Изобретение относится к области машиностроения и может быть использовано при изготовлении резинотехнических изделий методом литьевого прессования из резиновой смеси в пресс-форме, например деталей ракетных двигателей на твердом топливе (РДТТ).
Известна пресс-форма для литьевого прессования, содержащая матрицу, загрузочную камеру, пуансон и литниковые каналы, соединяющие полость матрицы с загрузочной камерой (см., например, И.М.Буланов, В.В.Воробей "Технология ракетных и аэрокосмических конструкций из композиционных материалов". М., 1998. Издательство МГТУ им. Н.Э.Баумана, с.165-167) - прототип.
Методу литьевого прессования присуще наличие в загрузочной камере пресс-формы запрессованного остатка резиновой смеси после изготовления изделия, что обусловлено необходимостью нахождения в загрузочной камере слоя резиновой смеси определенной толщины (достаточной для поддержания требуемой величины давления на резиновую смесь под действием пуансона) при выдержке, необходимой для затвердевания резиновой смеси.
Применение известной пресс-формы для изготовления эластичных опорных шарниров показало, что в пресс-формах больших габаритов остаток резиновой смеси в загрузочной камере может быть значительным.
Это приводит к снижению коэффициента использования материала (резиновой смеси) при изготовлении изделий в пресс-форме методом литьевого прессования.
Технической задачей данного изобретения является повышение коэффициента использования материала при изготовлении изделий из резиновой смеси в пресс-форме методом литьевого прессования.
Технический результат достигается тем, что известной пресс-форме для литьевого прессования, содержащей матрицу, загрузочную камеру, пуансон и литниковые каналы, соединяющие полость матрицы с загрузочной камерой, в загрузочной камере между пуансоном и литниковыми каналами установлена с возможностью осевого перемещения круглая пластина с кольцевыми выборками материала в центральной части со стороны пуансона и со стороны литниковых каналов. При этом в пластине в зоне выборок материала выполнены сквозные отверстия, равномерно расположенные по площади пластины.
Наличие пластины в загрузочной камере пресс-формы позволяет уменьшить массу запрессованного остатка резиновой смеси в загрузочной камере после изготовления изделия (резиновая смесь будет оставаться только в небольших кольцевых выборках материала пластины и в ее отверстиях) и тем самым повысить коэффициент использования материала (резиновой смеси).
Наличие в центральной части пластины кольцевых выборок, полости которых при движении пуансона заполняются резиновой смесью, позволяет поддерживать под действием пуансона требуемую величину давления на резиновую смесь при выдержке, необходимой для затвердевания резиновой смеси. Сквозные отверстия в пластине обеспечивают возможность перетекания резиновой смеси между полостями кольцевых выборок.
На чертеже показан поперечный разрез пресс-формы для литьевого прессования.
Пресс-форма содержит матрицу 1, кольцевую загрузочную камеру 2, пуансон 3, подвижно установленный в загрузочной камере 2, и литниковые каналы 4, соединяющие оформляющую полость 5 матрицы 1 с загрузочной камерой 2.
В загрузочной камере 2 установлена с возможностью осевого перемещения круглая пластина 6, в которой произведены кольцевые выборки 7 материала в центральной части со стороны пуансона 3 и со стороны литниковых каналов 4. В пластине 6 в зоне выборок материала выполнены сквозные отверстия 8, равномерно расположенные по площади пластины 6.
По периметру пуансона 3, в нижней части, размещено уплотняющее разрезное кольцо 9.
Работа пресс-формы заключается в следующем. В предварительно нагретую загрузочную камеру 2 укладывается резиновая смесь, затем устанавливаются круглая пластина 6 и уплотняющее разрезное кольцо 9. После чего в загрузочную камеру 2 устанавливается пуансон 3.
При движении пуансона 3 под давлением, передающимся через круглую пластину 6, резиновая смесь, нагреваясь от стенок загрузочной камеры 2 и приобретая при этом необходимую пластичность, подается через литниковые каналы 4 в оформляющую полость 5 матрицы 1 и заполняет ее.
При перемещении пуансона 3 с круглой пластиной 6 к дну загрузочной камеры 2 резиновая смесь заполняет кольцевую выборку 7 материала в пластине 6 стороны литниковых каналов 4 и через сквозные отверстия 8 заполняет кольцевую выборку 7 материала со стороны пуансона 3.
После заполнения резиновой смесью оформляющей полости 5 матрицы 1 производится выдержка, необходимая для затвердевания резиновой смеси.
Наличие резиновой смеси в кольцевых выборках 7 круглой пластины 6, сообщающихся через сквозные отверстия 8, позволяет поддерживать под действием пуансона 3 требуемую величину давления на резиновую смесь при выдержке.
После выдержки и затвердевания резиновой смеси пресс-форму разбирают и извлекают готовое изделие.
В загрузочной камере запрессованные остатки резиновой смеси будут оставаться только в небольших кольцевых выборках материала пластины и в ее отверстиях.
Использование предлагаемого технического решения позволяет повысить коэффициент использования материала при изготовлении изделий из резиновой смеси в пресс-форме методом литьевого прессования при обеспечении требуемого качества изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литьевого прессования полимерных изделий | 1984 |
|
SU1224159A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
| Пресс-форма для литьевых машин и прессов Е.А.Колкунова | 1984 |
|
SU1181876A1 |
| Литьевая пресс-форма | 1990 |
|
SU1812122A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая пресс-форма для изготовления изделий из резины | 1979 |
|
SU939284A1 |
| Пресс-форма для формования заготовок лопаток турбин методом горячего шликерного литья под давлением | 2023 |
|
RU2818884C1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1984 |
|
SU1224151A2 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении резинотехнических изделий методом литьевого прессования из резиновой смеси в пресс-форме, например деталей ракетных двигателей на твердом топливе. Техническим результатом заявленного изобретения является повышение коэффициента использования материала при изготовлении изделий из резиновой смеси в пресс-форме методом литьевого прессования. Технический результат достигается пресс-формой для литьевого прессования, содержащей матрицу, загрузочную камеру, пуансон и литниковые каналы. Литниковые каналы соединяют полость матрицы с загрузочной камерой. При этом в загрузочной камере между пуансоном и литниковыми каналами установлена с возможностью осевого перемещения круглая пластина с кольцевыми выборками материала в центральной части со стороны пуансона и со стороны литниковых каналов. В пластине в зоне выборок материала выполнены сквозные отверстия, равномерно расположенные по площади пластины. 1 ил.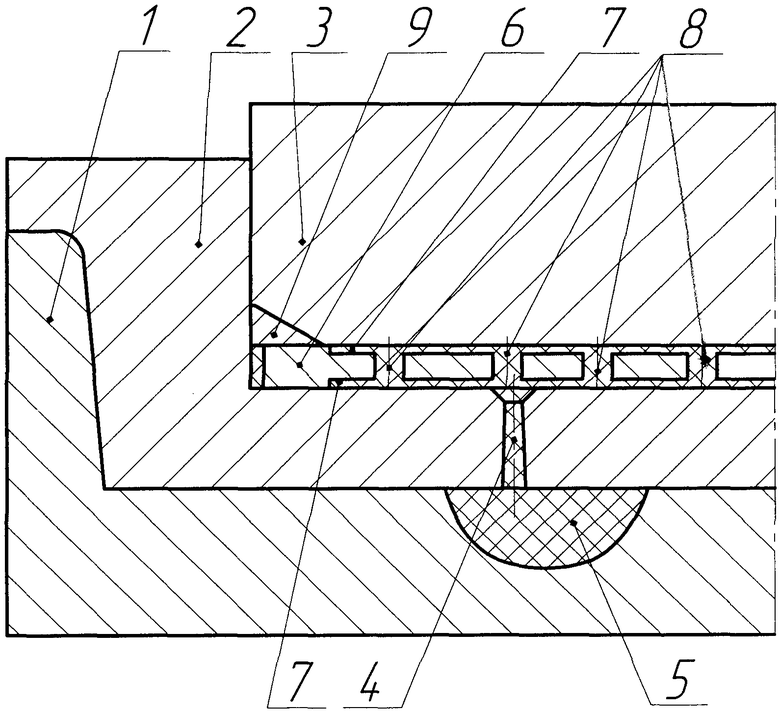
Пресс-форма для литьевого прессования, содержащая матрицу, загрузочную камеру, пуансон и литниковые каналы, соединяющие полость матрицы с загрузочной камерой, отличающаяся тем, что в загрузочной камере между пуансоном и литниковыми каналами установлена с возможностью осевого перемещения круглая пластина с кольцевыми выборками материала в центральной части со стороны пуансона и со стороны литниковых каналов, при этом в пластине в зоне выборок материала выполнены сквозные отверстия, равномерно расположенные по площади пластины.
| БУЛАНОВ И.М., ВОРОБЕЙ В.В | |||
| Технология ракетных и аэрокосмических конструкций из композиционных материалов | |||
| - М.: МГТУ им | |||
| Н.Э.Баумана, 1998, с.165-167 | |||
| ЕР 0681897 А1, 15.11.1995 | |||
| Электромеханическое зажимное устройство | 1978 |
|
SU766816A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |

