализации изобретения растворитель можно охарактеризовать как апротонный, то есть, как не содержащий диссоциирующийся атом водорода. Не желая быть связанными теорией, растворитель, содержащий диссоциирующийся водород, может приводить к гидрированию двойной связи между атомами углерода в олефине, таком как этилен. Кроме того, растворитель можно охарактеризовать как полярный, как имеющий небольшую полярность или как имеющий однонаправленный, электрический заряд. Не желая быть связанными теорией, полярный растворитель может взаимодействовать с солью и по меньшей мере частично солюбилизировать ее.
[00134] Согласно одному из вариантов реализации изобретения растворитель можно охарактеризовать как жидкость, получаемую промышленным способом в сравнительно больших объемах, имеющую сравнительно низкую стоимость, легко транспортируемую или обладающую комбинациями указанных свойств. Растворитель можно дополнительно охарактеризовать, как обладающий способностью удерживать комплекс олефин - соль металла или удерживать слабо ионную соль металла, несмотря на колебания температуры и/или давления.
[00135] Согласно одному из вариантов реализации изобретения система абсорбирующих растворителей может содержать хлорид меди, анилин и диметилформамид (CuCl/анилин/ДМФА). Согласно альтернативному варианту реализации изобретения система абсорбирующих растворителей может содержать хлорид меди, анилин и N-метилпирролидон (CuCl/анилин/NMP). Согласно такому варианту реализации изобретения отличительной особенностью системы растворителей CuO/анилин/NMP является повышенная стабильность летучих веществ при более низких давлениях и более высоких температурах. Согласно альтернативным вариантам реализации изобретения система абсорбирующих растворителей может содержать карбоксилат меди(I) и ароматический растворитель, такой как толуол или ксилол. Согласно альтернативным вариантам реализации изобретения система абсорбирующих растворителей может содержать сульфонат меди(I) и ароматический растворитель, такой как толуол или ксилол. Согласно альтернативным вариантам реализации изобретения система абсорбирующих растворителей может содержать продукт присоединения карбоксилата меди(I) и BF3 в ароматическом растворителе, таком как толуол или ксилол.
[00136] Согласно одному из вариантов реализации изобретения система абсорбирующих растворителей может содержать 2-этилгексаноат меди(I) и тетрамер пропилена. Согласно одному из вариантов реализации изобретения система абсорбирующих растворителей может содержать 2-этил-гексаноат меди(I) и додецен. Согласно одному из вариантов реализации изобретения система абсорбирующих растворителей может содержать гексадеканоат меди(I) и гексадецен. Согласно одному из вариантов реализации изобретения система абсорбирующих растворителей может содержать тетрадеканоат меди(I) и тетрадецен.
[00137] Согласно одному из вариантов реализации изобретения способность по меньшей мере одного компонента поглощаться абсорбентом может включать способность по меньшей мере одного компонента обратимо связываться, соединяться, образовывать химические связи или комбинировать и то и другое с абсорбентом или его частью, например, путем образования различных связей, соединений, сродства, комплексов или их комбинаций. Например, согласно одному из вариантов реализации изобретения, в которых абсорбент представляет собой систему абсорбирующих растворителей (например, систему растворителей CuCl/анилин/ДМФА или систему растворителей CuCl/анилин/NMP), возможность абсорбировать по меньшей мере один компонент может включать возможность образования комплекса между абсорбентом и по меньшей мере одним компонентом, называемого абсорбированным комплексом определенного компонента (например, комплексом абсорбированного этилена).
[00138] Возможность абсорбции по меньшей мере одного компонента может дополнительно включать обеспечение и/или поддержание подходящего давления окружающей среды, в которой газовый поток и абсорбент приведены в контакт, обеспечение и/или поддержание подходящего парциального давления газа, обеспечение и/или поддержание подходящей температуры в окружающей среде, в которой газовый поток и абсорбент приведены в контакт, катализирование поглощения или их комбинации. Не желая быть связанными теорией, поглощение по меньшей мере одного компонента абсорбентом можно улучшить при подходящей температуре и/или давлении.
[00139] Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 выполнен с возможностью селективно индуцировать колебания, изменения или циклические изменения температуры и/или давления. Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью селективной абсорбции и/или индуцирования абсорбции непрореагировавшего этиленового мономера (и, возможно, сомономера) из композиции, содержащей различные другие газы (например, этан, возможно, водород). Согласно еще одному варианту реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью селективной абсорбции и/или индуцирования абсорбции бутана, в частности, изобутана, из композиции, содержащей различные другие газы. Согласно еще одному варианту реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью селективного поглощения как непрореагировавшего этилена, так и бутана, в частности изобутана, из композиции, содержащей различные другие газы (например, этан, возможно, водород).
[00140] Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью обеспечения или поддержания подходящей температуры, например, которая может зависеть от фазы, в которой действовал абсорбционный реактор в данное время. Например, абсорбционный реактор 116 может быть выполнен с возможностью обеспечения или поддержания подходящей температуры, например, для цели увеличения поглощения требуемых химических соединений, уменьшения поглощения требуемых химических соединений, мгновенного испарения неабсорбированного газа из реактора 116, извлечения непрореагировавшего этилена из абсорбционного реактора 116, регенерации абсорбента в абсорбционном реакторе 116 или их комбинаций. Согласно одному из вариантов реализации изобретения такая подходящая температура может составлять от примерно 4,4°C (40°F) до примерно 43°C (110°F), альтернативно, от примерно 4,4°C (40°F) до примерно 16°C (60°F), альтернативно, от примерно 4,2°C (45°F) до примерно 13°C (55°F), альтернативно, от примерно 10°C (50°F) до примерно 13°C (55°F), альтернативно, примерно 10°C (50°F). Например, было обнаружено, что рабочая температура абсорбционного реактора 116 (и системы абсорбирующих растворителей) в диапазоне от примерно 4,4°C (40°F) до примерно 43°C (110°F), альтернативно, от примерно 4,4°C (40°F) до примерно 16°C (60°F), альтернативно, примерно 10°C (50°F) может привести к неожиданному увеличению поглощения этилена относительно поглощения этана. Не желая быть связанными теорией, специалист в данной области техники будет ожидать (например, основываясь на концепции парциального давления в законе Рауля), что растворимость этилена и этана в поглощающем растворителе увеличивается при уменьшении температуры. Однако, вопреки таким ожиданиям, было обнаружено, что количество этилена, абсорбированного в абсорбирующем растворителе и/или системе абсорбирующих растворителей согласно описанным вариантам реализации изобретения, снижается при уменьшении температуры ниже 10°С (50°F). Вследствие такого неожиданного явления поглощение этилена может быть наибольшим для температур в диапазоне от примерно 4,4°С (40°F) до примерно 43°С (110°F), альтернативно, в диапазоне от примерно 4,4°С (40°F) до примерно 16°С (60°F), альтернативно, при температуре примерно 10°С (50°F). Фиг. 11 представляет собой график, на котором показана растворимость при изменении температуры этилена и этана в системе абсорбирующих растворителей, содержащей хлорид меди, анилин, NMP. График иллюстрирует кривую ожидаемой растворимости этана и неожиданный тренд изменения растворимости этилена в диапазоне температур, приведенных выше.
[00141] Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью обеспечения или поддержания подходящей температуры в диапазоне от примерно 4,4°C (40°F) до примерно 43°C (110°F) в процессе поглощения одного или более компонентов газового потока (например, этилена и/или изобутана). Как описано выше, было обнаружено, что растворимость этилена неожиданно оказалась максимальной при температуре в диапазоне от примерно 4,4°C (40°F) до примерно 16°С (60°F). Согласно одному из вариантов реализации изобретения при поглощении этилена и/или изобутена из газового потока абсорбционный реактор 116 может действовать при температуре от примерно 4,4°С (40°F) до примерно 16°С (60°F), альтернативно, при температуре примерно 10°С (50°F). Согласно альтернативному варианту реализации изобретения при поглощении этилена и/или изобутена из газового потока абсорбционный реактор может действовать при температуре от примерно 16°C (60°F) до примерно 43°C (110°F) или от примерно 21°C (70°F) до примерно 32°C (90°F). Например, указанные температуры поглощения абсорбционного реактора 116 могут подходить в качестве экономической альтернативы работы при более низкой температуре (что может потребовать потребления энергии при охлаждении, например). Например, функционирование абсорбционного реактора, такого как абсорбционный реактор 116, при температурах в диапазоне от примерно 16°C (60°F) до примерно 43°C (110°F) или от примерно 21°C (70°F) до примерно 32°C (90°F) может потребовать меньше энергии, что позволяет сэкономить на производственных затратах за счет способности абсорбционного реактора работать при температуре окружающей среды в данного географическом регионе.
[00142] Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью обеспечения или поддержания во время работы подходящего давления. Такое подходящее давление может составлять от примерно 34 кПа изб. (5 psig) до примерно 3,45 МПа изб. (500 psig), альтернативно, от примерно 0,34 МПа изб. (50 psig) до примерно 3,10 МПа изб. (450 psig), альтернативно, от примерно 0,52 МПа изб. (75 psig) до примерно 2,73 МПа изб. (400 psig). Согласно дополнительному варианту реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью обеспечения или поддержания во время работы подходящего парциального давления этилена. Такое подходящее парциальное давление этилена может составлять от примерно 6,89 кПа абс. (1 psia) до примерно 2,76 кПа абс. (400 psia), альтернативно, от примерно 207 кПа абс. (30 psia) до примерно 1,38 МПа абс. (200 psia), альтернативно, от примерно 276 кПа абс. (40 psia) до примерно 1,72 МПа абс. (250 psia), альтернативно, от примерно 276 кПа абс. (40 psia) до примерно 0,52 МПа абс. (75 psia), альтернативно, от примерно 276 кПа изб. (40 psig) до примерно 414 кПа изб. (60 psig), альтернативно, примерно изб. 276 кПа изб. (40 psig), альтернативно, примерно 414 кПа изб. (60 psig). Не желая быть связанными теорией, повышение давления в абсорбционном реакторе 116 может способствовать поглощению этилена и/или образованию комплекса этилена и системы абсорбирующих растворителей (например, системы CuCl/анилин/NMP). Кроме того, не желая быть связанными теорией, селективность системы абсорбирующих растворителей в отношении этилена может возрастать с уменьшением давления абсорбционного реактора.
[00143] Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью проведения периодических и/или непрерывных процессов. Например, согласно одному из вариантов реализации изобретения система ППЭ может содержать два или более абсорбционных реакторов (например, такой как абсорбционный реактор 116), каждый из которых может быть выполнен с возможностью работы в периодическом режиме. Например, при применении двух или более абсорбционных реакторов, такая система может быть выполнена с возможностью непрерывной работы за счет поглощения компонента газового потока «первой партией» в первом абсорбционном реакторе, тогда как «вторую партию» получают для поглощения во втором абсорбционном реакторе. По существу, за счет циркулирования между двух или более подходящих реакторов система может действовать непрерывно.
[00144] Например, согласно одному из вариантов реализации изобретения два или более абсорбционных реактора (например, система абсорбционных реакторов) могут быть выполнены с возможностью абсорбции с перепадом давления (АПД) этилена путем использования жидкого растворителя, например системы абсорбирующих растворителей или абсорбирующего растворителя, описанных в настоящей заявке. Согласно такому варианту реализации изобретения абсорбционный реактор 116 может содержать два или более абсорбционных реактора, выполненных с возможностью АПД (например, абсорбционную реакторную систему). На фиг. 10 показана система абсорбционных реакторов 1000 с четырьмя абсорбционными реакторами 1010, 1020, 1030 и 1040, выполненными с возможностью АПД. Хотя вариант реализации изобретения, показанный на фиг. 10, демонстрирует четыре абсорбционных реактора (например, абсорбционные реакторы 1010, 1020, 1030 и 1040), специалист в данной области техники после рассмотрения настоящего изобретения поймет, что подобным образом можно использовать два, три, пять, шесть, семь, восемь или более абсорбционных реакторов. Согласно такому варианту реализации изобретения каждый из абсорбционных реакторов может быть выполнен по существу, как описано в настоящей заявке. Согласно одному из вариантов реализации изобретения один или более реакторов 1010, 1020, 1030 и 1040 могут быть связаны с помощью системы циркуляции (например, содержащей один или более насосов, клапанов, трубопроводов и т.п.) для циркулирования жидкого растворителя в реакторах 1010, 1020, 1030 и 1040 в процессе поглощения. Абсорбционные реакторы 1010, 1020, 1030 и 1040 могут действовать в циклическом режиме между фазой поглощения (в которой газообразный компонент, такой как этилен и/или изобутан, поглощается абсорбирующим растворителем и/или системой абсорбирующих растворителей) и фазой регенерации (в которой абсорбированный и/или включенный в состав комплекса газообразный компонент выделяется из системы абсорбирующих растворителей и/или систему абсорбирующих растворителей подготавливают для повторного использования, как будет описано в настоящей заявке). Например, реакторы 1010, 1020, 1030 и 1040 могут действовать в циклическом режиме между фазами поглощения и регенерации (например, посредством одной или более промежуточных фаз) в согласованном режиме, так что не во всех реакторах 1010, 1020, 1030, 1040 происходит абсорбция или регенерация одновременно. Согласно одному из вариантов реализации изобретения, в котором абсорбционные реакторы 1010, 1020, 1030 и 1040 выполнены с возможностью работы в АПД, реакторы 1010, 1020, 1030 и 1040 служат как в качестве абсорберов, так и в качестве регенераторов. Согласно такому варианту реализации изобретения отдельные резервуары для регенерации могут не потребоваться (например, как описано в настоящей заявке).
[00145] В качестве примера работы АПД в согласованном режиме на данной фазе во время такой работы, реактор 1010 может действовать на фазе абсорбции, например, при условиях абсорбции, описанных в настоящей заявке. По существу в то же время в реакторе 1020 можно нагнетать промежуточное давление, например, ниже абсорбционного давления. Кроме того, по существу в то же время, в реакторе 1030 можно снижать давление от промежуточного давления до давления регенерации, при этом в реакторе 1040 можно понизить давление от давления абсорбции (которое было ранее на фазе поглощения) до промежуточного давления. Не желая быть связанными теорией, снижение давления (например, от давления поглощения до промежуточного давления и от промежуточного давления до давления регенерации) в каждом реакторе 1010, 1020, 1030 и/или 1040 после абсорбции может привести к высвобождению абсорбированных газообразных компонентов (например, этилена и/или изобутана) из абсорбента и/или регенерированию абсорбента (например, подготовленного для повторного применения, как описано в настоящей заявке). Согласно одному из вариантов реализации изобретения давление одного или более реакторов (например, реакторов 1010, 1020, 1030 и/или 1040) можно использовать для повышения давления в других из указанных реакторов. Например, согласно варианту реализации изобретения, показанному на фиг. 10, давление газа в реакторе 1040 можно использовать для повышения давления в реакторе 1020 до промежуточного давления через линию 1050 с помощью клапанов 1058 и 1084, находящихся в открытом положении, и клапанов 1082 и 1056, находящихся в закрытом положении. Клапаны 1062, 1064, 1066 и 1068 можно переключать между открытым положением и закрытым положением, что позволяет азоту в потоке 1060 входить и выходить из реакторов 1010, 1020, 1030 и 1040. Клапаны 1052, 1054, 1056 и 1058 можно переключать между открытым положением и закрытым положением, что позволяет повышать и уменьшать давление в реакторах 1010, 1020, 1030 и 1040 с помощью потока 1050. Клапаны 1082, 1084, 1086 и 1088 можно переключать между открытым положением и закрытым положением, что позволяет подавать поток легких газов 1080 в реакторы 1010, 1020, 1030 и 1040 в фазе поглощения. Клапаны 1092, 1094, 1096 и 1098 можно переключать между открытым положением и закрытым положением для удаления любого продувочного газа из реакторов 1010, 1020, 1030 и 1040 через поток 1090.
[00146] Согласно одному из вариантов реализации изобретения отдувочный газ, такой как изобутан или азот, можно добавить во время фазы регенерации в абсорбционные реакторы 1010, 1020, 1030 и 1040, например, через поток 1070. Поток 1070 можно вводить в нижней части реакторов 1010, 1020, 1030 и 1040, так что отдувочный газ может барботировать через реактор 1010, 1020, 1030 или 1040 (и через любые набивочные материалы, описанные в настоящей заявке). Клапаны 1072, 1074, 1076 и 1078 можно переключать между открытым и закрытым положениями для добавления отдувочного газа в реакторы 1010, 1020, 1030 и 1040 в процессе регенерации. Не желая быть связанными теорией, отдувочный газ может понижать парциальное давление этилена в абсорбционных реакторах 1010, 1020, 1030 и 1040 в ходе регенерации.
[00147] Согласно одному из вариантов реализации изобретения один или более абсорбционных реакторов 1010, 1020, 1030 и 1040 могут содержать внутренние элементы для распределения газа по жидкому абсорбирующему растворителю и предотвращения образования каналов. Подходящие внутренние элементы могут включать дистилляционную насадку, которая распределяет газ и уменьшает продольное перемешивание жидкости. Внутренние элементы могут предотвратить перемешивание жидкого абсорбирующего растворителя в абсорбционных реакторах 1010, 1020, 1030 и 1040, так что сначала будет происходить насыщение потока растворителя, а затем насыщенный фронт может перемещаться вертикально вверх через абсорбционные реакторы 1010, 1020, 1030 и 1040.
[00148] Согласно одному из вариантов реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока включает удаление отработанного потока. Согласно одному из вариантов реализации изобретения компоненты потока, представляющие собой оставшийся неабсорбированный газ, образуют отработанный поток. Согласно одному из вариантов реализации изобретения, в котором абсорбированный компонент содержит этилен и абсорбент содержит систему растворителей CuCl/анилин/ДМФА или CuCl/анилин/NMP, указанный отработанный поток может содержать водород, метан, этан, ацетилен, пропилен, различные другие углеводороды, летучие загрязняющие вещества или их комбинации. Кроме того, такой отработанный поток может по существу не содержать непрореагировавшие этиленовые мономеры или, возможно, сомономеры. Применяемый в настоящей заявке термин «по существу не содержит непрореагировавшие этиленовые мономеры» означает, что отработанные газы содержат менее 50% непрореагировавших этиленовых мономеров, альтернативно, менее 10% непрореагировавших этиленовых мономеров, альтернативно, менее 1,0% непрореагировавших этиленовых мономеров, альтернативно, менее 0,1 непрореагировавших этиленовых мономеров, альтернативно, менее 0,01% непрореагировавших этиленовых мономеров по массе относительно общей массы потока.
[00149] Согласно одному из вариантов реализации изобретения удаление отработанного потока может включать охлаждение отработанного потока и/или понижение или увеличение давления отработанного потока с тем, чтобы указанный отработанный поток поступал в перерабатывающее устройство 114. Например, согласно одному из вариантов реализации изобретения отработанный поток может быть «сметен» за счет пропускания подходящего продувочного газа (например, инертного или нереакционноспособного газа, как описано выше) через резервуар, содержащий отработанный газ (например, абсорбционный реактор 116), при достаточном давлении, с достаточной скоростью или их комбинации для вытеснения из него отработанных газов. Например, согласно некоторым вариантам реализации изобретения, показанным на фиг. 1-5, отделение по меньшей мере одного газообразного компонента от газового потока позволяет получить поток отработанных газов 20, по существу не содержащих непрореагировавших этиленовых мономеров (возможно, сомономеров), альтернативно, поток отработанных газов, содержащий уменьшенную концентрацию непрореагировавших этиленовых мономеров (возможно, сомономеров). Например, поток отработанных газов может содержать непрореагировавшие этиленовые мономеры в количестве менее примерно 30%, альтернативно, менее примерно 25%, альтернативно, менее примерно 20%, альтернативно, менее примерно 15%, альтернативно, менее примерно 10% по массе относительно общей массы потока. Согласно дополнительному варианту реализации изобретения содержание этилена можно уменьшить в процентном выражении относительно этилена, присутствующего в газовом потоке до отделения от него по меньшей мере одного газообразного компонента. Например, поток отработанных газов может содержать непрореагировавшие этиленовые мономеры, присутствующие в газовом потоке до разделения, в количестве менее примерно 40%, альтернативно, менее примерно 30%, альтернативно, менее примерно 20% по массе относительно общей массы потока.
[00150] Согласно одному из вариантов реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может дополнительно включать высвобождение абсорбированного газообразного компонента из абсорбента (например, in situ в абсорбционном реакторе 116 и/или в другом сосуде, таком как регенератор 120). Высвобождение абсорбированного газообразного компонента из абсорбента в целом включает любые подходящие способы обращения различных связей, соединений, сродства, комплексов или их комбинаций, посредством которых по меньшей мере один газообразный компонент образует соединение, связь или их комбинации с абсорбентом или его частью. Неограничивающие примеры подходящих способов, с помощью которых происходит выделение абсорбированного газообразного компонента, включают изменение кинетики абсорбции или равновесия абсорбента при абсорбции, нагревание или уменьшение давления абсорбента, изменение парциального давления абсорбированного газа или их комбинаций.
[00151] Согласно одному из вариантов реализации изобретения абсорбированный газообразный компонент можно высвобождать (например, за счет десорбции и/или разрушения комплекса) из абсорбента внутри одного или более из указанных абсорбционных реакторов на фазе регенерации и/или десорбции. Согласно вариантам реализации изобретения фаза регенерации может включать регенерацию системы абсорбирующих растворителей с получением непрореагировавшего этилена; согласно вариантам реализации изобретения фаза регенерации может включать регенерацию системы абсорбирующих растворителей в абсорбционном реакторе 116 с получением непрореагировавшего этилена. Например, согласно варианту реализации изобретения, показанному на фиг. 1 и 2 (и/или, согласно одному из вариантов реализации изобретения, в которых абсорбционный реактор 116 выполнен с возможностью конфигурации АПД, как описано в настоящей заявке со ссылкой фиг. 10), абсорбционный реактор 116 может быть выполнен с возможностью индуцирования высвобождения из абсорбирующего растворителя газа, абсорбированного указанным растворителем или образующего с ним комплекс (например, путем десорбции и/или разрушения комплекса абсорбированного этилена и/или комплекса этилена, и/или изобутана), как подробно описано в настоящей заявке. Не желая быть связанными теорией, индуцирование высвобождения абсорбированного или образующего комплекс газа может включать изменение кинетики реакции или равновесия газ-растворитель системы абсорбирующих растворителей, температуры абсорбционного реактора 116, давления абсорбционного реактора 116, парциального давления абсорбированного газа или их комбинации. Согласно такому варианту реализации изобретения абсорбционный реактор 116 может содержать средства управления, термопроводы, электропроводы, компрессоры, вакуумные устройства и т.п. или их комбинации, выполненные с возможностью изменения кинетики реакции, равновесия газ-растворитель, температуры абсорбционного реактора 116, давления абсорбционного реактора 116 или их комбинаций.
[00152] Например, согласно одному из вариантов реализации изобретения выделение абсорбированного газообразного компонента может включать снижение давления раствора, содержащего комплекс этилена, до подходящего парциального давления. Согласно дополнительному варианту реализации изобретения выделение абсорбированного газообразного компонента может включать нагревание раствора, содержащего комплекс этилена в абсорбционном реакторе 116 (альтернативно, в регенераторе 120, как описано в настоящей заявке ниже), до подходящей температуры. Такая подходящая температура может составлять от примерно 43°C (110°F) до примерно 93°C (200°F), альтернативно, от примерно 60°C (140°F) до примерно 71°C (160°F), альтернативно, от примерно 71°C (160°F) до примерно 93°C (200°F), альтернативно, от примерно 82°C (180°F) до примерно 93°C (200°F), что способствует выделению абсорбированного соединения (например, этилена и/или изобутана) из абсорбирующего растворителя. Например, согласно конкретному варианту реализации изобретения абсорбционный реактор 116 (альтернативно, регенератор 120) может действовать при температуре от примерно 71°C (160°F) до примерно 93°C (200°F), альтернативно, от примерно 82°C (180°F) до примерно 93°C (200°F) во время высвобождения абсорбированного компонента (например, этилена и/или изобутена) из абсорбирующего растворителя. Согласно альтернативному варианту реализации изобретения абсорбционный реактор 116 (альтернативно, регенератор 120) может действовать при температуре от примерно 60°C (140°F) до примерно 71°C (160°F) во время высвобождения абсорбированного компонента (например, этилена и/или изобутена) из абсорбирующего растворителя. Например, указанные температуры выделения могут подходить в качестве экономической альтернативы. Например, функционирование абсорбционного реактора, такого как абсорбционный реактор 116 (альтернативно, регенератора, такого как регенератор 120), при температурах в диапазоне от примерно 60°C (140°F) до примерно 71°C (160°F) в процессе выделения абсорбированного компонента может потребовать меньше энергии, что позволяет сэкономить на производственных затратах за счет использования тепла, полученного от других источников (например, от теплоносителя полимеризационного реактора, потока при низком давлении, теплообменников, установленных перед регенераторами, теплообменников в рециркуляционном трубопроводе для абсорбента, полимеризационных реакторов, нагревательных устройств с линией испарения, резервуаров мгновенного испарения или т.п. или их комбинаций) для нагревания абсорбционного реактора и/или регенератора.
[00153] Кроме того, согласно такому варианту реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью удаления газов (например, ранее абсорбированного и затем выделившегося газа, такого как этилен) и/или содействия высвобождению абсорбированного газа за счет перепада давления. Абсорбционный реактор 116 может быть выполнен с возможностью обеспечения или поддержания подходящего парциального давления. Такое подходящее парциальное давление может составлять от примерно 0,7 кПа изб. (0,1 psig) до примерно 276 кПа изб. (40 psig), альтернативно, от примерно 34 кПа изб. (5 psig) до примерно 207 кПа изб. (30 psig), альтернативно, от примерно 34 кПа изб. (5 psig) до примерно 103 кПа изб. (15 psig). Согласно одному из вариантов реализации изобретения абсорбционный реактор 116 может быть выполнен с возможностью обеспечения или поддержания парциального давления этилена в диапазоне от примерно 0 МПа абс. (0 psia) до примерно 34,45 кПа абс.(5 psia).
[00154] Согласно альтернативному варианту реализации изобретения отделение по меньшей мере одного газообразного компонента от газового потока может дополнительно включать удаление раствора, содержащего комплекс абсорбированного компонента (например, комплекс абсорбированного этилена) для дополнительной обработки. Согласно такому альтернативному варианту реализации изобретения абсорбирующий комплекс, содержащий абсорбированный газообразный компонент, можно удалить из абсорбционного реактора 116 и направить в регенератор 120 для выделения абсорбированного газообразного компонента и/или регенерации абсорбирующего комплекса в виде комплексного потока 28. Согласно вариантам реализации изобретения регенератор 120 может регенерировать систему абсорбирующих растворителей с получением непрореагировавшего этилена; согласно вариантам реализации изобретения регенератор 120 может регенерировать систему абсорбирующих растворителей в регенераторе 120 с получением непрореагировавшего этилена.
[00155] Согласно такому варианту реализации изобретения комплексный поток 28 может содержать этилен, этан и/или изобутан. Этилен может присутствовать в количестве от примерно 0,1% до примерно 10%, альтернативно, от примерно 0,4% до примерно 5%, альтернативно, от примерно 0,5% до примерно 2,5% по массе относительно общей массы потока. Этан может присутствовать в количестве от примерно 0,1% до примерно 1%, альтернативно, от примерно 0,2% до примерно 0,5% по массе относительно общей массы потока. Изобутан может присутствовать в количестве от примерно 0,1% до примерно 1%, альтернативно, от примерно 0,2% до примерно 0,5% по массе относительно общей массы потока.
[00156] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, разделение комплексного потока на рециркулируемый поток и поток абсорбента (например, в блоке 92) включает выделение абсорбированного газообразного компонента из абсорбента. Как показано выше, высвобождение абсорбированного газообразного компонента из абсорбента в целом включает любые подходящие способы реверсирования различных связей, соединений, сродства, комплексов или их комбинаций, посредством которых по меньшей мере один газообразный компонент образует соединение, связь или их комбинации с абсорбентом или его частью. Различные процессы и/или параметры выделения абсорбированного газообразного компонента были описаны выше в отношении выделения внутри абсорбционного реактора.
[00157] Согласно варианту реализации изобретения, показанному на фиг. 5, разделение комплексного потока на рециркулируемый поток и поток абсорбента может включать направление комплексного потока 28 в регенератор 120. Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, регенератор 120 может содержать устройство или установку, выполненную с возможностью извлечения, регенерирования, рециркулирования и/или очистки абсорбирующего растворителя и/или высвобождения абсорбированного газа. Неограничивающие примеры подходящего регенератора включают реактор мгновенного испарения, реактор понижения давления, реактор регенерации растворителя или их комбинации.
[00158] Согласно одному из вариантов реализации изобретения регенератор 120 может быть выполнен с возможностью функционирования на основе разности давлений. Согласно такому варианту реализации изобретения регенератор 120 может быть выполнен с возможностью обеспечения или поддержания подходящего внутреннего давления. Такое подходящее внутреннее давление может составлять от примерно 0 МПа изб. (0 psig) до примерно 1,03 МПа (150 psig), альтернативно, от примерно 34 кПа изб. (5 psig) до примерно 207 кПа изб. (30 psig), альтернативно, от примерно 34 кПа изб. (5 psig) до примерно 103 кПа изб. (15 psig), альтернативно, от примерно 0 МПа изб. (0 psig) до примерно 69 кПа изб. (10 psig). Согласно одному из вариантов реализации изобретения регенератор 120 может быть выполнен с возможностью обеспечения или поддержания подходящего парциального давления. Такое подходящее парциальное давление может составлять от примерно 0 МПа абс. (0 psia) до примерно 0,34 МПа абс. (50 psia).
[00159] Согласно одному из вариантов реализации изобретения регенератор 120 может быть выполнен с возможностью функционирования на основе повышенной температуры. Такой регенератор 120 может быть выполнен с возможностью обеспечения или поддержания подходящей температуры. Такая подходящая температура может составлять от примерно 43°C (110°F) до примерно 93°C (200°F), альтернативно, от примерно 60°C (140°F) до примерно 93°C (200°F), альтернативно, от примерно 60°C (140°F) до примерно 71°C (160°F), альтернативно, от примерно 71°C (160°F) до примерно 93°C (200°F), альтернативно, от примерно 82°C (180°F) до примерно 93°C (200°F), что позволяет осуществить испарение и/или высвобождение абсорбированного соединения (например, этилена и/или изобутана) из абсорбирующего растворителя. Согласно одному из вариантов реализации изобретения регенератор 120 (например, такой как абсорбционный реактор 116) можно нагреть для десорбции или регенерации системы абсорбирующих растворителей с использованием источников тепла, включающих охлаждающую воду, пар низкого давления или их комбинации. Охлаждающая вода, пар низкого давления или их комбинации могут подходить для нагревания регенератора 120 (или абсорбционного реактора 116, как описано выше) до температуры от примерно 60°C (140°F) до примерно 93°C (200°F).
[00160] Согласно одному из вариантов реализации изобретения регенератор 120 может быть выполнен с возможностью проведения периодических и/или непрерывных процессов. Например, согласно одному из вариантов реализации изобретения система ППЭ может содержать два или более абсорбционных регенератора (например, таких как регенераторы 1220 и 1222, показанные на фиг. 12), каждый из которых можно использовать для работы в периодическом режиме. Как показано выше, при применении двух или более абсорбционных реакторов, такая система может действовать и регенерировать абсорбент непрерывно.
[00161] Согласно одному из вариантов реализации изобретения разделение комплексного потока на рециркулируемый поток и поток абсорбента позволяет получить поток регенерированного абсорбента, который можно повторно использовать в реакции абсорбции, и рециркулируемый поток, содержащий непрореагировавшие мономеры (возможно, сомономеры), который можно повторно ввести в процесс ППЭ или повторно использовать в указанном процессе. Например, согласно варианту реализации изобретения, показанному на фиг. 5, разделение комплексного потока 28 на рециркулируемый поток и поток абсорбента позволяет получить рециркулируемый поток 22, который, например, можно повторно ввести в очиститель 102, и поток регенерированного абсорбента 30, который, например, можно повторно ввести в абсорбционный реактор 116.
[00162] Согласно одному из вариантов реализации изобретения высвобождение абсорбированного газа позволяет также получить рециркулируемый поток, содержащий непрореагировавшие мономеры (возможно, сомономеры), которые можно вернуть в сепаратор 108 для сжатия (например, с помощью одного или более компрессоров, установленных около сепаратора 108). Например, согласно некоторым вариантам реализации изобретения, показанным на фиг. 1-5, выделение абсорбированного газа позволяет получить рециркулируемый поток 22, который можно вернуть в сепаратор 108, 105. Повышение давления рециркулируемого потока 22 позволяет получить поток для повторного введения (не показано), который можно повторно ввести в процесс ППЭ или повторно использовать в указанном процессе. Например, согласно некоторым вариантам реализации изобретения, показанным на фиг. 1-5, поток для повторного введения можно ввести в очиститель 102. Согласно альтернативному варианту реализации изобретения рециркулируемый поток (такой как рециркулируемый поток 22) можно подвергнуть повышенному давлению и/или повторно ввести в процесс ППЭ, не возвращая в сепаратор 108, 105. Согласно одному из вариантов реализации изобретения рециркулируемый поток 22 может содержать по существу чистый этилен; альтернативно, рециркулируемый поток 22 может содержать этилен и бутан, в частности, изобутан. Согласно одному из вариантов реализации изобретения газовый поток может содержать азот, этилен, этан и/или изобутан. Этилен может присутствовать в количестве от примерно 65% до примерно 99%, альтернативно, от примерно 70% до примерно 90%, альтернативно, от примерно 75% до примерно 85% по массе относительно общей массы потока. Этан может присутствовать в количестве от примерно 1% до примерно 20%, альтернативно, от примерно 5% до примерно 15%, альтернативно, от примерно 7,5% до примерно 12,5% по массе относительно общей массы потока. Изобутан может присутствовать в количестве от примерно 1% до примерно 20%, альтернативно, от примерно 5% до примерно 15%, альтернативно, от примерно 7,5% до примерно 12,5% по массе относительно общей массы потока.
[00163] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, сжигание потока отработанных газов (например, в блоке 66 или 76) может в целом включать горение или сжигание одного или более газообразных компонентов, содержащихся в потоке отработанных газов 20. Согласно одному из вариантов реализации изобретения сжигание потока отработанных газов 20 может дополнительно или в качестве альтернативы включать крекинг, каталитический крекинг, пиролиз, дегидрирование, скрубберную очистку, конвертирование, обработку или их комбинации потока отработанных газов 20 или продуктов горения.
[00164] Как описано в настоящей заявке, поток отработанных газов 20 может содержать испаренные растворители, непрореагировавшие газы, вторичные продукты, загрязняющие вещества, углеводороды или их комбинации. Согласно одному из вариантов реализации изобретения поток отработанных газов 20 может содержать водород, азот, метан, этилен, этан, пропилен, пропан, бутан изобутан, более тяжелые углеводороды или их комбинации. Этилен может присутствовать в количестве от примерно 1% до примерно 40%, альтернативно, от примерно 2,5% до примерно 20% по массе относительно общей массы потока. Этан может присутствовать в количестве от примерно 5% до примерно 50%, альтернативно, от примерно 30% до примерно 40% по массе относительно общей массы потока. Изобутан может присутствовать в количестве от примерно 1% до примерно 20%, альтернативно, от примерно 1,5% до примерно 5%, альтернативно, от примерно 2% до примерно 3% по массе относительно общей массы потока. Азот может присутствовать в количестве от примерно 10% до примерно 80%, альтернативно, от примерно 35% до примерно 50%, альтернативно, от примерно 40% до примерно 45% по массе относительно общей массы потока.
[00165] Согласно вариантам реализации изобретения, показанным на фиг. 1-5, сжигание потока отработанных газов может включать направление потока отработанных газов 20 в перерабатывающее устройство 114. Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, перерабатывающее устройство 114 может включать устройство или установку для сжигания, такой как факельная установка. Неограничивающие примеры подходящих факельных установок включают горелку, инсинератор и т.п. или их комбинации. Факельная установка может соответственно содержать одно или более регулируемых сопла, источник воспламенения, перепускной клапан, клапан сброса давления или их комбинации. Факельная установку может быть выполнена с возможностью обеспечения окружающей среды для горения различных отходов, например, атомарных газов (например, азота, кислорода), оксидов (например, моноксида углерода, оксидов азота или серы), различных нежелательных газообразных продуктов или их комбинаций. Согласно одному из вариантов реализации изобретения факельная установка может дополнительно содержать устройство или установку, выполненную с возможностью селективного удаления одного или более из загрязняющих веществ перед сжиганием, в процессе сжигания и/или после него (например, таким образом, что данный продукт горения не выделяется в атмосферу).
[00166] Согласно одному или более вариантам реализации изобретения, описанным в настоящей заявке, перерабатывающее устройство 114 может содержать, например, установку для крекинга, установку для каталитического крекинга, скруббер, конвертер, установку для обработки, устройство для дегидрирования, устройство для удаления кислорода или их комбинации. Согласно одному из вариантов реализации изобретения перерабатывающее устройство 114 может содержать установку для крекинга этилена. В обрабатывающем устройстве 114 один или более газообразных компонентов, таких как этан, из потока отработанных газов 20 можно превратить в требуемый продукт, такой как мономер этилена. Требуемый продукт, образующийся в обрабатывающем устройстве 114, можно повторно использовать в одной или более установок, выбранных, например, из очистителя 102, реактора 104, реактора 106.
[00167] Согласно другим альтернативным вариантам реализации изобретения поток отработанных газов 20 можно использовать в качестве топлива (например, для производства пара или операций по совместному производству электрической и тепловой энергии) и/или можно использовать в качестве топлива и/или сырья в установке термического крекинга для получения этилена (например, для получения сырьевого потока 10). Согласно еще одному альтернативному варианту реализации изобретения отработанный газ из потока отработанных газов 20 можно направить из указанной установки на завод для получения мономера.
[00168] Согласно одному из вариантов реализации изобретения внедрение одной или более из описанных систем (например, систем ППЭ 100, 200, 300, 400 и/или 500) и/или способов (например, способов ППЭ 600, 700, 800 и/или 900) позволяет осуществить извлечение значительной части этиленовых мономеров, которые в противном случае были бы потеряны вследствие работы указанных систем или способов, например при сжигании газа на факеле. Согласно одному из вариантов реализации изобретения одна или более из описанных систем позволяют осуществить извлечение этиленовых мономеров, которые в противном случае были бы потеряны, в количестве до примерно 75%, альтернативно, до примерно 85%, альтернативно, до примерно 90%, альтернативно, до примерно 95% по массе относительно общей массы потока. Согласно одному из вариантов реализации изобретения одна или более из описанных систем позволяют осуществить извлечение изобутана, который в противном случае был бы потерян, в количестве до примерно 75%, альтернативно, до примерно 85%, альтернативно, до примерно 90%, альтернативно, до примерно 95% по массе относительно общей массы потока. Возврат в оборот указанной части непрореагировавших этиленовых мономеров позволяет получить значительную экономическую выгоду, например, за счет улучшения эффективности применения этиленовых мономеров и уменьшения капитальных затрат, связанных с приобретением этиленовых мономеров. Подобным образом, возврат в оборот указанной части изобутана позволяет получить значительную экономическую выгоду, например, за счет уменьшения капитальных затрат, связанных с приобретением изобутана, и/или за счет снижения присутствия изобутана в факельных выбросах.
[00169] Согласно одному из вариантов реализации изобретения внедрение одной или более из описанных систем и/или способов позволяет уменьшить количество этана и/или водорода, которое направляют в полимеризационный реактор 106. Согласно одному из вариантов реализации изобретения внедрение одной или более из описанных систем и/или способов позволяет уменьшить количество этана и/или водорода, которое возвращается в полимеризационный реактор (такой как реакторы 104 и/или 106) с рециркулируемым потоком. Путем уменьшения количества этана, содержащегося в потоке, направляемом в полимеризационный реактор, общую эффективность получения полиэтилена можно улучшить (например, путем увеличения концентрации этилена без достижения температуры начала кипения в петлевом реакторе). Например, уменьшение количества этана в потоке может улучшить эффективность полимеризационного реактора, улучшить эффективность катализатора, снизить засорение оборудования полимером, уменьшить время простоя при полимеризации, улучшить получение бимодальных видов полимера, улучшить получение сополимеров или их комбинации.
[00170] Различные варианты реализации изобретения, показанные на чертежах, можно упростить и можно не показывать общепринятое оборудование, такое как теплообменники, насосы и компрессоры; однако, специалист в данной области поймет, что описанные процессы и системы могут включать такое оборудование, обычно применяемое на всех участках производства полимеров.
[00171] Специалисту в данной области техники будет понятно, что промышленные и коммерческие способы производства полиэтилена могут потребовать применения одного или более, часто нескольких, компрессоров или аналогичных установок. Указанные компрессоры используют на всех участках производства полиэтилена, например, для понижения давления в реакторах 104, 106 при полимеризации. Кроме того, опытному специалисту в данной области техники будет понятно, что процесс производства полиэтилена включает применение одной или более установок дезоксигенирования и/или подобных установок для удаления кислорода, например, для очистки растворителей или реагентов и/или для продувки реакторов для удаления кислорода. Поскольку на предприятии по промышленному получению полиэтилена уже существуют инфраструктура и средства ее обслуживания, например, для подачи питания и технической эксплуатации компрессоров и/или установок для удаления кислорода, перераспределение части из указанных доступных ресурсов для применения в описанных системах могут потребовать небольших, если вообще потребуют, дополнительных капитальных затрат для внедрения описанных систем и или способов.
[00172] Кроме того, поскольку компрессоры, устройства для удаления кислорода и различные другие компоненты уже используются в различных процессах и системах производства полиэтилена, возможность эксплуатации таких установок в усиленном режиме может повысить общую эффективность систем и процессов при получении полиэтилена. Например, в случае, когда часть процесса ППЭ или системы работает в автономном режиме при техническом обслуживании и/или ремонте, другие части системы (например, компрессор, установка дезоксигенирования, реактор и т.п.) могут продолжать обеспечивать обслуживание согласно настоящим процессам. Функционирование и/или перераспределение ресурсов для работы описанных систем и/или способов ППЭ позволяют, тем самым, повысить эффективность применения традиционных систем.
ДОПОЛНИТЕЛЬНОЕ ОПИСАНИЕ
[00173] Были описаны способы и системы разделения компонентов в полимеризующей системе. Следующие пункты формулы изобретения предложены в качестве дополнительного описания:
[00174] Вариант реализации изобретения A
Способ разделения компонентов в системе получения полимеров, включающий:
разделение потока продуктов полимеризации на газовый поток и поток полимеров, при этом газовый поток содержит этан и непрореагировавший этилен;
дистилляцию газового потока с получением потока легких углеводородов, содержащего этан и непрореагировавший этилен;
приведение потока легких углеводородов в контакт с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из потока легких углеводородов абсорбируется системой абсорбирующих растворителей; и
извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан, водород или их комбинации.
[00175] Вариант реализации изобретения B
Способ согласно варианту реализации изобретения A, дополнительно включающий:
регенерацию системы абсорбирующих растворителей с получением извлеченного этилена.
[00176] Вариант реализации изобретения C
Способ согласно варианту реализации изобретения A, дополнительно включающий:
дистилляцию газового потока с получением бокового потока, содержащего изобутан.
[00177] Вариант реализации изобретения D
Способ согласно варианту реализации изобретения A, дополнительно включающий:
обработку потока отработанных газов в перерабатывающем устройстве.
[00178] Вариант реализации изобретения E
Способ согласно варианту реализации изобретения D, в котором перерабатывающее устройство включает установку крекинга, установку каталитического крекинга, скруббер, конвертер, устройство для обработки, устройство дегидрирования, устройство для удаления кислорода, факельную установку или их комбинации.
[00179] Вариант реализации изобретения F
Способ согласно варианту реализации изобретения A, в котором система абсорбирующих растворителей выполнена с возможностью действовать при температуре в диапазоне от примерно 4,4°C (40°F) до примерно 43°C (110°F).
[00180] Вариант реализации изобретения G
Способ согласно варианту реализации изобретения A, в котором система абсорбирующих растворителей содержит хлорид меди, анилин и N-метилпирролидон.
[00181] Вариант реализации изобретения H
Способ разделения компонентов в системе получения полимеров, включающий:
разделение потока продуктов полимеризации на газовый поток и поток полимеров, при этом газовый поток содержит этан и непрореагировавший этилен;
дистилляцию газового потока с получением промежуточного потока углеводородов и первого потока кубовых остатков, при этом промежуточный поток углеводородов содержит этан, этилен и изобутан;
дистилляцию промежуточного потока углеводородов с получением потока легких углеводородов и второго потока кубовых остатков, при этом поток легких углеводородов содержит этан и этилен;
приведение потока легких углеводородов в контакт с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из потока легких углеводородов абсорбируется системой абсорбирующих растворителей; и
извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан, водород или их комбинации.
[00182] Вариант реализации изобретения I
Способ согласно варианту реализации изобретения H, дополнительно включающий:
регенерацию системы абсорбирующих растворителей с получением извлеченного этилена.
[00183] Вариант реализации изобретения J
Способ согласно варианту реализации изобретения H, дополнительно включающий:
дистилляцию промежуточного потока углеводородов с получением бокового потока, содержащего изобутан, при этом второй поток кубовых остатков содержит изобутан и по существу не содержит олефины.
[00184] Вариант реализации изобретения K
Способ разделения компонентов в системе получения полимеров, включающий:
полимеризацию олефиновых мономеров в первом полимеризационном реакторе с получением потока продуктов промежуточной полимеризации;
разделение потока продуктов промежуточной полимеризации на промежуточный газовый поток и промежуточный полимерный поток, при этом промежуточный газовый поток содержит этан, непрореагировавший этилен и водород; и
полимеризацию промежуточного полимерного потока во втором полимеризационном реакторе.
[00185] Вариант реализации изобретения L
Способ согласно варианту реализации изобретения K, стадия разделения, включающая понижение давления потока продуктов промежуточной полимеризации для мгновенного испарения этилена, этана, водорода или их комбинаций.
[00186] Вариант реализации изобретения M
Способ разделения компонентов в системе получения полимеров, включающий:
полимеризацию олефиновых мономеров в первом полимеризационном реакторе;
разделение потока продуктов промежуточной полимеризации на промежуточный газовый поток и промежуточный полимерный поток, при этом промежуточный газовый поток содержит этан и непрореагировавший этилен;
полимеризацию промежуточного полимерного потока во втором полимеризационном реакторе; и
введение поглотителя перед вторым полимеризационным реактором.
[00187] Вариант реализации изобретения N
Способ согласно варианту реализации изобретения M, введение поглотителя перед вторым полимеризационным реактором, включающее введение поглотителя в поток продуктов промежуточной полимеризации.
[00188] Вариант реализации изобретения O
Способ согласно варианту реализации изобретения M, в котором поглотитель содержит катализатор гидрирования.
[00189] Вариант реализации изобретения P
Способ согласно варианту реализации изобретения M, в котором стадия разделения включает:
понижение давления потока продуктов промежуточной полимеризации для мгновенного испарения этилена и этана.
[00190] Вариант реализации изобретения Q
Способ согласно варианту реализации изобретения M, в котором поглотитель уменьшает концентрацию водорода перед вторым полимеризационным реактором.
[00191] Вариант реализации изобретения R
Способ разделения компонентов в системе получения полимеров, включающий:
полимеризацию олефиновых мономеров в первом полимеризационном реакторе с получением потока продуктов промежуточной полимеризации;
дегазацию по меньшей мере части водорода из потока продуктов промежуточной полимеризации с получением потока продуктов с пониженным содержанием водорода;
разделение потока продуктов с пониженным содержанием водорода на промежуточный газовый поток и промежуточный полимерный поток, при этом промежуточный газовый поток содержит этан и непрореагировавший этилен; и
полимеризацию промежуточного полимерного потока во втором полимеризационном реакторе.
[00192] Вариант реализации изобретения S
Способ согласно варианту реализации изобретения R, стадия разделения, включающая понижение давления потока продуктов с пониженным содержанием водорода для мгновенного испарения этилена и этана.
[00193] Вариант реализации изобретения T
Способ согласно варианту реализации изобретения R, в котором количество водорода в промежуточном газовом потоке составляет менее примерно 1% масс.
[00194] Вариант реализации изобретения U
Способ согласно варианту реализации изобретения R, дополнительно включающий:
приведение в контакт промежуточного газового потока с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из промежуточного газового потока поглощается системой абсорбирующих растворителей; и
регенерацию системы абсорбирующих растворителей с получением извлеченного этилена.
[00195] Вариант реализации изобретения V
Способ согласно варианту реализации изобретения R, дополнительно включающий:
извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан.
ПРИМЕРЫ
[00196] Настоящее изобретение было описано в целом, следующие примеры приведены в виде конкретных вариантов реализации изобретения и демонстрируют его практическое применение и преимущества. Следует понимать, что указанные примеры приведены в качестве иллюстрации и не предполагают ограничить каким бы то ни было образом описание или формулу изобретения.
[00197] Автоматизированную установку, имитирующую промышленный процесс, использовали для получения выходной информации при применении модели, соответствующей системам и/или способам, описанным в настоящей заявке. Применяемая модель приведена на фиг. 12, на которой показан вариант реализации абсорбирующей системы 1200, описанной в настоящей заявке, и будет использована для описания приведенных ниже примеров. Согласно варианту реализации изобретения, показанному на фиг. 12, поток легких газов 1218, который был отделен от потока продуктов полимеризации, выходящих из реактора для получения полиэтилена 104, 106, описанного в варианте реализации систем ППЭ 100, 200, 300, 400 или 500, показанных на фиг. 1-5, подавали в абсорбционный реактор 1216. Общий молярный и массовый расходы и молярный и массовый расходы компонентов потока легких газов 1218 показаны в ниже таблице 1:
Таблица 1
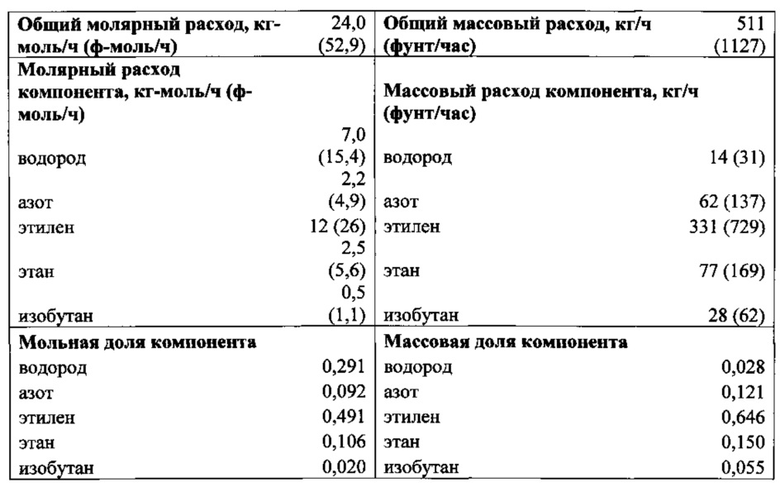
[00198] Непрореагировавший этилен, который поступает в абсорбционный реактор 1216, абсорбировали в системе абсорбирующих растворителей в абсорбционном реакторе 1216. Абсорбированный непрореагировавший этилен перемещается в виде комплексного потока 1228 в первый регенератор 1220. В потоке 1228 абсорбированный этилен нагревали с помощью теплообменника REG 1 HEAT перед подачей в первый регенератор 1220. Этилен десорбировали из растворителя из системы абсорбирующих растворителей в первом регенераторе 1220 и направляли по потоку 1229 во второй регенератор 1222. Поток 1229 можно охладить с помощью теплообменника REG2COOL перед подачей во второй регенератор 1222. Этилен извлекали в потоке 1224. Абсорбирующий растворитель в потоках 1232 и 2134 объединяли в теплообменнике FEEDCOOL для повторного использования в абсорбционном реакторе 1216 в потоке 1230.
[00199] В таблице 2 показаны рабочие условия для примеров 1-44 извлечения этилена с применением системы 1200, показанной на фиг. 12. Для примеров, показанных в таблице 2, система абсорбирующих растворителей содержала систему на основе хлорида меди, анилина и NMP, описанную в настоящей заявке, и состав очищенного продукта основан на 90% извлечении этилена. Состав очищенного продукта, извлеченного из потока 1224 на фиг. 12, включал этилен, этан, азот, водород и изобутан. % масс. каждого из указанных компонентов в очищенном продукте показан в таблице 2. Выбранные примеры из таблицы 2 подробно рассмотрены ниже.
ПРИМЕР 3
[00200] В примере 3, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при температуре -9,4°С (15°F), при этом температура регенерированного растворителя составляла -10°С (14°F) и давлении 276 кПа изб. (40 psig). Первый регенератор 120 действовал при температуре 66°С (150°F) и давлении 0 МПа изб. (0 psig). Второй регенератор 122 действовал при температуре 10°С (50°F) и давлении 0 МПа изб. (0 psig). При таких условиях система 900 позволяет извлечь 90% этилена, расход циркуляционного потока растворителя составляет 1563878 кг/ч (344776 фунт/час) и количество этилена в очищенном продукте составляло 64,5%.
ПРИМЕР 4
[00201] В примере 4, приведенном в таблице 2, рабочие условия такие же, что и в примере 3, за исключением того, что первый регенератор 1220 действовал при температуре 93°С (200°F) и давлении 0 МПа изб. (0 psig). При таких условиях система 900 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 65198 кг/ч (143736 фунт/час), при этом очищенный продукт содержит 77,5% этилен.
ПРИМЕР 7
[00202] В примере 7, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при температуре 12°С (53°F), при этом температура регенерированного растворителя составляла 10°С (50°F). Абсорбционный реактор 1216 также действовал при давлении 276 кПа изб. (40 psig). Первый регенератор 120 действовал при температуре 66°С (150°F) и давлении 0 МПа изб. (0 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 0 МПа изб. (0 psig). При таких условиях система 900 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 24458 кг/ч (53920 фунт/час). Состав очищенного продукта для примера 7 показан в таблице 2.
[00203] При сравнении примера 7 с примерами 3 и 4, расход циркуляционного потока растворителя, составляющий 24458 кг/ч (53920 фунт/час) в примере 7, меньше расходов потока, составляющих в примерах 3 и 4 65198 кг/ч (143736 фунт/час) и 1563878 кг/ч (344776 фунт/час). Таким образом, пример 7 показал, что расход циркуляционного потока растворителя, необходимый для поглощения этилена в системе абсорбирующих растворителей на основе хлорида меди, анилина и NMP, гораздо меньше в случае температуры абсорбции 12°С (53°F), чем для температуры абсорбции -9,4°С (15°F) из-за неожиданного падения растворимости этилена в указанной системе абсорбирующих растворителей при температурах ниже примерно 10°С (50°F).
ПРИМЕР 8
[00204] В примере 8, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при температуре 13°С (55°F), при этом температура регенерированного растворителя составляла 10°С (50°F). Абсорбционный реактор 1216 также действовал при давлении 276 кПа изб. (40 psig). Первый регенератор 1220 действовал при температуре 93°С (200°F) и давлении 0 МПа изб. (0 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 0 МПа изб. (0 psig). При таких условиях система 800 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 21675 кг/ч (47785 фунт/час). Состав очищенного продукта для примера 8 показан в таблице 2.
[00205] Пример 8 подтверждает результаты, полученные в примере 7, о необходимости использования более низких расходах циркуляционного потока растворителя, когда абсорбционный реактор 1216 действовал при температуре 13°С (55°F), а не при температурах ниже 10°С (50°F). Кроме того, пример 2 показывает, что изменение температуры регенератора 1220 от 66°С (150°F) до 93°С (200°F) не оказывает значительного влияния на расход циркуляции растворителя.
ПРИМЕР 19
[00206] В примере 19, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при температуре 12°С (53°F), при этом температура регенерированного растворителя составляла 10°С (50°F). Абсорбционный реактор 1216 также действовал при давлении 276 кПа изб. (40 psig). Первый регенератор 1220 действовал при температуре 93°С (200°F) и давлении 69 кПа изб. (10 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 69 кПа изб. (10 psig). При таких условиях система 1200 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 26885 кг/ч (59272 фунт/час). Состав очищенного продукта показан в таблице 2.
[00207] Пример 19 подтвердил более низкие расходы циркуляции растворителя, обсуждаемые в примерах 7 и 8, по сравнению с примерами 3 и 4. Пример 19 также показывает, что изменение давления первого и второго регенераторов 1220 и 1222 в диапазоне от 0 МПа изб. (0 psig) до 69 кПа изб. (10 psig) не оказывает значительного влияния на результаты. Действие регенераторов 1220 и 1222 при 0 МПа изб. (0 psig) позволяет обеспечить более низкий расход циркуляции циркуляции растворителя, а также повышенную чистоту продукта, и работа регенераторов 1220 и 1222 при 69 кПа изб. (10 psig) позволяет обеспечить безопасную конструкцию, поскольку положительное давление в регенераторах 1220 и 1222 уменьшает возможность просачивания воздуха и воды за счет утечек в указанной системе и процессе, которые могут взаимодействовать с хлоридом меди в системе абсорбирующих растворителей и негативно воздействовать на производительность.
ПРИМЕР 28
[00208] В примере 28, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при 11°С (52°F), при этом температура регенерированного растворителя составляла 10°С (50°F). Абсорбционный реактор 1216 также действовал при давлении 0,41 МПа изб. (60 psig). Первый регенератор 1220 действовал при температуре 38°С (100°F) и давлении 0 МПа изб. (0 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 0 МПа изб. (0 psig). При таких условиях система 1200 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 26586 (58613 фунт/час). Состав очищенного продукта показан в таблице 2.
[00209] В условиях, применяемых в примере 28, расход циркуляционного потока растворителя меньше расхода потока в примерах 3 и 4, при этом количество этилена в очищенном продукте значительно выше.
ПРИМЕР 29
[00210] В примере 29, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при 13°С (55°F), при этом температура регенерированного растворителя составляла 10°С (50°F). Абсорбционный реактор 1216 также действовал при давлении 0,41 МПа изб. (60 psig). Первый регенератор 1220 действовал при температуре 66°С (150°F) и давлении 0 МПа изб. (0 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 0 МПа изб. (0 psig). При таких условиях система 1200 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 23181 кг/ч (51106 фунт/час). Состав очищенного продукта показан в таблице 2.
[00211] В условиях, применяемых в примере 29, расход циркуляционного потока растворителя меньше расхода потока в примерах 3 и 4, при этом количество этилена в очищенном продукте значительно выше.
ПРИМЕР 30
[00212] В примере 30, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при 13°С (56°F), при этом температура регенерированного растворителя составляет 10°С (50°F). Абсорбционный реактор 1216 также действовал при давлении 0,41 МПа изб. (60 psig). Первый регенератор 1220 действовал при температуре 93°С (200°F) и давлении 0 МПа изб. (0 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 0 МПа изб. (0 psig). При таких условиях система 1200 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 21203 кг/ч (46744 фунт/час). Состав очищенного продукта показан в таблице 2.
[00213] В условиях, применяемых в примере 30, расход циркуляционного потока растворителя меньше расхода потока в примерах 3 и 4, при этом количество этилена в очищенном продукте значительно выше.
ПРИМЕР 33
[00214] В примере 33, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12 действовал при температуре 39°C (102°F), при этом температура регенерированного растворителя составляла 38°С (100°F). Абсорбционный реактор 1216 также действовал при давлении 0,41 МПа изб. (60 psig). Первый регенератор 1220 действовал при температуре 93°С (200°F) и давлении 0 МПа изб. (0 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 0 МПа изб. (0 psig). При таких условиях система 900 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 28774 кг/ч (63435 фунт/час). Состав очищенного продукта для примера 33 показан в таблице 2.
[00215] В условиях, применяемых в примере 33, расход циркуляционного потока растворителя меньше расхода потока в примерах 3 и 4, при этом количество этилена в очищенном продукте значительно выше. Кроме того, пример 33 показывает, что действие абсорбционного реактора 116 при температурах выше температур максимальной растворимости, показанных на графике растворимости, например, при 39°С (102°F), как показано в примере 33, может все еще оказаться экономически целесообразной, поскольку, например, расходы циркуляционного потока растворителя остаются низкими по сравнению с условиями в примерах 3 и 4.
ПРИМЕР 40
[00216] В примере 40, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при температуре 11°С (52°F), при этом температура регенерированного растворителя составляла 10°С (50°F). Абсорбционный реактор 1216 также действовал при давлении 0,41 МПа изб. (60 psig). Первый регенератор 1220 действовал при температуре 66°С (150°F) и давлении 69 кПа изб. (10 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 69 кПа изб. (10 psig). При таких условиях система 1200 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 26055 кг/ч (57441 фунт/час). Состав очищенного продукта для примера 40 показан в таблице 2.
[00217] В условиях, применяемых в примере 40, расход циркуляционного потока растворителя меньше расхода потока в примерах 3 и 4, при этом количество этилена в очищенном продукте значительно выше.
ПРИМЕР 41
[00218] В примере 41, приведенном в таблице 2, абсорбционный реактор 1216, показанный на фиг. 12, действовал при 13°С (55°F), при этом температура регенерированного растворителя составляла 10°С (50°F). Абсорбционный реактор 1216 также действовал при давлении 0,41 МПа изб. (60 psig). Первый регенератор 1220 действовал при температуре 93°С (200°F) и давлении 69 кПа изб. (10 psig). Второй регенератор 1222 действовал при температуре 10°С (50°F) и давлении 69 кПа изб. (10 psig). При таких условиях система 900 позволяет извлечь 90% этилена при расходе циркуляционного потока растворителя 23352 кг/ч (51482 фунт/час). Состав очищенного продукта показан в таблице 2.
[00219] В условиях, применяемых в примере 41, расход циркуляционного потока растворителя меньше расхода потока в примерах 3 и 4, при этом количество этилена в очищенном продукте значительно выше.
ПРИМЕР МОДЕЛИРОВАНИЯ
[00220] Автоматизированную установку, имитирующую промышленный процесс, использовали для получения выходных данных модели, соответствующей системам и/или способам, описанным в настоящей заявке. Применяемая модель показана на фиг. 13, на которой газообразный поток, обозначенный VAPFEED (например, поток легких газов, описанный в настоящей заявке), подают в абсорбционный реактор ASORB1. Выходные данные, генерируемые установкой, имитирующей промышленный процесс, представляли собой материальный баланс и тепловой баланс, показанные в таблице 3. Наименования, обозначающие различные потоки, перечисленные в таблице 3, соответствуют потокам, показанным на фиг. 10. На фиг. 13 ASORB1 представляет собой абсорбционный реактор, который показан в виде четырехстадийного абсорбера, функционирующего при 32°C (90°F).
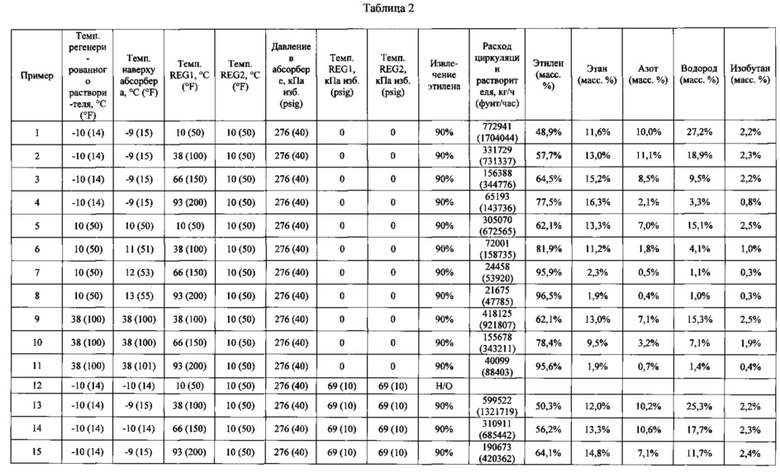
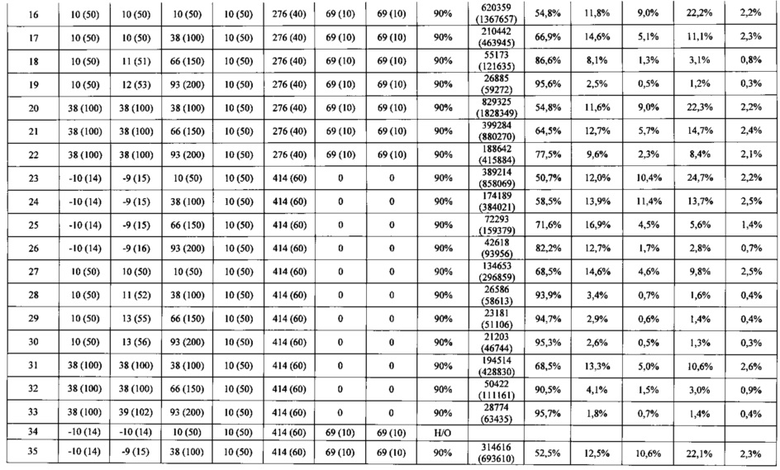

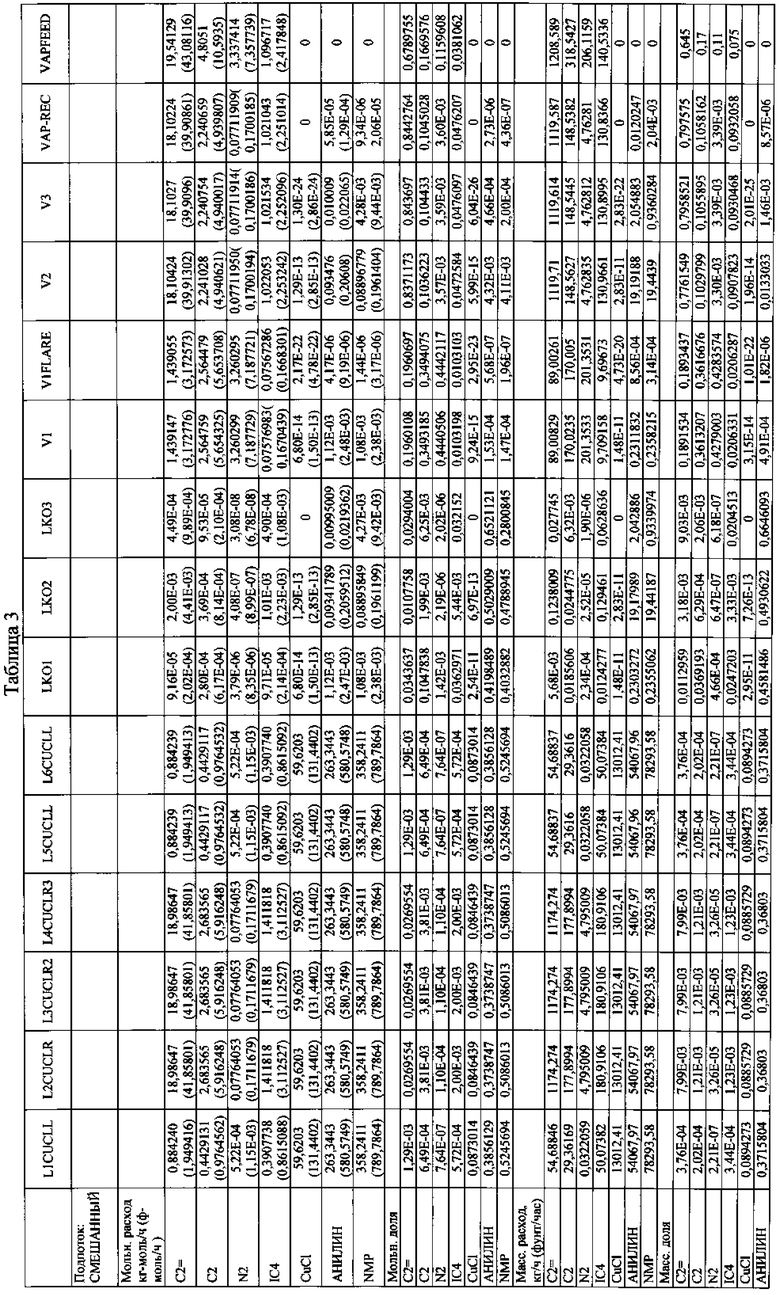
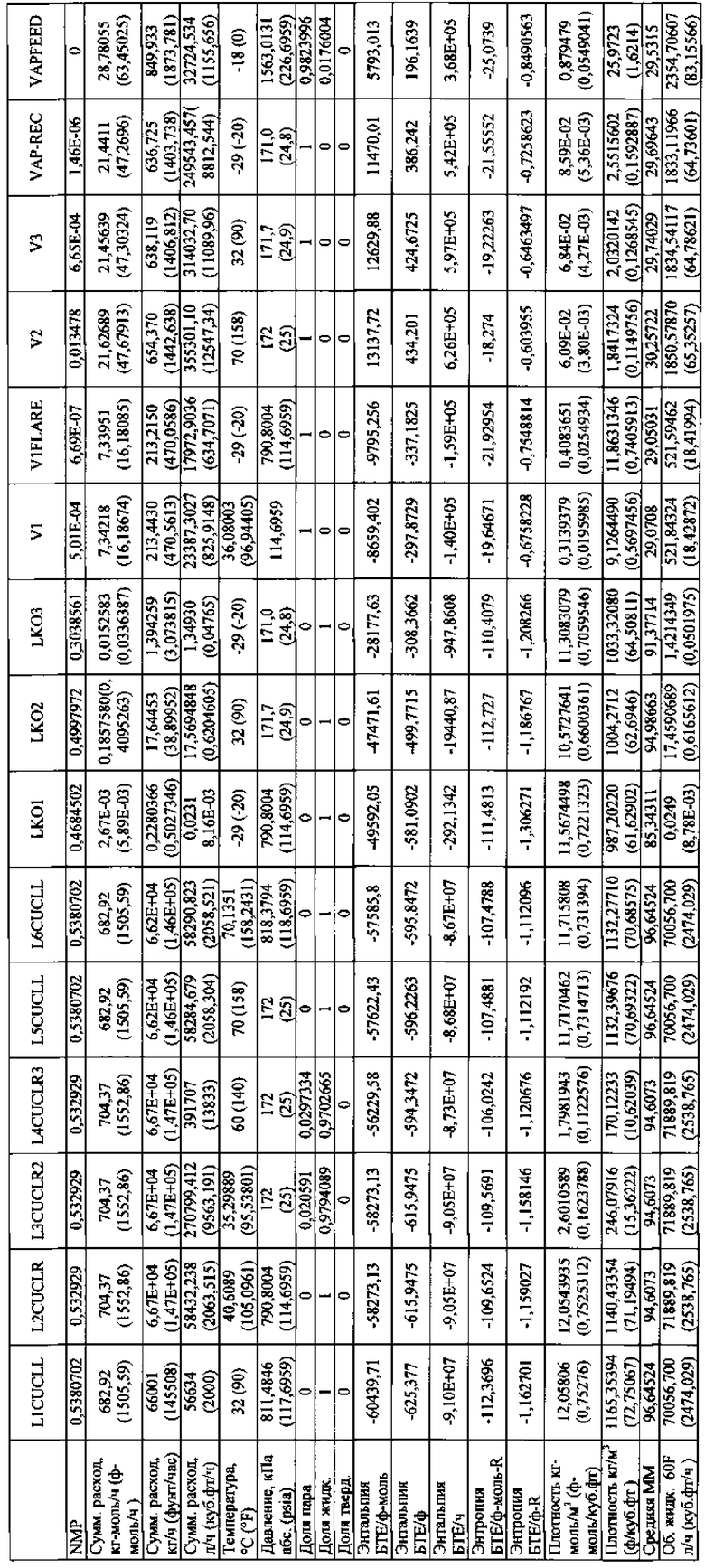
[00221] В настоящей заявке описан по меньшей мере один вариант реализации изобретения, при этом в рамках настоящего изобретения находятся вариации, комбинации и/или модификации варианта (вариантов) реализации и/или свойств варианта (вариантов) реализации, сделанные специалистом в данной области техники. Альтернативные варианты реализации изобретения, которые получают в результате комбинирования, объединения и/или исключения свойств варианта (вариантов) реализации изобретения, также находятся в рамках настоящего изобретения. В случае, когда числовые диапазоны или ограничения указаны в прямой форме, следует понимать, что такие точно выраженные диапазоны или ограничения включают итеративные диапазоны или ограничения подобной величины, попадающей в указанные точно выраженные диапазоны или ограничения (например, от примерно 1 до примерно 10 включает, 2, 3, 4 и т.п.; больше 0,10 включает 0,11, 0,12, 0,13 и т.п.). Например, если приведен числовой диапазон с нижним пределом, R1, и верхним пределом, RU, любое число, попадающее в указанный диапазон, является специально раскрытым. В частности, специально раскрыты следующие числа внутри диапазона: R=R1+k* (Ru-R1), при этом k представляет собой переменную в диапазоне от 1 процента до 100 процентов при 1 процентном приращении, т.е. k представляет собой 1 процент, 2 процента, 3 процента, 4 процента, 5 процентов, … 50 процентов, 51 процент, 52 процента, … 95 процентов, 96 процентов, 97 процентов, 98 процентов, 99 процентов или 100 процентов. Кроме того, любой числовой диапазон, ограниченный двумя числами R, определенными выше, также является специально раскрытым. Применение термина «возможно» в отношении любого элемента формулы изобретения означает, что указанный элемент является необходимым или, альтернативно, указанный элемент не является необходимым, при этом обе альтернативы находятся в рамках формулы изобретения. Следует понимать, что применение более широких терминов, таких как содержит, включает и имеет, обеспечивает поддержку более узким терминам, таким как состоящий из, состоящий главным образом из и содержащий по существу из. Соответственно, объем правовой охраны не ограничен описанием, изложенным выше, но определяется приведенной ниже формулой изобретения, при этом указанный объем включает все эквиваленты предмета изобретения согласно формуле изобретения. Каждый и все пункты формулы изобретения включены в виде дополнительного описания в настоящую заявку, при этом формула изобретения представляет собой вариант (варианты) реализации описанного заявленного предмета изобретения. Обсуждение ссылки в настоящем описании не является допущением, что указанная ссылка представляет собой уровень техники, в частности любая ссылка, имеющая дату публикации после даты приоритета настоящей заявки. Описание всех патентов, заявок на патент и публикаций патентов, цитируемых в настоящей заявке, включено, тем самым, посредством ссылки в той степени, в которой они предоставляют типичные, методологические или другие подробности, дополняющие настоящее изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗВЛЕЧЕНИЕ ЭТИЛЕНА ПУТЕМ АБСОРБЦИИ | 2013 |
|
RU2623433C2 |
| СИСТЕМА И СПОСОБ ОБРАБОТКИ ВЫХОДЯЩЕГО ПОТОКА РЕАКТОРА ПОСЛЕ ПОЛИМЕРИЗАЦИИ | 2018 |
|
RU2757045C2 |
| СПОСОБ ПОЛИМЕРИЗАЦИИ | 2013 |
|
RU2629942C2 |
| ОБРАБОТКА ХРОМОВЫХ КАТАЛИЗАТОРОВ СВЕТОМ И СВЯЗАННЫЕ СИСТЕМЫ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА И СПОСОБЫ ПОЛИМЕРИЗАЦИИ | 2019 |
|
RU2830492C2 |
| ПРОИЗВОДСТВО ПОЛИЭТИЛЕНА В МНОГОРЕАКТИВНОЙ СИСТЕМЕ ПОЛИМЕРИЗАЦИИ | 2013 |
|
RU2655159C2 |
| ПОЛИМЕРИЗАЦИЯ ПРОПИЛЕНА | 2020 |
|
RU2805209C1 |
| РЕГЕНЕРАЦИЯ ОСУШИТЕЛЯ В ОТКЛЮЧЕННОМ ОТ СИСТЕМЫ ОЧИСТИТЕЛЕ ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИОЛЕФИНОВ | 2017 |
|
RU2744002C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ПОЛИОЛЕФИНОВ | 2007 |
|
RU2444530C2 |
| СПОСОБ ПОЛИМЕРИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2141485C1 |
| МНОГОРЕАКТОРНАЯ И МНОГОЗОНАЛЬНАЯ ПОЛИМЕРИЗАЦИЯ ПОЛИОЛЕФИНА | 2019 |
|
RU2781189C1 |
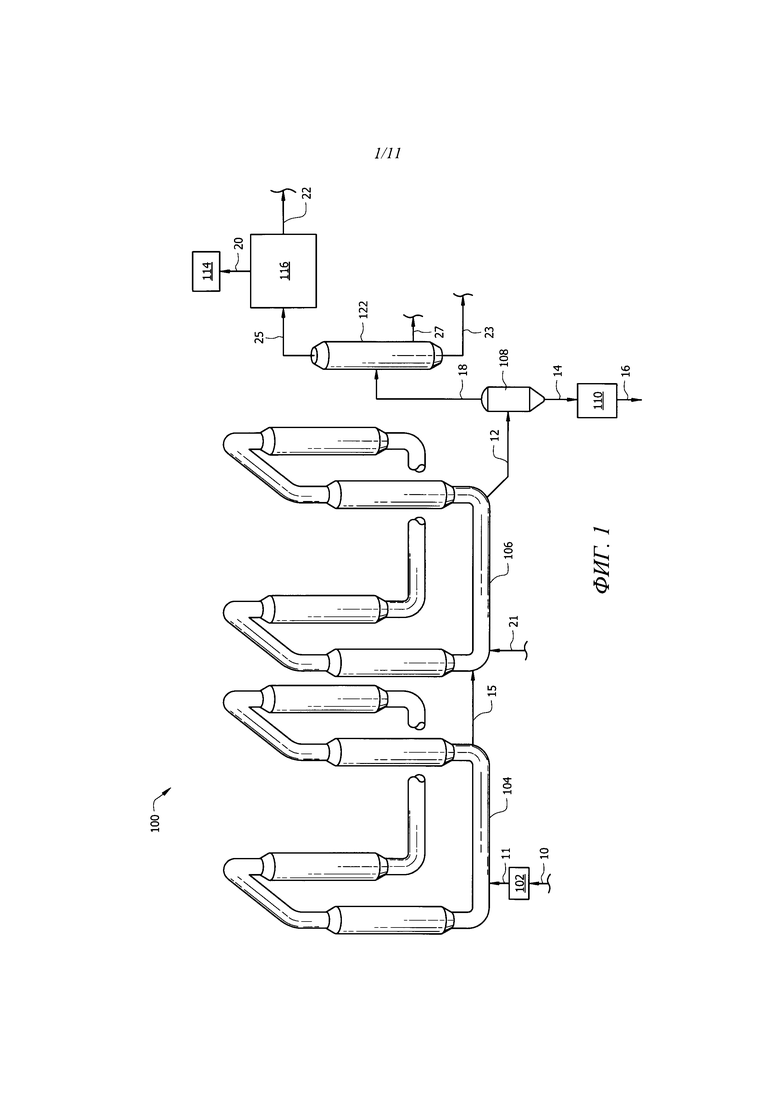
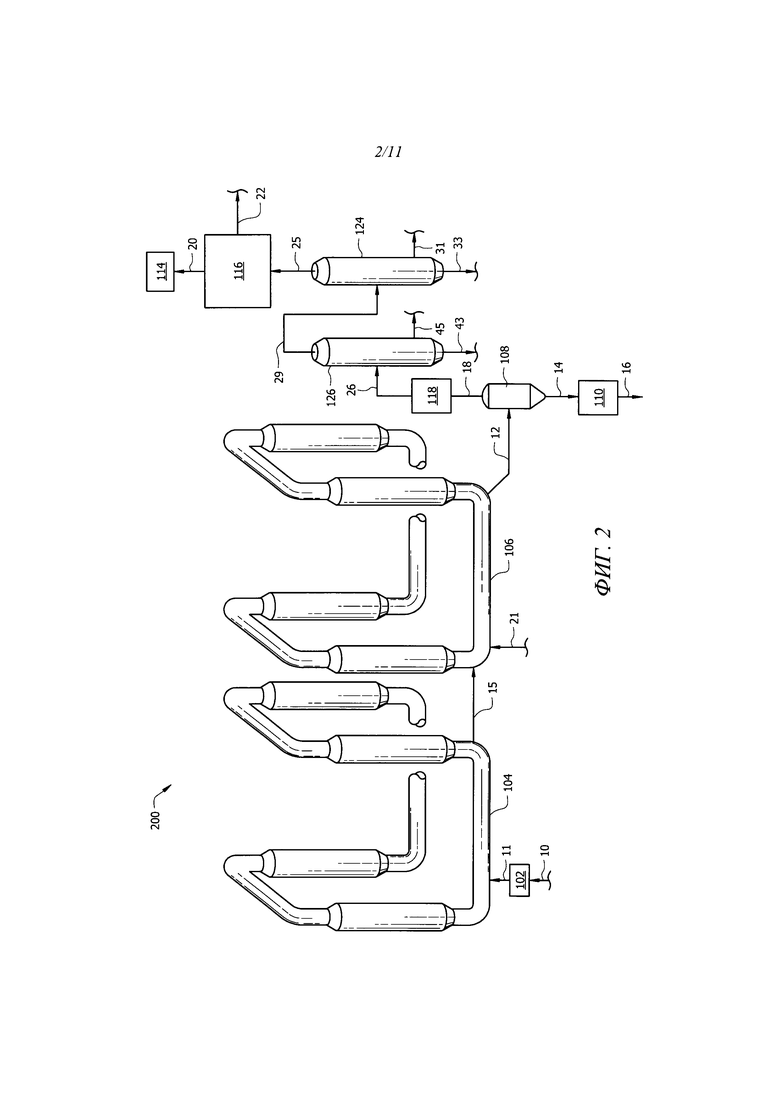
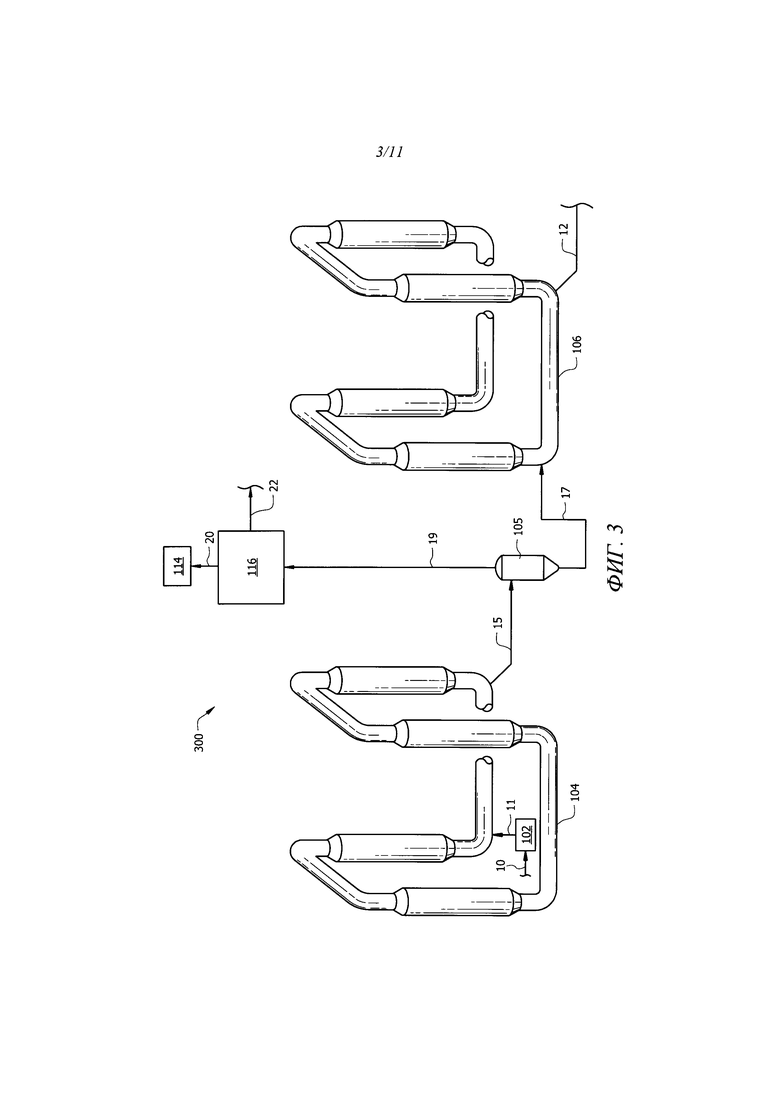
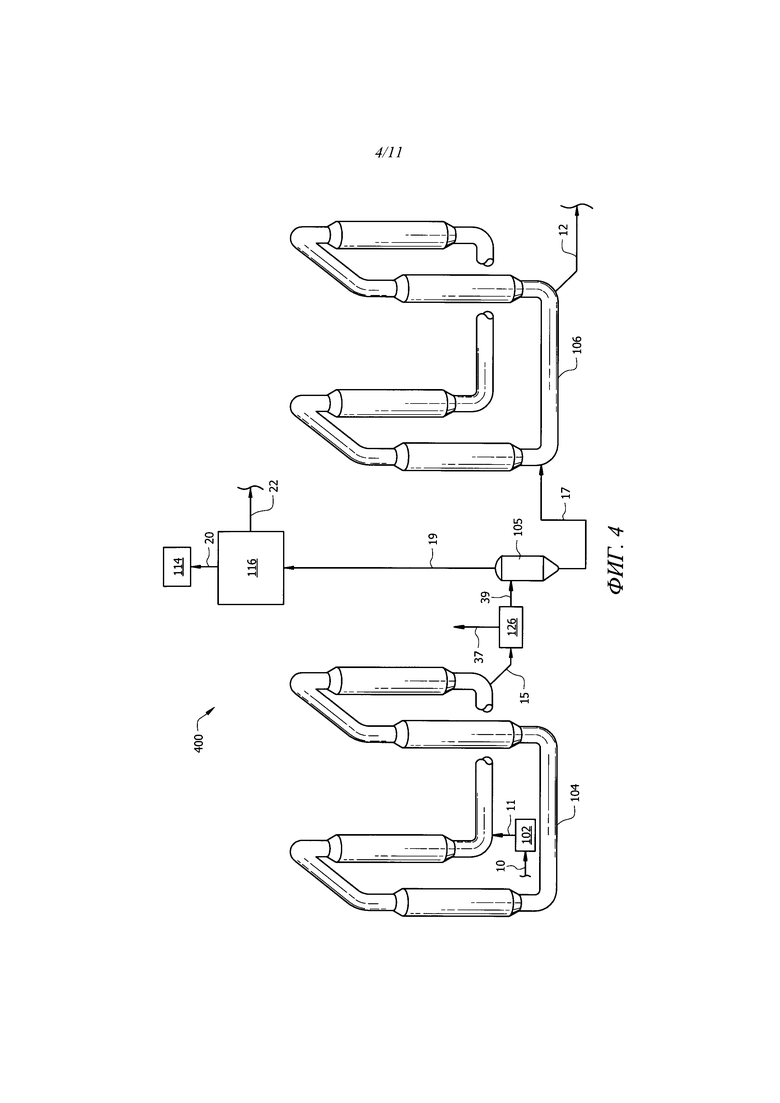

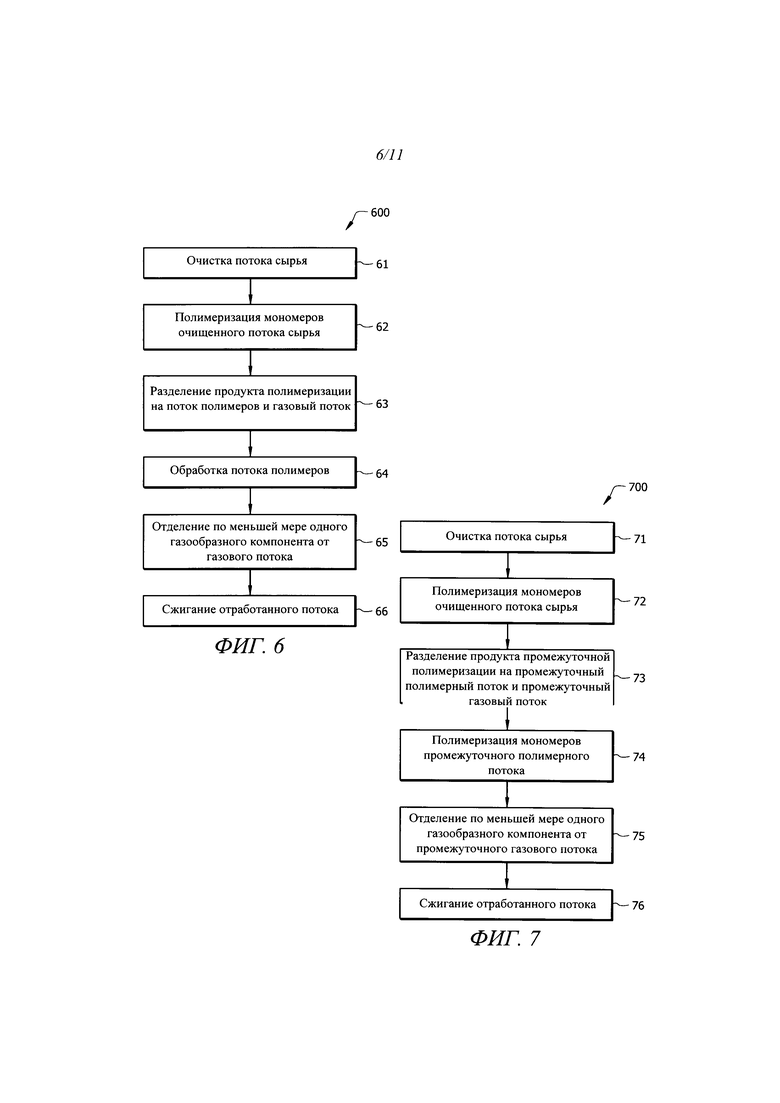
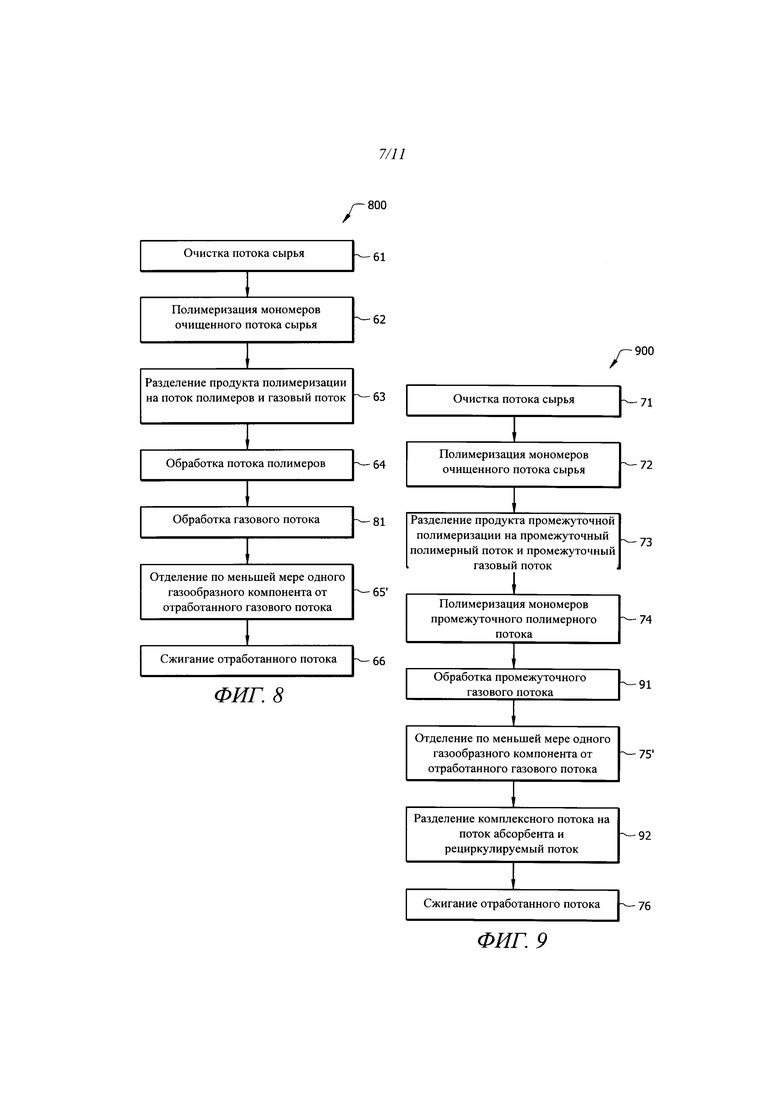
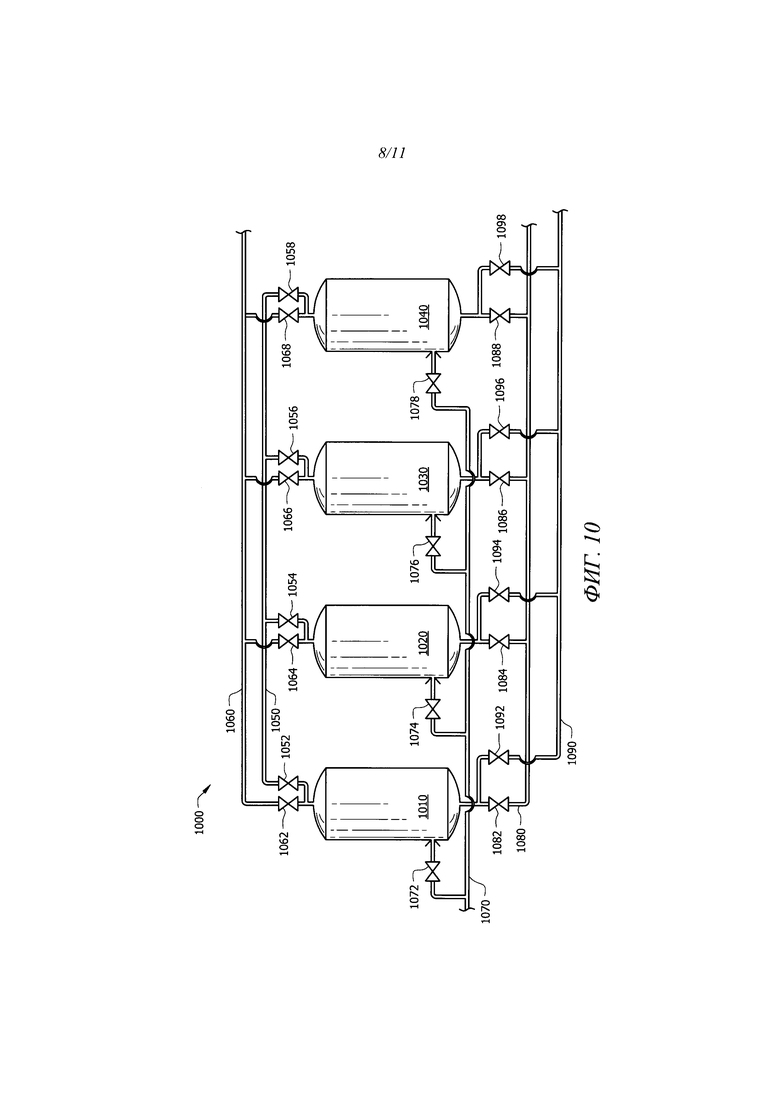

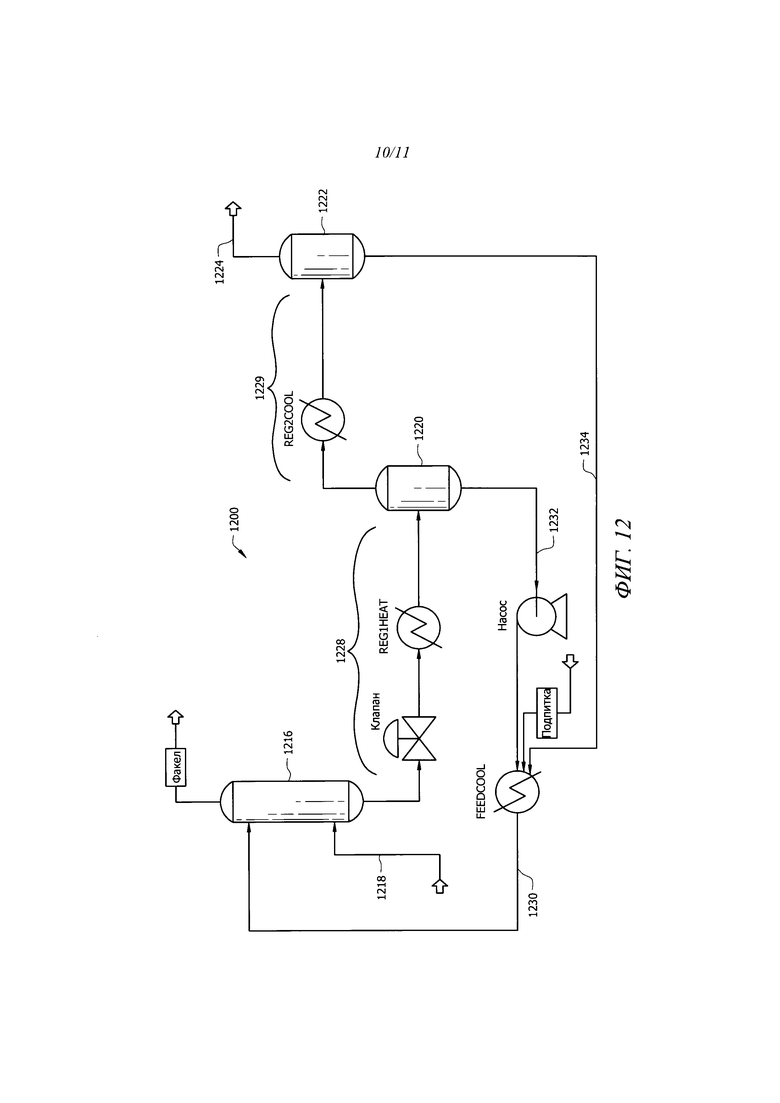
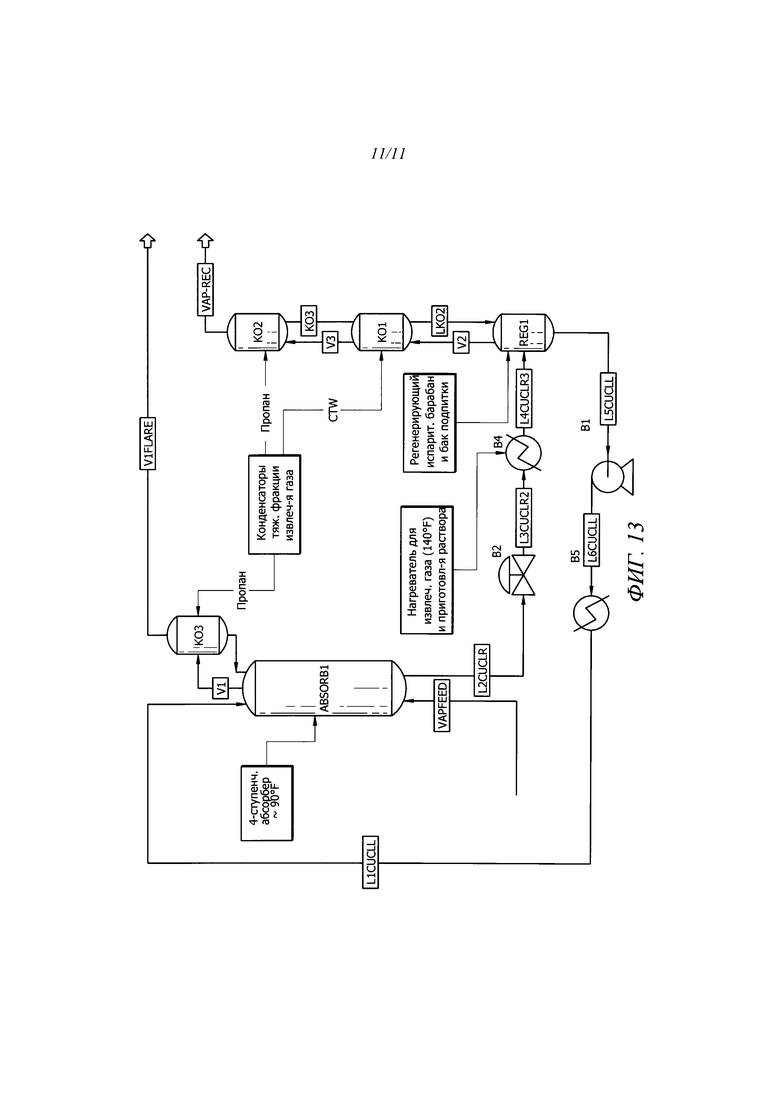
Способ разделения компонентов в системе получения полимеров, включающий разделение потока продуктов полимеризации на газовый поток и поток полимеров, при этом газовый поток содержит этан и непрореагировавший этилен, дистилляцию газового потока с получением потока легких углеводородов, содержащего этан и непрореагировавший этилен, приведение потока легких углеводородов в контакт с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из потока легких углеводородов поглощается системой абсорбирующих растворителей, и извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан, водород или их комбинации. 3 н. и 7 з.п. ф-лы, 13 ил., 3 табл.
1. Способ разделения компонентов в системе получения полимеров, включающий:
a. разделение потока продуктов полимеризации на газовый поток и поток полимеров, при этом газовый поток содержит этан и непрореагировавший этилен;
b. дистилляцию газового потока с получением потока легких углеводородов, содержащего этан и непрореагировавший этилен;
c. приведение потока легких углеводородов в контакт с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из потока легких углеводородов поглощается системой абсорбирующих растворителей; и
d. извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан, водород или их комбинации;
e. регенерацию системы абсорбирующих растворителей с получением извлеченного этилена,
причем система абсорбирующих растворителей содержит хлорид меди, анилин и N-метилпирролидон.
2. Способ по п. 1, дополнительно включающий:
дистилляцию газового потока с получением бокового потока, содержащего изобутан.
3. Способ разделения компонентов в системе получения полимеров, включающий:
a. разделение потока продуктов полимеризации на газовый поток и поток полимеров, при этом газовый поток содержит этан и непрореагировавший этилен;
b. дистилляцию газового потока с получением промежуточного потока углеводородов и первого потока кубовых остатков, при этом промежуточный поток углеводородов содержит этан, этилен и изобутан;
c. дистилляцию промежуточного потока углеводородов с получением потока легких углеводородов и второго потока кубовых остатков, при этом поток легких углеводородов содержит этан и этилен;
d. приведение потока легких углеводородов в контакт с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из потока легких углеводородов поглощается системой абсорбирующих растворителей; и
e. извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан, водород или их комбинации;
f. регенерацию системы абсорбирующих растворителей с получением извлеченного этилена,
причем система абсорбирующих растворителей содержит хлорид меди, анилин и N-метилпирролидон.
4. Способ по п. 3, дополнительно включающий:
дистилляцию промежуточного потока углеводородов с получением бокового потока, содержащего изобутан, при этом второй поток кубовых остатков содержит изобутан, причем второй поток кубовых остатков по существу не содержит олефины.
5. Способ разделения компонентов в системе получения полимеров, включающий:
a. полимеризацию олефиновых мономеров в первом полимеризационном реакторе с получением потока продуктов промежуточной полимеризации;
b. дегазацию по меньшей мере части водорода из потока продуктов промежуточной полимеризации с получением потока продуктов с пониженным содержанием водорода;
c. разделение потока продуктов с пониженным содержанием водорода на промежуточный газовый поток и промежуточный полимерный поток, при этом промежуточный газовый поток содержит этан и непрореагировавший этилен; и
d. полимеризацию промежуточного полимерного потока во втором полимеризационном реакторе;
e. приведение в контакт промежуточного газового потока с системой абсорбирующих растворителей, при этом по меньшей мере часть непрореагировавшего этилена из промежуточного газового потока поглощается системой абсорбирующих растворителей;
f. извлечение потока отработанных газов из системы абсорбирующих растворителей, при этом поток отработанных газов содержит этан;
g. регенерацию системы абсорбирующих растворителей с получением извлеченного этилена,
причем система абсорбирующих растворителей содержит хлорид меди, анилин и N-метилпирролидон
6. Способ по п. 5, отличающийся тем, что стадия разделения включает понижение давления потока продуктов с пониженным содержанием водорода для мгновенного испарения этилена и этана.
7. Способ по п. 5, отличающийся тем, что количество водорода в промежуточном газовом потоке составляет менее примерно 1% масс.
8. Способ по п. 5, дополнительно включающий:
обработку потока отработанных газов в перерабатывающем устройстве.
9. Способ по п. 8, отличающийся тем, что перерабатывающее устройство включает установку крекинга, установку каталитического крекинга, скруббер, конвертер, установку для обработки, устройство для дегидрирования, устройство для удаления кислорода, факельную установку или их комбинации.
10. Способ по п. 9, отличающийся тем, что система абсорбирующих растворителей выполнена с возможностью действовать при температуре в диапазоне от примерно 4,4°С (40°F) до примерно 43°C (110°F).
| ПЛАЗМЕННЫЙ ИОННЫЙ ИСТОЧНИК | 1994 |
|
RU2083020C1 |
| ЦИФРОВАЯ СЛЕДЯЩАЯ СИСТЕМА | 1991 |
|
RU2018899C1 |
| US 7709585 B1, 04.05.2010 | |||
| СПОСОБ ВЫДЕЛЕНИЯ ГАЗООБРАЗНОГО АЛКЕНА ИЗ ГАЗООБРАЗНОЙ СМЕСИ | 1993 |
|
RU2107059C1 |

