Область техники, к которой относится изобретение
Изобретение относится к керамическому элементу, инкрустированному по меньшей мере одним декоративным элементом, выполненным из другого керамического материала, а более конкретно, к элементу данного типа, предназначенному для установки в часы.
Уровень техники
Известно формирование безелей, выполненных, по меньшей мере, частично из синтетического сапфира для демонстрации за счет прозрачности покрытия в углублении под безелем, например, образующего деления шкалы или название торговой марки. Такая конфигурация дает преимущество, заключающееся в защите покрытия от механического изнашивания за счет полного закрытия его сапфировой деталью. Однако при такой конфигурации декоративный элемент может оказаться плохо различимым из-за плохой передачи цвета покрытия, а также из-за отсутствия цветовой разницы между сапфиром и покрытием.
Раскрытие изобретения
Целью изобретения является устранение всех или части вышеупомянутых недостатков за счет разработки полностью керамического элемента, т.е. элемента, основной корпус которого и инкрустирующие элементы обладают однородным механическим сопротивлением.
Для этой цели изобретение относится к способу изготовления инкрустированного керамического элемента для часов, включающему в себя следующие этапы:
a) формирование керамического корпуса;
b) гравирование по меньшей мере одного углубления на одной грани керамического корпуса, при этом каждое из по меньшей мере одного углубления имеет форму декоративного элемента;
c) изменение состояния поверхности дна указанного по меньшей мере одного углубления для увеличения его контактной поверхности;
d) нанесение покрытия при помощи термического напыления второго керамического материала поверх указанного по меньшей мере одного углубления для полного заполнения указанного по меньшей мере одного углубления;
е) выравнивание указанного второго керамического материала, после которого он остается только в полости указанного по меньшей мере одного углубления.
Очевидно, что множество цветов декоративного элемента и/или корпуса больше не ограничивается прозрачностью второго керамического материала и при этом обеспечивается очень высокое и равномерное сопротивление износу. В качестве примера может быть получено высококонтрастное визуальное изображение при помощи корпуса, выполненного из первого керамического материала темного цвета и декоративных элементов, выполненных из одного (или большего числа) другого керамического материала (других керамических материалов) одного из (или большего числа) светлых цветов.
В соответствии с другими преимущественными признаками изобретения:
- этап а) достигается при помощи спекания;
- керамический корпус включает карбид, оксид или нитрид таких материалов, как титан, кремний алюминий или цирконий;
- керамический корпус является металлокерамическим;
- керамический корпус выполнен из синтетического корунда, такого, как монокристаллический сапфир или монокристаллический рубин;
- этап b) выполняется при помощи лазера;
- каждое из по меньшей мере одного углубления имеет глубину в диапазоне между 80 мкм и 500 мкм для повышения сцепного усилия;
- этап с) выполняется при помощи лазера;
- на этапе с) формируются полости в указанном дне указанного по меньшей мере одного углубления;
- полости формируют канавки, проходящие по указанному дну указанного по меньшей мере одного углубления;
- указанные канавки, проходящие по указанному дну указанного по меньшей мере одного углубления являются секущими;
- полости имеют глубину, которая меньше, чем одна пятая глубины указанного по меньшей мере одного углубления;
- этап с) выполняется пескоструйной обработкой или химическим травлением;
- второй керамический материал включает карбид, оксид или нитрид таких материалов, как титан, кремний алюминий или цирконий;
- термическое напыление является напылением плазменного типа;
-перед этапом d) способ включает этап f), направленный на формирование связывающего слоя на дне указанного по меньшей мере одного углубления для обеспечения повышенного сцепления или для изменения эстетического внешнего вида второго керамического материала;
- после этапа е) способ включает этап bʹ), направленный на гравирование по меньшей мере одного второго углубления на поверхности второго керамического материала, этап cʹ), направленный на изменение состояния поверхности дна указанного по меньшей мере одного второго углубления для увеличения его контактной поверхности; этап dʹ), направленный на нанесение покрытия при помощи термического напыления третьего керамического материала поверх указанного по меньшей мере одного второго углубления для полного заполнения указанного по меньшей мере одного второго углубления, и этап eʹ), направленный на разравнивание указанного третьего керамического материала, после которого он остается только в полости указанного по меньшей мере одного второго углубления.
Кроме того, изобретение относится к детали экстерьера часов, к детали механизма часов или, в более широком смысле, к часам, отличающейся тем, что она включает по меньшей мере один керамический элемент, инкрустированный декоративным элементом, выполненным по меньшей мере из одного второго керамического материала в соответствии с любым из предыдущих вариантов.
Исходя из этого очевидно, что керамический элемент может также предпочтительно образовывать целиком или частично корпус, браслет, безель, циферблат, кристалл, кнопку, заводную головку, среднюю часть часов, выступ, фланец, заднюю крышку корпуса, стрелку, звено браслета, зажим браслета, декоративный элемент, аппликацию, пружину баланса, импульсный камень, баланс, ось, ролик, паллеты, штифт, собачку, вилку, камень паллеты, клинообразное деление шкалы циферблата, набор шестерен, шестерню, вал, пиньен, мост, основную пластину, качающийся груз, заводной вал, подшипниковый узел или подшипник часов.
Краткое описание чертежей
Прочие признаки и преимущества станут очевидны из нижеследующего описания, приводимого в качестве не ограничивающей иллюстрации со ссылками на прилагаемые чертежи, на которых:
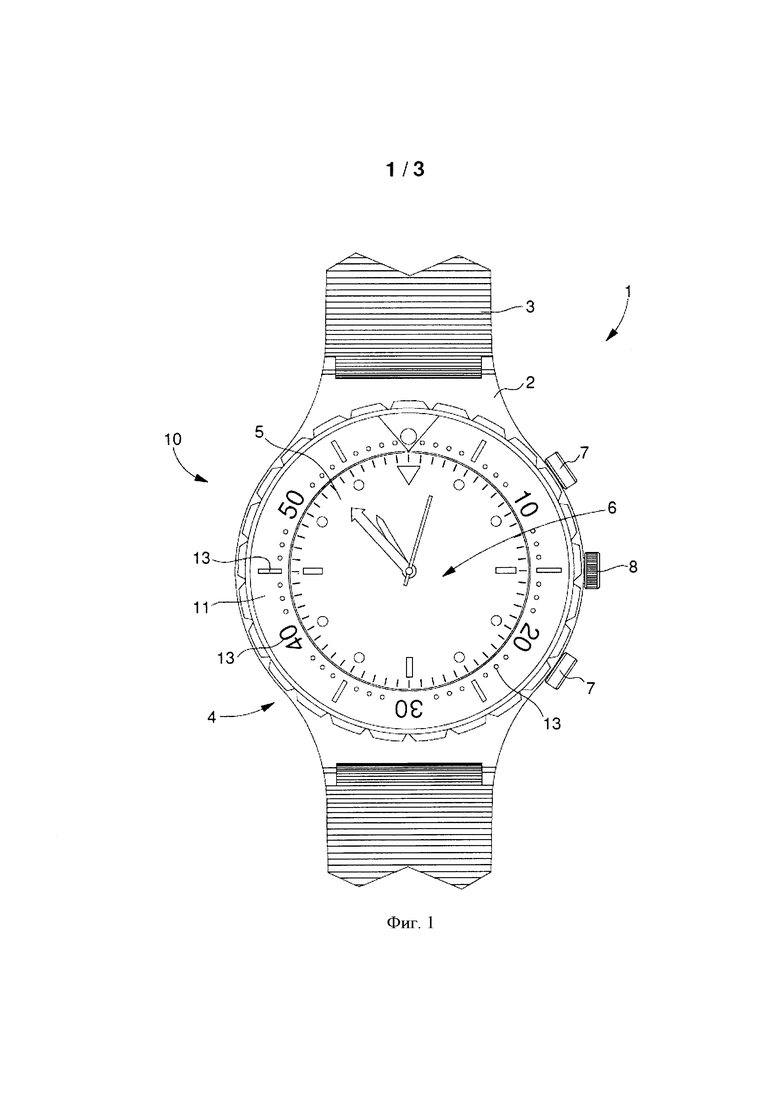
На фиг. 1 схематически показаны часы по изобретению;
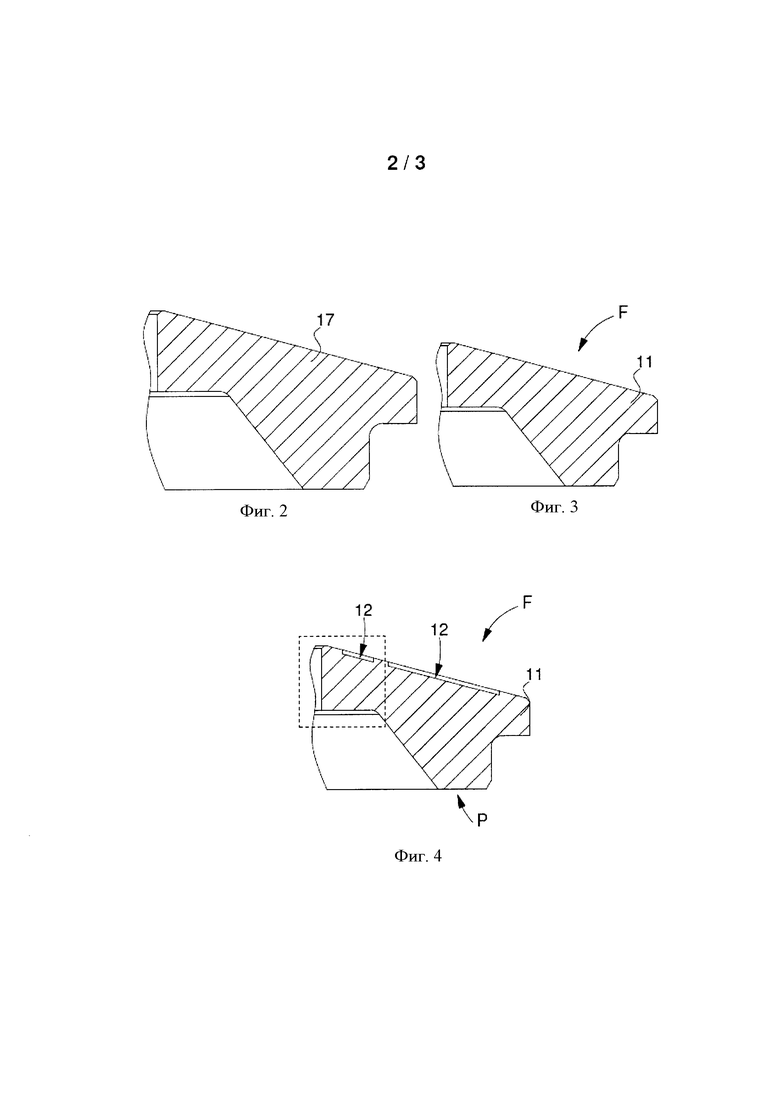
На фиг. 2-4 - последовательные этапы способа изготовления по изобретению;
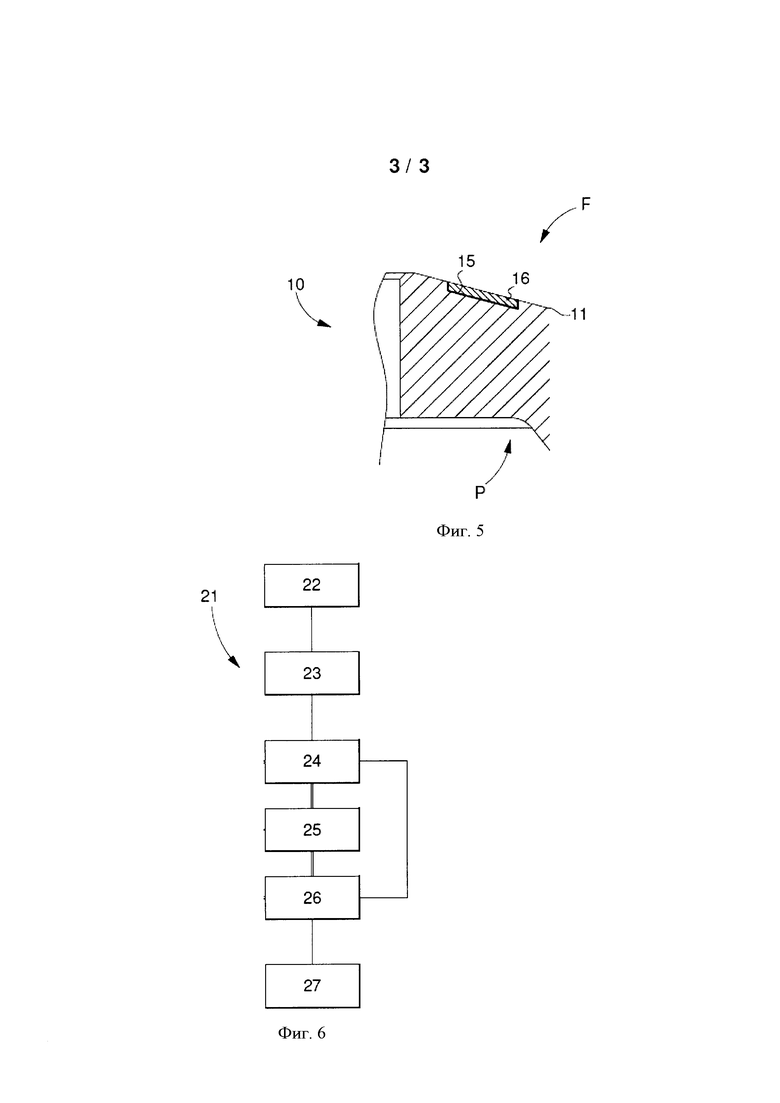
На фиг. 5 - местный вид элемента, полученного по изобретению;
На фиг. 6 - блок-схема способа по изобретению.
Осуществление изобретения
В примере, приведенном на фиг. 1, показаны часы в целом обозначенные позицией 1, включающие по меньшей мере один инкрустированный элемент 10. Каждый инкрустированный элемент 10 предназначен для формирования износостойкой детали, включающей по меньшей мере один декоративный элемент 13, также выполненный из керамического материала, с улучшенными визуальными свойствами, в особенности, в части контрастности, и которое обладает очень высокой равномерной износостойкостью.
Элемент 10 инкрустированный по изобретению может формировать полностью или частично внешнюю часть часов 1. Таким образом, он может формировать полностью или целиком корпус 2, браслет 3, безель 4, циферблат 5, кристалл 6, кнопку 7 и/или кнопку завода 8. В примере, проиллюстрированном ниже, объяснение изобретения приводится со ссылкой на кольцо 10, включающее инкрустированные декоративные элементы 13, формирующие шкалу безеля 4. Также возможно формирование инкрустированных элементов 10 часов, таких как, например, мост, основная пластина, пружина баланса, импульсный камень, баланс, ось, ролик, паллеты, штифт, собачку, вилку, камень паллеты, клиновидное деление шкалы циферблата, набор шестерен, шестерню, вал, пиньен, заводной вал, подшипниковый узел, подшипник и/или качающийся груз. В качестве примера по меньшей мере один указанный декоративный элемент 13 может формировать целиком или частично подшипниковый узел, такой как, например, подшипник.
Как показано на фиг. 1 и 5, инкрустированный керамический элемент 10 включает корпус 11, включающий по меньшей мере одно углубление 12, образующее полость по форме рисунка декоративного элемента 13. На фиг. 1 показано, что предпочтительно по изобретению каждый декоративный элемент 13 может иметь любую форму, например, форму геометрической фигуры или буквенно-цифрового символа. В соответствии с изобретением каждое углубление 12 целиком заполнено по меньшей мере одним вторым керамическим материалом 16. Такая конфигурация защищает каждый декоративный элемент 13 в корпусе 11.
Предпочтительно по изобретению указанный по меньшей мере один второй керамический материал 16 получают из карбида, оксида или нитрида таких материалов, как титан, кремний, алюминий или цирконий, за счет чего обеспечивается возможность получения большого разнообразия материалов, твердость которых совпадает с твердостью корпуса 11 или аналогична ей.
Следовательно, указанный по меньшей мере один второй керамический материал 16 и корпус 11 могут иметь одинаковую природу, т.е. быть выполнены из одного типа керамического материала, но отличаться по составу, например, за счет наличия добавок, обеспечивающих контрастность цвета керамических материалов.
В соответствии с изобретением корпус 11 может быть получен из большого множества материалов. Предпочтительно корпус 11 выполняют из керамического материала. Он, следовательно, может формироваться из металлокерамики, которая представляет собой материал, сформированный из смеси керамического материала и металла или другого искусственного корунда, такого как монокристаллический сапфир или монокристаллический рубин. В более общем случае возможно в качестве примера использовать карбид, оксид или нитрид таких материалов, как титан, кремний, алюминий или цирконий в поликристаллической или монокристаллической форме для формирования целиком или частично корпуса 11. Так, корпус 11 может представлять собой часовой кристалл, выполненный из монокристаллического сапфира, включающего по меньшей мере один декоративный элемент, выполненный из второго керамического материала, отображающий торговую марку, или элемент циферблата, такой как часовой круг.
Для повышения сцепления декоративного элемента 13 с корпусом 11 углубление 12 имеет глубину в диапазоне 80-700 мкм, а предпочтительно по существу составляет 400 мкм. Таким образом, понятно, что предпочтительно углубление 12 не является открытым на противоположной грани Р.
Кроме того, для обеспечения сцепления указанного по меньшей мере одного керамического материала 16 предпочтительно дно каждого указанного по меньшей мере одного углубления 12 имеет измененное состояние поверхности для увеличения поверхности контакта.
Как разъясняется ниже, увеличение поверхности может быть обеспечено, в частности, путем формирования полостей в указанном дне указанного по меньшей мере одного углубления или путем местного увеличения ее шероховатости.
И, наконец, как показано на фиг. 5, возможен вариант, при котором между дном указанного по меньшей мере одного углубления и указанным по меньшей мере одним вторым керамическим материалом 16 может формироваться соединительный слой 15 толщиной 2-150 мкм для обеспечения повышенного сцепления декоративного элемента 13. В качестве примера соединительный слой 15 может формироваться при помощи технологии печати таким образом, что он непрерывно покрывает дно указанного по меньшей мере одного углубления. Данная технология может состоять, в частности, в печати за счет прижимания, напыления или нанесении аппликации при помощи ролика или кисточки.
Данный слой 15 может включать, в частности, такой металл как хром или титан и/или металлический сплав и/или нитрид металла, такой как нитрид хрома и/или карбид металла и/или титанат и/или цирконат и/или алюминат. При разработке использование слоя 15 данного типа для испытуемых керамических материалов ни разу не потребовалось, поскольку испытания на сцепное усилие уже давали удовлетворительные результаты без слоя 15.
Так, по изобретению визуальный рисунок каждого декоративного элемента 13 получается за счет цвета указанного по меньшей мере одного второго керамического материала 16. Следовательно, материал, используемый для указанного по меньшей мере одного второго керамического материала 16 предпочтительно выбирается по цвету или, в более общем случае, по эстетическим свойствам. В качестве примера можно указать, что таким образом может быть получено высококонтрастное визуальное изображение при помощи корпуса 11 темного цвета и декоративных элементов 13 одного светлого цвета (или большего числа светлых цветов), каждый из которых выполнен из керамического материала.
Следовательно необязательный соединительный слой 15 может также применяться из-за его цвета. Безусловно, цвет может выбираться или изменяться для изменения внешнего вида указанного по меньшей мере одного второго керамического материала 16. Безусловно, толщина указанного по меньшей мере одного второго нанесенного керамического материала 16 может, в зависимости от приложения, обеспечивать прозрачность последнего. Следовательно, необязательный соединительный слой 15 может применяться таким образом, что его цвет различим сквозь указанный по меньшей мере один второй керамический материал 16. Так, в качестве примера, цветовой пигмент или конкретный материал для необязательного соединительного слоя 15 может подбираться для изменения по существу прозрачного вида указанного по меньшей мере одного второго керамического материала 16.
Понятно, что декоративные элементы 13 могут формироваться при помощи того же материала для получения однородного внешнего вида или при помощи нескольких материалов для того, чтобы, например, придать двум декоративным элементам 13 разные цвета, например, первый цвет для делений, а другой цвет для буквенно-цифровых символов в случае фиг. 1.
Для получения однородных цветов также возможно формирование декоративных элементов 13 из того же материала, что и материал окружающего корпуса 11. Так, в варианте осуществления изобретения, показанном на фиг. 1, возможно изготовление декоративных элементов 13 безеля 4 из того же материала, что материал корпуса 2, браслет 3, остальная часть безеля 4, циферблат 5, кнопки 7, или заводная головка 8, а также средняя часть часов, выступ, фланец, задняя крышка корпуса, стрелка, звено браслета, зажим браслета, декоративный элемент и/или аппликация.
Далее приводится описание способа 21 изготовления инкрустированного элемента 10 со ссылками на фиг. 2-6 на примере керамического корпуса 11.
На первом этапе 22, показанном на фиг. 6, способ 21 заключается в формировании корпуса 11, например, из циркония или алюминия. Как частично видно из изменений возникших при переходе от фиг. 2 к фиг. 3, завершенный корпус 11 с этапа 22 предпочтительно получают спеканием, т.е. из заготовки корпуса 17, предварительно сформированной при помощи процесса инжекции и/или прессования. В конце этапа 22 корпус 11, показанный на фиг. 3, приобретает свои окончательные размеры.
Безусловно, этап 22 может выполняться при помощи процесса отличного от спекания. Так, например, когда корпус 11 формируют из монокристаллической керамической основы, такой как искусственный корунд, для корпуса 11 используют другую технологию. В качестве примера можно показать, что после формирования були из монокристаллического керамического материала буля может подвергаться резке, а затем путем механической обработки корпусу придается форма отрезанной пластины. В более общем случае могут выполняться такие этапы, как механическая обработка и/или притирка и/или полировка.
Как показано на фиг. 6, способ 21 включает второй этап 23, направленный на гравирование по меньшей мере одного глухого углубления 12 на одной грани F керамического корпуса 11, при этом углубления 12 формируют полость в форме будущих декоративных элементов 13, как показано на фиг. 4. Предпочтительно каждое углубление 12 имеет глубину 80-700 мкм. Этап 23 предпочтительно выполняется путем разрушающего излучения при помощи лазера для получения требуемой точности гравирования.
В примере на фиг. 3 грань F является по существу прямолинейной и проходит по кольцу. Очевидно, что грань F может иметь другую геометрию, что не вызовет усложнения реализации способа. Так, в качестве примера вполне возможно, чтобы грань F была частично или полностью выпуклой и проходила вдоль линии или по окружности, формируя, например, грань F, которая частично или полностью сферическая, тороидальная или цилиндрическая.
Как показано на фиг. 6, способ 21 продолжается третьим этапом 24, направленным на изменение состояния поверхности дна указанного по меньшей мере одного углубления 12 для увеличения его контактной поверхности. Предпочтительно на этапе 24 формируют полости в дне указанного по меньшей мере одного углубления, либо просто увеличивают его местную шероховатость.
Для увеличения контактной поверхности полости или шероховатости могут иметь глубину, которая предпочтительно не превышает одной пятой от глубины углублений 12. Этап 24 предпочтительно выполняется при помощи разрушающего излучения с использованием лазера, путем пескоструйной обработки или при помощи химического травления.
В качестве примера были проведены испытания с использованием углублений 12, имеющих глубину 400 мкм. Полости были получены при помощи разрушающего излучения, формирующего первую последовательность по существу параллельных прямолинейных канавок, которые пересекаются со второй последовательностью по существу параллельных прямолинейных канавок. Глубина полостей изменялась в диапазоне 10-50 мкм, обеспечивая в каждом случае удовлетворительное сцепление декоративного элемента 13 с корпусом 11. Следовательно, полости могут формировать канавки, проходящие на указанном дне указанного по меньшей мере одного углубления, и все канавки или часть канавок могут являться секущими.
Безусловно, также возможно формирование грубого отверстия в отливке, которое затем подвергается чистовой лазерной обработке для получения такой же точности гравирования. Целью является повышение сцепления путем увеличения площади поверхности без негативного влияния на смачиваемость материалами, которые будут заполнять каждое углубление.
В первом варианте осуществления изобретения, показанном двойными линиями на фиг. 6, этап 24 продолжается этапом 25 способа 21, заключающемся в формировании соединительного слоя 15 на дне указанного по меньшей мере одного углубления для обеспечения повышенного сцепления или изменения эстетического внешнего вида наносимого в дальнейшем по меньшей мере одного второго керамического материала 16, формируемого на этапе 26. Данный первый вариант осуществления изобретения относится к случаю, когда материал декоративного элемента 13 формируется при помощи по меньшей мере одного второго керамического материала 16 и, возможно, соединительного слоя 15, как показано на фиг. 5.
Этап 25 может выполняться путем сухого или влажного осаждения, после которого может потребоваться активация при помощи тепловой обработки и/или сушки. Данный тип соединительного слоя 15 может, например, формироваться из металла, металлического сплава, нитрида металла, карбида металла, цирконата, титаната и/или алюмината. В первом варианте осуществления изобретения после этапа 25 способ 21 продолжается этапом 26.
Во втором варианте осуществления изобретения, показанном одинарной линией на фиг. 6, сразу после этапа 24 следует этап 26. Данный второй вариант осуществления изобретения является предпочтительным и относится к случаю, при котором материал декоративного элемента 13 формируется только при помощи указанного по меньшей мере одного второго керамического материала 16.
Этап 26 заключается в заполнении указанного по меньшей мере одного углубления 12 указанным по меньшей мере одним вторым керамическим материалом 16 для формирования указанного декоративного элемента. Предпочтительно этап 26 заключается в нанесении путем термического напыления указанного по меньшей мере одного второго керамического материала 16 поверх указанного по меньшей мере одного углубления 12 для того, чтобы целиком заполнить указанное по меньшей мере одно углубление 12.
Существует несколько типов термического напыления, такие как без наложения ограничений газоплазменное напыление, высокоскоростное кислородно-плазменное напыление покрытия или плазменное напыление. Целью данных способов является расплавление дополнительного материала и последующее его напыление на целевую поверхность для формирования имеющего большую толщину однородного слоя дополнительного материала.
Предпочтительно термическое напыление является плазменным напылением, поскольку оно обеспечивает отличный результат по нанесению керамического слоя. Более конкретно, испытания показали полностью удовлетворительные результаты при термическом напылении с использованием воздуха при атмосферном давлении в качестве среды для напыления слоя алюминия. В более общем случае выяснилось, что термическое напыление может проводиться в воздухе для оксидов и в вакууме для карбидов или нитридов.
Возможно предусмотреть перемещение корпуса 11 относительно устройства термического напыления для улучшения заполняемое указанного по меньшей мере одного углубления 12.
Предпочтительно по изобретению дополнительные материалы могут формироваться из карбида, оксида или нитрида таких материалов, как титан, кремний, алюминий или цирконий для формирования целиком или частично декоративного элемента 13. Таким образом, понятно, что эти частицы могут быть из того же семейства, что и материал корпуса 11, либо из другого семейства.
Как пояснено выше, в зависимости от требуемого цвета или, в более общем случае, от требуемого визуального рисунка второй керамический материал (вторые керамические материалы) 16, формируемый на этапе 26, предпочтительно включает один или большее число цветов, контрастирующих с цветами корпуса 11.
И, наконец, на последнем этапе 27 способ 21 завершается разравниванием каждого из по меньшей мере одного второго керамического материала 16, после которого он остается только в полости каждого углубления 12. Таким образом, получается завершенный инкрустированный элемент 10, который просто нужно собрать в окончательную деталь. Данный этап 27 может быть выполнен при помощи обычного способа получения поверхности, такого как шлифование или притирка для удаления избыточного материала, после чего производится полирование.
При одном из этих испытаний был получен черный циркониевый безель, декоративные элементы 13 которого формируют алюминиевые деления, которые имели полностью удовлетворительный равномерный «керамический» внешний вид, обладали очень высокой и равномерной твердостью и имели очень высокую контрастность.
Безусловно, настоящее изобретение не ограничивается проиллюстрированным примером, но может быть реализовано в виде различных вариантов и модификаций, которые могут быть разработаны специалистами в данной области техники. В частности, применение инкрустированного элемента 10 по изобретению ни в коей мере не ограничено часами 1. Так, инкрустированный элемент 10 может, например, применяться для ювелирного украшения или даже для столовой посуды.
Кроме того, возможно предусмотреть замену лазерного гравирования на этапе 23 и/или лазерного гравирования, пескоструйной обработки или химического травления на этапе 24 другим типом гравирования при условии обеспечения приемлемой точности и приемлемых потерь на отходы.
Кроме того, также возможно создавать декоративные элементы, включающие несколько нанесенных один поверх другого и/или рядом керамических материалов. Данный тип варианта осуществления изобретения может, например, обеспечивать создание многоцветного элемента. Так, второй керамический материал, имеющий первый цвет, может гравироваться, например, при помощи лазера для формирования третьего керамического материала, имеющего второй цвет. Таким образом, возможно получение за счет самого декоративного элемента или за счет корпуса с расположенным поверх него декоративным элементом двух контрастных цветов или одного цвета при помощи фосфорицирующего материала, такого как superluminova®.
Также очевидно, что в случае, когда по меньшей мере один из декоративных элементов 13 образует целиком или частично подшипник, указанный по меньшей мере один второй керамический материал 16 может просто подвергаться гравирования для формирования подшипника чашечного типа и в виде камня со сквозным отверстием.
И, наконец, также следует отметить, что корпус 11 не ограничивается керамическим элементом, но в более общем случае ограничивается элементом, выполненным из пригодного к механической обработке материала, т.е. материала, твердость которого больше либо равна 700 HV.
Изобретение относится к способу (21) изготовления инкрустированного керамического элемента (10) для часов (1), содержащему следующие этапы: a) формирование (22) керамического корпуса (11); b) гравирование (23) по меньшей мере одного углубления (12) на одной грани (F) керамического корпуса (11), каждое из по меньшей мере одного углубления образует полость в форме декоративного элемента (13); c) изменение (24) состояния поверхности дна указанного по меньшей мере одного углубления для увеличения его контактной поверхности; d) нанесение (26) покрытия при помощи термического напыления второго керамического материала (16) поверх указанного по меньшей мере одного углубления для того, чтобы целиком заполнить указанное по меньшей мере одно углубление; e) разравнивание (27) указанного второго керамического материала (16) таким образом, чтобы второй керамический материал оставался только в полости указанного по меньшей мере одного углубления. 3 н. и 19 з.п. ф-лы, 6 ил.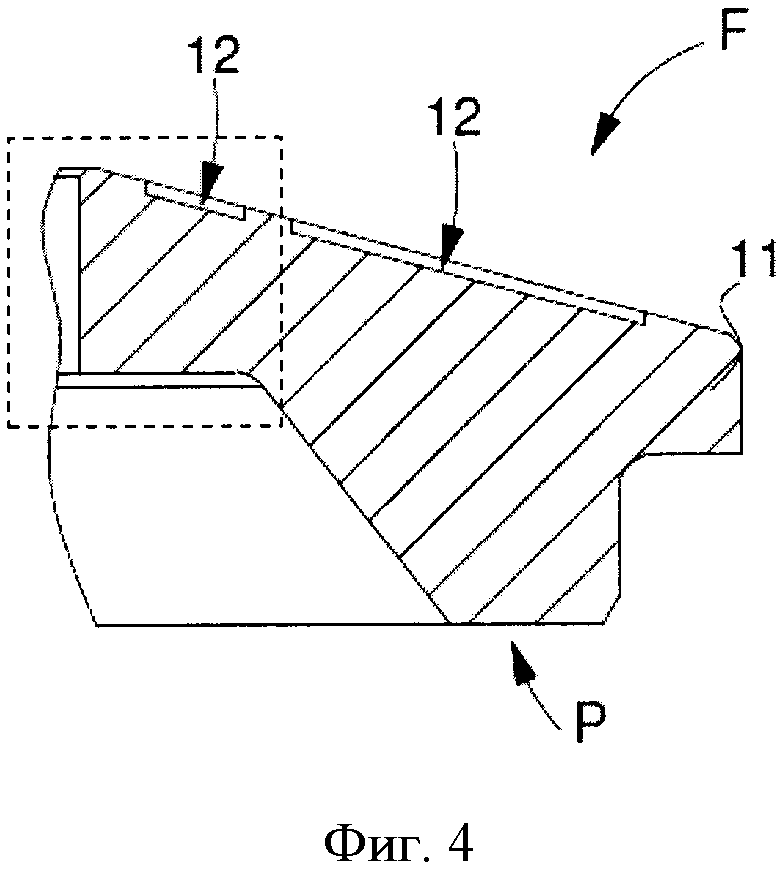
1. Способ (21) изготовления инкрустированного керамического элемента (10) для часов (1), включающий в себя следующие этапы:
a) формирование (22) керамического корпуса (11);
b) гравирование (23) по меньшей мере одного углубления (12) на одной грани (F) керамического корпуса (11), причем каждое из по меньшей мере одного углубления образует полость в форме декоративного элемента (13);
c) изменение (24) состояния поверхности дна указанного по меньшей мере одного углубления для увеличения его контактной поверхности;
d) нанесение (26) покрытия при помощи термического напыления второго керамического материала (16) поверх указанного по меньшей мере одного углубления для заполнения целиком указанного по меньшей мере одного углубления;
e) разравнивание (27) указанного второго керамического материала (16) таким образом, чтобы второй керамический материал оставался только в полости указанного по меньшей мере одного углубления.
2. Способ (21) по п. 1, отличающийся тем, что керамический корпус (11) включает карбид, оксид или нитрид титана, кремния, алюминия или циркония.
3. Способ (21) по п. 1, отличающийся тем, что керамический корпус (11) является металлокерамическим.
4. Способ (21) по п. 1, отличающийся тем, что этап а) выполняют при помощи спекания.
5. Способ (21) по п. 1, отличающийся тем, что керамический корпус (11) выполнен из синтетического корунда.
6. Способ (21) по п. 1, отличающийся тем, что этап b) выполняют при помощи лазера.
7. Способ (21) по п. 1, отличающийся тем, что каждое из по меньшей мере одного углубления (12) имеет глубину в диапазоне 80-500 мкм для повышения сцепного усилия.
8. Способ (21) по п. 1, отличающийся тем, что этап с) выполняют при помощи лазера.
9. Способ (21) по п. 1, отличающийся тем, что на этапе с) формируют полости в указанном дне указанного по меньшей мере одного углубления.
10. Способ (21) по п. 9, отличающийся тем, что полости формируют канавки, проходящие через указанное дно указанного по меньшей мере одного углубления.
11. Способ (21) по п. 10, отличающийся тем, что указанные канавки, проходящие через указанное дно указанного по меньшей мере одного углубления, являются секущими.
12. Способ (21) по п. 9, отличающийся тем, что полости имеют глубину, которая меньше, чем одна пятая глубины указанного по меньшей мере одного углубления (12).
13. Способ (21) по п. 1, отличающийся тем, что этап с) выполняют при помощи пескоструйной обработки.
14. Способ (21) по п. 1, отличающийся тем, что этап с) выполняют при помощи химического травления.
15. Способ (21) по п. 1, отличающийся тем, что второй керамический материал включает карбид, оксид или нитрид титана, кремния, алюминия или циркония.
16. Способ (21) по п. 1, отличающийся тем, что термическое напыление является напылением плазменного типа.
17. Способ (21) по п. 1, отличающийся тем, что перед этапом d) способ также включает в себя следующий этап:
f) формирование (25) соединительного слоя на дне указанного по меньшей мере одного углубления для получения повышенного сцепления или изменения эстетического внешнего вида второго керамического материала.
18. Способ (21) по п. 1, отличающийся тем, что после этапа е) способ также включает в себя следующие этапы:
b') гравирование по меньшей мере одного второго углубления на грани второго керамического материала;
с') изменение состояния поверхности дна указанного по меньшей мере одного второго углубления для увеличения его контактной поверхности;
d') нанесение путем термического напыления третьего керамического материала поверх указанного второго углубления для заполнения целиком указанного по меньшей мере одного второго углубления;
е') разравнивание указанного третьего керамического материала таким образом, чтобы третий керамический материал оставался только в полости указанного по меньшей мере одного второго углубления.
19. Часы (1), характеризующиеся тем, что они содержат по меньшей мере один керамический элемент (10), инкрустированный по меньшей мере одним декоративным элементом (13), содержащим по меньшей мере один второй керамический материал (16), полученный способом по любому из пп. 1-18, при этом керамический корпус (11) указанного элемента формирует внешнюю часть (2, 3, 4, 5, 6, 7, 8) указанного элемента.
20. Часы (1) по п. 19, отличающиеся тем, что керамический элемент формирует целиком или частично корпус (2), браслет (3), безель (4), циферблат (5), кристалл (6), кнопку (7), заводную головку (8), среднюю часть часов, выступ, фланец, заднюю крышку корпуса, стрелку, звено браслета, зажим браслета, декоративный элемент и/или аппликацию.
21. Часы (1), характеризующиеся тем, что они содержат по меньшей мере один керамический элемент (10), инкрустированный по меньшей мере одним декоративным элементом (13), содержащим по меньшей мере один второй керамический материал (16), полученный способом по любому из пп. 1-18, при этом керамический корпус (11) указанного элемента формирует часть механизма указанных часов.
22. Часы (1) по п. 21, отличающиеся тем, что керамический элемент формирует целиком или полностью пружину баланса, импульсный камень, баланс, вал, ролик, паллеты, штифт, собачку, вилку, камень паллеты, клиновидное деление шкалы циферблата, набор шестерен, шестерню, вал, пиньен, мост, основную пластину, качающийся груз, заводной вал, подшипник или подшипниковый узел.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| ПЕЧАТНАЯ ПЛАТА С ПОДКЛЮЧЕНИЕМ ЭКРАНИРОВАННОГО УСТРОЙСТВА | 2006 |
|
RU2380864C2 |
| СПОСОБ ОЧИСТКИ ГАЗОВ ОТ ОКСИДОВ АЗОТА | 1997 |
|
RU2138323C1 |
| US2004032797 A1, 19.02.2004 | |||
| US8209831 B2, 03.07.2012 | |||
| Насос-разогреватель для вязких и легкотвердеющих материалов | 1987 |
|
SU1548524A1 |
| СПОСОБ ЗАЩИТЫ ПЛОДА ОТ ГИПОКСИЧЕСКОГО ПОВРЕЖДЕНИЯ В РОДАХ | 2012 |
|
RU2503414C2 |

