Область применения
Изобретение относится к измерительной технике, а именно к лазерной, волоконной интерферометрии, и может быть использовано для измерения геометрических параметров стальных листов в прокатном производстве.
Критика аналогов и прототипа
Известен прибор SHAPE METER IP-4 измерения плоскостности на горячих и холодных широкополосных станах. Измеритель плоскостности ИП-4 обладает высокой чувствительностью и геометрическим разрешением, позволяющим измерять тончайшие структуры неплоскостности, которые ранее определить было невозможно. Прибор прочитывает "записанные" на полосе в результате прокатки огрехи работы подсистем стана и может быть использован как в качестве датчика для системы регулирования плоскостности, так и в качестве диагностического инструмента для обнаружения имеющихся или развивающихся неисправностей. Благодаря высокой чувствительности и геометрическому разрешению в приборе решена задача измерения плоскостности с учетом натяжения полосы, что отсутствует во всех функциональных аналогах, использующих электронно-оптический метод измерения [1].
Известны измерительные системы для измерения плоскостности в 11 дорожек по всей ширине листа при помощи триангуляционных датчиков, расположение которых соответствует форме листа, в которой показатель скорости используется для определения поперечного профиля листа. Полученная информация о плоскостности отображается в графическом виде в виде продольного и поперечного профиля и цветных топографических карт. Для измерения ширины листа лазерные датчики установлены так, чтобы проекции лазерных лучей на поверхности листа перекрывали друг друга. Коробоватость бокового профиля листа также оценивается с помощью триангуляционных датчиков. Толщина листа измеряется парой триангуляционных датчиков, расположенных выше и ниже листа, а измеряют расстояния до соответствующей поверхности листа, при этом толщина рассчитывается как разница расстояния фиксированного датчика к датчику монтажа и измеренного датчиками расстояния до поверхности листа [2].
Известны устройство и способ измерения плоскостности листового материала, в котором проекция светового луча на поверхность листа состоит из светлых и темных частей, в котором изображение получают путем фотографирования светлых и темных частей рисунка с помощью устройства считывания изображения, имеющего поле зрения для съемки изображения большего размера, чем ширина листа. Плоскостность измеряется путем анализа и сравнения полученного реального светового изображения рисунка на поверхности листа с шаблоном [3].
Известен способ измерения плоскостности тонких пластин, в котором предусмотрено устройство поляризационного деления луча, разделяющее лазерный луч, испускаемый от лазерного генератора и передающийся в измерительный световой источник и эталонный световой источник. Предусмотрена секция получения света, получающая световой источник измерения и эталонный световой источник, которые отражаются полупрозрачным зеркалом так, чтобы создавать помехи, преобразуя изменение интенсивности света помех в электрический сигнал, и рассчитывающая электрический сигнал таким образом, чтобы измерить плоскостность поверхности измерения [4].
К общему недостатку известных способов и устройств относится измерение одного или максимум, двух геометрических параметров листов и зависимость измеренных величин от вибрации листа и других помех при движении по рольгангу.
Целью предлагаемого способа является получение виртуальной модели поверхности листа с использованием программного обеспечения путем сканирования поверхности листа с помощью лазерных триангуляционных датчиков (далее, датчик) по определенному алгоритму. Для измерения геометрических параметров листа в программном обеспечении использована идея построения виртуальной модели поверхности листа, применяя различные алгоритмы борьбы с высокочастотными (дрожание, вибрации) и низкочастотными (удары, подскоки, изгибы) помехами.
После построения виртуальной модели в компьютере, алгоритм применяет методы измерения, аналогичные ручным методам измерения - прикладыванием линейки, измерением зазоров и прочее. Другими словами - измерение не проводится мгновенно, во время снятия данных с датчиков и прохождения листа под установкой. Измерения лазерной плоскостности, серповидности и ширины проводятся на неподвижной виртуальной модели после визуализации в компьютере.
Технический результат - возможность на полученной виртуальной модели поверхности листа измерять три геометрических параметра: плоскостность, серповидность и ширину листа и исключение влияния на результаты измерений вибраций, изгибов и крутильных колебаний поверхности листа при его перемещении по рольгангу.
Поставленная задача решается за счет того, что в способе измерения геометрических параметров стального листа, движущегося по рольгангу, включающем сбор первичных данных, предварительную обработку и фильтрацию изображения поверхности листа, расчет координат измеренных профилей и поверхности листа, использование программного обеспечения путем сканирования с помощью лазерных триангуляционных датчиков поверхности листа, построение по определенному алгоритму виртуальной модели поверхности стального листа и последующую визуализацию виртуальной модели поверхности листа в компьютере, алгоритм, для получения исходных данных, принимает за начало отсчета координат некую виртуальную плоскость С, «парящую» над листом на расстоянии (100-300 мм) от плоскости рольганга, использует для построения виртуальной модели поверхности листа измерительную систему, состоящую из совокупности лазерных триангуляционных датчиков 2D-профилометров, расположенных над поверхностью стального листа, образующих, по меньшей мере, три измерительные линии ИЛ1, ИЛ2, ИЛ3 на расстоянии 500 мм друг от друга, перпендикулярных оси Y рольганга, с тремя датчиками в первом ряду, во втором ряду и в третьем ряду, всего с девятью датчиками, с лазерными линейками: L1, L2, L3, осуществляет обработку первичных данных, используемых для построения виртуальной модели поверхности листа, вводит функцию R1(X) распределения расстояний между виртуальной плоскостью С и проекцией лазерной линейки L1 на поверхность листа или, в его отсутствие, до любых других объектов в зоне обзора датчиков (ролики рольганга, пола и т.д.), аналогично вводит новые функции R2(X), R3(X), связанные с лазерными линейками L2, L3, осуществляет акты измерений расстояний от виртуальной плоскости С до поверхности листа, синхронно, с частотой 100-500 Гц, снимает распределения этих расстояний R1(X), R2(X), R3(X) по всем лазерным линейкам L1, L2, L3, на поверхности листа, пола, металлоконструкций, элементов рольганга, на которые осуществлены проекции лазерных лучей линеек L1, L2, L3, получает целый набор из n профилей, осуществившихся в моменты времени Т1, Т2, Т3…Tn, идентифицирует дискретные профили R1(X), R2(X), R3(X), формирует буферы профилей для каждой лазерной линейки, как только обнаружено начало листа и завершает набор профилей, когда лист покидает зону соответствующей лазерной линейки L1, L2, L3, обрабатывает в каждой лазерной линейке L1, L2, L3 дискретные профили, получает на листе три «независимых буфера или «хранилища» профилей R1(X), R2(X), R3(X), заменяет дискретные профили R1(X), R2(X), R3(X) на гладкие линии С3, очищенные от шумов и помех в виде вибраций и различного рода механических колебаний листа при движении по рольгангу, преобразует, очищенные от помех профили R1*, R2*, R3* в три независимые виртуальные модели одной и той же поверхности листа вдоль оси Y рольганга, аппроксимирует распределение профилей R1*, R2*, R3* по линии С4 в направлении оси Y движения листа, корректирует совокупности профилей R1*, R2*, R3* путем прибавления или вычитания одной и той же константы, позволяющей профилю максимально приблизиться к поверхности аппроксимации, аппроксимируя виртуальную поверхность листа только продольными линиями С5, завершает коррекцию и уточнение виртуальной модели поверхности листа по выражению: ρ(Y0)=(R1+R3)/2-R2, определяющее абсолютную величину и знак локальной кривизны ρ(Y0) в любой точке X, Y поверхности листа при фиксированном значении по оси X, строит окончательную виртуальную модель поверхности листа по трем независимым источникам информации для построения виртуальной модели поверхности листа: лазерные линейки L1, L2, L3, получает три независимые виртуальные поверхности S1*, S2*, S3*, сопоставляет эти виртуальные поверхности, осуществляет построение и визуализацию в компьютере достоверной виртуальной модели поверхности S листа, после чего применяются методы измерения геометрических параметров, аналогичные ручным методам измерения - прикладыванием линейки, измерением зазоров и пр., при этом величина перпендикулярного отрезка, построенного от виртуальной прямой к каждой точке кривой, построенной по координатам текущего профиля листа, будет отражать величину неплоскостности в каждой точке профиля листа, при расчете серповидности используются координаты кромок точек с трех лазерных ИЛ путем построения треугольника, высота которого, построенная из координаты кромки на ИЛ2 будет отражать величину серповидности на измеряемом метре, а измерение ширины листа осуществляется по трем лазерным линиям ИЛ путем сложения базовых расстояний между ТД линии измерения и координат кромок листа, полученных датчиками, в зоне работы которых находятся кромки листа, с учетом наличия разворота листа в зоне измерения.
Поставленная задача решается также за счет того, что лазерная измерительная система для измерения геометрических параметров листа, движущегося по рольгангу, предназначенная для сбора, предварительной обработки и фильтрации, изображения поверхности листа, расчета координат измеренных профилей и поверхности листа, использования программного обеспечения путем сканирования с помощью лазерных триангуляционных датчиков поверхности листа, построения по определенному алгоритму виртуальной модели поверхности стального листа и последующую визуализацию виртуальной модели поверхности листа в компьютере, состоит из совокупности, как минимум, девяти лазерных триангуляционных датчиков 2D профилометров, расположенных над поверхностью стального листа на раме, установленной на портал, образующих, по меньшей мере, три измерительные линии ИЛ на расстоянии 500 мм друг от друга, перпендикулярных оси рольганга, по меньшей мере, по три датчика в первом ряду, во втором ряду и в третьем ряду, образующих лазерные линейки с расстояниями между датчиками в каждом ряду, линии, удовлетворяющим условию перекрытия зон «обзора» лазерных линеек так, чтобы между измерениями в пределах линии не было разрыва и осуществляющие в каждой своей измерительной линии и ряду обработку первичных данных, используемых для построения виртуальной модели поверхности листа, кроме того, каждый датчик содержит регулировочный механизм, предназначенный для крепления, настройки положения датчиков и выставления в номинальное положение, стальные шторки, с фиксированием их положения прижимной пластиной, необходимые для ограничения зоны видимости датчиков, а также уменьшения сечения для выхода воздуха из кожуха, в который установлен каждый датчик, а измерительная система содержит приспособление для контроля положения лазерных триангуляционных датчиков 2D-профилометров, предназначенное для выравнивания проекций лазерных лучей триангуляционных датчиков 2D-профилометров в одну линию перпендикулярно движению листа, при этом, расстояние между измерительными линиями, создаваемыми проекциями лазерных лучей датчиков по ходу движения листа должно быть равно 500 мм и систему тросов с натяжным механизмом, предназначенные для выравнивания лазерных лучей линеек в одну линию в каждой измерительной линии ИЛ, ряду перед измерениями.
Описание чертежей
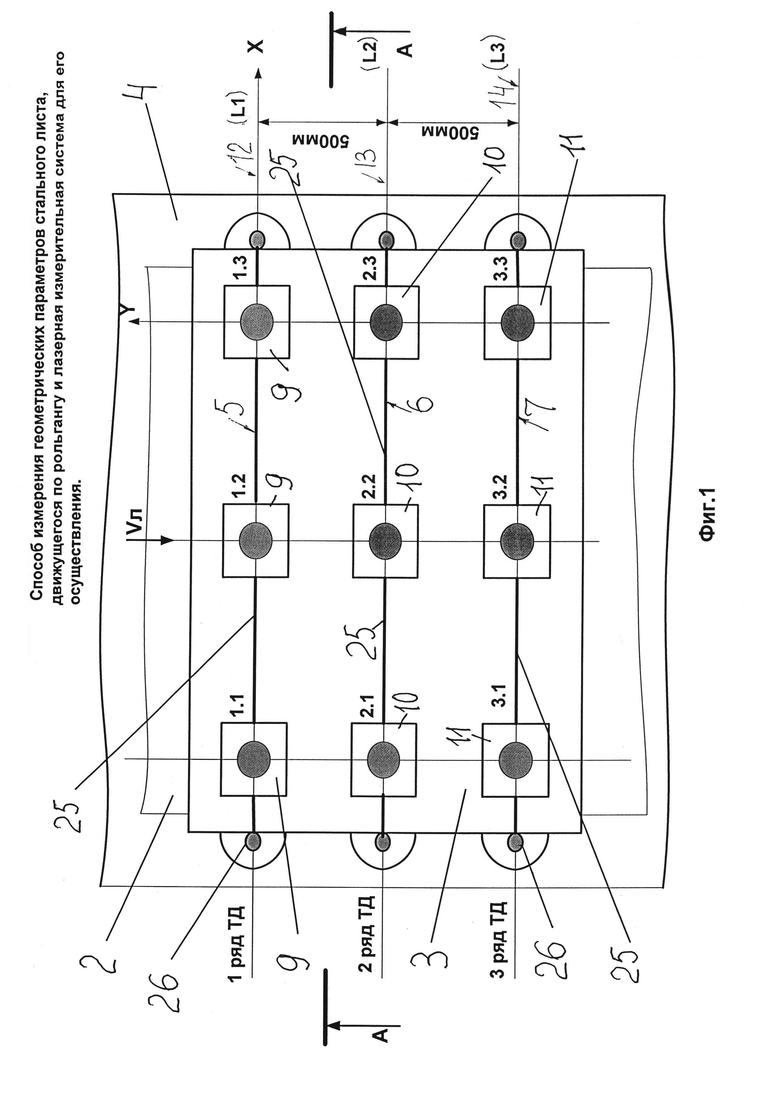
Фиг. 1. Расположение ИЛ над рольгангом 8.
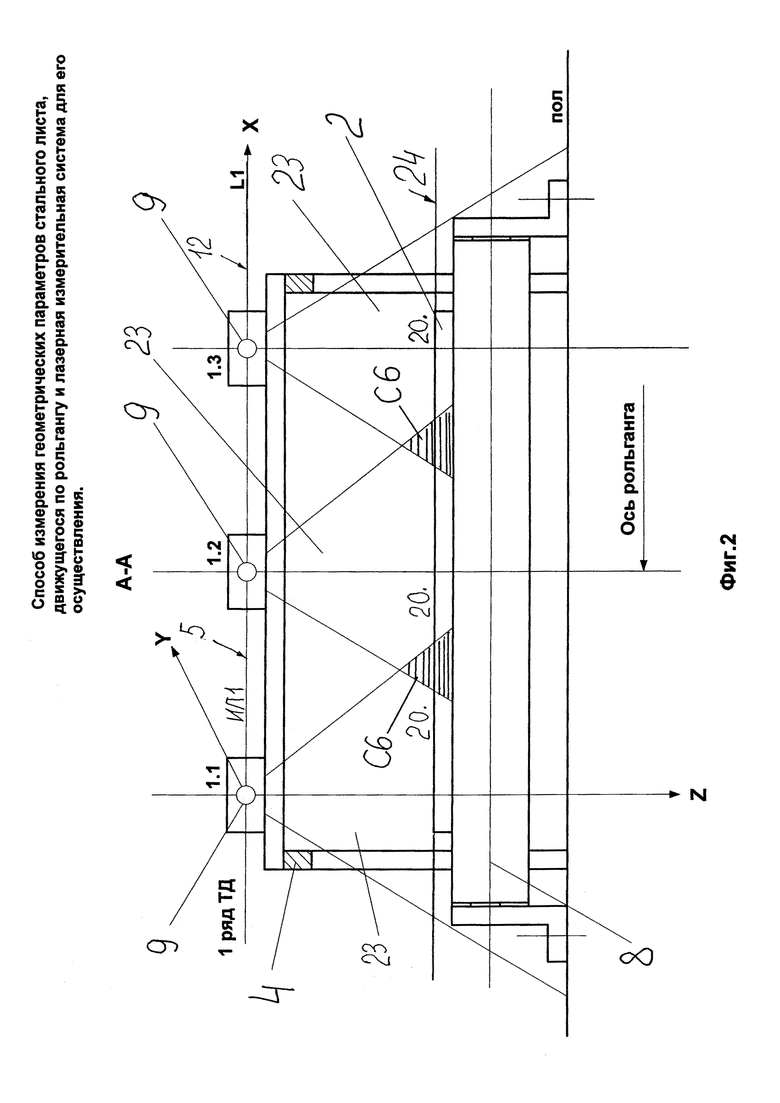
Фиг. 2. Пример перекрытия проекций лазерных линеек L.
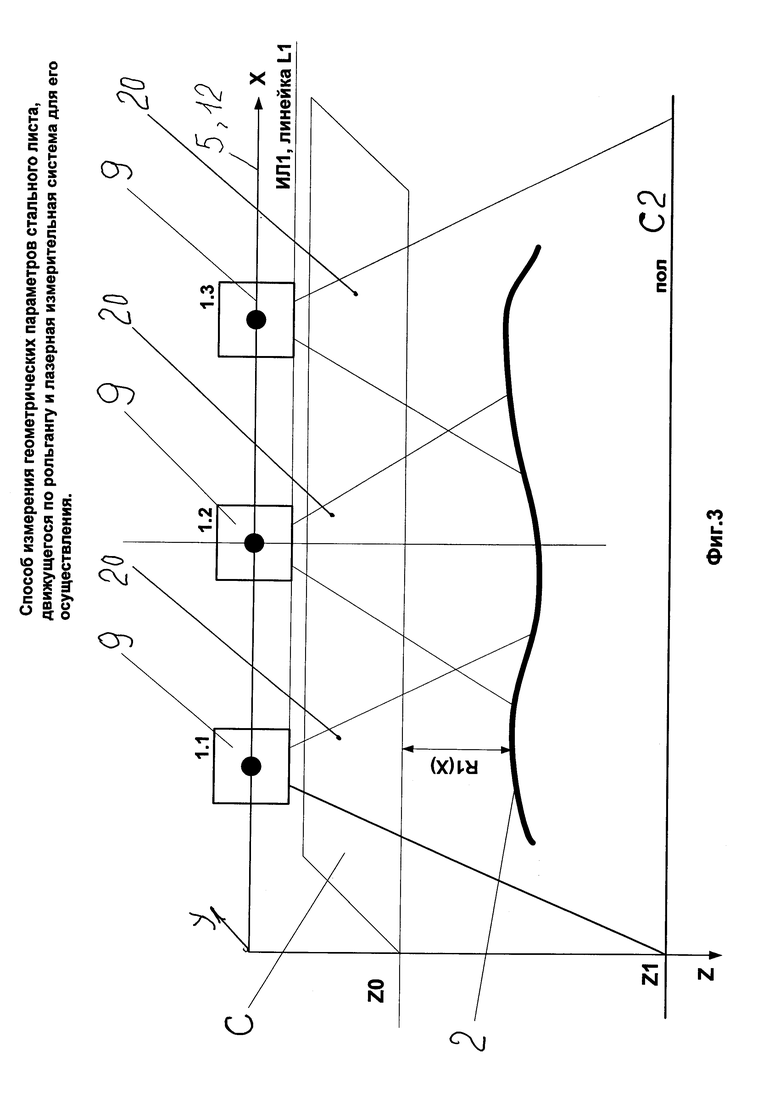
Фиг. 3. Система координат XY; воображаемая виртуальная плоскость С, плоскость рольганга С1, плоскость пола С2, стальной лист 2.
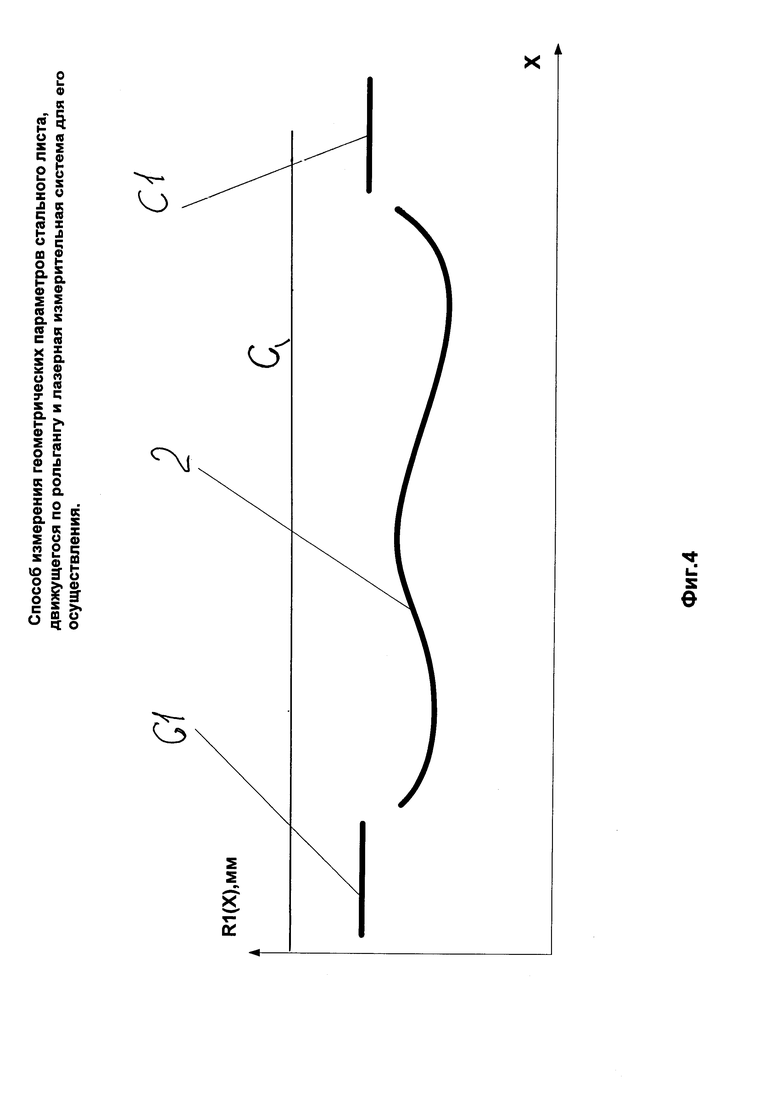
Фиг. 4. Пример распределения значений новой переменной R1(X) поперек листа. Профиль листа как бы «перевернулся». Средняя линия соответствует реальному профилю листа.
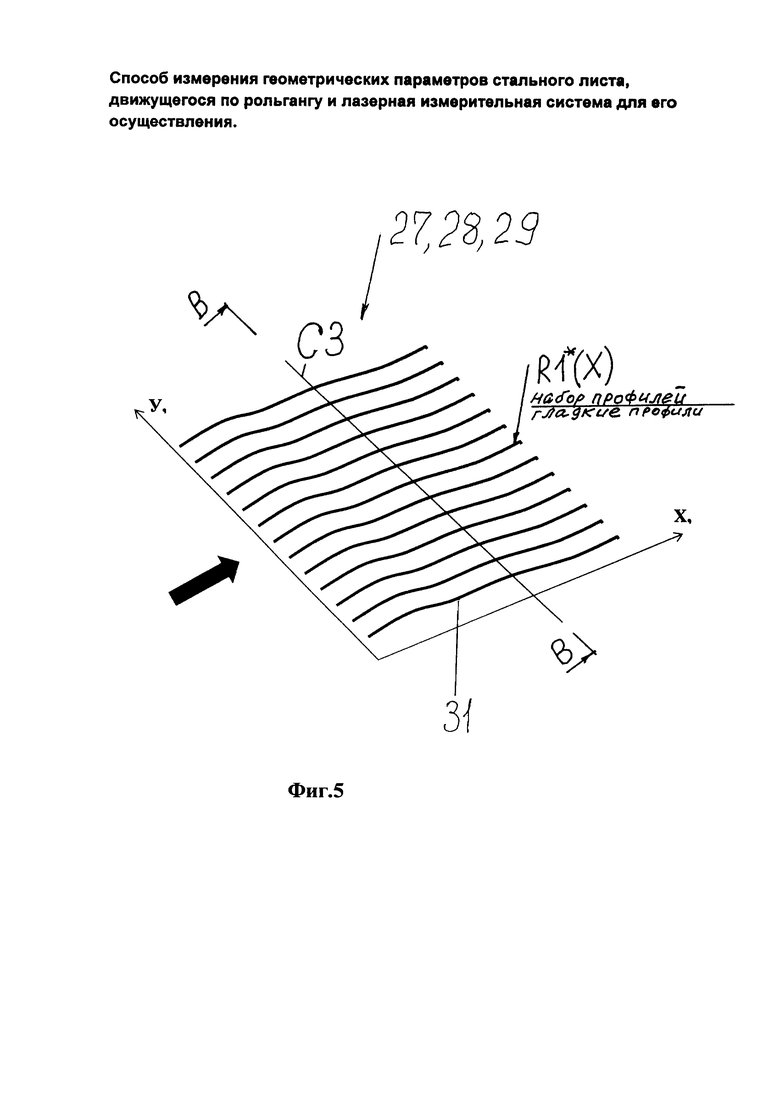
Фиг. 5. Фрагмент модели поверхности листа, образованный набором профилей R1*(X). Разрез В-В.
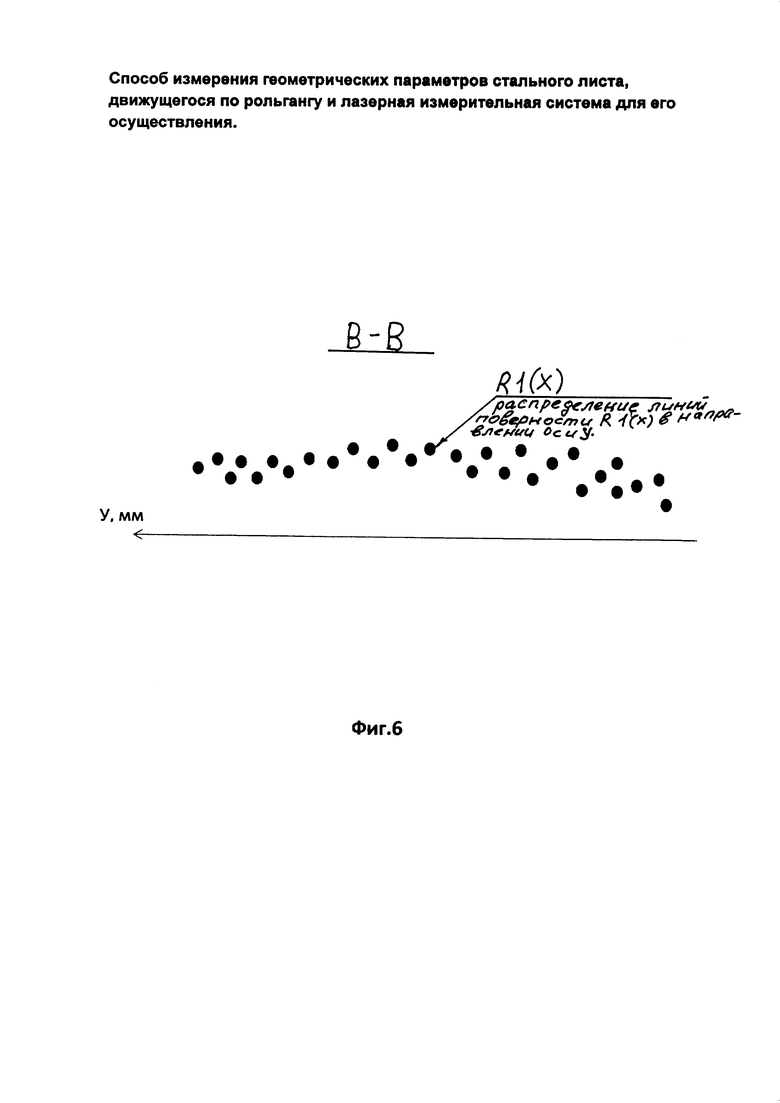
Фиг. 6. Разрез В-В поверхности по линии R1*(X) С3 со стороны стрелки на фиг 5. Распределение линий поверхности R1*(X) в направлении оси Y. Кружочками условно показаны профили R1(X).
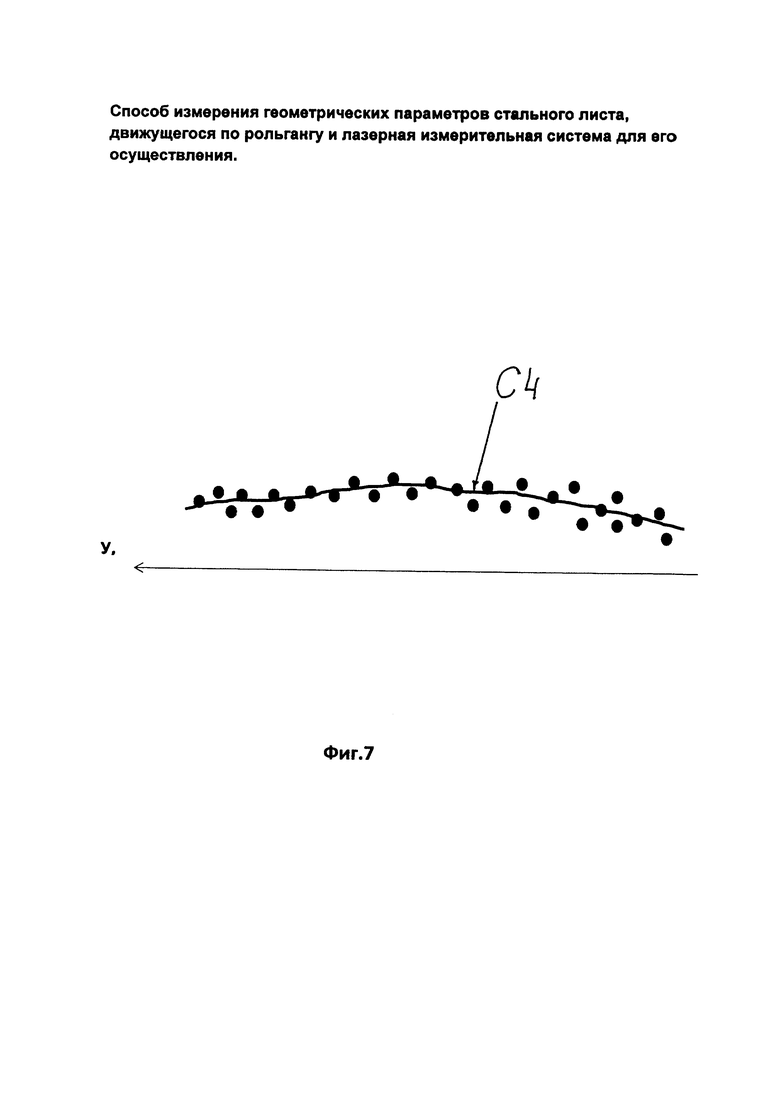
Фиг. 7. Аппроксимация линий поверхности R1*(X) в направлении оси У. Получение скорректированной по высоте совокупности С5 профилей R1*(X).
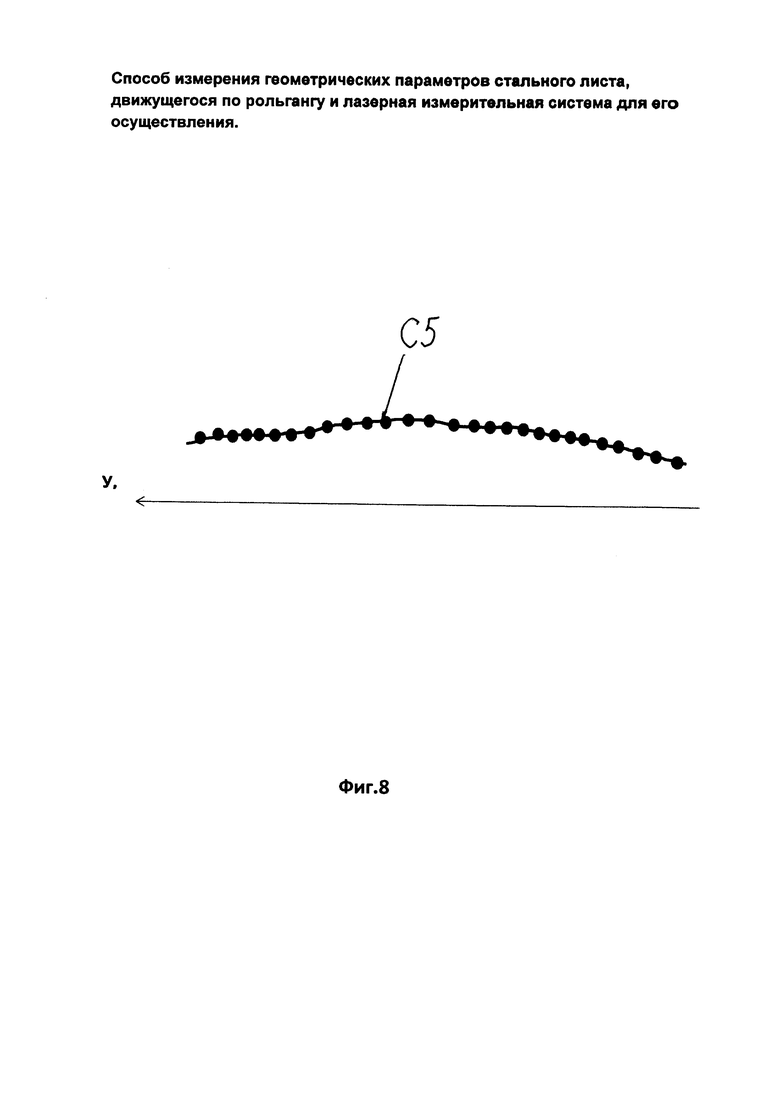
Фиг. 8. Построение поверхности второго рода. Поверхность листа 2 аппроксимирована только продольными линиями С5.
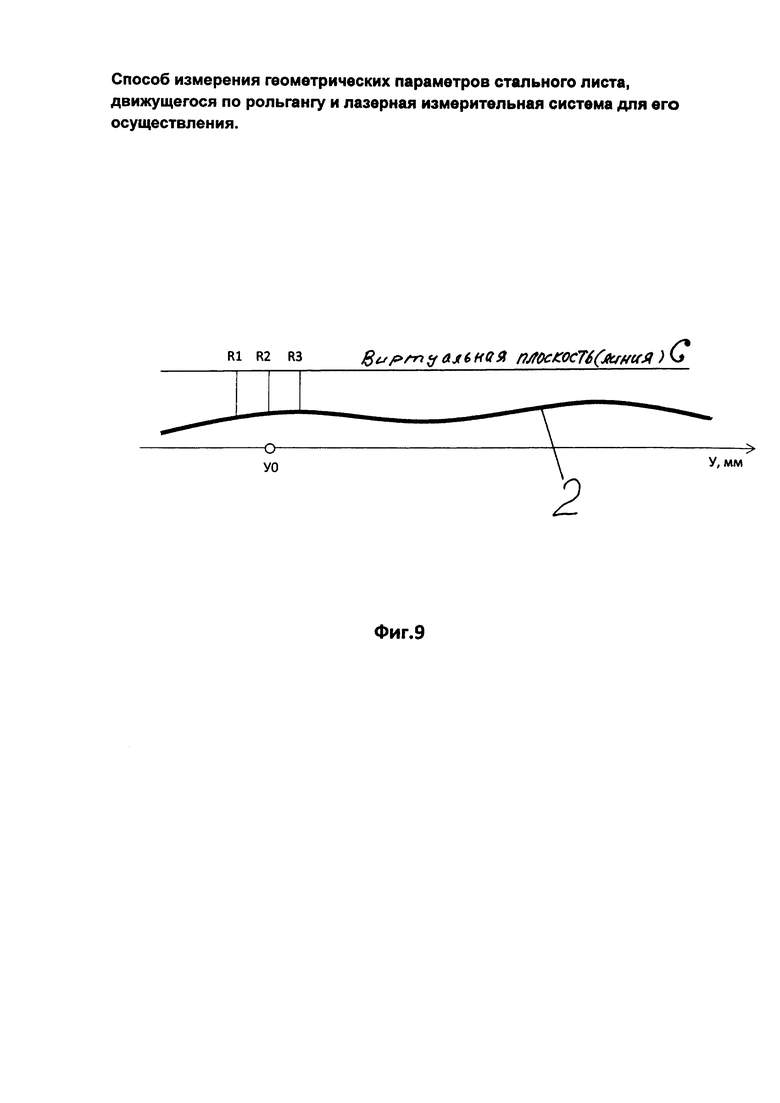
Фиг. 9. Пояснение принципа одновременности измерений и коррекции модели поверхности, лист 2; линия С - базовая плоскость. R1, R2, R3 - дистанции до листа 2, измеренные в данный момент времени элементарными датчиками 1 линеек L1, L2, L3, причем эти элементарные датчики 1 имеют одну и ту же координату по оси X.
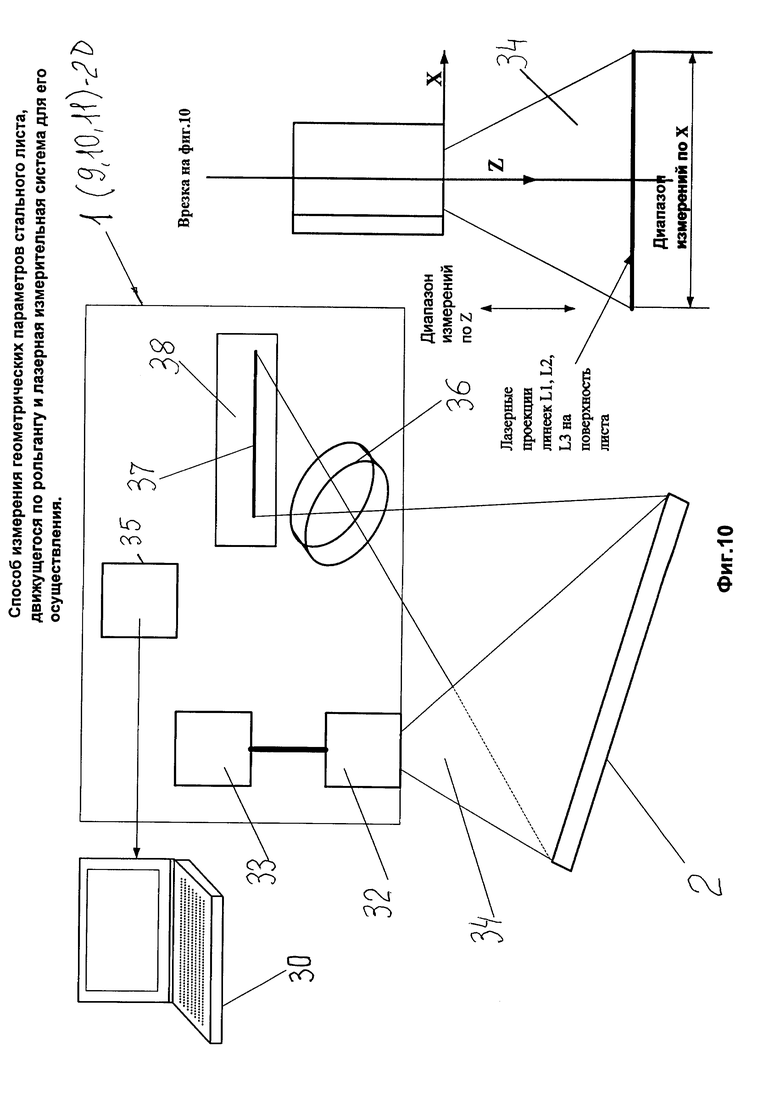
Фиг. 10. Схема и принцип действия лазерного триангуляционного датчика 2D (9, 10, 11) профилометра: 32 - лазерный модуль; 33 - генератор линии; 34 - плоскость лазерного излучения; 35 - контроллер на базе сигнального процессора; 2 - контролируемый объект; 36 - оптическая система фотоприемника; 37 - изображение линии зондирующего лазерного излучения на фотоприемнике; 38 - матричный фотоприемник.
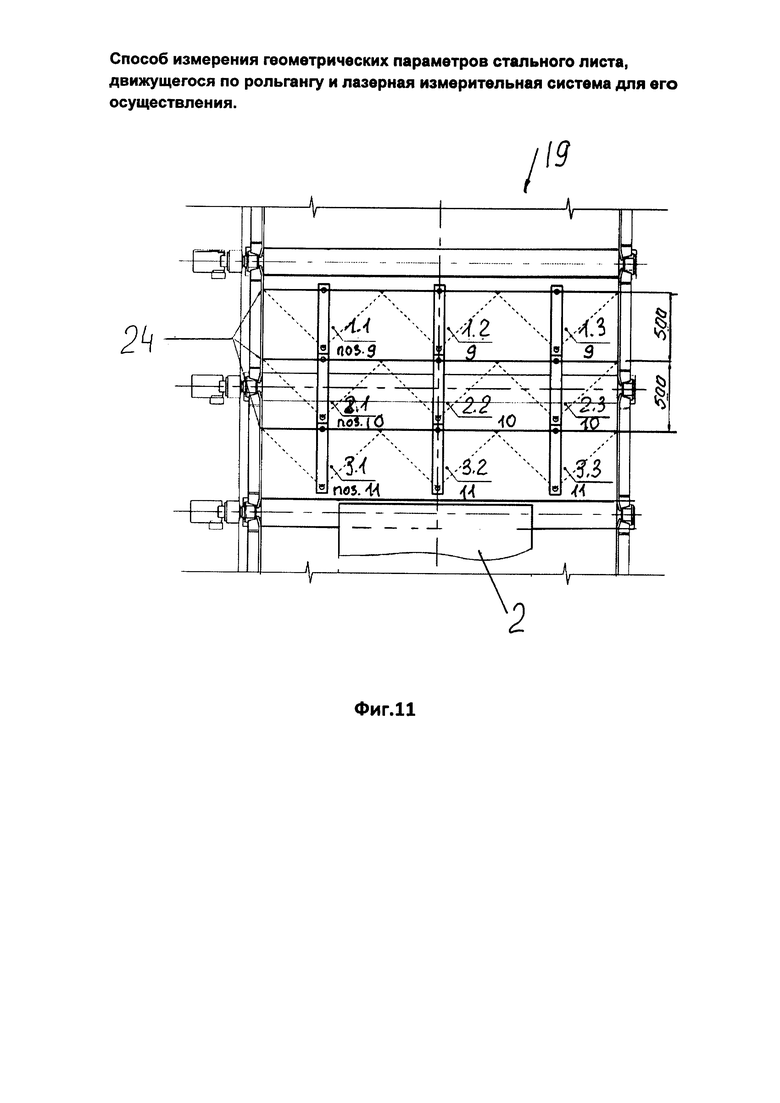
Фиг. 11. Настройка положения тросов относительно габаритов портала.
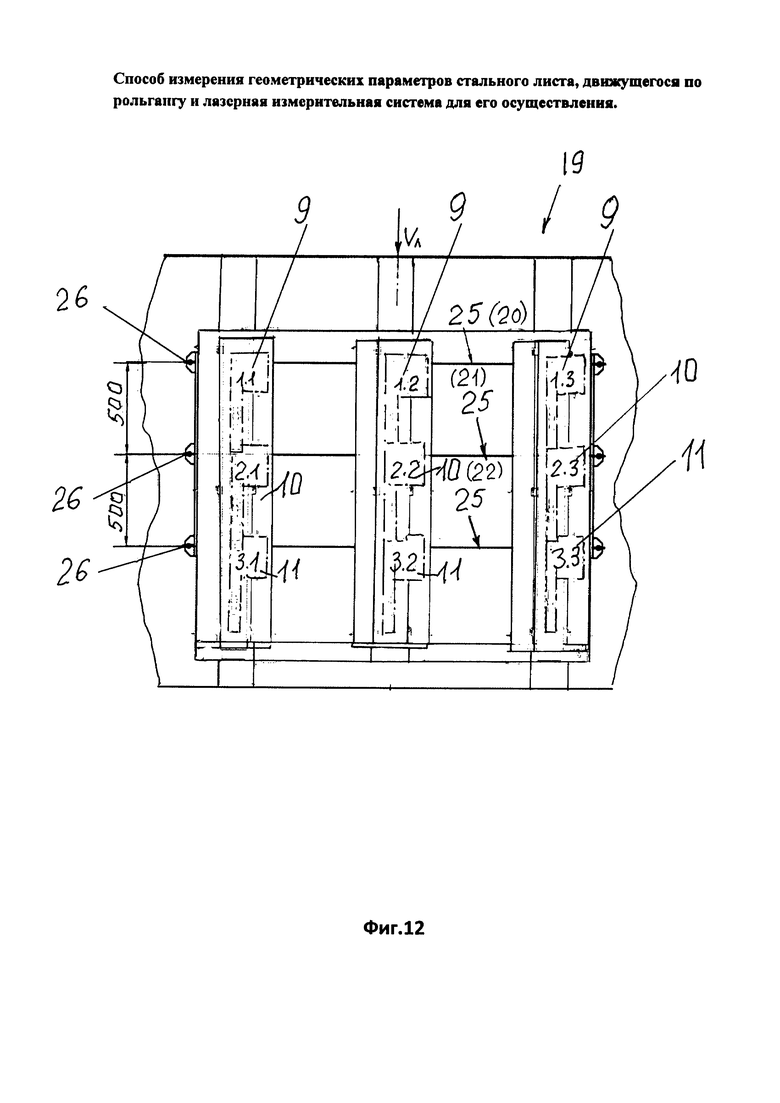
Фиг. 12. Приспособление для контроля положения лазерных датчиков. Размещение тросов на натяжном механизме под рамой с шагом 500 мм.
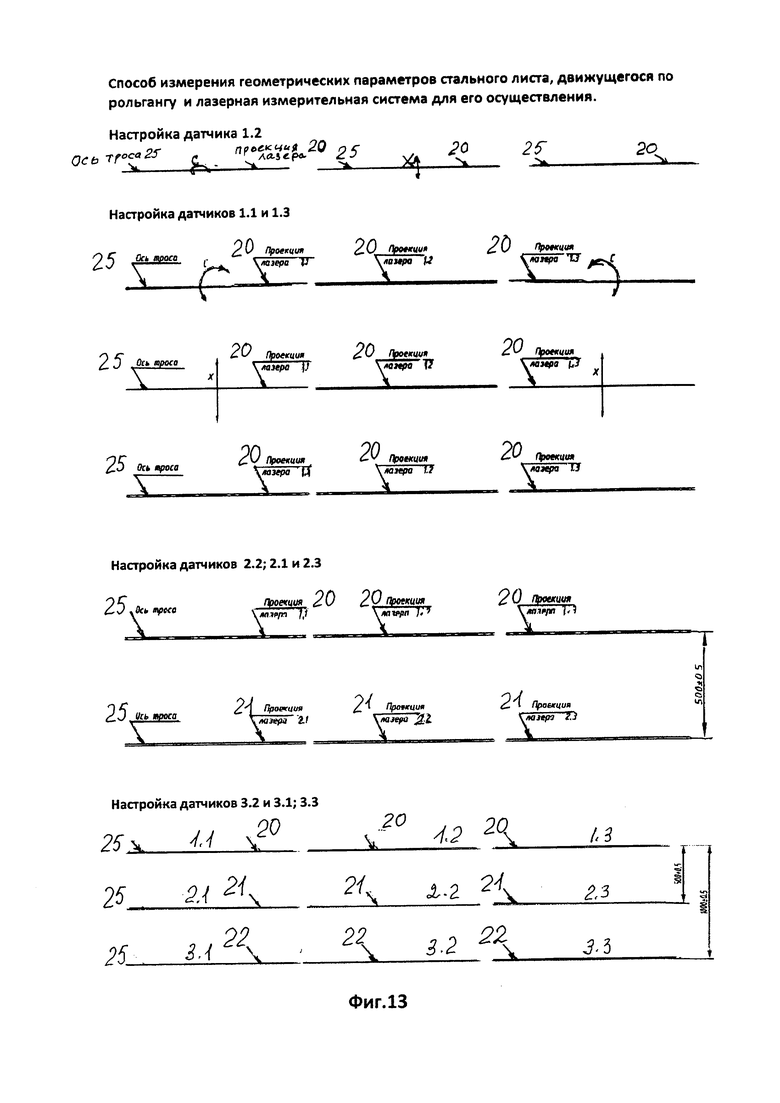
Фиг. 13. Схема настройки датчиков.
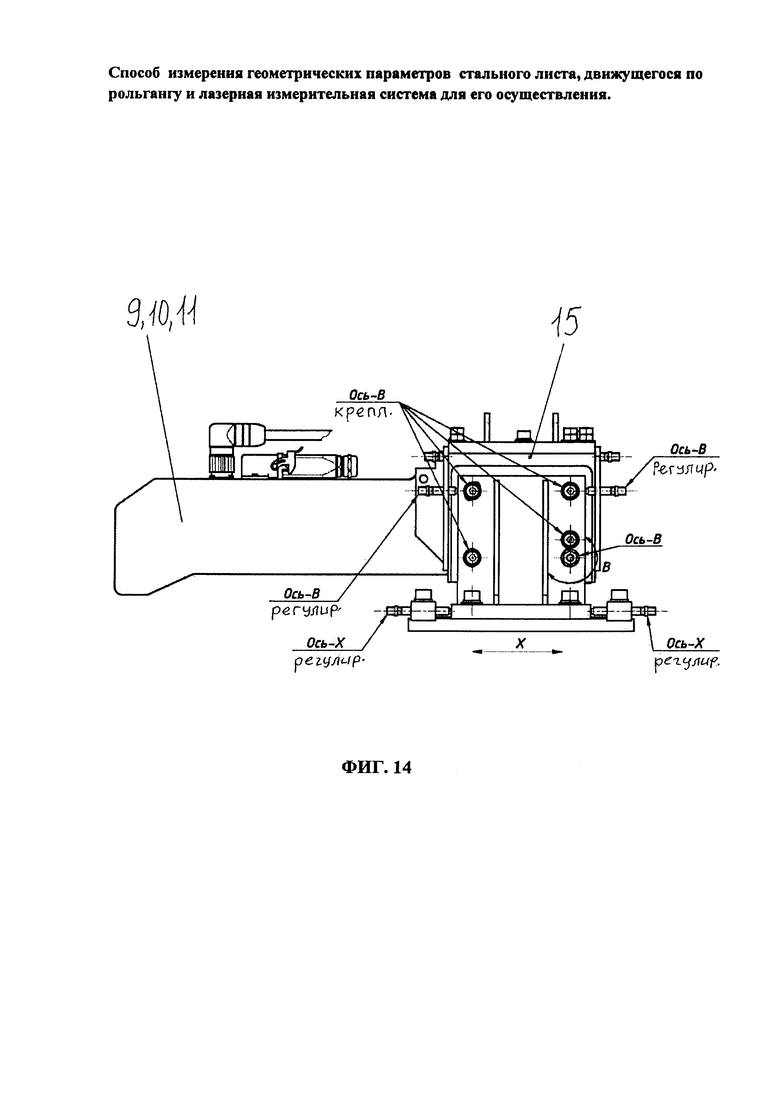
Фиг. 14. Регулировочный механизм.
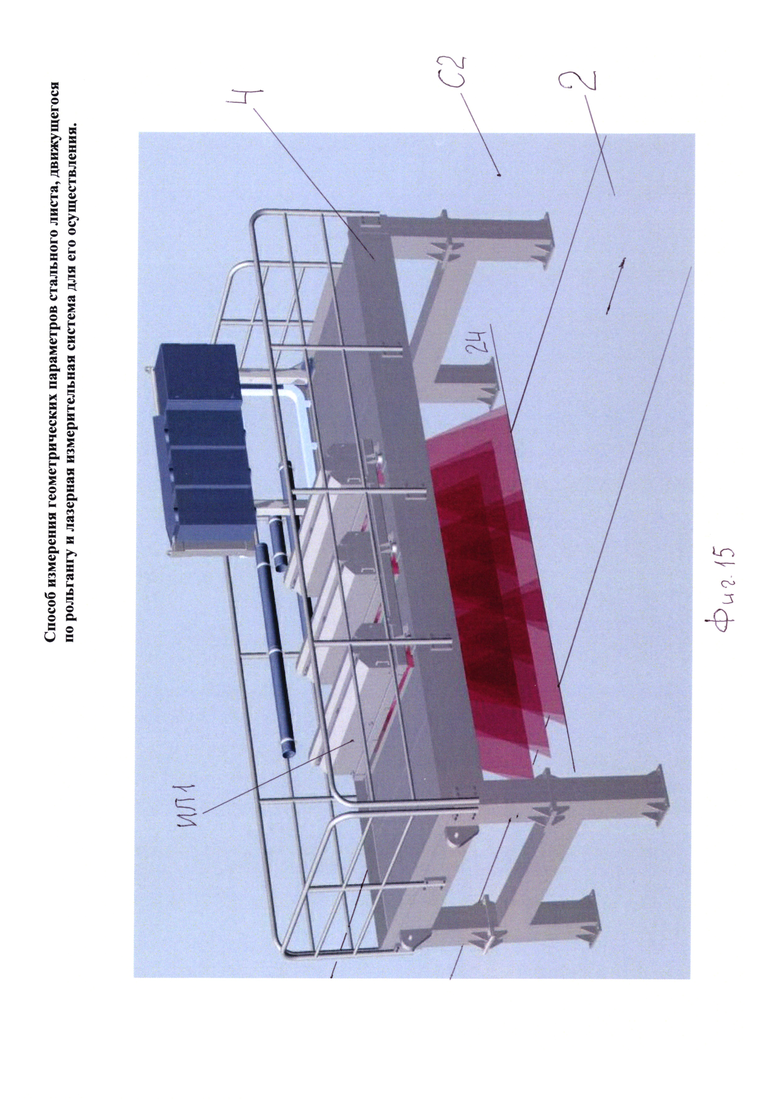
Фиг. 15. Фото модели установки.
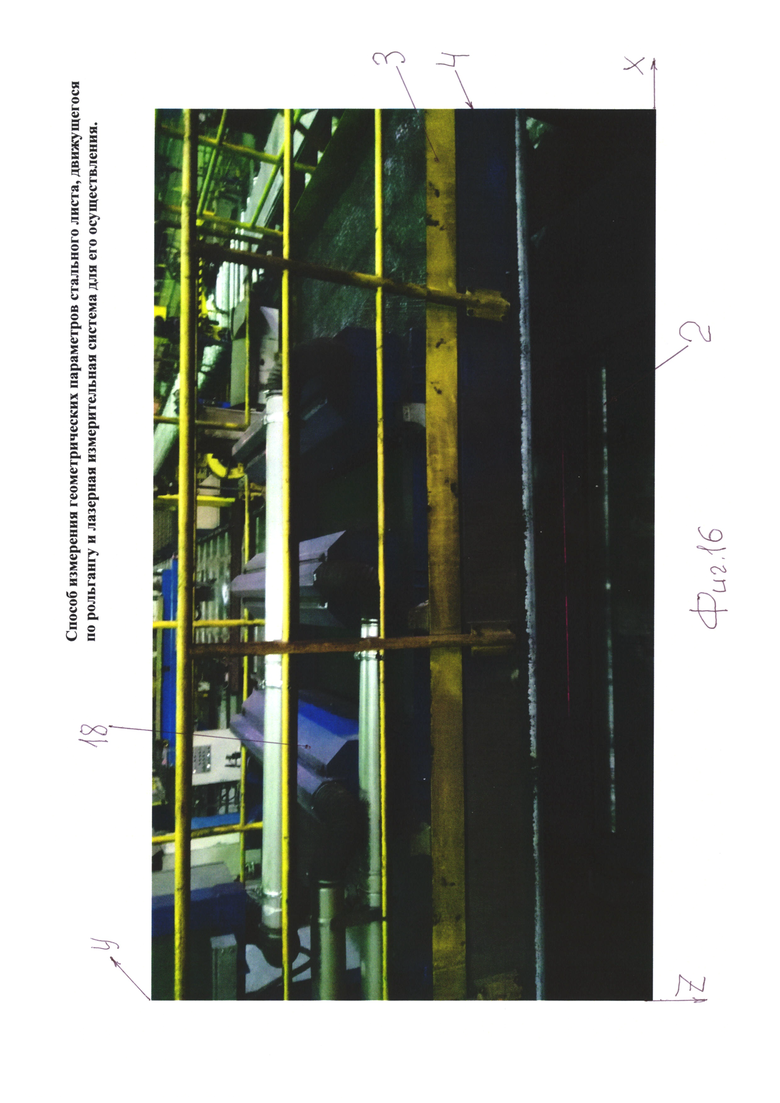
Фиг. 16. Фото экспериментальной установки.
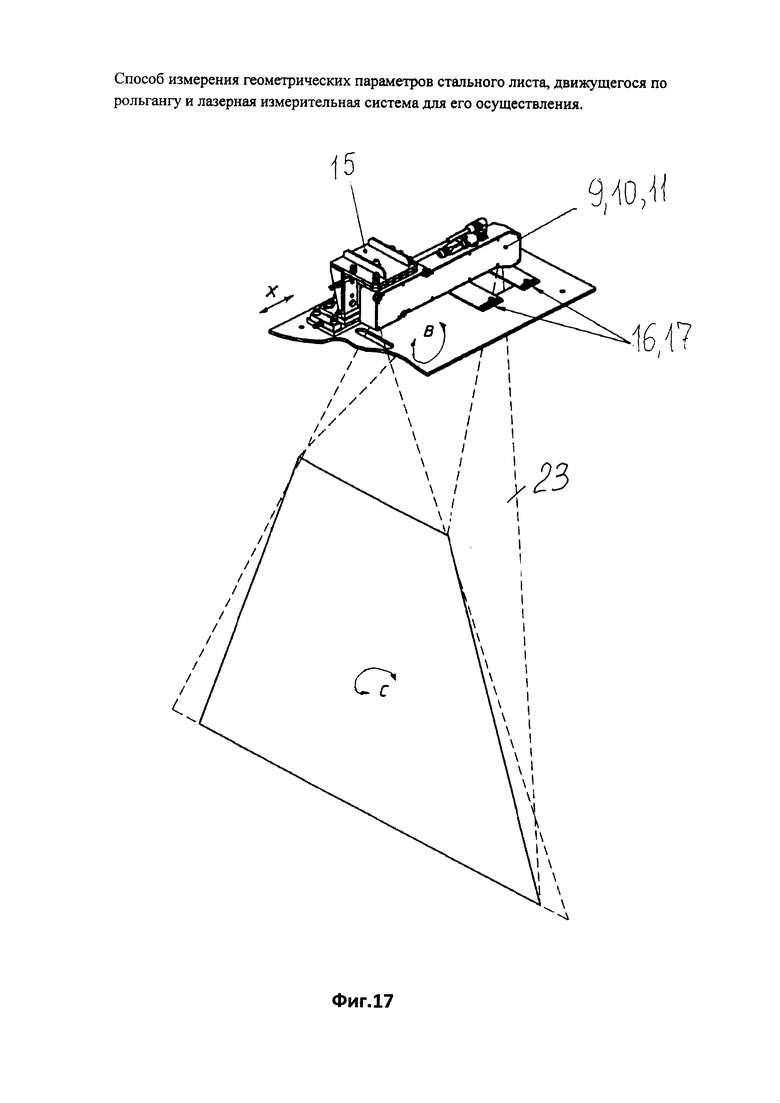
Фиг. 17. Лазерный триангуляционный датчик 2D профилометр.
Описание конструкции лазерной измерительной системы для измерения геометрических параметров листа, движущегося по рольгангу (фиг. 1-17).
Лазерная измерительная система для измерения геометрических параметров листа, движущегося по рольгангу, предназначенная для сбора, предварительной обработки и фильтрации, изображения поверхности листа, расчета координат измеренных профилей и поверхности листа, использования программного обеспечения путем сканирования с помощью лазерных триангуляционных датчиков поверхности листа, построения по определенному алгоритму виртуальной модели поверхности стального листа и последующую визуализацию виртуальной модели поверхности листа в компьютере, состоит из совокупности, как минимум, девяти лазерных триангуляционных датчиков 2D профилометров 1 (далее, датчики), расположенных над поверхностью стального листа 2 на раме 3, установленной на портал 4, образующих, по меньшей мере, три измерительные линии 5-ИЛ1, 6-ИЛ2, 7-ИЛ3 (ИЛ) на расстоянии 500 мм друг от друга, перпендикулярных оси Y рольганга 8, с датчиками 9: 1.1; 1.2; 1.3 в первом ряду, с датчиками 10: 2.1; 2.2; 2.3 во втором ряду и с датчиками 11: 3.1; 3.2; 3.3 в третьем ряду, всего девять датчиков с лазерными линейками: 12 - L1, 13 - L2, 14 - L3, осуществляющие обработку первичных данных, используемых для построения виртуальной модели поверхности листа. Датчики 1 содержат регулировочные механизмы 15, предназначенные для крепления и настройки положения датчиков 9, 10, 11 в 3-х осях (X, В и С) для выставления в номинальное положение (фиг. 14, фиг. 17). Совместно с каждым регулировочным механизмом установлены стальные шторки 16, с фиксирующей их положение прижимной пластиной 17, необходимые для ограничения зоны видимости сканерами 9, 10, 11, а также уменьшения сечения для выхода воздуха из кожуха 18, в который установлен каждый лазерный триангуляционный датчик 1 (2D)-профилометр, показанный на фиг. 10, где: 32 - лазерный модуль; 33 - генератор линии; 34 - плоскость лазерного излучения; 35 - контроллер на базе сигнального процессора; 2 - контролируемый объект; 36 - оптическая система фотоприемника; 37 - изображение линии зондирующего лазерного излучения на фотоприемнике; 38 - матричный фотоприемник.
Настройка положения тросов относительно габаритов портала 4 показана на фиг. 11. Приспособление 19 (фиг. 12) для настройки положения лазерных триангуляционных датчиков 1 (2D) - профилометров, предназначено для выравнивания проекций 20, 21, 22 лазерных лучей 23 триангуляционных датчиков 1 (2D)-профилометров 9, 10, 11 в одну линию 24 перпендикулярно движению листа 2, при этом, расстояние между измерительными линиями 5-ИЛ1, 6-ИЛ2, 7-ИЛ3, создаваемыми проекциями 20, 21, 22 лазерных лучей 23 триангуляционных датчиков 1 (2D)-профилометров по ходу движения листа 2 должно быть равно 500 мм. Приспособление 19 содержит систему тросов 25 и натяжной механизм 26, установленные под рамой 3. Алгоритм настройки датчиков показан на фиг. 13.
Система тросов 25 с натяжным механизмом 26, предназначена для настройки датчиков 9, (три датчика); 10, (три датчика); 11 (три датчика) (соответственно, ряд 1, ряд 2, ряд 3) перед измерениями.
Настройка положения датчиков перед измерением геометрических параметров по контрольному образцу листа.
Настройка положения датчиков по контрольному образцу листа осуществляется в следующей последовательности:
- размещение тросов на натяжном механизме под рамой с датчиками напротив лазерного излучателя, фиг. 12;
- три троса устанавливаются с шагом 500 мм;
- настройка положения тросов относительно габаритов портала 4, фиг. 11;
- размещение образца стального листа размером 2300×1500 мм в рабочей зоне измерительной системы;
- настройка положения проецируемой лазерной линии 23 датчика 1.2 на лист 2;
- настройка положения проецируемого луча 24 вертикально, ось-В, фиг. 10;
- выставление параллельно тросу проецируемого луча датчика при помощи регулировочного устройства по оси-С для регулировки (вращения) и настройки проекции вдоль (параллельно) тросу;
- передвижение по оси-Х, совмещение с тросом проекции 23 на лист 2. Настройка датчика 1.2 считается законченной, когда проекция 23 образует две параллельные линии.
Процесс настройки соседних датчиков в первом ряду 1.1 и 1.3 аналогичен предыдущему этапу с добавлением совмещения датчиков в одну линию 24. Процесс настройки датчиков второго и третьего рядов аналогичен. Настройка всех остальных датчиков считается законченной, когда все проекции лазерных лучей 23 образует две параллельные линии, фиг. 13.
Описание принципа измерения геометрических параметров стального листа при помощи девяти лазерных триангуляционных датчиков 2D профилометров (фиг. 3 - фиг. 10) путем виртуального построения модели поверхности листа.
Лазерная измерительная система состоит из портала 4, и размещенной на раме 3 совокупности из девяти триангуляционных датчиков 1. Датчики 1 образуют три измерительные линии ИЛ: 5-ИЛ1, 6-ИЛ2, 7-ИЛ3, или три ряда ряд 1, ряд 2, ряд 3, перпендикулярные оси рольганга (ось Y), как это показано на фиг.1, с лазерными линейками: 12 - L1, 13 - L2, 14 - L3. Линии ИЛ и соответствующие им датчики 9, 10, 11 пронумерованы: 1.1, 1.2, 1.3; 2.1. 2.2. 2.3; 3.1, 3.2, 3.3. Направление движения листа 2 показано стрелкой Vл, фиг. 1 Расстояние между датчиками каждой линии ИЛ выбирается таким образом, чтобы их зоны «обзора» перекрывались, и между измерениями в пределах линии ИЛ не было разрыва. Расстояние между линиями ИЛ должно быть равно 500 мм, фиг. 1, разрез А-А. Перекрытие С 6 лазерных линеек L1, L2, L3 показано на фиг. 2.
Принцип действия профилометра - лазерная триангуляция. Каждый профилометр 2D - 1 содержит фотоприемник 38 в виде матрицы фоточувствительных элементов, содержащей n строк и m столбцов. На измеряемый объект 2 проецируется линия 34 лазерного излучения 24: формируемая лазерным модулем 32 с оптическим генератором линии 33. Изображение линии 37 проецируется оптической системой 36 на матрицу фотоприемника 38, оцифровывается и передается в контроллер 35, где производится обработка сигнала.
Информация поступает в компьютер 30 по интерфейсу Ethernet. Программа обеспечения осуществляет прием информации с профилометра, визуализацию полученных данных и управление режимами работы.
Мысленно представим себе некую виртуальную горизонтальную плоскость С, «парящую» над листом 2, на некотором расстоянии (100-300 мм) от плоскости С1 рольганга 8.
В системе координат, изображенной на фиг. 3, условно показаны датчики 1.1, 1.2, 1.3 первой лазерной линейки L1 (ряд 1). Через центры датчиков 9 (1.1, 1.2, 1.3) проходит ось X, перпендикулярная ширине листа 2. Начало оси Z совпадает с началом оси X. Таким образом, воображаемая виртуальная плоскость С совпадает с плоскостью Z=Z0. Лист 2 на этом рисунке движется перпендикулярно плоскости рисунка. Плоскость рольганга 8 изображена линией С1. Плоскость пола изображена линией С2.
Вводим новую функцию R1(X) распределения расстояний между виртуальной плоскостью С и лазерной проекцией линейки L1 на поверхность листа 2 или, в его отсутствие, до любых других объектов в зоне обзора датчиков 9 (роликов рольганга, пола и т.д.).
Аналогично вводятся новые функции R2(X) и R3(X), связанные с лазерными линейками L2 (2.1. 2.2. 2.3) и L3 (3.1, 3.2, 3.3) в зонах обзора датчиков 10 и 11.
Все девять триангуляционных датчиков 1 (9, 10, 11) осуществляют акты измерений расстояния от этой виртуальной плоскости С до поверхности листа 2 синхронно, с частотой F=100-500 Гц. Таким образом, распределения R1(X), R2(X), R3(X) получаем практически одновременно. Пример распределения R1(X) приведен на фиг. 3.
Несмотря на вибрации и различного рода колебания листа 2, в каждом акте измерений мы как бы «замораживаем» лист 2 и снимаем распределения R1(X), R2(X), R3(X) по трем проекциям лазерных линеек L1, L2, L3 на поверхности листа 2, пола, металлоконструкций, элементов рольганга 8, на которые осуществлена проекция лазерных линеек L1, L2, L3, фиг. 4. Поскольку акты измерений осуществляются в дискретные моменты времени, то для первой лазерной линейки L1 мы получим целый набор из n профилей 27 - R1(X), осуществившихся в моменты времени T1, Т2, Т3…Tn.
Поскольку в зону действия линеек L2 и затем L3 лист подойдет только через некоторое время, то наборы профилей 28, 29 R2(X) и R3(X) будут сдвинуты во времени. Тем не менее, множества R1(X), R2(X), R3(X) частично пересекутся во времени и будут иметь некую общую зону.
Идентифицировать конкретный профиль R, можно достаточно просто: первый индекс указывает номер линейки, а второй - текущее значение времени, когда это измерение осуществлено.
Например, R1(X, 15:53'47'',24'''…).
Поскольку с абсолютным временем работать неудобно, целесообразно «привязывать» конкретные профили 27, 28, 29 R1(X), R2(X), R3(X) к условному номеру измерения.
Для этого в программном обеспечении алгоритмом в момент его активизации запускается счетчик номера измерений. Состояние счетчика вписывается в каждый профиль как индекс его идентификации. Таким образом, для каждой линейки L непрерывно в некий буфер записываются профили R1,M(X), R2,M(X), R3,M(X), где М - текущий номер измерения.
Пример. Профиль R1,12375(X) означает, что набор данных снимался первой линейкой L1, текущий номер измерения - 12375.
Команда «Начать формирование буфера профилей» выдается независимо для каждой линейки L как только соответствующая линейка «обнаружила» начало листа 2. Набор профилей завершается, когда лист 2 покинул зону соответствующей линейки.
Счетчик номера измерений периодически обнуляется и перезапускается, например, каждый час.
Таким образом, на каждом листе 2 мы получим три независимых «буфера», или «хранилища» профилей 27, 28, 29: R1(X), R2(X), R3(X). Причем каждый профиль в буферах содержит информацию о номере измерения.
Таким образом, лазерная измерительная система для каждого листа 2 последовательно осуществляет следующие этапы, разделенные во времени:
Этап 1. СБОР ПЕРВИЧНЫХ ДАННЫХ
Во время прохода листа 2 в зоне датчиков 9, 10, 11, система ничего не вычисляет, компьютер 30 занят только приемом первичных данных с датчиков 9, 10, 11, а именно профилей 27, 28, 29: R1(X), R2(X), R3(X) и формированием соответствующих буферов.
Для каждого конкретного листа 2 измерительная система осуществляет следующие действия:
Для лазерной линейки L1:
1). Опознать начало листа 2 и начать формирование буфера профилей 27 R1,M(X).
2). Опознать конец листа 2 и завершить формирование буфера профилей 27 R1,M(X).
Для лазерной линейки L2:
1). Опознать начало листа 2 и начать формирование буфера профилей 28 R2,M(X).
2). Опознать конец листа 2 и завершить формирование буфера профилей 28 R2,M(X).
Для лазерной линейки L3:
1). Опознать начало листа 2 и начать формирование буфера профилей 29 R3,M(X).
2). Опознать конец листа 2 и завершить формирование буфера профилей 29 R3,M(X).
Этап 2. ОБРАБОТКА ПРОФИЛЕЙ И ОЧИСТКА ИХ ОТ ШУМОВ И ПОМЕХ
Эта задача начинает решаться после того, как лист 2 прошел через зону измерительной системы.
Создаются три дополнительные области памяти, в которые помещаются обработанные и очищенные от шумов профили 27, 28, 29.
Дискретные профили 27, 28, 29: R1(X), R2(X), R3(X) заменяются на гладкие 31, очищенные от шумов линии, набор которых и является «строительным материалом» для формирования моделей поверхности листа. Очистка профилей от шумов и формирование трансформированных профилей осуществляется по принципу:
R1(X)  R1'(X),
R1'(X),
R2(X) R2'(X),
R3(X) R3'(X).
Этап 3. ПОСТРОЕНИЕ МОДЕЛИ ПОВЕРХНОСТИ ЛИСТА ПЕРВОГО РОДА
Очищенные от помех профили R1'(X), R2'(X), R3'(X) образуют три независимые модели одной и той же поверхности, подобно дорожке, выложенной из прутиков (см. фиг. 5). На этом рисунке впервые введена ось У, соответствующая оси рольганга, и показывающая направление движения листа.
На фиг. 6 указан разрез поверхности по линии С3 со стороны стрелки на фиг. 5. Кружочками условно показаны профили R1(X).
Как видно из фиг. 6, «прутики» профилей R'(X) образуют вдоль оси У достаточно неровную линию. Это обусловлено вибрацией и смещениями точек поверхности листов 2 в процессе их транспортировки.
Этап 4. ПОСТРОЕНИЕ АППРОКСИМИРОВАННЫХ ПОВЕРХНОСТЕЙ И МОДЕЛЕЙ ЛИСТА ВТОРОГО РОДА
На фиг. 7 линия С4 аппроксимирует распределение R'(X) в направлении оси У. Она показывает, насколько нужно поднять или опустить «прутики» R'(X), чтобы получить гладкую линию С4.
Задача на этом этапе - получить скорректированную по высоте совокупность R'(X). То есть, происходит трансформация R'(X) R''(X), осуществляемая таким образом, что к каждому значению внутри каждого профиля прибавляется или отнимается одна и та же константа, позволяющая профилю максимально приблизится к поверхности аппроксимации. Создание модели поверхности листа 2 второго рода завершено. Теперь поверхность листа 2 может быть аппроксимирована только продольными линиями С5. Результат аппроксимации показан на фиг. 8.
Этап 5. ПОСТРОЕНИЕ УТОЧНЕННОЙ МОДЕЛИ ПОВЕРХНОСТИ ЛИСТА
Набор линий С5 (фиг. 8) - это все-таки достаточно грубая модель поверхности листа 2, которая может содержать участки с большой погрешностью определения положения их точек.
На 5 этапе осуществляется проверка на достоверность определения положения точек и внесение дополнительной коррекции в форму линий С5. Физическим базисом такой коррекции является следующее обстоятельство. Каждая из измерительных линеек L1, L2 и L3 имеет дискретный набор источников информации об измеряемой дистанции, размещенный вдоль оси X. Если рассмотреть любой набор профилей с одинаковым индексом номера измерений, то легко заметить, что эти профили «сняты» в один и тот же момент времени.
На фиг. 9 показаны три точки с одинаковой координатой по оси X, соответствующие трем профилям R, снятым в один и тот же момент времени.
Для точки У0 действительно следующее соотношение:

Выражение (1) определяет по сути абсолютную величину и знак локальной кривизны ρ(У0) в любой точке Х, У поверхности листа при фиксированном значении по оси X.
Мы исходим из того, что массив значений кривизны ρ(y, x) состоит из компонент, которые весьма слабо зависят от возможных колебаний участков листа по оси Z, от вибраций и ударов в процессе его транспортировки.
Процесс коррекции поверхности, построенной на 4 этапе заключается в том, что для каждой точки всей совокупности линий С5 осуществляется создание массива локальной кривизны ρ'(y, x) и сопоставление его значений с соответствующими значениями массива ρ(y, x).
Такое сопоставление позволяет внести обоснованную коррекцию в форму совокупности линий С5, скорректировать участки, содержащие промахи, обусловленные вибрацией листа 3, и составить из них в достаточной степени достоверную модель его поверхности.
Этап 6. ПОСТРОЕНИЕ ОКОНЧАТЕЛЬНОЙ ВИРТУАЛЬНОЙ МОДЕЛИ ПОВЕРХНОСТИ ЛИСТА
Поскольку мы имеем три независимых источника информации для построения виртуальной модели поверхности листа: линейки L1, L2, L3, то в результате решения предыдущих задач мы получаем три модели поверхности: S1, S2, S3.
Сопоставление этих трех независимых моделей позволяет алгоритму успешно завершить построение окончательной достоверной виртуальной модели S поверхности листа 2, которую определяет сетка из С4 (продольных, фиг. 7) и С5 (поперечных, фиг. 8) линий, и приступить к ее анализу с целью определения геометрических параметров листа: ширины, серповидности и плоскостности листа 2, путем визуализации виртуальной модели поверхности листа 2 в компьютере и применения методов измерения, аналогичных ручным методам измерения.
Источники информации
1. Измеритель плоскостности ИП-4, «SHAPE METER IP-4», ЗАО «Инкомет».; http://www.incomet.ru/ip4/ip4.html
2. «LAP GmbH Laser Applikationen Headquarter», производство, продажа, Услуги. Zeppelinstr.
2321337 Люнебург, Германия, https://www.lap-laser.com/ru/metallurgicheskajapromyshlennost/stal/ploskie-izdelija/geometrija-plastin/
3. Патент США 9,138,790.
4. Патент США 6,710,883
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения виртуальных моделей длинномерных изделий | 2020 |
|
RU2754762C1 |
| Способ получения виртуальных моделей сложнопрофильных криволинейных поверхностей | 2023 |
|
RU2813465C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕКТРОСВАРНЫХ ТРУБ РАЗЛИЧНОГО ДИАМЕТРА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2655012C2 |
| СПОСОБ КОНТРОЛЯ СТАЛЬНОГО ЛИСТОВОГО ПРОКАТА НА НАЛИЧИЕ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ С ПРИМЕНЕНИЕМ ЛАЗЕРНЫХ ТРИАНГУЛЯЦИОННЫХ СКАНЕРОВ | 2022 |
|
RU2788586C1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ РАСПЛАВА И ЕГО СКОРОСТИ ВРАЩЕНИЯ ПРИ ВЫРАЩИВАНИИ КРИСТАЛЛОВ | 2013 |
|
RU2542292C2 |
| Устройство для обнаружения дефектов на поверхности сортового проката и труб | 2021 |
|
RU2772555C1 |
| КРЕПЛЕНИЕ ДЛЯ ВЫПОЛНЕННОГО С ВОЗМОЖНОСТЬЮ ПЕРЕМЕЩЕНИЯ ДАТЧИКА | 2010 |
|
RU2537369C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДВИЖУЩЕЙСЯ КОЛЕСНОЙ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2023 |
|
RU2818377C1 |
| СПОСОБ И УСТРОЙСТВО ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ И УКАЗАНИЯ МЕСТ УСТАНОВКИ ГРУЗОВ ПРИ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКЕ | 2010 |
|
RU2438106C1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ РАСПЛАВА ПРИ ВЫРАЩИВАНИИ КРИСТАЛЛОВ | 2004 |
|
RU2281349C2 |
Заявленная группа изобретений относится к области для измерения геометрических параметров стальных листов в прокатном производстве. Лазерная измерительная система для измерения геометрических параметров листа, движущегося по рольгангу, предназначенная для сбора, состоит из совокупности как минимум девяти лазерных триангуляционных датчиков 2D профилометров, расположенных над поверхностью стального листа на раме, установленной на портал, образующих по меньшей мере три измерительные линии ИЛ1, ИЛ2, ИЛ3 на расстоянии 500 мм друг от друга, перпендикулярных оси рольганга. При этом по меньшей мере по три датчика в первом ряду, во втором ряду и в третьем ряду образуют лазерные линейки L1, L2, L3 с расстояниями между датчиками в каждом ряду. Причем линии удовлетворяют условию перекрытия зон «обзора» лазерных линеек L1, L2, L3 так, чтобы между измерениями в пределах линии ИЛ не было разрыва, и осуществляющие в каждой своей измерительной линии и ряду обработку первичных данных, используемых для построения виртуальной модели поверхности листа. Технический результат – возможность измерения плоскостности, серповидности и ширины листа и исключение влияния на результаты измерений вибраций, изгибов и крутильных колебаний поверхности листа при его перемещении по рольгангу. 2 н. и 4 з.п. ф-лы, 17 ил.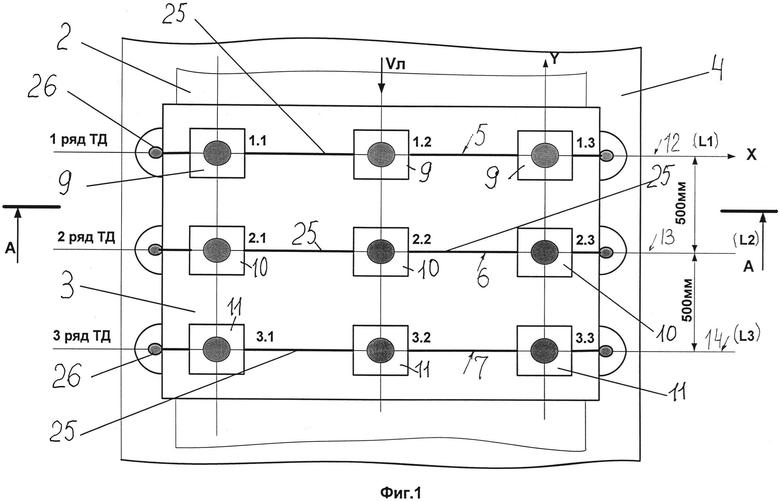
1. Способ измерения геометрических параметров стального листа, движущегося по рольгангу, включающий сбор первичных данных, предварительную обработку и фильтрацию изображения поверхности листа, расчет координат измеренных профилей и поверхности листа, использование программного обеспечения путем сканирования с помощью лазерных триангуляционных датчиков поверхности листа, построение по определенному алгоритму виртуальной модели поверхности стального листа и последующую визуализацию виртуальной модели поверхности листа в компьютере, отличающийся тем, что алгоритм для получения исходных данных принимает за начало отсчета координат некую виртуальную плоскость С, «парящую» над листом на расстоянии (100-300 мм) от плоскости рольганга, использует для построения виртуальной модели поверхности листа измерительную систему, состоящую из совокупности лазерных триангуляционных датчиков 2D-профилометров, расположенных над поверхностью стального листа, образующих по меньшей мере три измерительные линии ИЛ1, ИЛ2, ИЛ3 на расстоянии 500 мм друг от друга, перпендикулярных оси Y рольганга, с тремя датчиками в первом ряду, во втором ряду и в третьем ряду, всего с девятью датчиками, с лазерными линейками: L1, L2, L3 осуществляет обработку первичных данных, используемых для построения виртуальной модели поверхности листа, вводит функцию R1(X) распределения расстояний между виртуальной плоскостью С и проекцией лазерной линейки L1 на поверхность листа или, в его отсутствие, до любых других объектов в зоне обзора датчиков (ролики рольганга, пола и т.д.), аналогично вводит новые функции R2(X), R3(X), связанные с лазерными линейками L2, L3, осуществляет акты измерений расстояний от виртуальной плоскости С до поверхности листа, синхронно, с частотой 100-500 Гц, снимает распределения этих расстояний R1(X), R2(X), R3(X) по всем лазерным линейкам L1, L2, L3 на поверхности листа, пола, металлоконструкций, элементов рольганга, на которые осуществлены проекции лазерных лучей линеек L1, L2, L3, получает целый набор из n профилей, осуществившихся в моменты времени Т1, Т2, Т3…Tn, идентифицирует дискретные профили R1(X), R2(X), R3(X), формирует буферы профилей для каждой лазерной линейки, как только обнаружено начало листа, и завершает набор профилей, когда лист покидает зону соответствующей лазерной линейки L1, L2, L3, обрабатывает в каждой лазерной линейке L1, L2, L3 дискретные профили, получает на листе три «независимых буфера или «хранилища» профилей R1(X), R2(X), R3(X), заменяет дискретные профили R1(X), R2(X), R3(X) на гладкие линии С3, очищенные от шумов и помех в виде вибраций и различного рода механических колебаний листа при движении по рольгангу, преобразует очищенные от помех профили R1*, R2*, R3* в три независимые виртуальные модели одной и той же поверхности листа вдоль оси Y рольганга, аппроксимирует распределение профилей R1*, R2*, R3* по линии С4 в направлении оси Y движения листа, корректирует совокупности профилей R1*, R2*, R3* путем прибавления или вычитания одной и той же константы, позволяющей профилю максимально приблизиться к поверхности аппроксимации, аппроксимируя виртуальную поверхность листа только продольными линиями С5, завершает коррекцию и уточнение виртуальной модели поверхности листа по выражению: ρ(Y0)=(R1+R3)/2-R2, определяющее абсолютную величину и знак локальной кривизны ρ(Y0) в любой точке X, Y поверхности листа при фиксированном значении по оси X, строит окончательную виртуальную модель поверхности листа по трем независимым источникам информации для построения виртуальной модели поверхности листа: лазерные линейки L1, L2, L3, получает три независимые виртуальные поверхности S1*, S2*, S3*, сопоставляет эти виртуальные поверхности, осуществляет построение и визуализацию в компьютере достоверной виртуальной модели поверхности S листа, после чего применяются методы измерения геометрических параметров, аналогичные ручным методам измерения - прикладыванием линейки, измерением зазоров и пр., при этом величина перпендикулярного отрезка, построенного от виртуальной прямой к каждой точке кривой, построенной по координатам текущего профиля листа, будет отражать величину неплоскостности в каждой точке профиля листа, при расчете серповидности используются координаты кромок точек с трех лазерных ИЛ путем построения треугольника, высота которого, построенная из координаты кромки на ИЛ2, будет отражать величину серповидности на измеряемом метре, а измерение ширины листа осуществляется по трем лазерным линиям ИЛ путем сложения базовых расстояний между ТД линии измерения и координат кромок листа, полученных датчиками, в зоне работы которых находятся кромки листа, с учетом наличия разворота листа в зоне измерения.
2. Лазерная измерительная система для измерения геометрических параметров листа, движущегося по рольгангу, предназначенная для сбора, предварительной обработки и фильтрации изображения поверхности листа, расчета координат измеренных профилей и поверхности листа, использования программного обеспечения путем сканирования с помощью лазерных триангуляционных датчиков поверхности листа, построения по определенному алгоритму виртуальной модели поверхности стального листа и последующей визуализации виртуальной модели поверхности листа в компьютере, отличающаяся тем, что она состоит из совокупности как минимум девяти лазерных триангуляционных датчиков 2D профилометров, расположенных над поверхностью стального листа на раме, установленной на портал, образующих по меньшей мере три измерительные линии ИЛ1, ИЛ2, ИЛ3 на расстоянии 500 мм друг от друга, перпендикулярных оси рольганга, по меньшей мере по три датчика в первом ряду, во втором ряду и в третьем ряду, образующих лазерные линейки L1, L2, L3 с расстояниями между датчиками в каждом ряду, линии, удовлетворяющие условию перекрытия зон «обзора» лазерных линеек L1, L2, L3 так, чтобы между измерениями в пределах линии ИЛ не было разрыва, и осуществляющие в каждой своей измерительной линии и ряду обработку первичных данных, используемых для построения виртуальной модели поверхности листа.
3. Лазерная измерительная система по п. 2, отличающаяся тем, что каждый датчик содержит регулировочный механизм, предназначенный для крепления, настройки положения датчиков и выставления в номинальное положение.
4. Лазерная измерительная система по п. 3, отличающаяся тем, что совместно с каждым регулировочным механизмом установлены стальные шторки, с фиксированием их положения прижимной пластиной, необходимые для ограничения зоны видимости датчиков, а также уменьшения сечения для выхода воздуха из кожуха, в который установлен каждый датчик.
5. Лазерная измерительная система по п. 2, отличающаяся тем, что она содержит приспособление для контроля положения лазерных триангуляционных датчиков 2D-профилометров, предназначенное для выравнивания проекций лазерных лучей триангуляционных датчиков 2D-профилометров в одну линию перпендикулярно движению листа, при этом расстояние между измерительными линиями, создаваемыми проекциями лазерных лучей датчиков по ходу движения листа, должно быть равно 500 мм, а расстояние между датчиками в каждой измерительной линии выбрано таким образом, чтобы их зоны «обзора» перекрывались и чтобы между измерениями в пределах линии не было разрыва.
6. Лазерная измерительная система по п. 2, отличающаяся тем, что она содержит систему тросов с натяжным механизмом, предназначенные для выравнивания лазерных лучей линеек в одну линию в каждой измерительной линии, ряду перед измерениями.
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОСКОСТНОСТИ ДВИЖУЩЕЙСЯ ПОЛОСЫ МАТЕРИАЛА | 1997 |
|
RU2119643C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОСКОСТНОСТИ ДВИЖУЩЕГОСЯ ЛИСТА МАТЕРИАЛА | 2006 |
|
RU2311613C1 |
| CN 103017650 A, 03.04.2013 | |||
| US 6120833 A1, 19.09.2000. | |||

