СcЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка испрашивает приоритет предварительной заявки на патент США № 61/449473, поданной 4 марта 2011 года, озаглавленной «PAYMENT CARD SYSTEM AND METHOD», которая включена сюда путем ссылки в полном объеме для всех целей.
УРОВЕНЬ ТЕХНИКИ
Существует рынок для платежных карт с улучшенным внешним видом и ощущением, которые привлекают элитных клиентов издателей карт. Один подход, практикуемый некоторыми издателями, состоит в изготовлении металлических карт. Использование металлических карт, однако, может создать проблемы с электростатическим разрядом (ESD) во время использования. ESD относится к внезапному и мгновенному электрическому току, который протекает между двумя объектами с различными электрическими потенциалами и вызывается прямым контактом или индуцируется электростатическим полем. Известно, что ESD может вызвать временное прерывание или постоянное повреждение устройства доступа (например, терминала пункта продажи), когда платежная карта взаимодействует с этим терминалом для проведения операции. Из-за электрических свойств металлических карт они склонны вызывать ESD события, которые могут нарушить операцию платежа или повредить терминал пункта продажи.
Другой проблемой, связанной с изготовлением металлических карт, являются материалы и издержки изготовления. Многие эстетически желательные металлы являются непрактичными для использования в платежной карте из-за их высокой стоимости. Кроме того, изготовление металлических карт может включать в себя оборудование способов изготовления, которое несовместимо с существующей инфраструктурой производства платежных карт. Добавление нового оборудования и этапов обработки может привести к дополнительным издержкам для издателя.
Соответственно существует необходимость в данной области техники в платежных картах, которые имеют внешний вид и ощущение металла, которые могут быть изготовлены из недорогих материалов и посредством процессов, совместимых с существующей инфраструктурой производства, и которые не имеют проблем электростатических разрядов, связанных с существующими металлическими картами.
Варианты осуществления данного изобретения могут адресоваться к вышеуказанным проблемам и другим проблемам индивидуально и коллективно.
КРАТКАЯ СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Варианты осуществления данного изобретения относятся к платежным картам и способам для изготовления платежных карт.
Один вариант осуществления данного изобретения направлен на карту, содержащую первый слой и второй слой, примыкающий к первому слою. Второй слой содержит множество частиц, содержащих металл, и это множество частиц содержит по меньшей мере 15 об.% второго слоя.
Другой вариант осуществления данного изобретения направлен на способ для изготовления карты. Этот способ предусматривает приготовление смеси, содержащей полимер и множество частиц, содержащих металл. Это множество частиц содержит по меньшей мере около 15 об.% этой смеси. Эта смесь прессуется, и налагается внешний слой. Эта смесь и внешний слой затем обрезаются для образования карты.
Эти и другие варианты осуществления данного изобретения более подробно описаны ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 является трехмерным видом сбоку карты согласно вариантам осуществления данного изобретения.
Фиг. 2 является видом в разрезе металлической частицы согласно вариантам осуществления данного изобретения.
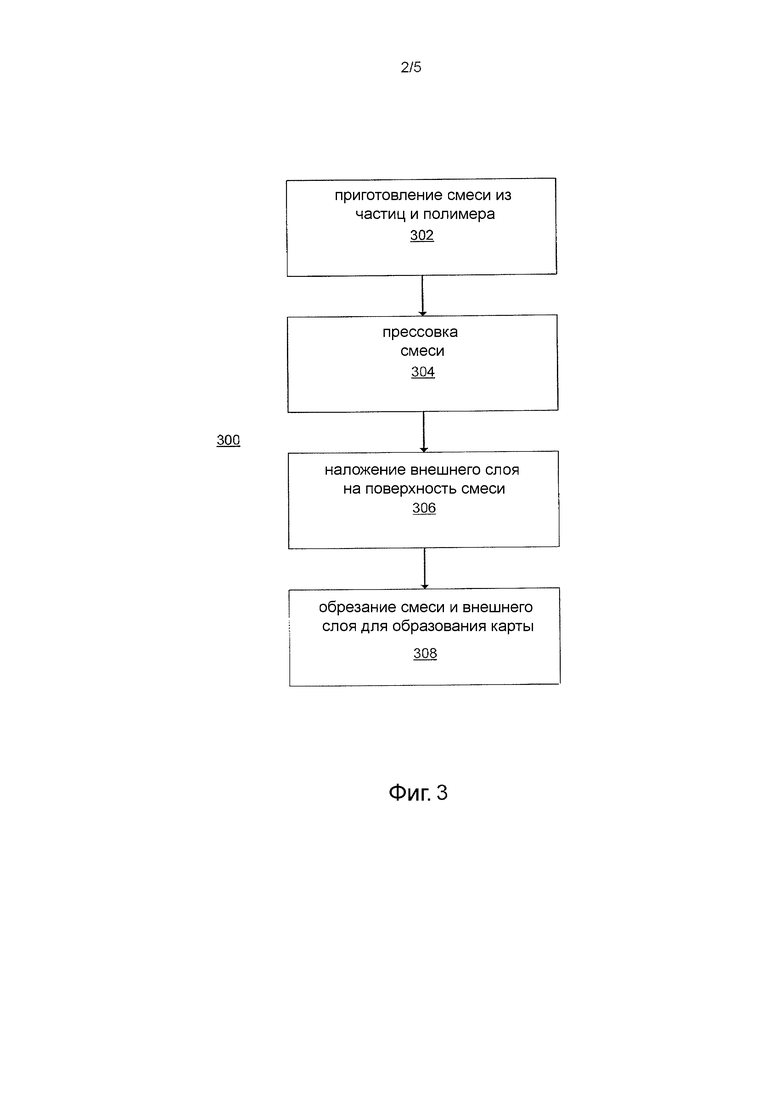
Фиг. 3 является блок-схемой, которая показывает способ изготовления карты согласно вариантам осуществления данного изобретения.
Фиг. 4 является блок-схемой примерного устройства доступа согласно вариантам осуществления данного изобретения.
Фиг. 5 является графиком изменения массы карты как функции об.% металлических частиц во втором слое/смеси и как функции об.% второго слоя/смеси в карте согласно вариантам осуществления данного изобретения.
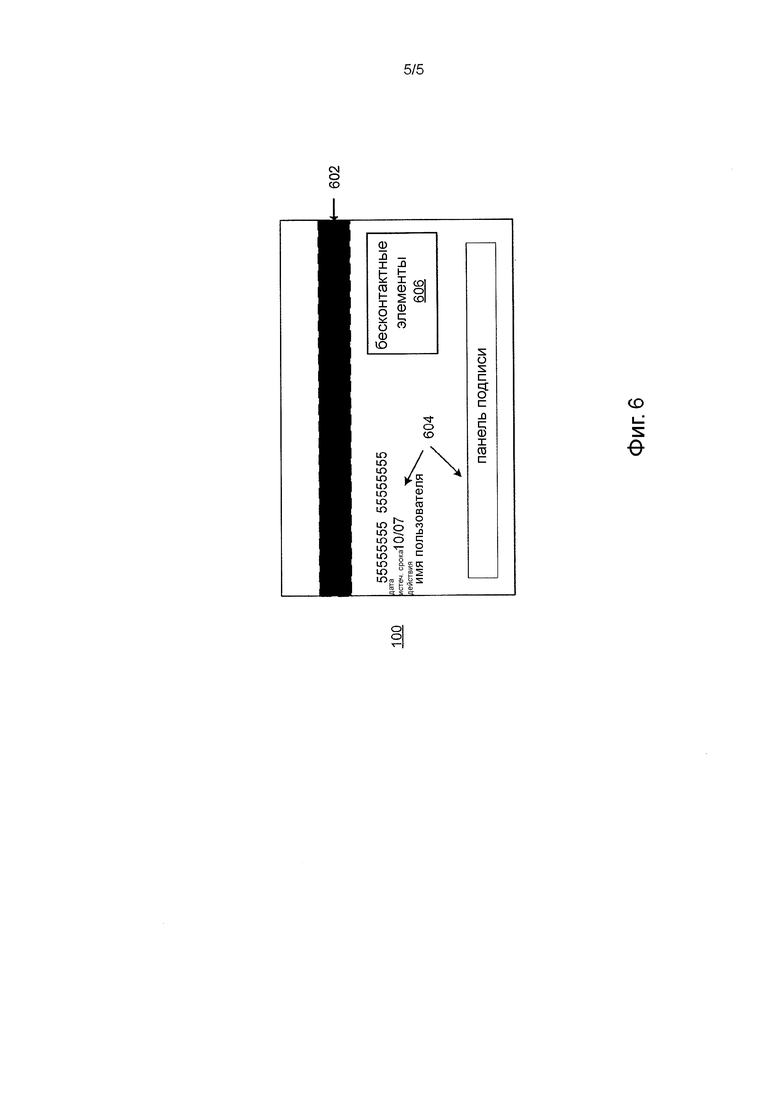
Фиг. 6 является схематичным изображением платежной карты согласно вариантам осуществления данного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Варианты осуществления данного изобретения направлены на платежные карты и способы изготовления платежных карт, которые имеют внешний вид и ощущение металла, без проблем электростатического разряда, связанных с существующими металлическими платежными картами.
Фиг. 1 показывает вид сбоку карты 100 согласно вариантам осуществления данного изобретения. Карта 100 может включать в себя первый слой 102, второй слой 104 и третий слой 106.
Для создания внешнего вида и ощущения металла второй слой 110 может включать в себя множество частиц 108, включающих в себя металл. Например, металлические частицы 108 могут включать в себя вольфрам, медь, никель, железо, золото, серебро, алюминий, платину, сталь, бронзу или любой другой металл или сплав, подходящий для создания желаемого веса и внешнего вида карты 100. Комбинации частиц, содержащих эти материалы, могут также использоваться в вариантах осуществления данного изобретения. Вольфрам является желаемым выбором для металлических частиц 108, так как он имеет высокую плотность (т.е. около 19,3 грамма на кубический сантиметр). В некоторых вариантах осуществления эти частицы могут содержать материал с плотностью, большей чем около 15 граммов на кубический сантиметр. Вольфрам также является менее дорогим, чем другие металлы с высокой плотностью. Например, стоимость вольфрама может быть от двух до трех порядков величины меньшей, чем стоимость золота. Кроме того, вольфрам является значительно менее токсичным, чем другие тяжелые металлы, такие как свинец. Поскольку вольфрам имеет широкое разнообразие промышленных применений, он является легкодоступным на рынке при относительно низкой стоимости.
Фиг. 2 показывает вид в разрезе металлической частицы 108 согласно вариантам осуществления данного изобретения. Для уменьшения общей электропроводности карты 100 и, таким образом, уменьшения вероятности электростатического разряда во время взаимодействия с устройством доступа металлические частицы 108 могут включать в себя внешнее покрытие 202. Внешнее покрытие 202 может включать в себя неорганические диэлектрические материалы, такие как оксиды металлов, нитриды металлов, карбиды металлов или любой другой соответствующий диэлектрический материал. Например, покрытие из оксида вольфрама может быть нанесено на металлические частицы 108 посредством процесса химического осаждения из паровой или газовой фазы. Газовая смесь, содержащая кислород, пары вольфрама (например, гексакарбонил вольфрама или гексафторид вольфрама) и газ-носитель (например, водород, азот или аргон), может быть пропущена над металлическими частицами 108 при высоких температурах (например, 300-500 градусов Цельсия) для образования внешнего покрытия 202. Аналогично покрытие из нитрида вольфрама может быть нанесено на металлические частицы 108 с использованием вышеуказанного процесса посредством замены кислорода аммиаком в газовой смеси для образования слоя из нитрида вольфрама. Для образования слоя из карбида вольфрама газовая смесь, содержащая вольфрам (например, гексакарбонил вольфрама или гексафторид вольфрама), водород, содержащий углерод газ (например, пропан, предварительно термически активированный при 500-800 градусов Цельсия) и инертный газ (например, аргон), может быть пропущена над металлическими частицами 108 при высоких температурах (например, 400-900 градусов Цельсия). В вариантах осуществления данного изобретения для образования внешнего покрытия 202 может использоваться любой другой подходящий способ покрытия и оксиды, нитриды или карбиды любого подходящего металла.
Внешнее покрытие 202 может иметь любую соответствующую толщину. Например, эта толщина может быть меньше чем около 100 микрон или меньше чем около 50 микрон.
Органические диэлектрические материалы могут также быть использованы для образования внешнего покрытия 202. Органические изоляторы обычно имеют большую диэлектрическую постоянную, ранжируемую от приблизительно 3 до 6, и могут быть нанесены с использованием некоторого количества процессов осаждения. Например, может быть использовано электроосаждение, где металлические частицы 108 погружены в ванну из органических диэлектрических частиц и приложен ток. Противоположно заряженные органические частицы затем притягиваются к металлическим частицам 108, образуя тем самым ровную непрерывную и тонкую (например, менее чем 30 микрон) пленку на поверхности металлических частиц 108. Могут использоваться способы анодного или катодного покрытия и могут быть нанесены такие материалы, как эпоксидная смола, эпоксиакрилат, полиимид или любые другие соответствующие диэлектрические материалы. Металлическим частицам 108 может быть позволено реагировать со связующим веществом (например, основанным на силане веществом) перед погружением в ванну для гарантии образования химической связи между металлическими частицами 108 и органическим покрытием.
Возвращаясь к фиг. 1, второй слой 110 может также включать в себя полимер 110. Полимер 110 может содержать полимерный материал. Примеры полимерных материалов могут включать в себя поливинилхлорид, поливинилхлоридацетат, терефталатполиэтилен, терефталатполибутилен, поликарбонат, полипропилен или любой другой соответствующий термопласт или термореактивный пластик. Гомополимеры, сополимеры и смеси полимеров могут также использоваться в вариантах осуществления данного изобретения. Поливинилхлорид (PVC) является желательным материалом, так как он имеет хорошие свойства (например, жесткость).
Распределение металлических частиц 108 в полимере 110 является фактором для создания металлического вида и ощущения для карты 100.
Карта согласно варианту осуществления данного изобретения может иметь любую подходящую конфигурацию. Например, платежная карта согласно варианту осуществления данного изобретения может быть около 86 миллиметров в длину, около 54 миллиметров в ширину и около 0,7-0,9 миллиметров в толщину. В других вариантах осуществления карта 100 может иметь размеры, большие чем около 65 миллиметров в длину, 40 миллиметров в ширину и 0,4-0,6 миллиметров в толщину.
Металлические частицы 108 могут иметь любой соответствующий размер. Например, размер (например, диаметры) металлических частиц 108 может быть меньше, чем толщина карты 100. Например, частицы 108 могут иметь диаметр, меньший чем толщина карты 100, с коэффициентом около 10-100. В некоторых вариантах осуществления металлические частицы 108 могут иметь диаметры менее чем около 50 микрон или даже менее чем около 20 микрон.
Вес карты 100 может быть связан с плотностью упаковки металлических частиц 108 в полимере 110. Объемное процентное отношение частиц 108 может варьироваться. Например, в вариантах осуществления данного изобретения частицы 108 могут содержать по меньшей мере около 15 об.% второго слоя 104. В некоторых вариантах осуществления металлические частицы 108 могут быть меньше чем около 50 об.% второго слоя 104. В некоторых случаях объемное процентное отношение частиц выше 50% может привести к добавлению пластификатора для улучшения работоспособности при изготовлении второго слоя 104. Для достижения высокой плотности упаковки и, таким образом, более тяжелой карты желательно узкое распределение размеров частиц сферической формы. Коммерческим продуктом, который может использоваться для металлических частиц 108 в вариантах осуществления данного изобретения, являются Techon™ вольфрамовые частицы, изготовленные корпорацией Tungsten Heavy Powers, которые имеют приблизительный диаметр 40 микрон или более и приблизительное распределение размеров частиц 100-400 меш. Другие частицы, имеющие эти размеры и свойства, могут альтернативно использоваться.
Как видно на фиг. 1, карта 100 может включать в себя первый слой 102 и третий слой 106. Первый слой 102 и третий слой 106 могут быть прозрачными полимерными слоями, наложенными посредством процесса наслоения (подробно описываемого ниже). Такие ламинизированные слои могут обеспечить защитную поверхность на одной или обеих сторонах карты 100. PVC, поливинилхлоридацетат или любой другой соответствующий прозрачный материал может использоваться для образования первого слоя 102 и третьего слоя 106.
Как видно на фиг. 6, карта 100 может также включать в себя эстетические особенности 604, такие как пигменты, графику, логотипы, голограммы, панель подписи, имя держателя карты, номер счета, дата истечения срока действия и т.д. Эти особенности могут быть помещены на границе раздела «первый слой/второй слой» и/или на границе раздела «второй слой/третий слой», быть частью и содержаться в пределах первого слоя 102 и/или третьего слоя 106 и/или на внешней поверхности первого слоя 102 или третьего слоя 106.
Для связи с устройством доступа для проведения операции, например, карта 100 может также включать в себя магнитную полосу 602 и/или бесконтактные элементы 606, такие как считываемый компьютером носитель, процессор и антенна. Например, магнитная полоса 602 может быть помещена на границе раздела «первый слой/второй слой» или на границе раздела «второй слой/третий слой». Альтернативно магнитная полоса 602 может быть частью и содержаться в пределах первого слоя 102 или третьего слоя 106. Бесконтактные элементы 606 могут быть частью и содержаться в пределах второго слоя 104, помещены на границе раздела «первый слой/второй слой» и/или «второй слой/третий слой» и/или быть частью и содержаться в пределах первого слоя 102 и/или третьего слоя 106.
Магнитная полоса 602 и бесконтактные элементы 606 (например, считываемый компьютером носитель) могут хранить информацию, такую как финансовая информация, транзитная информация, информация доступа и т.д. Финансовая информация может включать в себя информацию о банковском счете, информацию о данных постоянного клиента (например, номер постоянного клиента), идентификационный номер банка (BIN), информацию о номере кредитной или дебетовой карты, информацию о балансе счета, дату истечения срока действия, информацию о клиенте, такую как имя и дата рождения, и т.д. В некоторых вариантах осуществления информация, хранимая в магнитной полосе 602 и/или бесконтактных элементах 606, может быть в форме дорожек данных, которые традиционно связаны с кредитными картами. Такие дорожки могут включать в себя Дорожку 1 и Дорожку 2. Дорожка 1 («Международная ассоциация воздушного транспорта») хранит больше информации, чем Дорожка 2, и содержит имя владельца карты, номер счета и избирательные данные. Эта дорожка иногда используется авиалиниями при гарантировании резервирования при помощи кредитной карты. Дорожка 2 («Американская банковская ассоциация») в настоящее время используется чаще всего. Это дорожка, которая считывается АТМ и устройствами доступа кредитных карт. Американская банковская ассоциация спроектировала спецификации этой дорожки, и все мировые банки соблюдают это. Она содержит счет владельца карты, зашифрованный PIN и другие избирательные данные.
Бесконтактные элементы 606 могут быть способны передавать и принимать данные с использованием способности ближней радиосвязи («NFC») в соответствии со стандартизированным протоколом или механизмом передачи данных (например, ISO 14443/NFC). Способность ближней радиосвязи является способностью связи малой дальности, такой как RFID, Bluetooth™, инфракрасное излучение или другая способность передачи данных, которая может использоваться для обмена данными между картой 100 и устройством доступа или другим опрашивающим устройством.
Фиг. 4 показывает блок-схему с базовыми элементами, которые могут находиться в примерном устройстве 410 доступа. Устройство 410 доступа может содержать процессор 410(А). Оно может также содержать считываемый компьютером носитель 410(В), устройство считывания кредитных карт 410(С), память 410(D), сетевой интерфейс 410(Е), устройство 410(F) вывода, модуль 410(G) генерации файлов захвата и модуль 410(H) передачи сообщений, все функционально связанные с процессором 410(А). Корпус может вмещать один или более из этих компонентов. Примерные портативные устройства 410(С) считывания устройств клиентов могут включать в себя RF (радиочастотные) антенны, устройства считывания магнитных полос и т.д., которые могут взаимодействовать с картой 100. Соответствующие устройства 210(F) вывода могут включать в себя дисплеи и устройства вывода звука. Примерные считываемые компьютером носители могут включать в себя одно или более микросхем памяти, дисководов и т.д.
Как объяснялось выше, существующие металлические карты склонны вызывать события электростатического разряда (ESD) при взаимодействии с устройством доступа для проведения операции платежа. Для определения чувствительности платежной карты к ESD работа платежной карты может быть смоделирована в управляемом окружении для определения того, может ли платежная карта и ее различные компоненты привести к уровням тока и энергии, которые могут вызвать прерывание операции платежа или повреждение устройства доступа (например, терминала пункта продажи). Могут быть реализованы способы различных тестов, которые измеряют емкость платежной карты, уровни тока и энергии, которые вызываются ESD событием, и динамическое сопротивление платежной карты при взаимодействии с устройством доступа.
Измерение емкости платежной карты указывает величину заряда, которую может удерживать эта карта. Событие ESD может быть связано с величиной заряда, которую удерживает платежная карта. Измерение уровней тока и вычисление уровней энергии, которые вызываются ESD событием, может определить уровни тока и энергии, которые могут ожидаться от платежной карты в различных условиях. Измерение динамического сопротивления платежной карты может определить способность этой карты сопротивляться возникновению ESD события.
Может использоваться любой соответствующий способ тестирования. Например, способы тестирования могут оценивать платежную карту способом, который копирует использование в этой области посредством имитации человека, который стал заряженным путем некоторой деятельности и затем вызывает взаимодействие платежной карты с устройством доступа. Способы тестирования могут также основываться на измерении генерируемого максимального тока разряда (lp) и соответствующей ему энергии разряда, когда платежная карта заряжается до конкретного уровня напряжения и затем вызывается ее взаимодействие с устройством доступа.
Согласно примерному способу тестирования, перед последовательностью тестовых процедур может быть выполнен этап подготовки. Этап подготовки может быть выполнен посредством помещения платежной карты, устройства зарядки/разрядки, устройства доступа (например, платежного терминала) и тестового оборудования в регулируемую окружающую среду. Эта регулируемая окружающая среда создает внешние условия для платежной карты и тестового оборудования посредством поддержания относительной влажности и температуры, которые имитируют рабочие условия в данной области.
После этапов подготовки может быть выполнена первая тестовая процедура. Эта первая тестовая процедура может быть выполнена посредством измерения емкости проводящих компонентов (например, магнитной полосы, голограммы, антенны и т.д.) платежной карты с использованием приспособления для измерения емкости и фарадметра. Емкость является мерой величины заряда, который может храниться в данном компоненте на платежной карте. Этот этап подготовки может указывать величину заряда, которую способно удерживать данное платежное устройство.
Может быть выполнена вторая тестовая процедура, содержащая некоторое количество подпроцедур, которые могут включать в себя измерение различных уровней тока с использованием устройства зарядки/разрядки, преобразователя тока и осциллографа. Эти уровни тока могут быть результатом электростатической разрядки платежной карты при ее вставлении в устройство зарядки/разрядки. Вторая тестовая процедура может содержать нормальное вставление платежной карты в приспособление для зарядки/разрядки, вставление платежной карты в устройство зарядки/разрядки после выполнения заданной физической деятельности (например, прогулки) для зарядки платежного устройства электростатическим зарядом и вставление платежной карты в устройство зарядки/разрядки после зарядки платежной карты и оператора (пользователя) до заданного уровня напряжения (например, 10 кВ). Также в этом тесте могут быть вычислены уровни энергии каждого из уровней тока. Вычисление уровней энергии может быть выполнено посредством компьютерной системы, выполняющей программу вычисления энергии.
Может быть выполнена третья тестовая процедура, содержащая вычисление динамического сопротивления платежной карты от одного из уровней тока, который был измерен во второй тестовой процедуре.
Может быть выполнена четвертая тестовая процедура, содержащая, например, четыре подпроцедуры. Первые три подпроцедуры могут быть подобными второй тестовой процедуре за исключением того, что вместо устройства зарядки/разрядки может быть использовано известное, чувствительное к ESD устройство доступа. Последняя подпроцедура может содержать трение платежной карты о различные типы материала одежды (например, хлопка, нейлона, шерсти и кожи) и каждый раз измерение уровня тока с использованием этого устройства доступа, которое известно как чувствительное к электростатическому разряду, преобразователя тока и осциллографа.
В заключение второй тестовой процедуры может быть определен опорный уровень тока, равный или больший чем самый высокий из уровней тока, которые измеряются во второй тестовой процедуре. Этот опорный уровень тока может быть фактическим опорным пороговым уровнем, который может создать платежная карта без вызывания повреждения или неисправности устройства доступа от ESD события. Также может быть вычислен соответствующий уровень энергии для каждого из уровней тока из второй тестовой процедуры и может быть определен опорный уровень энергии, равный или больший чем самый высокий из уровней энергии.
С использованием вышеуказанных тестовых процедур следующие пороговые условия могут указывать, что платежная карта может безопасно взаимодействовать с устройством доступа без риска повреждения или прерывания операции из-за ESD события:
(1) емкость магнитной полосы или другого проводящего компонента, который осуществляет контакт с устройством доступа, может иметь индуктивность, меньшую чем около 2,0 пикофарад (измерение, полученное посредством вышеуказанной первой тестовой процедуры);
(2) емкость бесконтактного элемента, установленного на платежной карте, может иметь индуктивность, меньшую чем около 5,0 пикофарад (измерение, полученное посредством вышеуказанной первой тестовой процедуры);
(3) ток разрядки после нормальной работы платежной карты может быть меньшим чем около 250 миллиампер (измерение, полученное посредством вышеуказанной второй тестовой процедуры);
(4) ток разрядки, когда платежная карта заражена до около 10 киловольт, может быть меньшим чем около 250 миллиампер (измерение, полученное посредством вышеуказанной второй тестовой процедуры);
(5) энергия разрядки, когда платежная карта заражена до около 10 киловольт, может быть меньшей чем около 15 наноджоулей (измерение, полученное посредством вышеуказанной второй тестовой процедуры);
(6) энергия разрядки магнитной полосы или другого проводящего компонента, который осуществляет контакт с устройством доступа, когда платежная карта заряжена до около 10 киловольт, может быть меньшей чем около 500 наноджоулей (измерение, полученное посредством вышеуказанной второй тестовой процедуры);
(7) динамическое сопротивление магнитной полосы при максимальном разряде тока (lp) около 20 киловольт может быть большим чем около 5,0 килоом (измерение, полученное посредством вышеуказанной третьей тестовой процедуры); и
(8) ток разрядки после трения платежной карты о различные типы материала одежды может быть меньшим чем около 250 миллиампер (измерение, полученное посредством вышеуказанной четвертой тестовой процедуры).
В другом варианте осуществления данного изобретения способы тестирования могут включать в себя сравнение характеристик платежной карты с характеристиками карты с основанной на углероде магнитной полосой в показателях электрических свойств во время ESD события. Например, некоторое количество тестовых процедур может использоваться для тестирования платежной карты, таких как сравнение модели и величины ESD посредством специально спроектированного задания теста, не включающее в себя терминал, сравнение величины и полярности ESD, выполняемое с использованием головки считывания терминала, определение уровня напряжения, образованного на платежной карте при трении о другую карту, кожу, нейлон, хлопок и/или другой распространенный материал одежды, для обеспечения указания уровней напряжения и полярности электрического заряда, который может образовываться на платежной карте во время нормального манипулирования ею, и любая другая соответствующая процедура тестирования. Используя карты с основанной на углероде магнитной полосой в качестве эталона, могут быть заданы одно или более пороговых значений, которые могут указывать, что тестируемая платежная карта вряд ли вызовет повреждающее ESD событие. Например, максимальный ток, разряженный посредством платежной карты, может быть меньшим чем около 1000 миллиампер, когда платежная карта заряжена до около 10 киловольт, платежная карта может иметь емкость, меньшую чем около 2 пикофарад, динамическое сопротивление платежной карты может быть большим чем около 1 килоом и энергия разрядки платежной карты может быть меньшей чем около 15 наноджоулей.
Для целей тестирования на платежной карте могут быть заданы разные зоны. Например, первая зона может идентифицировать «небезопасные» области, в которых головка терминала считывания магнитной полосы непосредственно контактирует с картой во время обычного проведения карты через считывающее устройство или проведения карты через считывающее устройство сверху вниз. Первая зона может также представлять часть карты, которая удерживается пользователем, когда карту проводят через считывающее устройство. Вторая зона может быть задана для измерений на компонентах. Третья зона может быть задана точками, заданными для первой зоны, и точками, заданными для второй зоны. Могут использоваться дополнительные и/или альтернативные зоны для тестирования. Например, могут быть выбраны точки на различных расстояниях от края платежной карты. Кроме того, большее или меньшее количество точек может быть выбрано для каждой из одной или более зон.
Может использоваться одно или более тестовых условий. Например, окружающая среда тестирования может иметь влажность, равную или меньше чем около 20% относительной влажности, и платежная карта, подлежащая тестированию (и любые карты управления), может храниться в среде, имеющей около 12% относительной влажности в течение 24 часов с нагнетаемым воздухом вокруг платежных карт.
В примерной процедуре тестирования платежная карта может быть помещена на изолированную поверхность, и зонд заземления может быть помещен в первое местоположение на платежной карте. Зонд разряда может быть заряжен до известного уровня напряжения (например, около 10 киловольт), и зонд разряда может быть разряжен во втором местоположении на платежной карте. Форма волны разряда от зонда разряда может быть затем записана для определения того, удовлетворяются ли пороговые условия. Если платежная карта имеет магнитную полосу, то зонд заземления может быть помещен на магнитную полосу вдоль первого края платежной карты, зонд разряда может быть заряжен до известного уровня напряжения (например, около 10 киловольт), и зонд разряда может быть разряжен на магнитной полосе вдоль второго края платежной карты, противоположного первому краю. Форма волны разряда от зонда заземления может быть измерена для определения того, удовлетворяются ли пороговые условия.
В другой примерной процедуре тестирования головка считывания (например, головка считывания терминала пункта продажи) может быть подключена к уровню напряжения заземления. Зонд разряда может быть заряжен до известного уровня напряжения (например, около 10 киловольт) и затем разряжен в первом местоположении на платежной карте, удерживаемой оператором, для зарядки платежной карты и оператора до известного уровня напряжения. Платежная карта может быть помещена в контакт с головкой считывания во втором местоположении на платежной карте, и форма волны разряда от зонда заземления может быть измерена для определения того, удовлетворяются ли пороговые условия. Максимальное напряжение и форма волны напряжения в головке считывания и любые нарушения, проявленные терминалом, могут быть также измерены и записаны.
В другой примерной процедуре тестирования платежная карта (или магнитная полоса на платежной карте) может быть заряжена до известного уровня напряжения (например, около 10 киловольт) и проведена через терминал для определения того, проявляются ли какие-либо нарушения терминалом. Альтернативно платежная карта может быть потерта о проводящий материал и затем проведена через терминал, и результаты могут быть измерены и записаны.
В другой примерной процедуре тестирования емкость платежной карты может быть измерена посредством помещения платежной карты на металлическую поверхность таким образом, что первая сторона платежной карты контактирует с этой металлической поверхностью, а вторая сторона платежной карты, имеющая магнитную полосу и противоположная первой стороне, не контактирует с этой металлической поверхностью. Эта емкость может быть измерена для определения того, удовлетворяются ли пороговые условия.
Дополнительные подробности, касающиеся ESD тестирования платежных карт, могут быть найдены в заявке на патент США № 13/348562, поданной 1 января 2012 года, озаглавленной «SYSTEMS AND METHODS TO DEFINE POSSIBLE ESD RISK», и в заявке на патент США № 12/016947, поданной 18 января 2008 года, теперь патент США № 7902831, озаглавленный «METHOD OF PERFORMING ELECTROSTATIC DISCHARGE TESTING ON A PAYMENT CARD», которые включены сюда путем ссылки в их полном объеме для всех целей.
Посредством использования композита из металлических частиц 108 и полимера 110 карта 100, согласно вариантам осуществления данного изобретения, может иметь вид и ощущение металла без ESD проблем, связанных с металлическими картами. Например, согласно вариантам осуществления данного изобретения, когда карта 100 подвергается одной или более процедурам тестирования, описанным выше, измерения емкости, максимального тока разряда, энергии и динамического сопротивления могут удовлетворять определенным пороговым условиям или значениям, указывающим, что карта 100 может безопасно взаимодействовать с устройством 410 доступа без риска повреждения или прерывания операции из-за ESD события.
Фиг. 3 является блок-схемой, которая показывает способ 300 изготовления карты 100 согласно вариантам осуществления данного изобретения. На этапе 302 приготавливается смесь, содержащая множество металлических частиц 108 и полимер 110. Пластификатор может быть также введен в эту смесь. Пластификатор является добавкой, которая увеличивает пластичность или текучесть таких материалов, как полимеры. Из-за металлических частиц 108 в этой смеси текучесть полимера 110 может быть уменьшена, что может привести к сложностям обработки. Добавление пластификатора может увеличить эту текучесть и, таким образом, улучшить легкость обработки. Металлические частицы 108 могут содержать по меньшей мере около 15 об.% смеси, и, таким образом, величина пластификатора, подлежащего добавлению, если какой-либо пластификатор добавляется, может зависеть от желаемого об.% металлических частиц 108. Может использоваться диизооктилфталат, бутилбензилфталат или любой другой соответствующий пластификатор. Термостабилизатор, такой как соль свинца, мыло металла или оловоорганическое соединение, может быть также добавлен к смеси для поддержания целостности полимера 110. Такие полимеры, как поливинилхлорид, могут разлагаться при высоких температурах. Поскольку эта смесь может быть приготовлена при температуре обработки около 120-200 градусов Цельсия, добавление термостабилизатора может помочь поддерживать физические свойства полимера 110.
На этапе 304 эта смесь может быть спрессована при температуре обработки около 120-200 градусов Цельсия и при приложенном давлении около 5-20 тонн на квадратный фут до толщины слегка меньшей, чем толщина, желательная для законченной карты 100 с учетом ламинированного внешнего слоя, описываемого ниже. Если полимер 110 содержит PVC, то предпочтительная температура процесса около 160 градусов Цельсия может использоваться для оптимальной текучести этой смеси без заметного разложения PVC. Эта смесь может быть спрессована с использованием любого соответствующего процесса. Например, эта смесь может быть перенесена в устройство экструзии, которое заставляет эту смесь продвигаться через мундштук (экструдера) с образованием листа. Этот лист может быть затем дополнительно спрессован посредством одного или более роликов до желаемой толщины. Литье под давлением или любой другой соответствующий процесс может также использоваться вместо непрерывного процесса экструзии.
Эстетические особенности могут быть добавлены после того, как эта смесь была спрессована. Например, могут быть добавлены пигменты, и график, логотипы, голограммы, имя владельца карты, номер счета, дата истечения срока действия и т.д. могут быть напечатаны на поверхности этой спрессованной смеси.
На этапе 304 внешний слой (такой как первый слой 102 или третий слой 106, показанные на фиг. 1) может быть наложен на поверхность спрессованной смеси с использованием любого соответствующего процесса ламинирования (наслаивания). Например, прозрачный полимерный лист с толщиной около 50,8-127 микрон и содержащий PVC, поливинилхлоридацетат или любой другой соответствующий прозрачный материал, может быть помещен на поверхность этой смеси. Эта смесь и прозрачный лист могут быть затем спрессованы (например, при помощи металлических плит или роликов) при давлении около 5-20 тонн на квадратный фут и при температуре процесса около 120-200 градусов Цельсия. После наложения внешнего слоя комбинированная толщина спрессованной смеси и внешнего слоя может составлять около 0,7-0,9 миллиметров. Магнитная полоса, отпечатанная при помощи магнитных чернил, и любая из эстетических особенностей, описанных выше, могут быть добавлены к этому внешнему слою ранее или на этапе 304.
На этапе 306 смесь и внешний слой могут быть обрезаны для образования карты 100. Обрезание может быть выполнено любым подходящим способом. Например, ламинированная смесь может быть обрезана с использованием стандартных способов резки (например, высекания штампом) для образования карт, которые имеют 86 миллиметров в длину и около 54 миллиметров в ширину (например, размеры типичной платежной карты).
На этапе 306 (или этапе 304) могут использоваться различные способы выдавливания для создания выступающих особенностей на карте 100. Например, комбинация тепла и давления может быть применена к карте 100, чтобы заставить напечатанный номер счета подняться на поверхности карты 100. Бесконтактные элементы могут быть также введены на этапе 306 (или этапе 304). Например, малая полость может быть вырезана в карте 100, и бесконтактные элементы, такие как считываемый компьютером носитель, процессор и/или антенна, могут быть вставлены в эту полость, которая может быть затем заполнена и покрыта посредством последующих этапов ламинирования.
ПРИМЕРЫ
В инструменте смешивания C. W. Brabender® следующие компоненты были скомбинированы при 155 градусах Цельсия в течение 10 минут: (а) 20 граммов PVC порошка (сорт OV155, произведенный OxyVinyls); (b) 0,2 грамма термостабилизатора (Mark292, произведенный Gallade Chemical); (c) 1 грамм пластификатора из диоктилфталата; и (d) 200 граммов вольфрамового порошка (Technon™, произведенный Tungsten Heavy Powders), частицы вольфрама, имеющие приблизительный диаметр 40 микрон или более и приблизительное распределение размеров от 100 до 400 меш.
Эта смесь была затем спрессована при 160 градусах Цельсия и при приложенном давлении 5-20 тонн на квадратный фут, что привело к смеси с толщиной приблизительно 0,66 миллиметров.
Эта прессованная смесь была затем обрезана с использованием машины для резки до прямоугольника, слегка большего, чем типичная платежная карта (например, 86 миллиметров в длину и 54 миллиметра в ширину).
Эта обрезанная и спрессованная смесь была затем ламинирована на обеих сторонах внешним слоем прозрачного PVC 50,8-127 микрон в толщину при 160 градусах Цельсия и при приложенном давлении 5-20 тонн на квадратный фут. Желаемая толщина внешнего слоя была достигнута посредством управления потоком PVC.
Эта ламинированная смесь была затем обрезана с использованием машины для резки для образования карты с приблизительными размерами 86 миллиметров в длину и 54 миллиметра в ширину и толщиной в 0,76-0,91 миллиметров.
Вышеуказанный эксперимент был повторен с различными значениями для об.% вольфрама в смеси и об.% смеси в полной карте. Результаты показаны на фиг. 5. Типичная платежная карта весит приблизительно 5 граммов. Как видно на фиг. 5, об.% металлических частиц в 40% и об.% смеси в 90% привели к карте, весящей почти 30 граммов, в 6 раз больше, чем вес типичной платежной карты.
Дополнительные эксперименты указали, что гибкость карты является функцией вольфрамового порошка/полимерной смеси и ламинированных PVC слоев. Было обнаружено, что на свойства этой смеси влияет молекулярная масса выбранного полимера, величина и тип используемого пластификатора, об.% вольфрамовых частиц и химия границы раздела на границе раздела «полимер/вольфрамовая частица».
Удивительным результатом было то, что даже когда об.% вольфрамовых частиц в смеси был высок (например, более чем 40%), электропроводность полной карты оставалась незначительной. Хотя этот результат полностью не изучен, возможно, что поливинилхлорид образует изолирующий слой на поверхности вольфрамовых частиц во время этапа смешивания.
Вышеприведенные описания являются иллюстративными, а не ограничительными. Многие вариации данного изобретения станут очевидны для специалистов в данной области техники после просмотра данного описания. Объем данного изобретения, следовательно, должен определяться не со ссылкой на вышеприведенное описание, а вместо этого должен определяться со ссылкой на рассматриваемую формулу изобретения вместе с ее полным объемом или эквивалентами.
Подразумевается, что термины в единственном числе означают «один или более», если конкретно не указано противоположное.



Варианты осуществления данного изобретения относятся к платежным картам и способам для изготовления платежных карт. Технический результат – снижение уровня накапливаемого картой электростатического заряда. В одном варианте осуществления карта содержит первый слой и второй слой, примыкающий к первому слою. Второй слой содержит множество частиц, содержащих металл, и это множество частиц содержит по меньшей мере около 15 об.% второго слоя. В другом варианте осуществления подготавливается смесь, содержащая полимер и множество частиц, содержащих металл. Множество частиц содержит по меньшей мере около 15 об.% смеси. Смесь прессуется, и накладывается внешний слой. Смесь и внешний слой затем обрезаются для образования упомянутой карты. 6 н. и 53 з.п. ф-лы, 6 ил.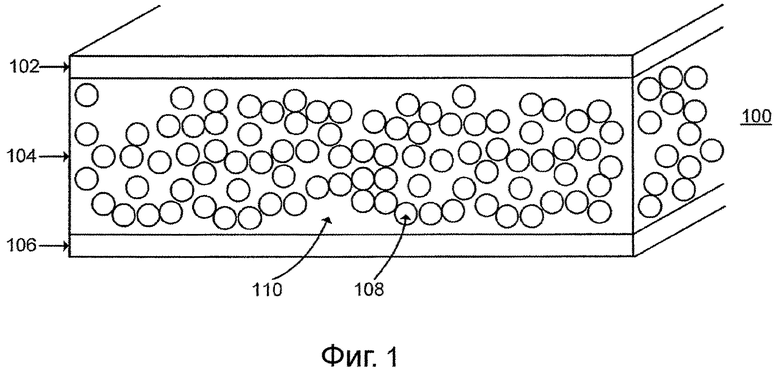
1. Платежная карта, содержащая:
первый слой и
второй слой, примыкающий к первому слою, причем второй слой содержит
полимер и
множество частиц, содержащих металл,
при этом упомянутое множество частиц дополнительно содержит по меньшей мере 15 об.% второго слоя.
2. Карта по п. 1, в которой множество частиц дополнительно содержит внешнее покрытие.
3. Карта по п. 1, в которой упомянутый металл содержит вольфрам.
4. Карта по п. 1, в которой упомянутый полимер содержит поливинилхлорид.
5. Карта по п. 1, в которой первый слой содержит полимер.
6. Карта по п. 1, дополнительно содержащая третий слой, примыкающий ко второму слою, причем третий слой содержит полимер.
7. Карта по п. 1, в которой упомянутая карта имеет около 86 мм в длину, около 54 мм в ширину и около 0,7-0,9 мм в толщину.
8. Карта по п. 1, в которой упомянутая карта дополнительно содержит магнитную полосу и бесконтактный элемент.
9. Карта по п. 8, в которой упомянутая карта приспособлена для проявления максимального разряда тока, меньшего чем около 1000 мА, когда упомянутая карта заряжена до около 10 кВ и взаимодействует с устройством доступа.
10. Карта по п. 9, в которой упомянутая карта приспособлена для проявления энергии разряда, меньшей чем около 15 нДж, когда упомянутая карта заряжена до около 10 кВ, магнитная полоса приспособлена для проявления динамического сопротивления, большего чем около 1 кОм, при максимальном разряде тока около 10 кВ, емкости, меньшей чем около 2 пФ, и энергии разряда, меньшей чем около 500 нДж, когда упомянутая магнитная полоса заряжена до около 10 кВ, и бесконтактный элемент приспособлен для проявления емкости, меньшей чем около 5 пФ, когда эта карта взаимодействует с устройством доступа.
11. Способ для изготовления платежной карты, причем упомянутый способ предусматривает:
приготовление смеси, содержащей
множество частиц, содержащих металл, причем упомянутое множество частиц дополнительно содержит по меньшей мере около 15 об.% этой смеси; и
полимер;
прессование упомянутой смеси;
наложение внешнего слоя на поверхность упомянутой смеси и
обрезание упомянутой смеси и наложенного внешнего слоя для образования платежной карты.
12. Способ по п. 11, в котором упомянутая смесь дополнительно содержит пластификатор и термостабилизатор.
13. Способ по п. 11, дополнительно предусматривающий нанесение внешнего покрытия на множество частиц перед приготовлением упомянутой смеси.
14. Способ по п. 11, в котором упомянутый металл содержит вольфрам.
15. Способ по п. 11, в котором упомянутый полимер содержит поливинилхлорид.
16. Способ по п. 11, в котором внешний слой содержит полимер.
17. Способ по п. 11, в котором упомянутую смесь приготавливают при температуре процесса около 120-200°C.
18. Способ по п. 11, в котором упомянутую смесь прессуют при давлении около 5-20 т/кв.фут.
19. Способ по п. 16, в котором внешний слой дополнительно содержит пигмент.
20. Способ по п. 16, в котором внешний слой дополнительно содержит магнитную полосу.
21. Способ по п. 11, дополнительно предусматривающий добавление бесконтактного элемента к упомянутой карте.
22. Платежная карта, содержащая:
первый слой, содержащий полимер;
второй слой, примыкающий к первому слою и содержащий композит, при этом композит содержит полимер и множество частиц, содержащих металл, при этом множество частиц дополнительно содержат около 15-50 об.% второго слоя и при этом композит менее подвержен образованию электростатического заряда, чем металл; и
третий слой, примыкающий ко второму слою и противоположный первому слою, при этом третий слой содержит полимер.
23. Карта по п. 22, в которой множество частиц дополнительно содержит внешнее покрытие.
24. Карта по п. 22, в которой упомянутый металл содержит вольфрам.
25. Карта по п. 22, в которой упомянутый полимер второго слоя содержит поливинилхлорид.
26. Карта по п. 22, в которой упомянутая карта имеет около 86 мм в длину, около 54 мм в ширину и около 0,7-0,9 мм в толщину.
27. Карта по п. 22, в которой упомянутая карта дополнительно содержит магнитную полосу и бесконтактный элемент.
28. Карта по п. 27, в которой упомянутая карта приспособлена для проявления максимального разряда тока, меньшего чем около 1000 мА, когда упомянутая карта заряжена до около 10 кВ и взаимодействует с устройством доступа.
29. Карта по п. 28, в которой упомянутая карта приспособлена для проявления энергии разряда, меньшей чем около 15 нДж, когда упомянутая карта заряжена до около 10 кВ, магнитная полоса приспособлена для проявления динамического сопротивления, большего чем около 1 кОм, при максимальном разряде тока около 10 кВ, емкости, меньшей чем около 2 пФ, и энергии разряда, меньшей чем около 500 нДж, когда упомянутая магнитная полоса заряжена до около 10 кВ, и бесконтактный элемент приспособлен для проявления емкости, меньшей чем около 5 пФ, когда эта карта взаимодействует с устройством доступа.
30. Способ для изготовления платежной карты, причем упомянутый способ предусматривает:
приготовление смеси, содержащей
множество частиц, содержащих металл, причем упомянутое множество частиц дополнительно содержит около 15-50 об.% этой смеси; и
полимер;
прессование упомянутой смеси для образования композитного слоя, при этом композитный слой менее подвержен образованию электростатического заряда, чем металл;
наложение первого внешнего слоя на первую поверхность композитного слоя, при этом первый внешний слой содержит полимер;
наложение второго внешнего слоя на вторую поверхность композитного слоя, при этом вторая поверхность противоположна первой поверхности композитного слоя и при этом второй внешний слой содержит полимер; и
обрезание композитного слоя, первого внешнего слоя и второго внешнего слоя для образования платежной карты.
31. Способ по п. 30, в котором упомянутая смесь дополнительно содержит пластификатор и термостабилизатор.
32. Способ по п. 30, дополнительно предусматривающий нанесение внешнего покрытия на множество частиц перед приготовлением упомянутой смеси.
33. Способ по п. 30, в котором упомянутый металл содержит вольфрам.
34. Способ по п. 30, в котором упомянутый полимер содержит поливинилхлорид.
35. Способ по п. 30, в котором упомянутую смесь приготавливают при температуре процесса около 120-200°C.
36. Способ по п. 30, в котором упомянутую смесь прессуют при давлении около 5-20 т/кв.фут.
37. Способ по п. 30, в котором первый и второй внешние слои дополнительно содержат пигмент.
38. Способ по п. 30, в котором первый и второй внешние слои дополнительно содержат магнитную полосу.
39. Способ по п. 30, дополнительно предусматривающий добавление бесконтактного элемента к упомянутой карте.
40. Платежная карта, содержащая:
композитный слой, содержащий полимер и множество частиц, при этом каждая из множества частиц содержит
ядро, содержащее металл; и
внешнее покрытие, содержащее изолятор,
при этом упомянутое множество частиц содержит по меньшей мере около 15 об.% композитного слоя и при этом композитный слой менее подвержен образованию электростатического заряда, чем металл.
41. Карта по п. 40, в которой упомянутый изолятор содержит диэлектрический материал.
42. Карта по п. 41, в которой упомянутый диэлектрический материал является неорганическим материалом, выбранным из группы, состоящей из оксидов металлов, нитридов металлов и карбидов металлов.
43. Карта по п. 41, в которой упомянутый диэлектрический материал является органическим материалом, выбранным из группы, состоящей из эпоксидной смолы, эпоксиакрилата и полиимида.
44. Карта по п. 40, в которой упомянутое покрытие имеет толщину менее чем около 100 мкм.
45. Карта по п. 44, в которой упомянутое покрытие имеет толщину менее чем около 50 мкм.
46. Карта по п. 40, в которой упомянутый металл выбран из группы, состоящей из вольфрама, меди, никеля, железа, золота, серебра, алюминия, платины, стали и бронзы.
47. Карта по п. 46, в которой упомянутый металл является вольфрамом.
48. Карта по п. 40, в которой упомянутый полимер выбран из группы, состоящей из поливинилхлорида, поливинилхлоридацетата, терефталатполиэтилена, терефталатполибутилена, поликарбоната и полипропилена.
49. Карта по п. 48, в которой упомянутый полимер является поливинилхлоридом.
50. Карта по п. 40, дополнительно содержащая магнитную полосу и бесконтактный элемент.
51. Карта по п. 40, в которой упомянутая карта имеет около 86 мм в длину, около 54 мм в ширину и около 0,7-0,9 мм в толщину.
52. Способ для изготовления платежной карты, причем упомянутый способ предусматривает:
приготовление смеси, содержащей полимер и множество частиц, при этом каждая из множества частиц содержит
ядро, содержащее металл; и
внешнее покрытие, содержащее изолятор;
прессование упомянутой смеси для образования композитного слоя, содержащего упомянутый полимер и упомянутое множество частиц, при этом упомянутое множество частиц содержит по меньшей мере около 15 об.% композитного слоя и при этом композитный слой менее подвержен электростатическому разряду, чем металл; и
обрезание композитного слоя для образования платежной карты.
53. Способ по п. 52, в котором упомянутый изолятор содержит диэлектрический материал, выбранный из группы, состоящей из оксидов металлов, нитридов металлов, карбидов металлов, эпоксидной смолы, эпоксиакрилата и полиимида.
54. Способ по п. 52, дополнительно предусматривающий, до приготовления смеси, осаждение внешнего покрытия, содержащего упомянутый изолятор, на упомянутые ядра, содержащие металл.
55. Способ по п. 54, в котором осаждение внешнего покрытия включает в себя процесс осаждения, выбранный из группы, состоящей из химического осаждения из паровой фазы, процессов анодного нанесения покрытия и процессов катодного нанесения покрытия.
56. Способ по п. 52, в котором упомянутая смесь дополнительно содержит по меньшей мере одно из пластификатора и термостабилизатора.
57. Способ по п. 52, в котором упомянутую смесь приготавливают при температуре процесса около 120-200°C.
58. Способ по п. 52, в котором упомянутую смесь прессуют при давлении около 5-20 т/кв.фут.
59. Способ по п. 52, дополнительно предусматривающий добавление магнитной полосы и бесконтактного элемента к упомянутой карте.
| EP 1962233 A1, 28.08.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТ И КАРТЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 1996 |
|
RU2171497C2 |
| ЭЛЕКТРОННЫЙ КОМПОНЕНТ И ПРИМЕНЕНИЕ СОДЕРЖАЩЕЙСЯ В НЕМ ЗАЩИТНОЙ СТРУКТУРЫ | 2000 |
|
RU2220476C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНТАКТНОЙ ЧИП-КАРТЫ С ПОДЛОЖКОЙ АНТЕННЫ ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА | 2000 |
|
RU2251744C2 |
| ГОРИЗОНТАЛЬНЫЙ СИММЕТРИЧНЫЙ ПОДЗЕМНЫЙ ИЛИ НИЗКОРАСПОЛОЖЕННЫЙ ВИБРАТОР | 1944 |
|
SU69286A1 |
| КАРТОЧКА ДЛЯ ФИНАНСОВЫХ ТРАНСАКЦИЙ | 2000 |
|
RU2265247C2 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

