Область техники
[0001] Настоящее изобретение относится к способу штамповки, которым формуют лист из высокопрочной стали в готовое формованное изделие, которое имеет изогнутую часть в продольном направлении. В частности, настоящее изобретение относится к способу штамповки, который устраняет коробление и скручивание готового формованного изделия, вызванные остаточными напряжениями.
Предшествующий уровень техники
[0002] В последние годы для улучшения топливной экономичности и повышении безопасности автомобилей при столкновении стали использовать лист из высокопрочной стали или алюминиевого сплава с высоким пределом прочности, в частности, для частей рамы. Материал с высоким пределом прочности может улучшить эффективность при столкновении без увеличения толщины материала, таким образом, это является полезным для снижения веса.
[0003] Однако из-за более высокой прочности материалов увеличивается коробление и скручивание готового формованного изделия, которое вызывается остаточными напряжениями во время штамповки, поэтому обеспечение точности формы готового формованного изделия становится проблемой.
[0004] Когда точность формы готового формованного изделия не может быть обеспечена, образуется зазор с другими частями при сборке изделия в транспортное средство. Если величина зазора большая, при сборке возникают проблемы. Соответственно, от готового формованного изделия требуются строгая точность формы. Кроме того, в случае детали с малой кривизной в изогнутой части готового формованного изделия, то есть, если радиус кривизны изогнутой части составляет от 50 до 2000 мм, высокая точность формы особенно востребована. Форма изогнутой части представляет собой арку или дугу с непрерывно меняющейся кривизной. Если на готовом формованном изделии существует множество таких изогнутых частей, коробление и скручивание готового формованного изделия в продольном направлении являются большими из-за наличия плоских напряжений в готовом формованном изделии. По этой причине, дополнительно трудно обеспечить точность готового формованного изделия.
[0005] Чтобы удовлетворить заданным размерам, в качестве обычной общей меры борьбы с низкой точностью формы принят способ использования прототипов готового формованного изделия или прошлый опыт для предсказания величины упругого последействия и окончательной обработки формы штампа до формы, отличающейся от формы готового формованного изделия. Кроме того, в последние годы, прежде чем сделать прототипы готового формованного изделия, с помощью метода конечных элементов анализировали упругое последействие и другие аспекты операции штамповки на основе готовой форме, чтобы выполнить штамп и тем самым уменьшить объем корректировки штампа при изготовлении прототипов.
[0006] Однако при разработке штампа методом проб и ошибок возникает проблема, заключающаяся в том, что требуется много времени на разработку формы штампа, которая в достаточной мере уменьшает коробление и скручивание, и на установление условий формовки. Кроме того, поскольку для разработки штампа используется метод проб и ошибок, стоимость корректировки штампа растет, и вследствие этого возникает проблема, которая затрудняет снижение стоимости готового формованного изделия.
[0007] В качестве меры для повышения точности формы готового формованного изделия была описана техника обеспечения отогнутого края в готовом формованном изделию для устранения коробления и скручивания готового формованного изделия (PLT 1). Кроме того, была описана техника использования удерживающих поверхностей штампа и держателя заготовки для локального давления на заготовку, чтобы образовать на заготовке отогнутый край, и тем самым увеличить растяжение вертикальной части стенки так, чтобы обеспечить точность формы готового формованного изделия (PLT 2)
[0008] Техники, которые описаны в PLT 1 и PLT 2, обеспечивают отогнутый край в готовом формованном изделии для улучшения формы изделия, чтобы таким образом устранить упругое последействие. Вследствие этого формы готовых формованных изделий, к которым могут применяться данные техники, ограничены. Проблема заключается в том, что техники не являются универсально применимыми.
[0009] PLT 3 описывает способ штамповки, который улучшает точность формы штампованного изделия, имеющего поперечное сечение корытообразной формы, которое содержит верхний участок листа, участки вертикальной стенки, и участки фланца. Способ штамповки, который описан в PLT 3, штампует металлический лист в изделие промежуточной формы, которое имеет конические участки между участками вертикальной стенки и участками фланца, затем вновь штампует конические участки и участки фланца промежуточного продукта для получения готового формованного изделия.
[0010] Действительно, способ штамповки, описанный в PLT 3, повышает точность углов между участками вертикальной стенки и участками фланца в готовом формованном изделии и улучшает плоскостность участков фланца. Однако он не устраняет коробление и скручивание готового формованного изделия в целом.
[0011] PLT 4 раскрывает способ штамповки, который улучшает точность формы готового формованного изделия, которое содержит верхний участок листа и участки вертикальной стенки, и который имеет изогнутую часть. Согласно способу штамповки, который описан в PLT 4, сгибают металлический лист в промежуточный продукт, который дает большие углы сгиба участка верхнего листа и участков вертикальной стенки, чем у готового формованного изделия, затем отгибают их назад до углов сгиба готового формованного изделия.
[0012] Однако в способе штамповки PLT 4, когда металлический лист является мягким стальным листом или другим металлическим листом с не очень высоким пределом прочности, коробление и скручивание готового формованного изделия могут быть устранены, но когда это лист из высокопрочной стали или другой металлический лист с высоким пределом прочности, коробление и скручивание готового формованного изделия не могут быть устранены. Кроме того, когда готовое формованное изделие обеспечено участками фланца и имеет поперечное сечение корытообразной формы, растягивающие напряжения легко остаются на участке фланца на внутренней поверхности изогнутой части, таким образом, проблема заключается в том, что коробление и скручивание готового формованного изделия дополнительно увеличиваются.
Список ссылок
Патентная литература
[0013] PLT 1. Патентный документ Японии № 2004-25273A
PLT 2. Патентный документ Японии № 11-290951A
PLT 3. Патентный документ Японии № 2006-289480A
PLT 4. Патентный документ Японии № 2004-195535A
Сущность изобретения
Техническая проблема
[0014] Настоящее изобретение ставит задачу обеспечения способа штамповки, который может уменьшить коробление и скручивание готового формованного изделия, происходящих благодаря растягивающим напряжениям, которые остаются внутри изогнутой части, при штамповке листа из высокопрочной стали без образования отогнутого края в готовом формованном изделии.
Решение проблемы
[0015] Изобретатели обнаружили, что при штамповке листа из высокопрочной стали, для образования готового формованного изделия, содержащего верхний участок листа, участки вертикальной стенки и участки фланца, и имеющего, по меньшей мере, одну изогнутую часть с минимальным радиусом кривизны от 50 до 2000 мм в продольном направлении, для уменьшения коробления и скручивания готового формованного изделия необходимо сделать следующее.
[0016] Настоящее изобретение делит операцию штамповки на следующие этапы:
1) первый процесс формовки, заключающийся в сгибании участка фланца на участке пересечения, пока угол между участком фланца и горизонтальной линией не становится равным α1 в плоскости, включающей в себя горизонтальную линию, которая соединяет участок пересечения участка вертикальной стенки и участка фланца, и центр кривизны изогнутой части и, которая является вертикально нормальной по отношению к листу из высокопрочной стали, и
2) второй процесс формовки дополнительного сгибания участка фланца после первого процесса формовки на участке пересечения, пока угол в плоскости между участком фланца и горизонтальной линией не становится равным α2.
[0017] изобретатели обнаружили факт, заключающийся в том, что когда дополнительный угол β сгиба, который выражается как α1-α2, находится в заданном диапазоне, коробление и скручивание готового формованного изделия уменьшаются. Дополнительно, изобретатели обнаружили, что даже при использовании листа из высокопрочной стали с пределом прочности от 440 до 4600 МПа, когда упругое последействие возникает легко, принимая дополнительный угол β сгиба в заданном диапазоне, величина коробления и величина скручивания может быть получена такой же, как при использовании стального листа с пределом прочности ниже, чем 440 МПа.
[0018] Настоящее изобретение сделано на основе упомянутого выше открытия и имеет в своей сущности следующее:
[0019] (1) Способ штамповки для штамповки готового формованного изделия, содержащего верхний участок листа, участки вертикальной стенки и участки фланца и имеющего, по меньшей мере, одну изогнутую часть в продольном направлении,
при этом способ содержит:
первый процесс формовки, в котором при формовке верхнего участка листа, участка вертикальной стенки, изогнутой части и участков фланца используетcя лист из высокопрочной стали с пределом прочности от 440 до 1600 МПа, при этом участок фланца сгибается на участке пересечения, пока угол между участком фланца и горизонтальной линией не становится равным α1 в плоскости, включающей в себя горизонтальную линию, которая соединяет участок пересечения участка вертикальной стенки с фланцевым участком, и центр кривизны изогнутой части и, которая является вертикально нормальной по отношению к упомянутому листу из высокопрочной стали, и
второй процесс формовки, в котором участок фланца после первого процесса формовки дополнительно сгибают на участке пересечения пока угол в этой плоскости между участком фланца и горизонтальной линией не становится равным α2, и
причем, когда радиус кривизны изогнутой части в упомянутой плоскости составляет R0 (мм), длина участков фланца составляет b (мм), численное значение, дающее допустимое значение деформации, составляет εcr, а модуль Юнга и предел прочности упомянутого листа из высокопрочной стали составляют E (МПа) и σT (МПа), соответственно,
для α1 и α2 направление поворота, начинающееся от упомянутой горизонтальной линии в направлении, в котором участок фланца перемещается от верхнего участка листа, устанавливается положительным, и
α1>0, α2≥0, α1-α2>0, R0=50 до 2000 мм и εcr=0 до 0,023,
α1-α2, то есть дополнительный угол β сгиба, находится в следующих диапазонах:
Математическая формула 1
При
и
Математическая формула 2
При
[0020] (2) Способ штамповки в соответствии с (1), в котором изогнутая часть является аркой или дугой с кривизной, которая непрерывно меняется.
[0021] (3) Способ штамповки в соответствии с (1) или (2), в котором, по меньшей мере, в одном из упомянутых, первом процессе формовки и упомянутом втором процессе формовки, один из лицевых штампов разделяется на прижимной башмак и частично формоизменяющий штамп, прижимной башмак и другие из упомянутых лицевых штампов зажимают стальной лист, и частично формоизменяющий штамп и другие из упомянутых лицевых штампов используютcя, чтобы заставить стальной лист пластически деформироваться.
Полезные эффекты изобретения
[0022] Согласно настоящему изобретению, даже когда применяется лист из высокопрочной стали, можно обеспечить готовое формованное изделие, которое содержит верхний участок листа, участки вертикальной стенки и участки фланца, и которое имеет, по меньшей мере, одну изогнутую часть с радиусом кривизны от 50 до 2000 мм, где коробление и скручивание устранены без снабжения готового формованного изделия отогнутым краем и т.п.
Краткое описание чертежей
[0023] Фиг.1 - вид, показывающий один пример готового формованного изделия, которое имеет одну изогнутую часть.
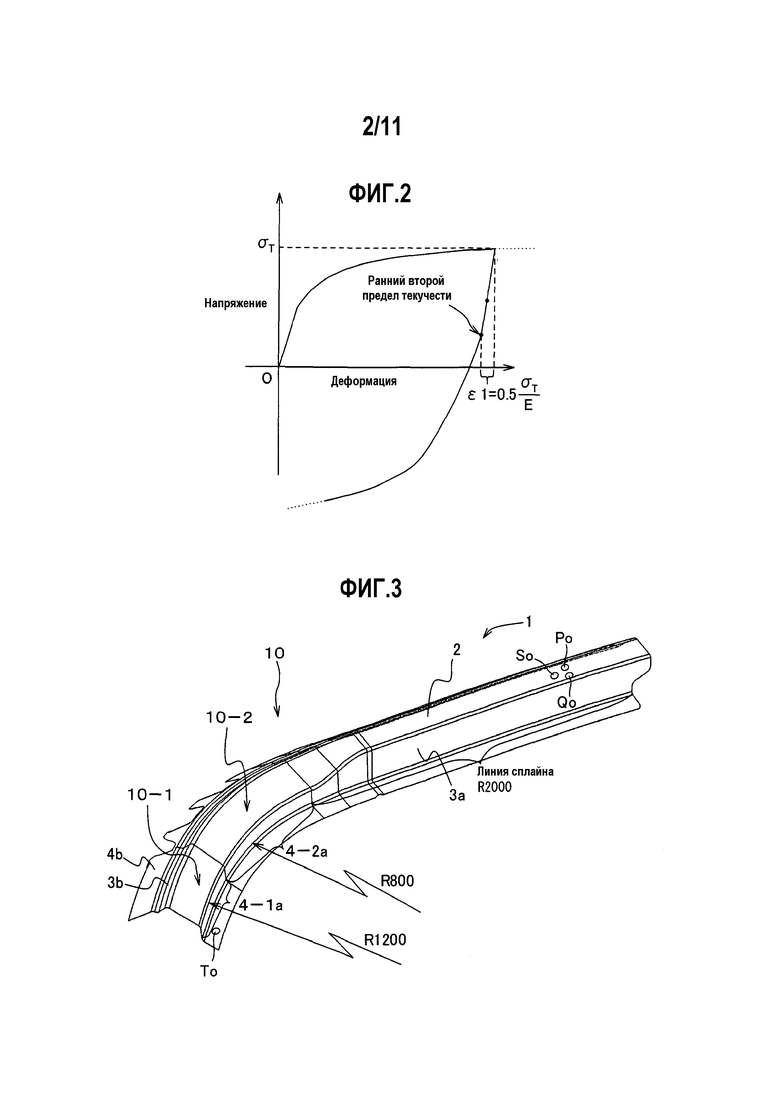
Фиг.2 показывает изменение напряжения, которое прикладывается к листу из высокопрочной стали при приложении растягивающей и сжимающей нагрузки к листу из высокопрочной стали.
Фиг.3 - вид, показывающий готовое формованное изделие, имеющее две изогнутые части.
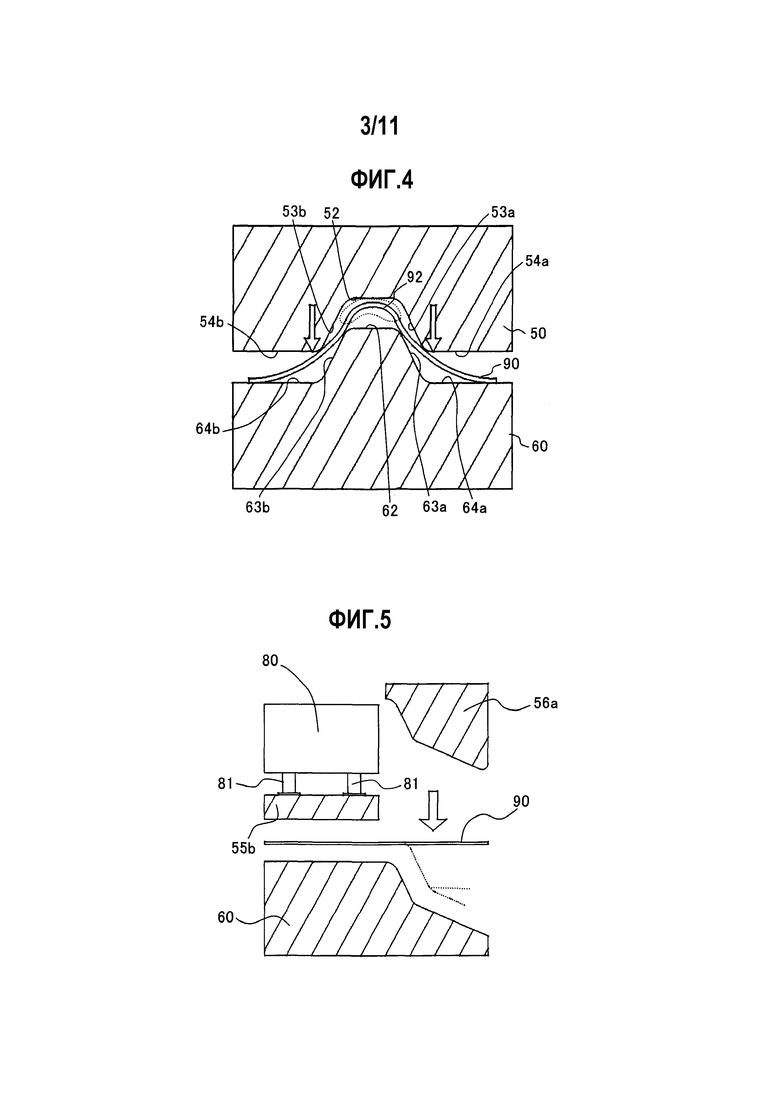
Фиг.4 - схематический вид, показывающий контур формы поперечного сечения участка, который образует изогнутую часть в штампе, используемом в первом процессе формовки.
Фиг.5 - схематический вид, показывающий контур формы поперечного сечения участка, который образует изогнутую часть в штампе, используемом в первом процессе формовки при формовке готового формованного изделия с шириной W от 15 до 30 мм.
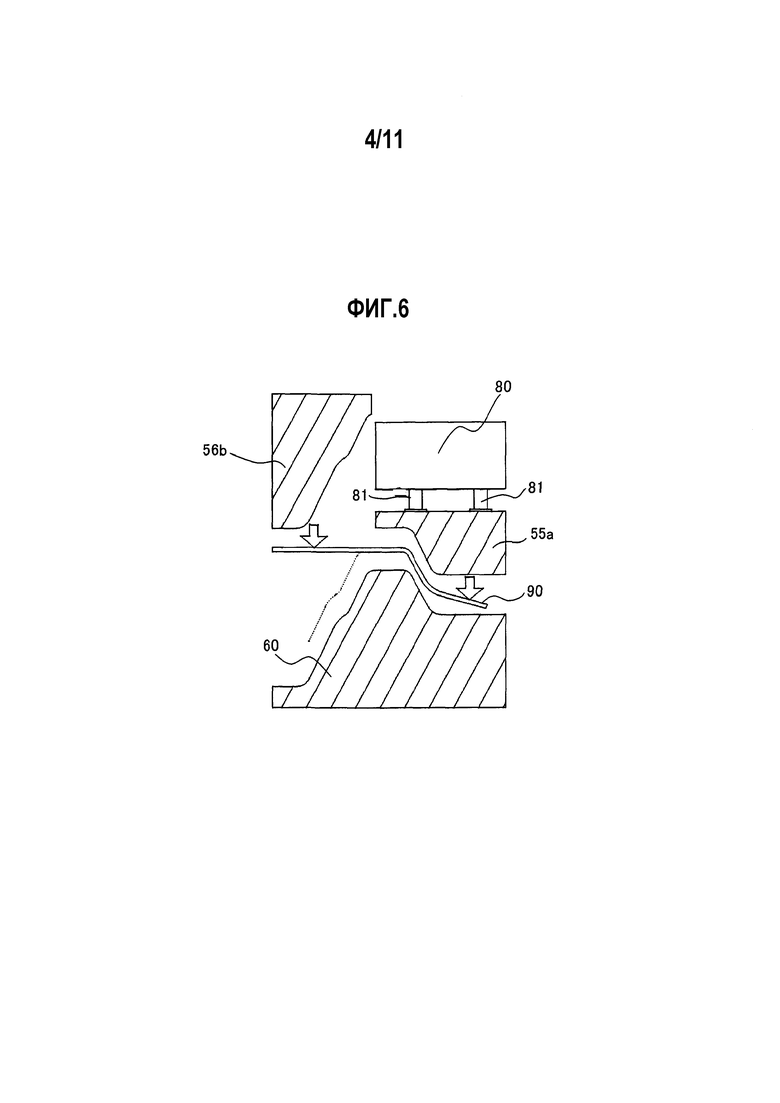
Фиг.6 - схематический вид, показывающий контур формы поперечного сечения участка, который образует изогнутую часть в штампе, используемом во втором процессе формовки при формовке готового формованного изделия с шириной W от 15 до 30 мм.
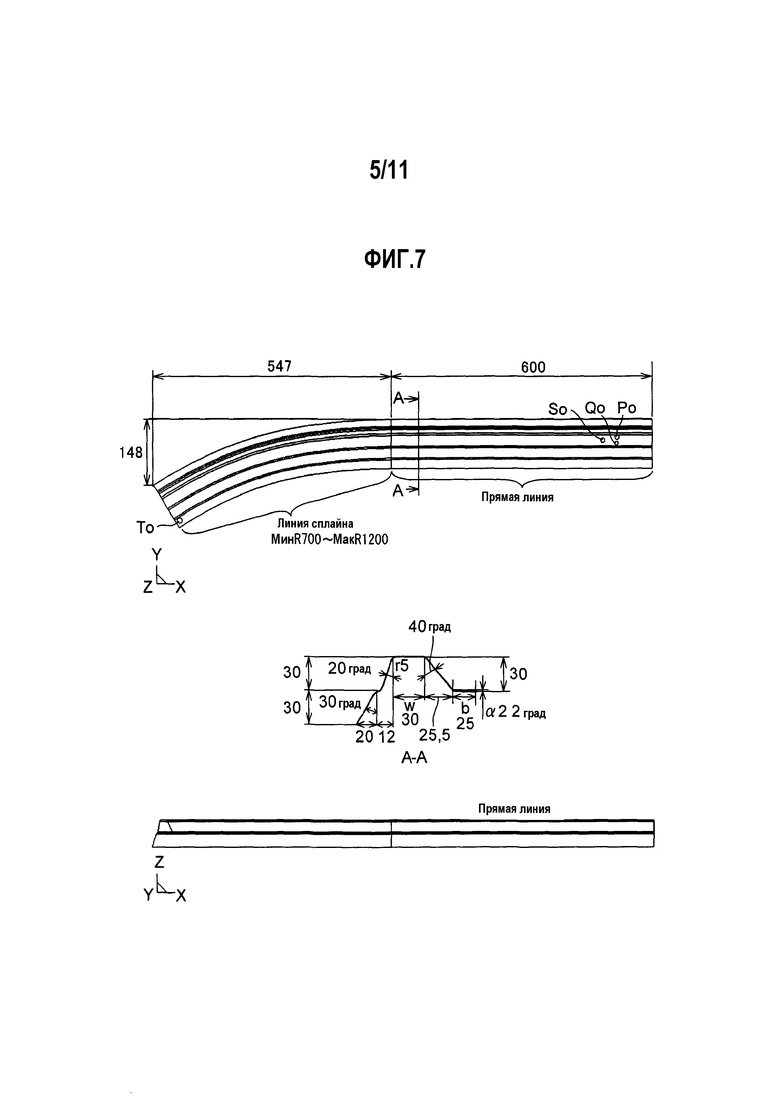
Фиг.7 - вид, показывающий форму готового формованного изделия, которое имеет участок изогнутой части с радиусом кривизны, который непрерывно меняется в диапазоне от 700 мм до 1200 мм, и имеет прямую часть, и которое плавно изгибается в продольном направлении, если смотреть на вид сверху.
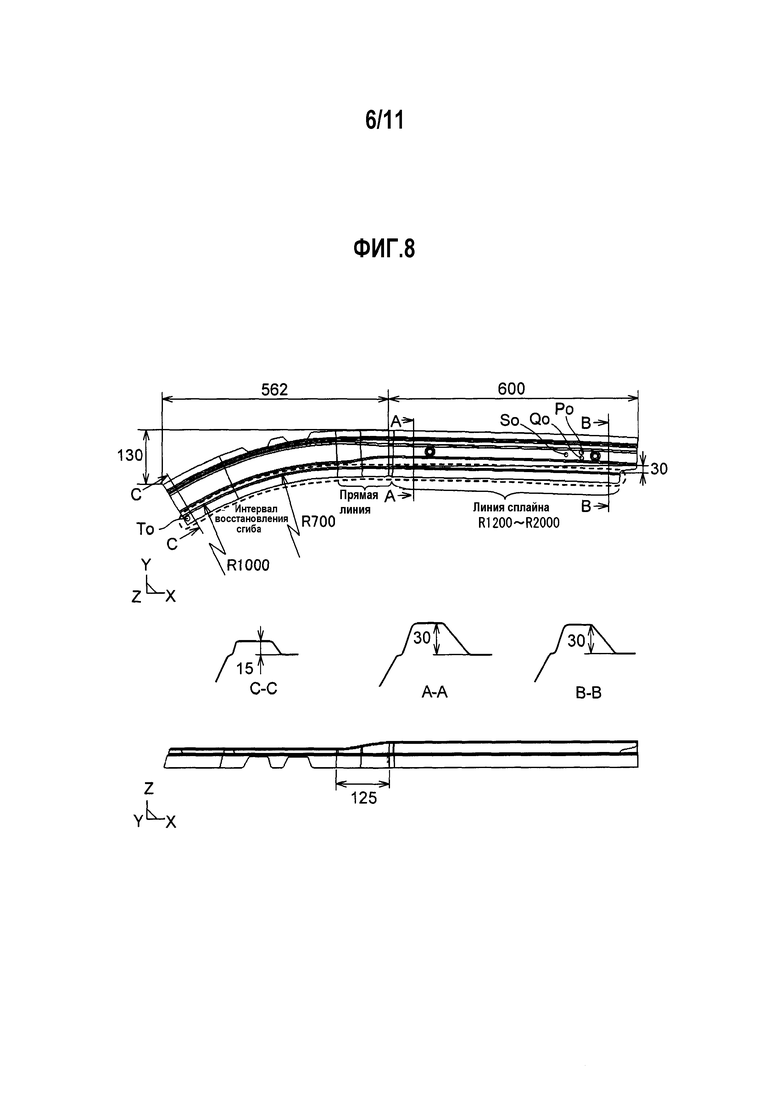
Фиг.8 - вид, показывающий готовое формованное изделие, которое имеет изогнутые части с радиусом кривизны 1000 и 700 мм и имеет прямую часть, которое дополнительно объединяет форму с радиусом кривизны, непрерывно меняющимся в диапазоне от 1200 до 2000 мм, и которое плавно изгибается в продольном направлении, если смотреть на вид сверху.
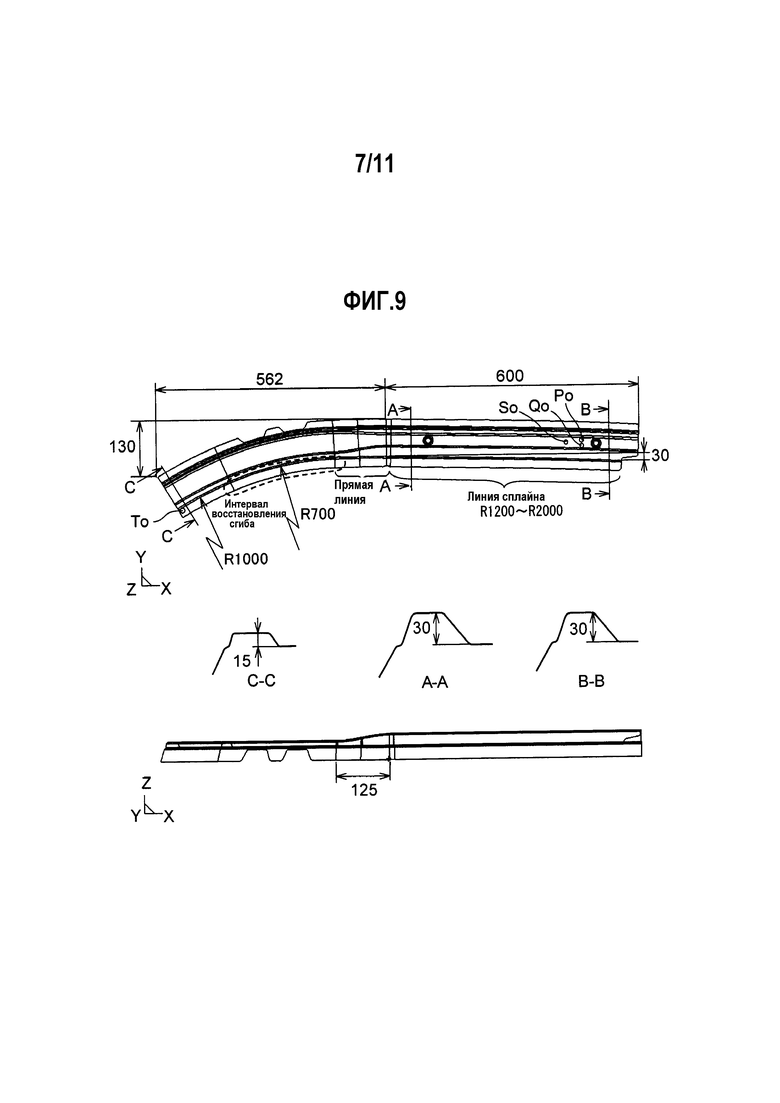
Фиг.9 - вид, показывающий готовое формованное изделие, которое имеет изогнутые части с радиусом кривизны 1000 мм и 700 мм и имеет прямую часть, который дополнительно объединяет форму с радиусом кривизны, непрерывно меняющимся в диапазоне от 1200 до 2000 мм, и которое плавно изгибается в продольном направлении, если смотреть на вид сверху. Необходимо отметить, что линия дополнительного сгибания является частью внутреннего участка фланца.
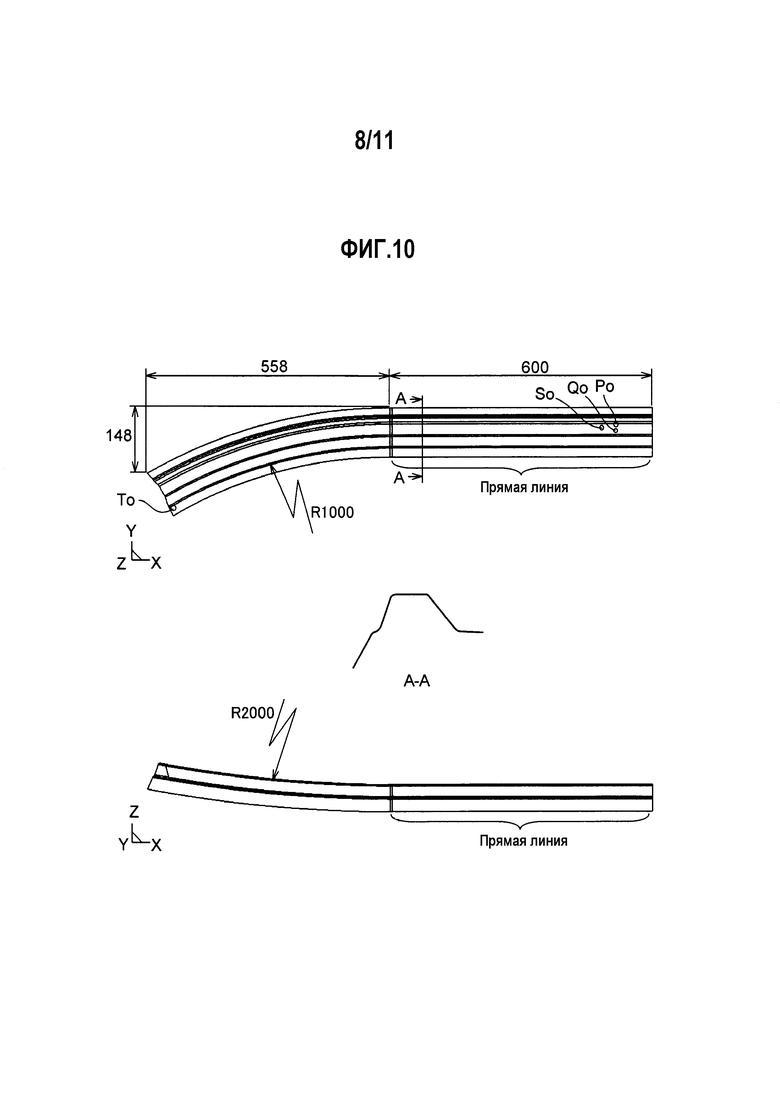
Фиг.10 - вид, показывающий готовое формованное изделие, которое имеет изогнутую часть с радиусом кривизны 1000 мм и прямую часть, если смотреть на вид сбоку, и которое дополнительно имеет изогнутую часть с радиусом кривизны 2000 мм и прямую часть, и которое плавно изгибается в продольном направлении, если смотреть на вид сверху.
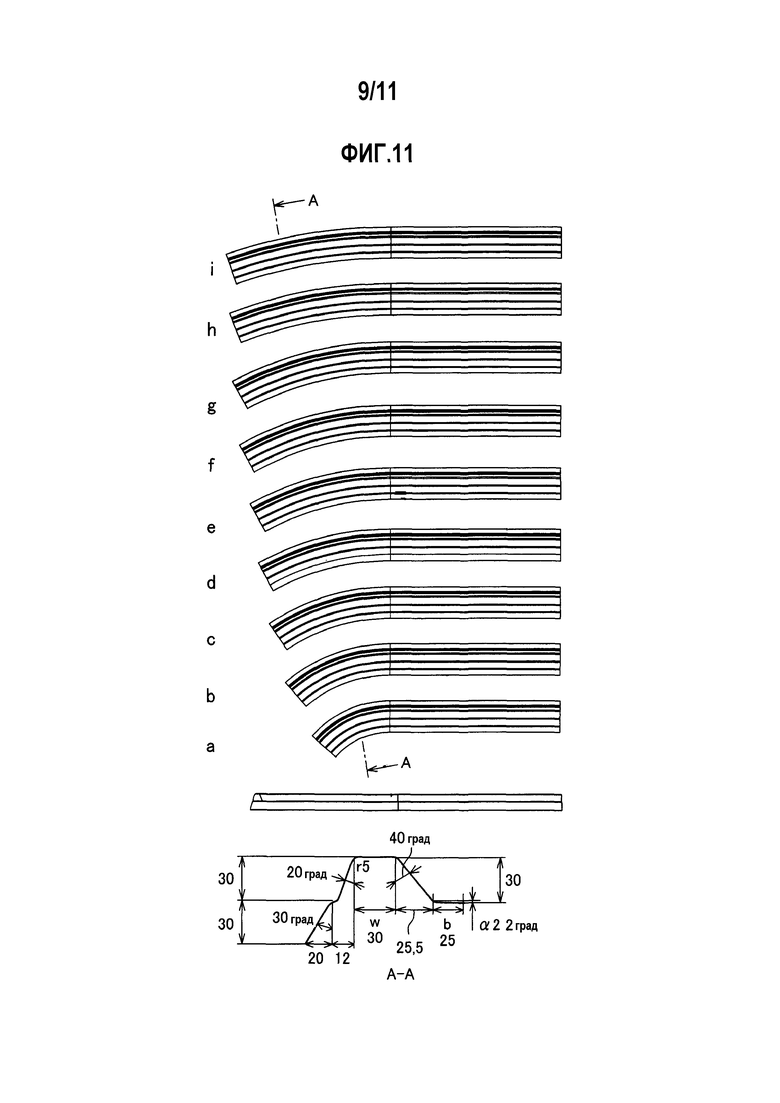
Фиг.11 - вид, показывающий один пример готового формованного изделия, которое имеет одну изогнутую часть.
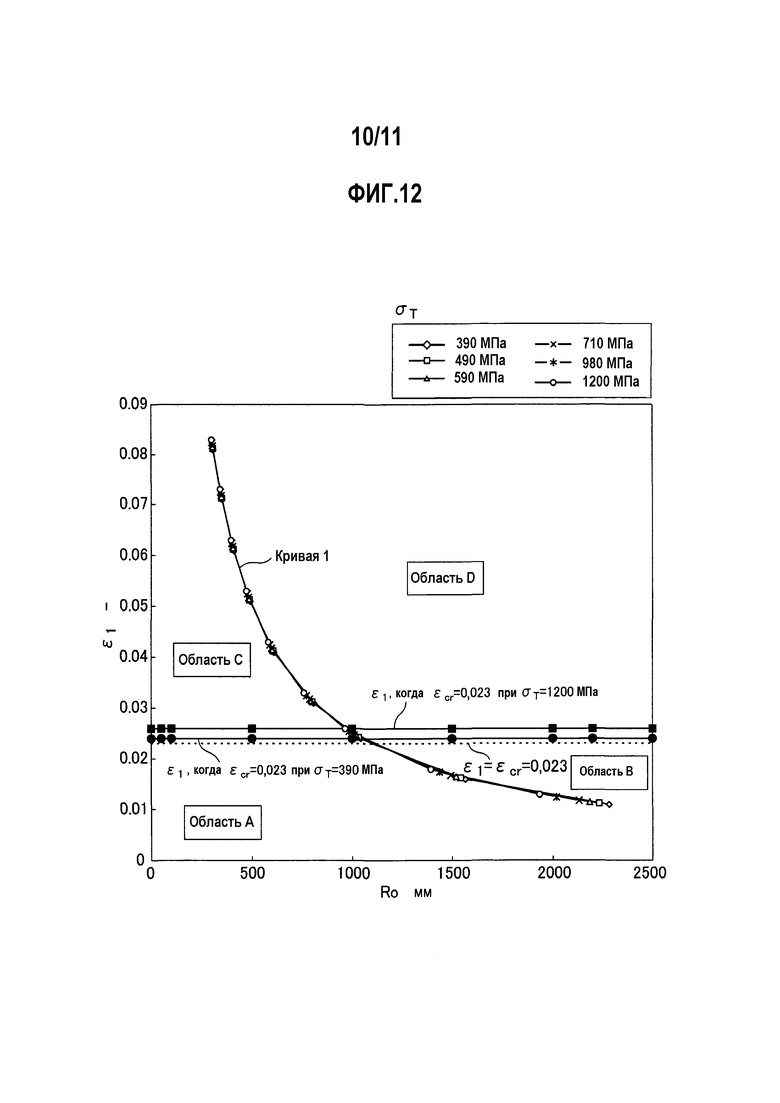
Фиг.12 - вид, показывающий, как влияют радиус кривизны R0 (мм) изогнутой части 10 и ε1, приложенный к готовому формованному изделию, на коробление, скручивание и складки готового формованного изделия.
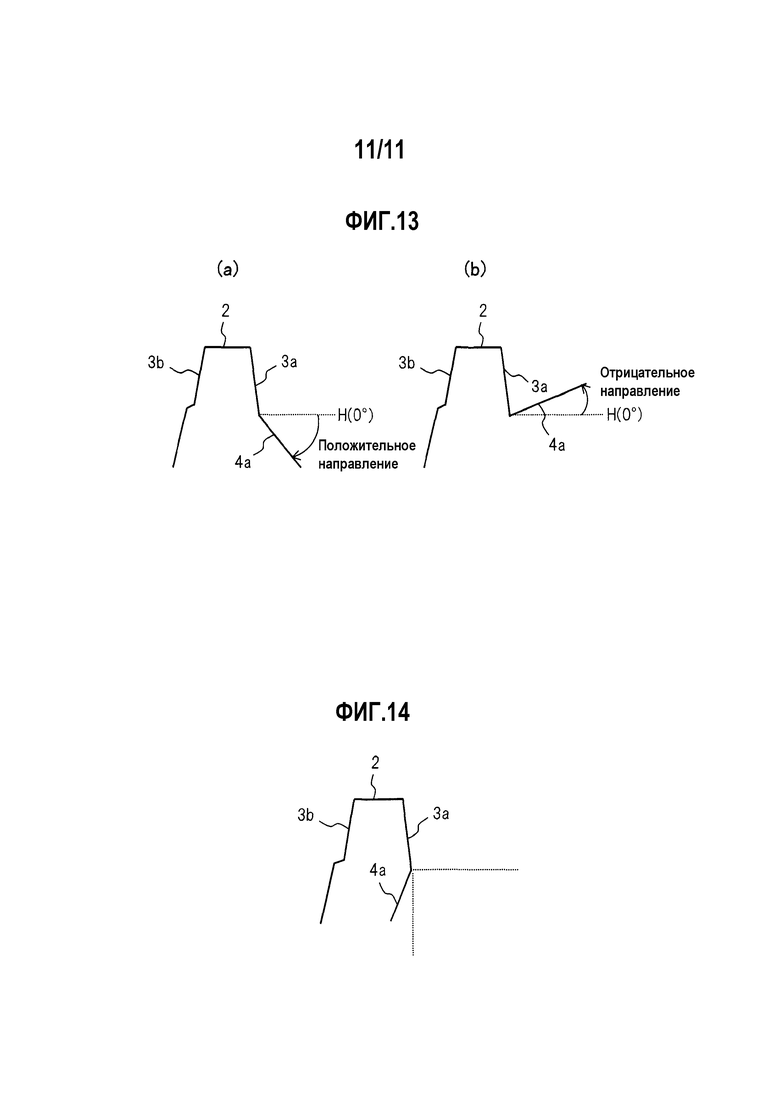
Фиг.13 - вид, который поясняет положительное и отрицательное направления α1 и α2.
Фиг.14 показывает поперечное сечение готового формованного изделия по линии I-I на фиг.1(a), когда α2+β превышает 90°.
Описание вариантов осуществления
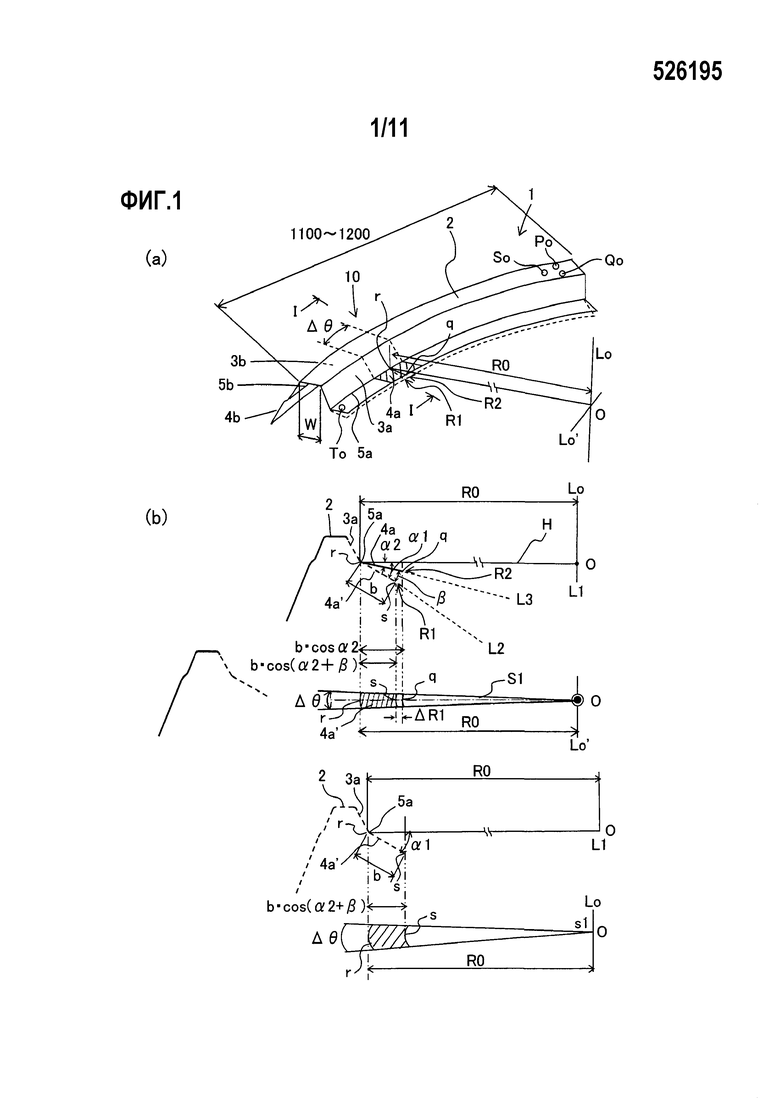
[0024] Фиг.1 - вид, показывающий один пример готового формованного изделия, которое содержит верхний участок листа, участки вертикальной стенки и участки фланца и, которое имеет одну изогнутую часть с радиусом кривизны от 50 до 2000 мм в продольном направлении. Фиг.1(a) - вид в перспективе, в то время как фиг.1(b) - вид поперечного сечения по линии I-I, показанной на фиг.1(a). В (a) ссылочная позиция 1 на фигуре показывает готовое формованное изделие.
[0025] Готовое формованное изделие 1 содержит участок 2 верхнего листа, участки 3a, 3b вертикальной стенки и участки 4a, 4b фланца. Участок 3a вертикальной стенки и участок 4a фланца находятся внутри изогнутой части 10, в то время как участок 3b вертикальной стенки и участок 4b фланца находятся снаружи изогнутой части 10. Участок 3a вертикальной стенки и участок 4a фланца пересекаются на участке 5a пересечения. Участок 3b вертикальной стенки и участок 4b фланца пересекаются на участке 5b пересечения.
[0026] Фиг.1(b) показывает вид поперечного сечения по линии I-I на фиг.1(a). Поперечное сечение, показанное сплошными линиями, является поперечным сечением после второго процесса формовки, то есть готового формованного изделия 1. Положение участка 4a фланца после второго процесса формовки показано как L3. Дополнительно, поперечное сечение, показанное пунктирными линиями, является поперечным сечением участка 4a фланца после первого процесса формовки. Положение участка 4a фланца после первого процесса формовки показано как L2.
[0027] Для одной позиции "r" изогнутой части на участке 5a пересечения между участком 3a вертикальной стенки и участком 4a фланца, центр кривизны O по отношению к позиции "r" изогнутой части, и отрезок L1, соединяющий центр кривизны O и позицию "r", определены также, как на фиг.1(b).
[0028] Для центра кривизны O, рассмотрим малый диапазон изменения Δθ позиции "r" вокруг центральной оси L0 кривизны изогнутой части. Определена маленькая плоскость S1, которая проходит через отрезок L1 и содержит в себе малый диапазон Δθ. Маленькая плоскость S1 образует часть горизонтальной поверхности, которая включает в себя отрезок L1 и ось L0', нормальную к центральной оси L0 кривизны. Необходимо отметить, что данная горизонтальная плоскость для удобства сделана горизонтальной, в качестве плоскости отсчета. Эти объяснения будут даны на поперечном сечении по линии I-I на фиг.1(a), то есть поперечном сечении, показанном на фиг.1(b). Поперечное сечение, показанное на фиг.1(b) является плоскостью, которая содержит горизонтальную линию H, соединяющую участок 5a пересечения участка 3а вертикальной стенки с участком 4a фланца, и центр O кривизны изогнутой части 10, и которая является вертикально нормальной по отношению к стальному листовому материалу.
[0029] Готовое формованное изделие 1 образовано следующим образом: сначала участок 4a фланца стального листового материала сгибается на участке 5a пересечения, пока угол между участком 4a фланца и горизонтальной линией H не становится равным α1. Эта операция сгибания называется "первым процессом формовки". Затем, после первого процесса формовки, участок 4a фланца дополнительно сгибается на участке 5a пересечения, пока угол между участком фланца и горизонтальной линией H не становится равным α2. Данная дополнительная операция сгибания называется "вторым процессом формовки". То есть в первом процессе формовки, стальной листовой материал формуется в промежуточный продукт, затем во втором процессе формовки, участок 4a фланца промежуточного продукта дополнительно сгибается для получения готового формованного изделия 1.
[0030] После окончания первого процесса формовки, на участке 3а вертикальной стенки и участке 4a фланца на внутренней поверхности изогнутой части 10 остаются растягивающие напряжения. Данные остаточные растягивающие напряжения становятся причиной упругого последействия. Вследствие этого после первого процесса формовки используетcя дополнительная операция сгибания (второй процесс формовки), чтобы путем сжатия выполнить пластическую деформацию участка 5a пересечения участка 3а вертикальной стенки и участка 4a фланца. В результате, при окончании первого процесса формовки остаточные растягивающие напряжения уменьшаются, и коробление и скручивание готового формованного изделия 1 могут быть устранены.
[0031] В поперечном сечении, показанном на фиг.1(b), радиус R0 (мм) кривизны изогнутой части 10 определен в поперечном сечении на участке 5a пересечения участка 3а вертикальной стенки и участка 4a фланца. Здесь радиус кривизны переднего конца участка 4a фланца в момент окончания первого процесса формовки показан как R1 (мм). В момент окончания второй операции формовки, то есть в готовом формованном изделии, радиус кривизны переднего конца участка 4a фланца показан как R2 (мм). Дополнительно, длина участка 4a фланца показана как b" (мм). В данном случае,
R1=R0-bcosα1
R2=R0-bcosα2
Необходимо отметить, что R0, R1 и R2 являются радиусами кривизны для малого диапазона Δθ. Вследствие этого изогнутая часть 10 может быть выполнена в виде свободно изогнутой поверхности с непрерывно меняющейся кривизной.
[0032] При этом, деформация ε1, которая передается на участок переднего конца фланца 4a, определяется следующим выражением:
ε1=(R1-R2)/R1=b(cosα2-cosα1)/(R0-bcosα1)
[0033] В зависимости от вышеупомянутой ε1, угол α1, который образован участком 3a вертикальной стенки и участком 4a фланца, сформованными в первом процессе формовки, составляет:
α1=cos-1{(bcosα2-ε1R0)/b(1-ε1)}
[0034] Вследствие этого дополнительный угол β сгиба, изменяющийся от α1 до α2, становится равным:
β=α1-α2=cos-1{(bcosα2-ε1R0)/(b(1-ε1)}-α2 (A)
[0035] Здесь деформация ε1, которая передается на участок переднего конца фланца 4a, составляет ε1=σT/E (где, σT - это предел прочности (МПа) стального листа, и E - модуль Юнга (МПа) стального листа), в случае, если стальной лист имеет предел прочности меньше, чем 440 МПа (например, мягкий стальной лист и т.п.)
[0036] Однако, когда предел прочности стального листа, который применяется в качестве материала для штамповки, составляет от 440 до 1600 МПа, то есть в случае листа из высокопрочной стали (стального листа с высоким пределом прочности), возникает эффект, когда ε1 становится меньше чем σT/E.
[0037] Данный эффект будет объяснен. Фиг.2 показывает изменение напряжения, приложенного к листу из высокопрочной стали, когда лист из высокопрочной стали с пределом прочности от 440 до 1600 МПа подвергается растягивающей нагрузке непосредственно перед разрывом и затем прикладывается сжимающая нагрузка.
[0038] Лист из высокопрочной стали с пределом прочности от 440 до 1600 МПа, страдает от явления ранней текучести вследствие эффекта Баушингера, поскольку при смене направления изменения напряжения на обратное, напряжение Δσ, которое требуется листу из высокопрочной стали для повторного достижения текучести, уменьшается относительно обычного напряжения текучести. Соответственно, ε1 также уменьшается.
[0039] Здесь, ε1 - деформация сжатия, которая придается для снижения растягивающих напряжений, которые остаются внутри изогнутой части 10 и вызывают упругое последействие. Нижний предел деформация сжатия определяется, как ε1=0,5σT/E. С другой стороны, верхний предел деформации сжатия определяется как ε1=0,5σT/E+εcr. Здесь, εcr это допустимое значение деформации, при котором участок 4a фланца готового формованного изделия 1 не образует складок. Диапазон εcr найден с помощью экспериментов и составляет от 0 до 0,023. То есть в готовом формованном изделии 1 участок 4a фланца не образует складок, когда ε1 находится в диапазоне от 0,5σT/E до (0,5σT/E)+εcr. То же самое верно в случае использования первого процесса формовки для получения промежуточного продукта.
[0040] Если преобразовать диапазон ε1 в диапазон дополнительного угла β сгиба на основании вышеприведенной формулы (A), получается следующий результат:
Математическая формула 3
[0041] Фиг.12 - вид, подготовленный на основании приведенного выше неравенства, которое показывает влияние радиуса R0 (мм) кривизны и деформации сжатия ε1 изогнутой части 10 на коробление, скручивание и образование складок готового формованного изделия. На фиг.12 кривая 1 это кривая, которую описывает
Математическая формула 4

если предел прочности σT стального листа, который применяетcя в качестве материала, составляет 390, 490, 590, 710, 980 и 1200 МПа.
[0042] На фиг.12 диапазон ε1 и вертикальное направление кривой 1 могут быть разделены на области от A до области D. Области A и B являются областями, где εcr находится в диапазоне от 0 до 0,023, то есть областями, где деформация ε1 имеет значение 0,5σT/E плюс допустимое значение εcr деформации. То есть значение верхнего предела ε1 в области A и B изменяется в зависимости от σT материала. На фиг.12 в качестве типичных примеров двумя линиями показаны значения ε1 при εcr=0,023, когда значения предела прочности составляют от σT=390 МПа до 1200 МПа. Можно считать, что значение ε1 стального материала с σT от 390 до 1200 МПа находится, по существу, между двумя данными линиями. Вследствие этого в области A и области B промежуточный продукт и готовое формованное изделие образованы без образования складок. С другой стороны, в области C и области D, ε1 превышает 0,023, так что даже при формовке промежуточный продукт и готовое формованное изделие имеют складки.
[0043] Здесь, чтобы получить готовое формованное изделие с незначительным короблением и скручиванием без появления складок, в области A и области B, где ε1 является εcr, дополнительный угол β сгиба, который определяется как α1-α2, должен быть принят в заданном диапазоне. Ниже, диапазон дополнительного угла β сгиба будет объяснен с помощью деления на область A и область B. Необходимо отметить, что для α1 и α2, как показано на фиг.13(a), направление поворота, начинающегося от положения горизонтальной линии H в направлении, в котором участок 4a фланца отходит от верхнего участка 2 листа, определено как "положительное". Наоборот, направление поворота, начинающегося от положения горизонтальной линии H в направлении, в котором участок 4a фланца подходит к верхнему участку 2 листа, определено как "отрицательное".
[0044] На фиг.12, область A, когда принято α1>0, α2≥0, α1-α2>0, и R0=50 до 2000 мм, α1-α2, то есть дополнительный угол β сгиба, должен быть принят в следующем диапазоне:
Математическая формула 5
 Когда
Когда
[0045] Здесь, как показано на фиг.12, если Ro становится больше, или ε1 становится больше, следующее значение
Математическая формула 6

иногда становится отрицательной величиной. Значением для расчета арккосинуса данной величины является, как объяснялось выше, α1, поэтому, если данное значение становится отрицательным, это означает, что значение α1 превышает 90°. Если значение α1 превышает 90°, как показано на фиг.14, угол, который участок 4a фланца образует с участком 3a вертикальной стенки, становится равным 180° или меньше. Если рассматривать штамп, например, на фиг.4, данный штамп не может быть извлечен и формованное изделие не может быть изготовлено. Вследствие этого для области A следующее положительное значение
Математическая формула 7

является необходимым условием. При этом условии может быть найдено значение α1 минус α2, то есть значение β. Значение верхнего предела β можно найти как 0,023 от значения верхнего предела εcr, когда не появляется никаких складок. Кроме того, теоретически εcr также может равняться нулю. В данном случае, значение ε1 принимается равным 0,5σT/E. Соответственно, как и диапазон β, ε1 изменяется от σT/E в диапазоне значений, которые рассчитываются в диапазоне 0,5σT/E+εcr.
[0046] Способ обработки согласно настоящему изобретению обеспечивает способ формовки, в котором сначала материал сгибают небольшими шагами, затем дополнительно сгибают его в том же направлении так, что условие α1≤0 никогда не выполняется. Дополнительно, сильное сгибание вначале не является предпочтительным, поскольку в материале легко образуются складки. Кроме того, α2<0 не является предпочтительным, поскольку деформация участков фланца вызывает легкое образование складок на участках фланца. Дополнительно, если α1-α2≤0, настоящее изобретение обеспечивает способ формовки, в который сначала сгибают материал небольшими шагами, затем дополнительно сгибает его в том же направлении так, что α1-α2≤0 никогда не выполняется. Кроме того, α1-α2≤0 не является предпочтительным, поскольку материал обрабатывается в обратном направлении и во время первой операции формовки легко образуются складки. Вследствие этого задаются α1>0, α2≥0 и α1-α2>0.
[0047] Дополнительно, если R0 меньше чем 50 мм, то в момент окончания первого процесса формовки растягивающие напряжения, которые остаются на участке 3а вертикальной стенки и участке 4a фланца изнутри изогнутой части 10, становятся чрезвычайно большими. Вследствие этого даже если принять β в диапазоне приведенного выше неравенства, невозможно снять остаточные растягивающие напряжения во втором процессе формовки. В результате, коробление и скручивание готового формованного изделия 1 увеличивается. С другой стороны, если R0 превышает 2000 мм, форма готового формованного изделия 1 становится прямой в продольном направлении, тогда в момент окончания первого процесса формовки растягивающие напряжения, которые остаются на участке 3а вертикальной стенки и участке 4a фланца изнутри изогнутой части 10, уменьшаются. Соответственно, даже если настоящее изобретение не применять, коробление и скручивание готового формованного изделия 1 являются незначительными. Кроме того, для готового формованного изделия, имеющего множество изгибов, в настоящем изобретении минимальный радиус кривизны задан как R0.
[0048] Дополнительно, когда
Математическая формула 8
α2+β, то есть α1 превышает 90°, начиная от горизонтальной линии. Фиг.14 показывает поперечное сечение готового формованного изделия по линии I-I на фиг.1(a), когда α2+β, то есть α1, превышает 90°. Как показано на фиг.14, участок 4a фланца становится наклонным в обратном направлении по отношению к направлению движения штампа. Очевидно, что использовать штамп для создания готового формованного изделия 1 невозможно.
[0049] Дополнительно, когда диапазон дополнительного угла β сгиба не удовлетворяет условию
Математическая формула 9
в то время как промежуточный продукт и готовое формованное изделие 1 могут быть сформованы без возникновения складок, коробление и скручивание готового формованного изделия 1 являются значительными.
[0050] Далее, в области B на фиг.12, принимая α1>0, α2≥0, α1-α2>0 и R0=50 до 2000 мм, диапазон α1-α2, то есть дополнительный угол β сгиба должен быть принят
Математическая формула 10
Когда
[0051] Причины для принятия α1>0, α2≥0, α1-α2>0 и R0 от равным 50 до 2000 мм, аналогичны тем, что в случае с областью A.
[0052] Дополнительно, когда не удовлетворяется
Математическая формула 11
то как объяснялось выше, α2+β, то есть α1 превышает 90°, начиная от горизонтальной линии, и участок 4a фланца становится наклоненным в обратном направлении по отношению к направлению движения штампа, так что использовать штамп для формовки невозможно. Вследствие этого верхний предел дополнительного угла β сгиба был принят 90°-α2. В данном случае α1=90°.
[0053] Задавая для дополнительного угла β сгиба диапазон, который был объяснен выше, можно получать готовое формованное изделие 1, свободное от складок на участке 4a фланца, и которое имеет незначительное коробление и скручивание.
[0054] Настоящее изобретение может применяться к любому готовому формованному изделию 1 в случае, если имеет форму, как показано на фиг.1, 3 и 7-11. Готовое формованное изделие 1, имеющее форму, например, показанную на фиг.1, 3 и 7-11, включает в себя, например, передний боковой элемент, внутреннюю переднюю стойку, внутренний продольный брус крыши кузова и т.п. автомобиля.
[0055] Изогнутая часть 10 имеет форму арки, форму эллиптической арки или криволинейную форму с непрерывно меняющейся кривизной на участках 5a, 5b пересечения, но не ограничена криволинейной формой с радиусом кривизны дуги от 50 до 2000 мм.
[0056] Дополнительно, изогнутая часть 10 не ограничена только одним изгибом на готовом формованном изделии 1. Может также быть несколько частей. Фиг.3 - вид, показывающий один пример готового формованного изделия 1 с поперечным сечением корытообразной формы, которое содержит верхний участок листа, участки вертикальной стенки и участки фланца, и имеет две изогнутые части с радиусом кривизны 800 и 1200 мм в продольном направлении.
[0057] Готовое формованное изделие 1 на фиг.3 имеет изогнутые части 10-1 и 10-2, но участки 4-1a, 4-2a фланца внутри данных изогнутых частей 10-1, 10-2 соответственно дополнительно согнуты в диапазоне упомянутого выше β.
[0058] Также в готовом формованном изделии 1 на фиг.3, растягивающие напряжения, которые остаются в конце первого процесса формовки на участках 3a вертикальной стенки 3-1a, 3-2a и участках 4a, 4-1a, 4-2a фланца на внутренних поверхностях изогнутых участков 10, 10-1, 10-2, уменьшаются во втором процессе формовки. В результате, коробление и скручивание готового формованного изделия 1 на фиг.3 также уменьшается, и участки 4a, 4-1a и 4-2a фланца не имеют складок.
[0059] В готовом формованном изделии 1 на фиг.1, ширина W части 2 верхнего листа специально не ограничена. Однако, если ширина W меньше значения от 15 мм до 30 мм, для штамповки предпочтительно используется следующий описанный способ. Необходимо отметить, что "ширина W" означает ширину в направлении, перпендикулярном продольному направлению на участке 2 верхнего листа готового формованного изделия 1 на фиг.1.
[0060] Фиг.4 - схематический вид контура формы поперечного сечения участка, образующего изогнутую часть 10 в штампе, который используется в первом процессе формовки в штампах, использующихся для штамповки готового формованного изделия 1 на фиг.1. Фиг.5 - схематический вид контура формы поперечного сечения участка, образующего изогнутую часть 10 в штампе, который используется в первом процессе формовки в штампах, использующихся для штамповки готового формованного изделия 1 шириной W от 15 до 30 мм на фиг.1. Фиг.6 - схематический вид контура формы поперечного сечения участка, образующего изогнутую часть 10 в штампе, который используется во втором процесс формовки в штампах, использующихся для штамповки готового формованного изделия 1 шириной W от 15 до 30 мм на фиг.1.
[0061] Как показано на фиг.4, первый штамп 50 и второй штамп 60 имеют формующие поверхности 52, 62 верхнего участка листа, формующие поверхности 53a, 63a внутреннего участка вертикальной стенки, формующие поверхности 53b, 63b наружного участка вертикальных стенок, формующие поверхности 54a, 64a внутреннего участка фланца и формующие поверхности 54b, 64b наружного участка фланца.
[0062] В первом процессе формовки, когда стальной лист 90 зажат между первым штампом 50 и вторым штампом 60, положение 92 готового формованного изделия 1, которое становится верхним участком 2 листа, поднимается от формующей поверхности 62 верхнего участка листа второго штампа 60. Кроме того, положение 92 значительно сгибается в направлении толщины стального листа 90. В это время на положение 92 готового формованного изделия 1, которое становится верхним участком 2 листа, действует момент в направлении толщины стального листа 90, и на верхнем участке 2 листа остаются напряжения, которые действуют, изгибая готовое формованное изделие 1 в целом (далее, изгибные напряжения). Данные остаточные изгибные напряжения снижают эффект уменьшения растягивающих напряжений во втором процессе формовки, которые остаются в момент окончания первого процесса формовки. Чтобы изгибные напряжения не оставались, формовочное давление должно быть увеличено. Однако, когда ширина W готового формованного изделия 1 является небольшой, от 15 мм до 30 мм, требуется особенно большое формовочное давление.
[0063] Вследствие этого в штампах, которые используются в первом процессе формовки, когда ширина W является небольшой от 15 до 30 мм, первый штамп 50 на фиг.4 разделяется на прижимной башмак 55b и частично формоизменяющий штамп 56a, как показано на фиг.5. Благодаря этому участки готового формованного изделия 1, которые образуют наружный участок 3b вертикальной стенки и наружный участок 4b фланца, зажимаются прижимным башмаком 55b и вторым штампом 60, в то время как частично формоизменяющий штамп 56a образует внутренний участок 3a вертикальной стенки и внутренний участок 4a фланца. То есть стальной лист 90 зажимается прижимным башмаком 55b и вторым штампом 60, затем частично формоизменяющий штамп 56a и второй штамп 60 используютcя, чтобы заставить стальной лист 90 пластически деформироваться для образования внутреннего участка 3a вертикальной стенки и внутреннего участка фланца 4a. Делая это, можно предотвратить остаточные изгибные напряжения на верхнем участке 2 листа без увеличения формовочного давления. Необходимо отметить, что прижимной башмак 55b прижимается ко второму штампу 60 с помощью малогабаритных гидравлических цилиндров 81, которые присоединены к прессовой машине 80. Стальной лист 90 просто зажат между прижимным башмаком 55b и вторым штампом 60, так что большая нагрузка не требуется.
[0064] Дополнительно, делая штампы, которые используютcя для второго процесса формовки, как показано на фиг.6, второй штамп 60, прижимной башмак 55a и частично формоизменяющий штамп 56b, участок 2 верхнего листа и внутренний участок 3a вертикальной стенки зажимаются прижимным башмаком 55a и вторым штампом 60, в то время как прижимной башмак 55a используетcя, чтобы дополнительно согнуть внутренний участок 4a фланца, а частично формоизменяющий штамп 56b и штамп 60 используютcя, чтобы образовать наружный участок 3b вертикальной стенки и наружный участок 4b фланца. То есть промежуточное формованное изделие, которое было получено в первом процессе формовки, зажимается прижимным башмаком 55a и вторым штампом 60, в то время как прижимной башмак 55a и штамп 60 используютcя, чтобы заставить внутренний участок 4a фланца пластически деформироваться, чтобы дополнительно согнуть, при этом частично формоизменяющий штамп 56b и штамп 60 используютcя, чтобы заставить стальной лист 90 пластически деформироваться для образования наружного участка 3b вертикальной стенки и наружного участка фланца 4b. Делая это, можно предотвратить остаточные изгибные напряжения на участке 2 верхнего листа. Необходимо отметить, что прижимной башмак 55a прижимается с помощью малогабаритных гидравлических цилиндров 81, которые присоединены к прессовой машине 80. Это делается потому, что для дополнительного сгибания внутренних участков 4a фланца не требуется большая нагрузка.
[0065] Как объяснялось выше, в первом процессе формовки прижимной башмак 55b и второй штамп 60 зажимают участок 2 верхнего листа и внутренний участок 3a вертикальной стенки, в то время как частично формоизменяющий штамп 56a формует участок 2 верхнего листа, внутренний участок 3a вертикальной стенки и внутренний участок 4a фланца. Дополнительно, во втором процессе формовки прижимной башмак 55a используетcя, чтобы дополнительно согнуть внутренний участок 4a фланца после первого процесса формовки, в то время как частично формоизменяющий штамп 56b используетcя для формовки наружного участка 3b вертикальной стенки и наружного участка 4b фланца.
[0066] При формовке данным способом можно дополнительно усилить эффект уменьшения коробления и скручивания готового формованного изделия 1, получающийся в результате дополнительного сгибания внутреннего участка фланца 4a. В частности, это эффективно, когда W составляет от 15 мм до 30 мм.
Примеры
[0067] В дальнейшем настоящее изобретение будет объяснено дополнительно посредством примеров, но параметры в примерах являются примерами параметров, которые используются для подтверждения работоспособности и полезных эффектов настоящего изобретения. Настоящее изобретение не ограничено данными примерами параметров. До тех пор, пока не произойдет отклонения от сущности настоящего изобретения и для достижения цели настоящего изобретения в настоящем изобретении могут использоваться различные параметры.
[0068] Пример 1
Стальные листы с различающимися толщинами и пределами прочности использовались для операций штамповки с помощью способа настоящего изобретения для изготовления готовых формованных изделий 1, которые показаны на фиг.1, фиг.3 и фиг.11a - фиг.11i.
[0069] Все изготовленные готовые формованные изделия 1 оценивались на коробление и скручивание следующим образом. В каждом из готовых формованных изделий 1 измерялись положения четырех точек P0, Q0, S0, T0, которые показаны на фиг.1 и фиг.3. Координаты были обозначены как точки P, Q, S и T. Дополнительно, отрезок T0T при закрепленных трех точках P0=P, Q0=Q и S0=S был определен как "степень коробления и скручивания". То есть, когда коробление и скручивание полностью отсутствуют, P0=P, Q0=Q, S0=S и T0=T, поэтому степень коробления и скручивания, показанная отрезком T0T, становится равной 0. Необходимо отметить, что четыре точки P0, Q0, S0 и T0 на фиг.11a - фиг.11i основаны на фиг.1 и фиг.3.
[0070] Результаты оценки показаны в таблице 1. В таблице 1 готовое формованное изделие 1 относится к любому на фиг.1, фиг.3 и фиг.11a - фиг.11i, но значение ширины W, толщина листа и предел прочности стального листа, который применяется, дополнительный угол β сгиба, использование прижимных башмаков 55a, 55b и т.п. также описаны вместе.
[0077] Как ясно видно из таблицы 1, было подтверждено, что принимая диапазон дополнительного угла β сгиба настоящего изобретения, даже при формовке готовых формованных изделий 1 из листа высокопрочной стали от 440 до 1600 МПа, приведенных на фиг.1, фиг.3 и фиг.11a-11b, объем коробления и скручивания становится аналогичным примеру формовки мягкого стального листа с пределом прочности 390 МПа, и что никаких складок на внутренних участках 4a, 4-1a и 4-1b фланца не образуется. Необходимо отметить, что дополнительный угол β сгиба является важным фактором, влияющим на степень коробления и скручивания. Было подтверждено, что используя диапазон β настоящего изобретения, степень коробления и скручивания могут быть уменьшены до 17 мм или меньше. Дополнительно было подтверждено, что примеры изобретения позволяют значительно уменьшить степень коробления и скручивания по сравнению с примерами предшествующих уровней техники, которые не используют две стадии для формовки, как в настоящем изобретении, но используют одну операцию формовки для получения готового формованного изделия 1.
[0078] В частности, было подтверждено, что когда W составляет от 15 до 30 мм, использование прижимных башмаков 55a, 55b является особенно эффективным.
[0079] С другой стороны, было подтверждено, что когда дополнительный угол β сгиба меньше нижнего предела настоящего изобретения, больший объем коробления и скручивания происходит даже при формовке мягкого стального листа с пределом прочности 440 МПа.
[0080] Также было подтверждено, что когда дополнительный угол β сгиба больше верхнего предела настоящего изобретения, подобная степень коробления и скручивания происходит при формовке мягкого стального листа с пределом прочности 440 МПа, но образуются складки на внутренних участках 4a, 4-1a и 4-1b фланца.
[0081] Пример 2
Продольный брус наружного усиления крыши рамной части автомобиля показан на фиг.7. Данная часть, как показано на фиг.7, имеет форму, которая плавно изгибается в продольном направлении (форму с непрерывно меняющейся кривизной от минимального радиуса 700 мм до максимального радиуса 1200 мм).
[0082] Если выполнять штамповку продольного бруса наружного усиления крыши, который изогнут в продольном направлении, то при формовке участка 3a вертикальной стенки, коробление и скручивание происходят благодаря моменту в направлении толщины листа, возникающему на поверхности 2 верхнего листа, а также растягивающим напряжениям, возникающим при формовке внутренней части участка 4a фланца.
[0083] Вследствие этого изобретатели использовали лист из высокопрочной стали толщиной 1,0 мм и пределом прочности 980 МПа для выполнения упомянутого выше первого процесса формовки и второго процесса формовки. Этап 2-1 эксперимента является примером предшествующего уровня техники, который не использует две стадии для формовки, как в настоящем изобретении, но использует одну операцию формовки для получения готового формованного изделия 1. Этап 2-2 эксперимента является примером изобретения, который выполняет первый процесс формовки и второй процесс формовки настоящего изобретения. Результаты измерений упругого последействия участка переднего конца (степень коробления и скручивания) показаны в таблице 2. Необходимо отметить, что степень коробления и скручивания оценивалась способом, основанным на примере 1.
[0085] Пример предшествующего уровня техники на этапе 2-1 эксперимента страдал от значительного коробления и скручивания. В противоположность этому в примере изобретения на этапе 2-2 эксперимента был применен первый процесс формовки и второй процесс формовки, и таким образом, может быть подтверждено, что это устранило коробление и скручивание.
[0086] Пример 3
В действительности, как показано на вышеупомянутой фиг.8, существуют вырезанные части. Кроме того, существуют посадочные отверстия для соединения, формованные отогнутые края и другие, использующиеся при сборке частей с использованием сварки, болтов и т.п. Это позволяет во время сборки по месту избежать взаимодействия с другими частями, которые изогнуты в продольном направлении. Кроме того, это повышает прочность и прочее.
[0087] Если штампуется часть, изогнутая в продольном направлении, то при формовке участков 3a вертикальной стенки, коробление и скручивание возникает благодаря моменту в направлении толщины стального листа, возникающему на поверхности 2 верхнего листа, и растягивающим напряжениям, возникающим при формовке внутреннего участка 4a фланца.
[0088] Вследствие этого лист из высокопрочной стали толщиной 1,0 мм и пределом прочности 980 МПа был формован с помощью упомянутого выше первого процесса формовки и второго процесса формовки. Этап 3-1 эксперимента является сравнительным примером, который не использует две стадии для формовки, как настоящее изобретение, но использует одну операцию формовки для получения готового формованного изделия 1. Этап 3-2 эксперимента является примером изобретения, в котором внутренний участок фланца формуется в диапазоне, показанном пунктирными линиями на фиг.8 с помощью первого процесса формовки и второго процесса формовки, согласно настоящему изобретению. Результаты измерений степени коробления и скручивания готового формованного изделия 1 показаны в таблице 3. Необходимо отметить, что, степень коробления и скручивания оценивали способом на основе примера 1.
[0090] Изделие в сравнительном примере на этапе эксперимента 3-1 претерпело значительное коробление и скручивание. В противоположность этому в примере изобретения на этапе 3-2 эксперимента применялся первый процесс формовки и второй процесс формовки, и таким образом, может быть подтверждено, что это устранило коробление и скручивание.
[0091] Пример 4
Диапазон дополнительного сгибания на внутренней части фланца может также быть частичным. Вследствие этого пример изобретения на этапе 4-2 эксперимента формует внутренний участок фланца в диапазоне, показанном пунктирными линиями на фиг.9 с помощью первого процесса формовки и второго процесса формовки настоящего изобретения. Результаты измерений степени коробления и скручивания готового формованного изделия 1 показаны в таблице 4. Необходимо отметить, что, степень коробления и скручивания оценивали способом, основанным на примере 1. Дополнительно, как и на этапе 4-1 эксперимента, был подготовлен и оценен сравнительный пример, который не использует две стадии для формовки, как в настоящем изобретении, но использует одну операцию формовки для получения готового формованного изделия 1.
[0093] Пример изобретения на этапе 4-2 эксперимента применяет первый процесс формовки и второй процесс формовки и вследствие этого может считаться подтверждением устранения коробления и скручивания. В противоположность этому сравнительный пример уровня 4-1 эксперимента претерпел значительное коробление и скручивание.
[0094] Пример 5
Одна часть продольного бруса крыши наружного усиления рамной части автомобиля показана фиг.10. Если выполнять штамповку продольного бруса крыши наружного усиления, изогнутого в продольном направлении, при формовке участков вертикальной стенки коробление и скручивание образуются благодаря моменту в толщине стального листа, возникающему на верхней поверхности листа и растягивающим напряжениям, возникающим при формовке внутри фланцевой части.
[0095] Вследствие этого лист из высокопрочной стали толщиной 1,0 мм и относящийся к классу сталей с пределом прочности 980 МПа, подвергался вышеупомянутому первому процессу формовки и второму процессу формовки. Этап 5-1 эксперимента является сравнительным примером, который не использует две стадии для формовки, как в настоящем изобретении, но использует одну операцию формовки для получения готового формованного изделия 1. Этап 5-2 эксперимента является примером изобретения, который применяет первый процесс формовки и второй процесс формовки настоящего изобретения. Результаты измерений степени коробления и скручивания показаны в таблице 5, Необходимо отметить, что, степень коробления и скручивания оценивали способом, который основан на примере 1.
[0096] В сравнительном примере на этапе 5-1 эксперимента изделие имеет значительное коробление и скручивание. В противоположность этому в примере изобретения на этапе 5-2 эксперимента был применен первый процесс формовки и второй процесс формовки, и, таким образом, может быть подтверждено, что это устранило коробление и скручивание.
Промышленная применимость
[0097] Как объяснялось выше, согласно настоящему изобретению можно обеспечить готовое формованное изделие 1, которое содержит верхний участок листа, участки вертикальной стенки и участки фланца и которое имеет, по меньшей мере, одну изогнутую часть с минимальным радиусом кривизны от 50 до 2000 мм в продольном направлении, в котором коробление и скручивание могут быть устранены. Вследствие этого существует возможность уменьшить низкую точность размеров готового формованного изделия. Соответственно, настоящее изобретение имеет высокую ценность при использовании в промышленности.
Список ссылочных обозначений
[0098] 1. Готовое формованное изделие
2. Верхний участок листа
3a, 3-1a, 3-2a. Внутренний участок вертикальной стенки
3b, 3-1b, 3-2b. Наружный участок вертикальной стенки
4a, 4-1a, 4-2a. Внутренний участок фланца
4b, 4-1b, 4-2b. Наружный участок фланца
5a, 5-1a, 5-2a. Внутренний участок пересечения
5b, 5-1b, 5-2b. Наружный участок пересечения
10, 10-1, 10-2. Изогнутая часть
10a, 10-1a, 10-2a. Внутренняя изогнутая часть
10b, 10-1b, 10-2b. Наружная изогнутая часть
30. Основной участок
31. Ответвленный участок
50. Первый штамп
60. Второй штамп
52, 62. Формующая поверхность верхнего участка листа
53a, 63a. Формующая поверхность внутреннего участка вертикальной стенки
53b, 63b. Формующая поверхность наружного участка вертикальной стенки
54a, 64a. Формующая поверхность внутреннего участка фланца
54b, 64b. Формующая поверхность наружного участка фланца
55a, 55b. Прижимной башмак
56a, 56b. Частично формоизменяющий штамп
80. Прессовая машина
81. Малогабаритный гидравлический цилиндр
90. Материал из листовой стали
92. Область, образующая верхний участок листа на готовом формованном изделии
H. Горизонтальная линия
P0, Q0, S0, T0. Положение точек измерения готового формованного изделия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2693402C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ | 2013 |
|
RU2610643C2 |
| Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора | 2019 |
|
RU2711697C1 |
| СПОСОБ ШТАМПОВКИ КОМПОНЕНТА, ИМЕЮЩЕГО L-ОБРАЗНУЮ ФОРМУ (ВАРИАНТЫ) | 2011 |
|
RU2535414C2 |
| ФОРМОВАННОЕ ГОРЯЧЕЙ ШТАМПОВКОЙ ИЗДЕЛИЕ, ИСПОЛЬЗУЮЩИЙ ЕГО КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ГОРЯЧЕЙ ШТАМПОВКОЙ ИЗДЕЛИЯ | 2017 |
|
RU2714357C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 1997 |
|
RU2157291C2 |
| СПОСОБ ПРОИЗВОДСТВА УСИЛИТЕЛЯ ЦЕНТРАЛЬНОЙ СТОЙКИ | 2013 |
|
RU2628268C2 |
| ШТАМПОВАННЫЙ КОМПОНЕНТ КУЗОВА АВТОМОБИЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2706253C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ И ПРЕССУЮЩИЙ ШТАМП, ИСПОЛЬЗУЕМЫЙ ПРИ ДАННОМ СПОСОБЕ | 2015 |
|
RU2663674C1 |
Изобретение относится к области обработки металлов давлением, в частности к штамповке из листа высокопрочной стали изделия, содержащего участок листа, участки вертикальной стенки и участки фланца, и которое имеет, по меньшей мере, одну изогнутую часть в продольном направлении. Формируют верхний участок листа, участки вертикальной стенки, изогнутую часть и участки фланца путем сгибания участка фланца на участке пересечения до угла между участком фланца и горизонтальной линией, равного α1 в плоскости, содержащей горизонтальную линию, соединяющую участок пересечения участка вертикальной стенки с фланцевым участком, и центр кривизны изогнутой части, и которая является вертикально нормальной по отношению к листу. Далее, дополнительно сгибают участок фланца до угла α2 в этой плоскости и дополнительного угла β сгиба в заданных диапазонах, равный α1-α2. Повышается качество изделий за счет уменьшения коробления и скручивания. 2 з.п. ф-лы, 14 ил., 5 табл.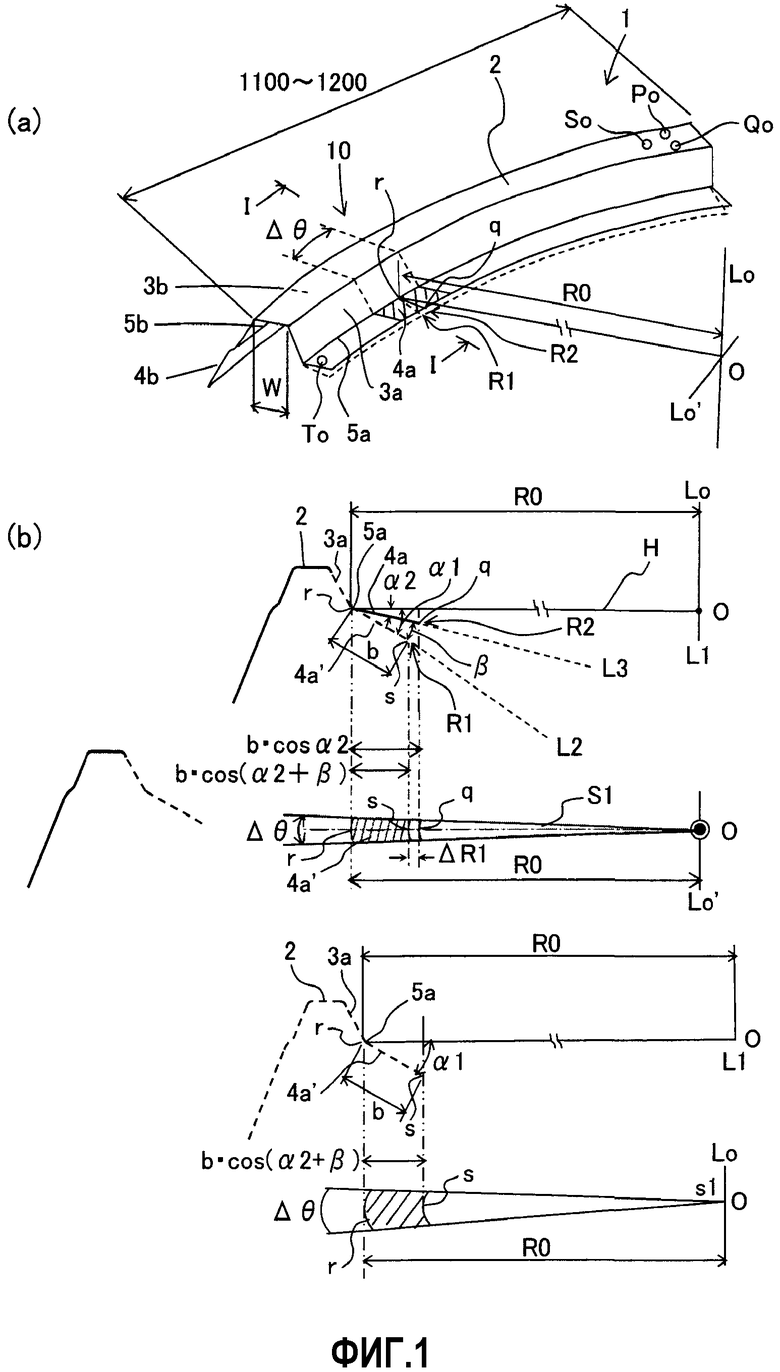
1. Способ изготовления штамповкой готового формованного изделия, содержащего верхний участок, участки вертикальной стенки и участки фланца и, по меньшей мере, одну изогнутую в продольном направлении часть,
включающий штамповку листа из высокопрочной стали с пределом прочности от 440 до 1600 МПа за два процесса штамповки,
в первом из которых участок фланца сгибают до угла α1 между участком фланца и горизонтальной линией в плоскости, содержащей указанную горизонтальную линию, соединяющую участок пересечения участка вертикальной стенки с участком фланца, и центр кривизны изогнутой части, и которая является вертикально нормальной по отношению к упомянутому листу при формовке верхнего участка листа, участка вертикальной стенки, изогнутой части и участков фланца, а
во втором процессе формовки участок фланца после первого процесса формовки дополнительно сгибают на участке пересечения до угла α2 в упомянутой плоскости между участком фланца и горизонтальной линией,
причем поворот участка фланца начинают от упомянутой горизонтальной линии в направлении, в котором участок фланца перемещают от верхнего участка листа и устанавливают положительным, при этом α1>0, α2≥0, α1-α2>0,
а дополнительный угол β сгиба, равный α1-α2, задают в диапазонах:

и
где
R0 - радиус кривизны изогнутой части в упомянутой плоскости, равный 50-2000 мм;
b - длина участков фланца, мм;
εcr - допустимое значение деформации, равное от 0 до 0,023;
Е - модуль Юнга прочности упомянутого листа из высокопрочной стали, МПа;
σT - предел прочности упомянутого листа из высокопрочной стали, МПа.
2. Способ по п. 1, в котором упомянутая изогнутая часть является аркой или дугой с непрерывно меняющейся кривизной.
3. Способ штамповки по п. 1 или 2, в котором в одном из упомянутых процессов формовки используют первый штамп в виде прижимного башмака и частично формоизменяющего штампа и второй штамп, при этом прижимной башмак и второй штамп выполняют с возможностью пластического деформирования стального листа.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ПРИЖИМНОЕ УСТРОЙСТВО к ШТАМПУдля ГЛУБОКОЙ вытяжки | 0 |
|
SU269137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

