Область техники, к которой относится изобретение
Изобретение относится к элементу, инкрустированному по меньшей мере одним металлическим знаком, в частности к элементу, содержащему средство для неподвижного крепления по меньшей мере одного металлического знака.
Уровень техники
Известно, что в часах используются безели, по меньшей мере частично изготовленные из синтетического сапфира, что позволяет увидеть за счет их прозрачности слой, осажденный в углублении под безелем, например, образующий шкалу или торговое наименование. Преимущество такой конструкции заключается в том, что обеспечивается защита осажденного слоя от механических повреждений за счет его полного закрытия элементом из сапфира. Однако данная конфигурация может затруднять считывание знака из-за меняющейся передачи окраски осажденного слоя, а также из-за отсутствия различия в уровне яркости между сапфиром и осажденным слоем.
Раскрытие изобретения
Задача настоящего изобретения заключается в устранении всех или части указанных недостатков, сохраняя при этом механическую прочность и улучшая визуальные качества.
Указанная задача решается в элементе, содержащем основание, включающее в себя по меньшей мере одно углубление, образующее фасонную полость для знака и полностью заполненное гальванически осажденным слоем, так что элемент является инкрустированным по меньшей мере одним металлическим знаком с улучшенным визуальным качеством. Согласно изобретению элемент содержит средство для неподвижного крепления указанного по меньшей мере одного металлического знака, представляющее собой по меньшей мере одно отверстие в элементе, сообщающееся с по меньшей мере одним углублением и по меньшей мере частично заполненное гальванически осажденным слоем для улучшения крепления по меньшей мере одного знака к элементу.
Преимуществом изобретения является более надежное крепление знаков без необходимости модификации эстетических характеристик.
Предпочтительно по меньшей мере одно отверстие выполнено так, что его диаметр постепенно увеличивается по мере удаления от по меньшей мере одного углубления для удержания гальванически осаждаемого слоя в вышеуказанном элементе.
Преимущественно по меньшей мере одно отверстие полностью заполнено гальванически осажденным слоем.
Предпочтительно гальванически осажденный слой закрывает кромку на конце по меньшей мере одного отверстия, расположенного с противоположной стороны от конца отверстия, сообщающегося с по меньшей мере одним углублением, для предотвращения любого перемещения по меньшей мере одного знака относительно основания.
Предпочтительно гальванически осажденный слой содержит золото, и/или медь, и/или серебро, и/или индий, и/или платину, и/или палладий, и/или никель.
Предпочтительно каждое по меньшей мере одно углубление имеет глубину от 80 до 200 мкм для повышения прочности сцепления.
Предпочтительно основание изготовлено из электропроводного керамического материала, например из металлокерамического материала.
Предпочтительно основание является неэлектропроводным, а знак дополнительно включает в себя по меньшей мере один электропроводный слой толщиной около 50 нм, расположенный между основанием и гальванически осажденным слоем.
Кроме того, изобретение относится к части наружной стороны часов или, в более общем смысле, к часам или к ювелирному изделию, которые содержат по меньшей мере один описанный выше элемент.
И, наконец, изобретение относится к способу изготовления элемента, включающему в себя следующие этапы, на которых:
а) изготавливают основание;
б) образуют посредством гравировки по меньшей мере одно углубление в одной поверхности основания, так что каждое по меньшей мере одно углубление образует фасонную полость для знака;
в) образуют посредством гравировки по меньшей мере одно отверстие, проходящее сквозь основание и сообщающееся с по меньшей мере одним углублением для образования средства крепления;
г) осуществляют гальваническое осаждение металлического материала для полного заполнения по меньшей мере одного углубления и по меньшей мере частичного заполнения по меньшей мере одного отверстия;
д) удаляют весь осажденный слой с поверхности основания так, чтобы материал этого слоя остался только в полости по меньшей мере одного углубления и в по меньшей мере одном отверстии.
Преимуществом способа согласно изобретению является то, что знаки изготавливаются глубоко внутри элемента, что делает их более устойчивыми к отсоединению без необходимости модификации эстетических характеристик этих знаков.
Преимущественно диаметр указанного по меньшей мере одного отверстия постепенно увеличивается по мере его удаления от по меньшей мере одного углубления для удержания гальванически осажденного слоя в элементе.
Предпочтительно на этапе г) по меньшей мере одно отверстие полностью заполняют металлическим осаждаемым слоем.
Предпочтительно на этапе г) закрывают металлическим осаждаемым слоем кромку на конце по меньшей мере одного отверстия, расположенного с противоположной стороны от конца этого отверстия, сообщающегося с по меньшей мере одним углублением, для предотвращения любого перемещения по меньшей мере одного знака относительно основания.
Основание может быть изготовлено из электропроводного керамического материала.
Основание также может быть изготовлено из неэлектропроводного керамического материала. В таком случае между этапами в) и г) осуществляют этап е), на котором осаждают по меньшей мере один электропроводный слой толщиной около 50 нм на всю поверхность, на которой имеется по меньшей мере одно углубление и по меньшей мере одно отверстие.
Предпочтительно этап е) выполняют или химическим осаждением, или физическим осаждением из паровой фазы.
Предпочтительно этап а) выполняют посредством спекания.
Предпочтительно этап б) выполняют с помощью лазера на глубину 80-200 мкм для увеличения прочности сцепления.
Предпочтительно этап в) выполняют с помощью лазера посредством ориентирования луча от поверхности к противоположной поверхности, предназначенной для выполнения по меньшей мере одного углубления.
Этапы б) и в) можно выполнять в обратном порядке.
Предпочтительно каждое углубление выполняют с непрерывной по меньшей мере частично закругленной поверхностью для облегчения выполнения этапа г).
Другие особенности и преимущества изобретения станут более понятны из дальнейшего описания, приведенного с целью неограничивающего пояснения, со ссылкой на чертежи.
Краткое описание чертежей
на фиг.1 схематично показаны часы согласно настоящему изобретению;
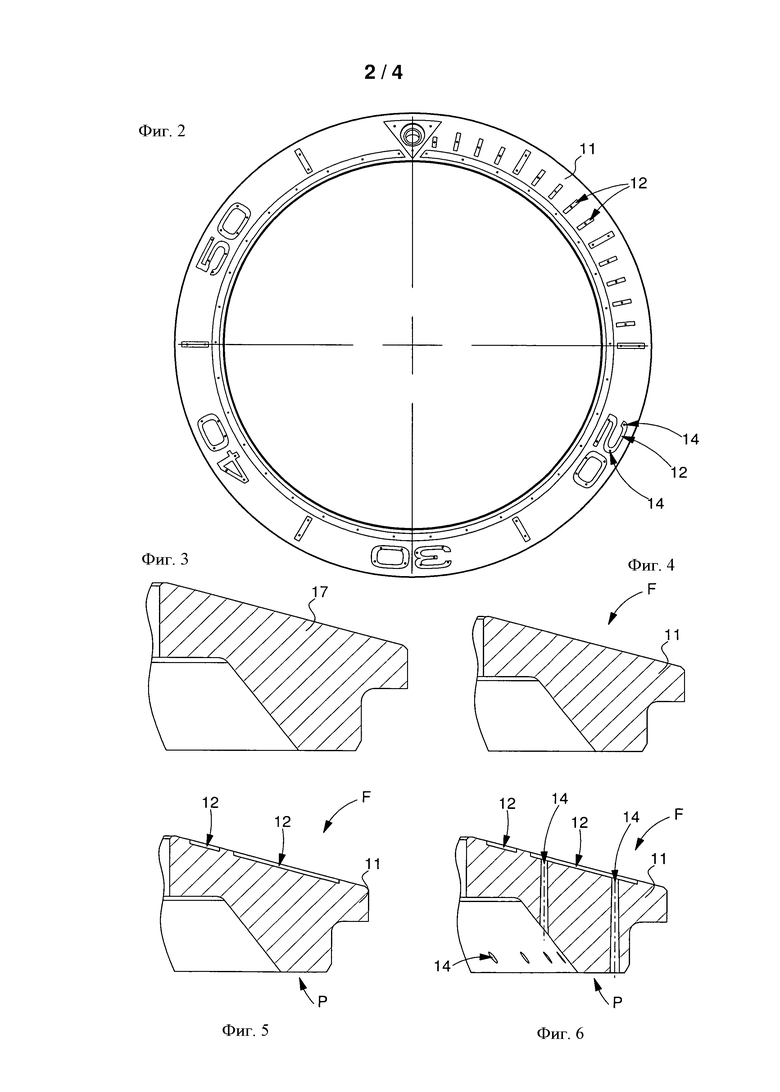
на фиг.2 показан керамический элемент перед его инкрустацией согласно изобретению, вид сверху;
на фиг.3-8 показаны последовательные этапы способа изготовления элемента согласно изобретению;
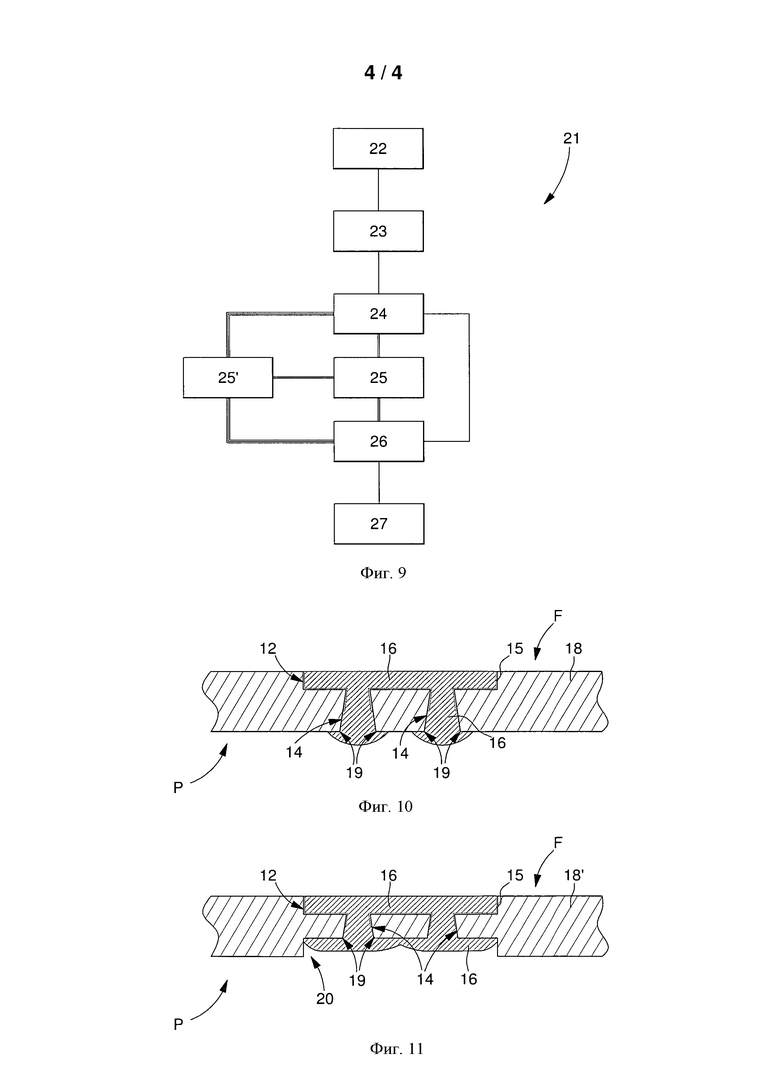
на фиг.9 показана схема последовательности этапов осуществления способа согласно изобретению;
на фиг.10 и 11 показаны альтернативные варианты выполнения средства крепления согласно изобретению.
Осуществление изобретения
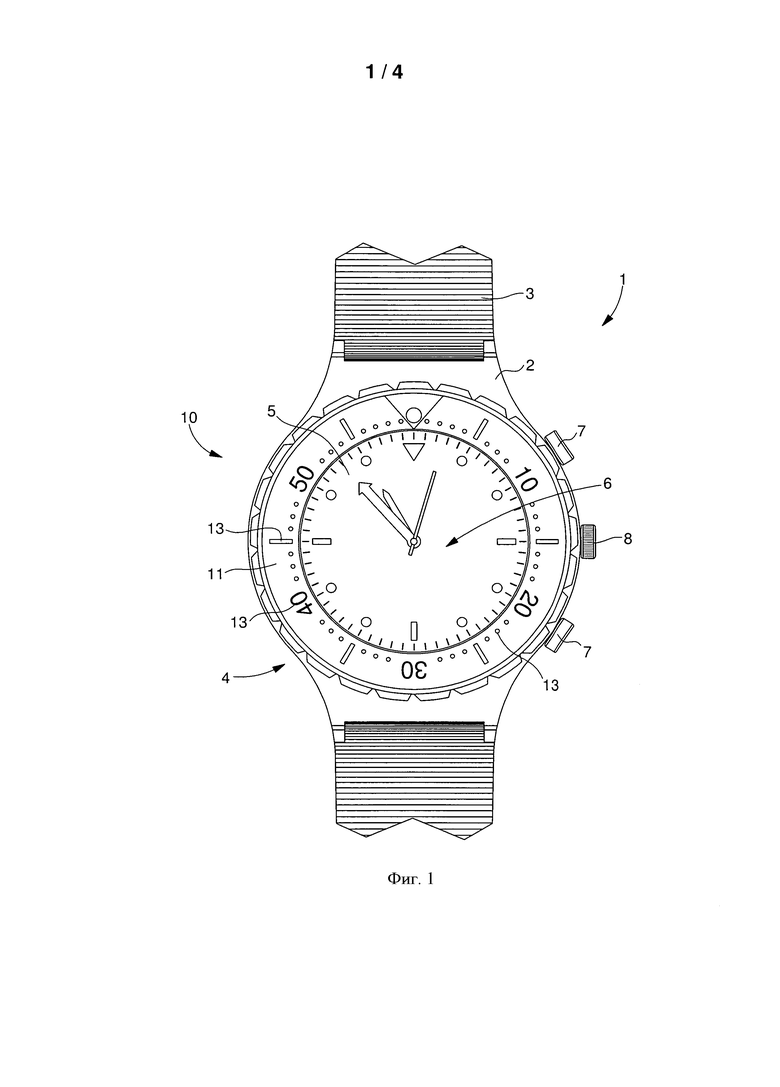
На фиг.1 показан пример выполнения часов, обозначенных в целом позицией 1 и включающих в себя по меньшей мере один инкрустированный элемент 10. Каждый инкрустированный элемент 10 предназначен для формирования участка, имеющего высокую износостойкость и содержащего по меньшей мере один знак 13 из металла с улучшенным визуальным качеством, в частности с учетом контраста.
Инкрустированный элемент 10 согласно изобретению может образовывать или всю наружную сторону часов 1 или ее часть. Таким образом, он может образовывать весь элемент или его часть. Этот элемент может быть корпусом 2, браслетом 3, безелем 4, циферблатом 5, стеклом 6, нажимной кнопкой 7 и/или заводной головкой 8. В показанном на чертежах примере изобретение будет описано со ссылкой на кольцо 10, включающее в себя инкрустированные знаки 13, образующие деления шкалы безеля 4. Также инкрустированные элементы 10 могут быть образованы на ходовом механизме, например на мосте, и/или на платине, и/или на инерционном грузе.
Как показано на фиг.1, 2 и 8, инкрустированный керамический элемент 10 включает в себя основание 11 с по меньшей мере одним углублением 12, образующим фасонную полость для знака 13. Как показано на фиг.1, предпочтительно каждый знак 13 может иметь любую форму, например геометрической фигуры или буквенно-цифрового знака. Согласно изобретению каждое углубление 12 полностью заполнено гальванически осажденным слоем 16 из металлического материала. Такая конструкция обеспечивает защиту каждого украшения 13 в основании 11.
Согласно предпочтительному варианту осуществления изобретения основание 11 изготовлено из электропроводного материала, например из металлокерамики. Металлокерамика является материалом, образованным из смеси керамики и металла и может включать в себя, например, TiC, SiN или ZrC для образования всего основания 11 или его части.
Однако основание 11 также может быть изготовлено и из неэлектропроводного материала. В этом случае знак 13 дополнительно включает в себя по меньшей мере один электропроводный слой 15 толщиной около 50 нм, расположенный между основанием 11 и гальванически осажденным слоем 16. Основание 11 может быть образовано, например, из керамики на основе диоксида циркония, используемой из-за ее механических свойств, способности к полированию и, в меньше степени, способности окрашиваться в различные цвета.
Таким образом, согласно изобретению основание 11 может быть выполнено как из электропроводного, так и из неэлектропроводного материала. Соответственно, основание 11 может быть изготовлено из множества материалов.
Для улучшения сцепления знака 13 с основанием 11 углубление 12 предпочтительно имеет глубину от 80 до 200 мкм.
Кроме того, для обеспечения прилипания гальванически осажденного слоя предпочтительно каждое углубление 12 имеет непрерывную по меньшей мере частично скругленную поверхность, т.е. внутренняя поверхность углубления не включает в себя никаких кромок.
И, наконец, инкрустированный элемент 10 дополнительно включает в себя средство для жесткого скрепления по меньшей мере одного металлического знака 13 с соответствующим по меньшей мере одним углублением 12 для улучшения крепления этого украшения 13 к элементу 10. Предпочтительно, средство крепления включает в себя по меньшей мере одно отверстие 14 в элементе 10, которое по меньшей мере частично заполнено гальванически осажденным слоем 16 и вышеуказанным по меньшей мере одним электропроводным слоем 15 при его наличии для увеличения поверхности контакта с элементом 10.
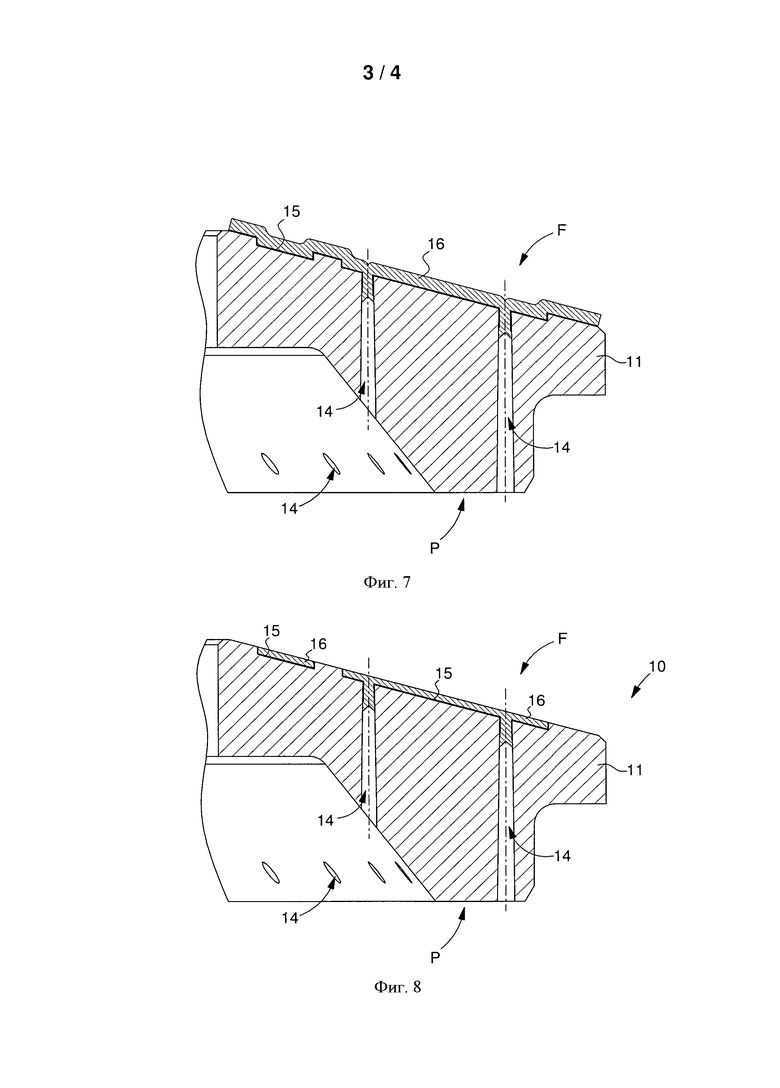
Как показано на фиг.8, диаметр отверстия 14 в элементе 10 может постепенно увеличиваться по мере его удаления от углубления 12 для удержания гальванически осажденного слоя 16 и электропроводного слоя 15 при его наличии. Фактически, когда отверстие 14 является по существу коническим, знак 13 не может отсоединиться, поскольку диаметр 14 отверстия в зоне углубления 12 меньше диаметра отверстия в остальной его части.
В альтернативных вариантах выполнения средства крепления, показанных на фиг.10 и 11, гальванически осаждаемый слой 16 может полностью заполнять указанное по отверстие 14 для максимального увеличения поверхности контакта с основанием 18, 18' элемента 10. Эти два альтернативных варианта выполнения могут использоваться в случае, когда толщина основания 18, 18' по существу равна или меньше четырехкратной глубины углублений 12, например, для циферблата 5.
Согласно первому альтернативному варианту, показанному на фиг.10, основание 18 имеет по меньшей мере одно углубление 12, сообщающееся с по меньшей мере одним отверстием 14, открытым на поверхности Р, противоположной поверхности F, предназначенной для выполнения вышеуказанного по меньшей мере одного углубления 12. Таким образом, сквозное отверстие в основании 18 открыто с обеих сторон. Кроме того, гальванически осаждаемый слой 16 предпочтительно закрывает кромку 19 на конце отверстия 14, которое расположено напротив конца, выходящего в углубление 12. Это предотвращает любое перемещение знака 13 относительно основания 18. Таким образом, гальванически осажденный слой 16 выступает за указанную противоположную поверхность Р.
Согласно второму альтернативному варианту, показанному на фиг.11, основание 18' имеет по меньшей мере одно углубление 12, сообщающееся с по меньшей мере одним отверстием 14, которое открывается в углублении 20, выполненном в поверхности Р, противоположной поверхности F, на которой расположено углубление 12. Таким образом, сквозное отверстие в основании 18' открыто с обеих сторон. Кроме того, гальванически осаждаемый слой 16 предпочтительно закрывает кромку 19 на конце отверстия 14, которое расположено напротив конца, выходящего в углубление 12. Это предотвращает любое перемещение знака 13 относительно основания 18'. Таким образом, гальванически осажденный слой 16 остается только в углублении 20, т.е. не должен выступать из вышеуказанной противолежащей поверхности Р.
Дополнительно можно использовать слой, предназначенный для увеличения прочности сцепления знака 13 с основанием 11. Фактически, несмотря на микрошероховатость дна углубления 12 и наличие средства крепления, способствующего сцеплению, между гальванически осаждаемым слоем 16 и, если имеется, электропроводным слоем 15 и основанием 11, 18, 18' может быть осажден слой, например, толщиной около 50 нм. В зависимости от способа осаждения, используемого для получения промежуточного слоя, могут использоваться материалы нескольких типов, например Cr, Cr2N, TiN, TiW, Ni, NiP, Cu, Ti или Zr.
Гальванически осажденный слой 16 и, если имеется, электропроводный слой 15 также могут быть образованы из множества материалов. Предпочтительно для второго варианта электропроводный слой 15 выбирается в зависимости от его способности к сцеплению и высокого уровня электропроводности, который требуется для электролитического формования.
Кроме того, согласно изобретению визуальное исполнение каждого знака 13 главным образом обеспечивается за счет цвета гальванически осажденного слоя 16. Соответственно, материал, используемый для гальванически осажденного слоя 16, предпочтительно будет выбираться по цвету или, в более общем смысле, по эстетическому внешнему виду. Металлический гальванически осажденный слой 16 и, в частности, слой 15, включают в себя золото, и/или медь, и/или серебро, и/или индий, и/или платину, и/или палладий, и/или никель.
Например, можно получить сложное визуальное исполнение, придав глянцевый внешний вид основанию 11 и полуматовый внешний вид знакам 13. Кроме того, знаки 13 могут быть образованы с использованием одного и того же металла для получения однородного внешнего вида или нескольких разных металлов, например, для получения различных цветов двух украшений, например, одного цвета для указателей и другого цвета для буквенно-цифровых знаков на корпусе, как показано на фиг.1.
Для получения единообразия в цвете также можно выполнить знаки 13 из такого же материала, как и окружающее их основание 11, 18, 18'. В примере, представленном на фиг.1, знаки 13 на безеле 4 могут быть выполнены из такого же материала, как и корпус 2, браслет 3, остальная часть безеля 4, циферблат 5, нажимные кнопки 7 и заводная головка 8.
Дополнительно инкрустированный элемент 10 согласно изобретению может иметь также дополнительный по существу прозрачный слой для защиты знаков 13 от износа. Этот слой может, например, включать в себя нитрид кремния для защиты гальванически осаждаемого слоя 16 и, если имеется, вышеуказанного электропроводного слоя 15 от потускнения, особенно когда они изготовлены на основе серебра.
Способ 21 изготовления инкрустированного элемента 10 будет описан со ссылкой на фиг.2-9, при этом в качестве примера будет взято неэлектропроводное керамическое основание 11. Разумеется, основание 11 может быть изготовлено из другого материала, отличного от неэлектропроводной керамики, как указано выше.
Как показано на фиг.9, на первом этапе 22 способа 21 формируют основание 11, например, из двуокиси циркония. Как частично показано посредством перехода от фиг.3 к фиг.4, готовое основание 11 на этапе 22 предпочтительно получают посредством спекания необожженного основания 17, изготовленного с помощью процесса литья под давлением. В конце этапа 22 основание 11, показанное на фиг.4, приобретает окончательные размеры.
На втором этапе 23 в поверхности F керамического основания 11 гравируют по меньшей мере одно глухое углубление 12, в результате чего образуются фасонные полости под знаки 13, как показано на фиг.2 и 5. Преимущественно каждое углубление 12 имеет глубину от 80 до 200 мкм. Кроме того, предпочтительно, каждое углубление имеет непрерывную, по меньшей мере частично скругленную поверхность для облегчения осуществления этапа 26 электролитического формования, описанного ниже. Этап 23 предпочтительно осуществляют посредством разрушающего излучения с использованием лазера для выполнения высокоточной гравировки.
На третьем этапе 24 выполняют по меньшей мере одно отверстие 14, сообщающееся с углублением 12, с целью образования средства крепления. Как показано на фиг.2 и 6, в зависимости от формы и размера каждого углубления 12 выполняются одно или несколько отверстий 14 для каждого углубления 12. Предпочтительно этап 24 осуществляют посредством разрушающего излучения с использованием лазера для выполнения высокоточной гравировки.
Согласно изобретению каждое отверстие 14 проходит сквозь основание 11 элемента 10, и на этапе 26 оно может быть, по меньшей мере частично, заполнено металлическим материалом гальванически осажденного слоя 16 и, если имеется, по меньшей мере одним электропроводным слоем 15 на этапах 25 и 25' для увеличения поверхности контакта с элементом 10. Понятно, что электролит может течь «перед» углублением 12 и «за» ним, т.е. он может осаждаться в каждом углублении 12 и в каждом отверстии 14 в любое время на этапе 26 электролитического формования.
Как показано на фиг.6, диаметр каждого отверстия 14 постепенно увеличивается по мере его удаления от углубления 12 для фиксации металлического материала слоя 16 и, если имеется, электропроводного слоя 15 в элементе 10. Фактически, как указано выше, в случае, когда отверстие 14 является по существу коническим, знак 13 не может отсоединиться, поскольку диаметр 14 отверстия в зоне углубления 12 меньше диаметра отверстия в остальной его части. Предпочтительно, каждое отверстие 14 у дна углубления 12 может иметь диаметр около 100 мкм, а на поверхности Р с противоположной стороны основания 11 - около 120 мкм и более.
Предпочтительно и преимущественно согласно изобретению этап 24 выполняется посредством ориентирования лазерного луча от противоположной поверхности Р для непосредственного образования указанного по меньшей мере одного конического отверстия 14, т.е. отверстия, которое имеет наибольший диаметр в месте сочленения с противоположной поверхностью Р.
Согласно первому варианту осуществления способа, показанному на фиг.9 тройными линиями, за этапом 24 следует этап 25', на котором осаждают по меньшей мере один электропроводный слой 15 толщиной около 50 нм на всей поверхности F, имеющей по меньшей мере одно углубление 12 и по меньшей мере одно отверстие 14. Этап 25' может выполняться как мокрым способом, например химическим осаждением, так и сухим способом, например физическим осаждением из паровой фазы. В этом варианте осуществления способа 21 после этапа 25' выполняется этап 26.
Соответственно, слой 15 может, например, изготавливаться из золота, и/или меди, и/или серебра, и/или индия, и/или платины, и/или палладия, и/или никеля.
Согласно второму варианту осуществления способа, показанному на фиг.9 двойными линиями, за этапом 24 следует этап 25, на котором осаждают промежуточный слой, как указано выше. Промежуточный слой предпочтительно наносится сухим способом, например, посредством физического осаждения из паровой фазы. В этом варианте осуществления способа 21 или перед этапом 26 после этапа 25 выполняется или этап 25' согласно первому варианту, или после этапа 25 непосредственно выполняется этап 26.
Согласно третьему варианту осуществления способа, показанному одинарной линией на фиг.9, за этапом 24 непосредственно следует этап 26. Этот вариант относится к первому варианту, в котором в качестве материала для основания 11 предпочтительно используется электропроводная керамика.
Этап 26 заключается в гальваническом осаждении металлического материала слоя 16 на поверхности F основания 11 и, если требуется, проводящего слоя 15, для полного заполнения каждого углубления 12 и по меньшей мере частичного заполнения каждого отверстия 14, как показано на фиг.7. Кроме того, как указано в двух альтернативных вариантах выполнения средства крепления на фиг.10 и 11, на этапе 26 металлический осажденный слой может полностью заполнить по меньшей мере одно отверстие 14. И, наконец, на этапе 26 металлический осаждаемый слой закрывает кромку 19 на конце по меньшей мере одного отверстия 14 на стороне, противоположной углублению 12, для предотвращения любого перемещения по меньшей мере одного знака 13 относительно основания 18, 18'.
Предпочтительно, для облегчения такого заполнения, часть электролита проталкивают посредством перемешивания в углублениях 12, отверстиях 14 и, если имеются, углублениях 20, т.е. посредством принудительного перемещения жидких сред гальванической ванны во избежание каких-либо проблем при заполнении углублений 12, отверстий 14 и углублений 20 при их наличии.
Как указано выше, в зависимости от цвета или, в более общем смысле, в зависимости от требуемого визуального изображения металлический материал, осаждаемый на этапе 26, включает в себя золото, и/или медь, и/или серебро, и/или индий, и/или платину, и/или палладий, и/или никель.
На шестом этапе 27 удаляют осажденный слой 16 и, если имеется, электропроводный слой 15 с поверхности F основания 11, 18, 18', чтобы осажденный слой оставался только в каждом углублении 12 и отверстиях 14, как показано на фиг.8, 10 и 11. Изготовленный инкрустированный элемент 10 требует последующей сборки в готовом изделии. Этот этап 27 может быть выполнен посредством обычного способа обработки поверхности, например шлифовкой или доводкой, для удаления излишнего материала с последующим полированием.
Способ 21 согласно изобретению также может включать в себя дополнительный завершающий этап для осаждения по существу прозрачного слоя с целью защиты знака 13 от износа. Это слой может включать в себя, например, нитрид кремния для защиты металлического материала слоя 16 и, если имеется, по меньшей мере одного электропроводного слоя 15 от потускнения, особенно когда они изготовлены на основе серебра.
Разумеется, изобретение не ограничивается представленным примером и может иметь различные варианты и альтернативы, которые будут понятны специалистам в данной области техники. В частности, применение инкрустированного элемента 10 согласно изобретению никоим образом не ограничивается часами 1. Таким образом, инкрустированный элемент 10 может, например, использоваться в ювелирном украшении или даже столовой посуде.
Кроме того, образование углублений 12 на этапе 23 также может выполняться после образования отверстий 14 на этапе 24 без потери преимуществ изобретения. Лазерная гравировка на этапе 23 и/или этапе 24 может быть заменена гравировкой другого типа, если его точность и доля производственного брака являются приемлемыми.
И, наконец, также следует принять во внимание, что этап 25 или этап 25' не ограничиваются химическим осаждением или физическим осаждением из паровой фазы и, как вариант, могут выполняться, например, посредством химического осаждения из паровой фазы, атомно-слоевого осаждения или ионной бомбардировки.
Изобретение относится к часам или ювелирным изделиям, в частности к элементу (10), включающему в себя основание (11), имеющее по меньшей мере одно углубление, образующее фасонную полость для знака и полностью заполненное гальванически осажденным слоем (16), так что элемент (10) является инкрустированным по меньшей мере одним металлическим знаком с улучшенным визуальным качеством. Элемент (10) содержит средство для неподвижного крепления указанного по меньшей мере одного металлического знака, представляющее собой по меньшей мере одно сквозное отверстие (14) в элементе (10) и по меньшей мере частично заполненное гальванически осажденным слоем (16) для улучшения крепления по меньшей мере одного знака к элементу. Указанное сквозное отверстие (14) имеет первый конец, сообщенный с по меньшей мере одним углублением, и второй конец, сообщенный с другой стороной указанного основания. Обеспечивается повышение надежности крепления знаков. 3 н. и 20 з.п. ф-лы, 11 ил.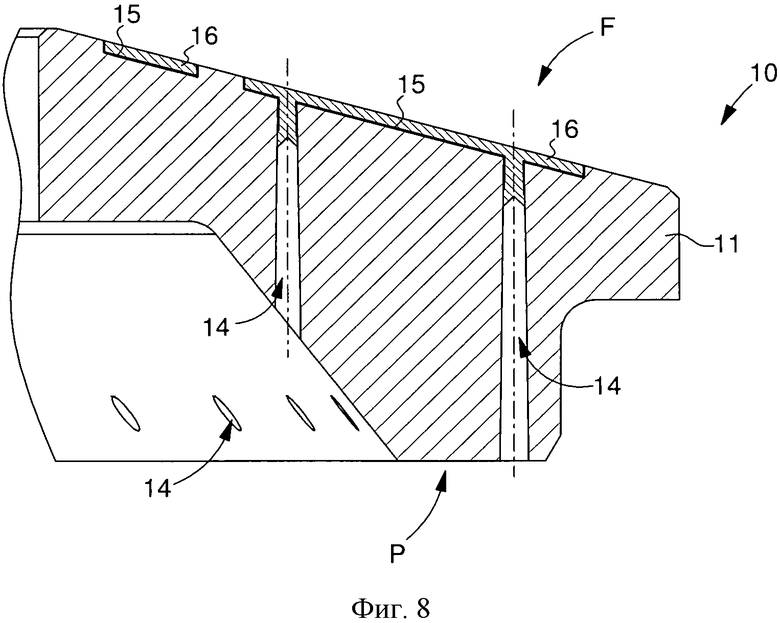
1. Элемент, содержащий основание, имеющее по меньшей мере одно углубление на одной стороне указанного основания, причем указанное по меньшей мере одно углубление образует фасонную полость для знака, при этом по меньшей мере одно углубление полностью заполнено гальванически осажденным слоем, так что элемент является инкрустированным по меньшей мере одним металлическим знаком, при этом элемент содержит средство для неподвижного крепления по меньшей мере одного металлического знака, причем указанное средство содержит по меньшей мере одно сквозное отверстие в указанном элементе, при этом указанное сквозное отверстие имеет первый конец, сообщенный с по меньшей мере одним углублением, и второй конец, сообщенный с другой стороной указанного основания, причем указанное сквозное отверстие по меньшей мере частично заполнено гальванически осажденным слоем для улучшения крепления по меньшей мере одного металлического знака к элементу.
2. Элемент по п. 1, в котором по меньшей мере одно сквозное отверстие выполнено так, что его диаметр постепенно увеличивается по мере удаления от по меньшей мере одного углубления для удержания гальванически осаждаемого слоя в элементе.
3. Элемент по п. 1, в котором указанное по меньшей мере одно сквозное отверстие полностью заполнено гальванически осажденным слоем.
4. Элемент по п. 3, в котором гальванически осажденный слой закрывает кромку на втором конце по меньшей мере одного сквозного отверстия для предотвращения любого перемещения по меньшей мере одного знака относительно основания.
5. Элемент по п. 1, в котором металлический гальванически осажденный слой содержит золото, и/или медь, и/или серебро, и/или, индий, и/или платину, и/или палладий, и/или никель.
6. Элемент по п. 1, в котором каждое по меньшей мере одно углубление имеет глубину от 80 до 200 мкм.
7. Элемент по п. 1, в котором основание выполнено из электропроводного керамического материала.
8. Элемент по п. 7, в котором основание полностью или частично образовано из металлокерамического материала.
9. Элемент по п. 1, в котором основание является неэлектропроводным, а знак дополнительно включает в себя по меньшей мере один электропроводный слой толщиной около 50 нм, расположенный между основанием и гальванически осажденным слоем.
10. Элемент по п. 9, в котором основание образовано на основе двуокиси циркония.
11. Часы, которые включают в себя по меньшей мере один элемент по п. 1.
12. Часы по п. 11, в которых основание по меньшей мере одного элемента образует весь элемент или часть элемента, который может быть корпусом, и/или браслетом, и/или безелем, и/или циферблатом, и/или стеклом, и/или нажимной кнопкой, и/или заводной головкой.
13. Способ изготовления элемента, включающий в себя этапы, на которых:
а) изготавливают основание;
б) образуют посредством гравировки по меньшей мере одно углубление в первой поверхности основания, так что каждое по меньшей мере одно углубление образует фасонную полость для знака;
в) образуют посредством гравировки по меньшей мере одно сквозное отверстие, проходящее сквозь основание, причем указанное сквозное отверстие имеет первый конец, сообщенный с по меньшей мере одним углублением, и второй конец, сообщенный со второй поверхностью основания, тем самым указанное сквозное отверстие образует часть средства крепления;
г) осуществляют гальваническое осаждение металлического материала для полного заполнения по меньшей мере одного углубления и по меньшей мере частичного заполнения по меньшей мере одного сквозного отверстия;
д) удаляют весь осажденный слой с первой поверхности основания так, чтобы материал этого слоя остался только в полости по меньшей мере одного углубления и в по меньшей мере одном сквозном отверстии.
14. Способ по п. 13, в котором диаметр по меньшей мере одного сквозного отверстия постепенно увеличивается по мере удаления от по меньшей мере одного углубления для удержания гальванически осажденного слоя в элементе.
15. Способ по п. 13, в котором на этапе г) по меньшей мере одно сквозное отверстие полностью заполняют металлическим осаждаемым слоем.
16. Способ по п. 15, в котором на этапе г) закрывают металлическим осаждаемым слоем кромку на втором конце по меньшей мере одного сквозного отверстия для предотвращения любого перемещения по меньшей мере одного знака относительно основания.
17. Способ по п. 13, в котором основание изготавливают из электропроводного керамического материала.
18. Способ по п. 13, в котором основание изготавливают из неэлектропроводного керамического материала, а между этапами в) и г) выполняют этап е), на котором осаждают по меньшей мере один электропроводный слой толщиной около 50 нм на всю область, на которой имеется по меньшей мере одно углубление и по меньшей мере одно отверстие.
19. Способ по п. 18, в котором этап е) выполняют или химическим осаждением, или физическим осаждением из паровой фазы.
20. Способ по п. 13, в котором этап б) выполняют с помощью лазера на глубину от 80 до 200 мкм.
21. Способ по п. 13, в котором этап в) выполняют с помощью лазера посредством ориентирования луча от второй поверхности.
22. Способ по п. 13, в котором этапы б) и в) выполняют в обратном порядке.
23. Способ по п. 13, в котором каждое по меньшей мере одно углубление выполняют с непрерывной или по меньшей мере частично плоской поверхностью для облегчения выполнения этапа г).
| СПОСОБ ОЧИСТКИ ГАЗОВ ОТ ОКСИДОВ АЗОТА | 1997 |
|
RU2138323C1 |
| ПЕЧАТНАЯ ПЛАТА С ПОДКЛЮЧЕНИЕМ ЭКРАНИРОВАННОГО УСТРОЙСТВА | 2006 |
|
RU2380864C2 |
| Насос-разогреватель для вязких и легкотвердеющих материалов | 1987 |
|
SU1548524A1 |
| Способ изготовления накладных занков для часовых циферблатов | 1977 |
|
SU690430A1 |
| RU 2001103798 A, 20.01.2003. | |||

