ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом касается непрерывного процесса изготовления гибких схем для создания и переноса защитных устройств в форме микроструктур с пленки для переноса на конечную подложку.
УРОВЕНЬ ТЕХНИКИ И КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Защитные нити, а также защитные наклейки могут быть закреплены на поверхности защищенного документа (например, денежных знаков или бумаги для банкнот) или ярлыка во время или после изготовления. Закрепление этих устройств может достигаться любым из многих известных способов, включая: нанесение склеивающего при надавливании клея на обратную сторону устройства и прижимание устройства к поверхности документа или ярлыка; и нанесение активируемого при нагревании клея на обратную сторону устройства и нанесение устройства с применением технологий термопереноса на поверхность документа или ярлыка.
Производство этих защитных устройств и нанесение этих устройств на защищенные документы или ярлыки осуществляется отдельными операциями. Сочетание этих операций в непрерывном процессе рулонной технологии для изготовления и переноса этих защитных устройств на конечную подложку позволяет реализовать преимущества как в скорости, так и в точности.
Настоящее изобретение удовлетворяет потребность в обеспечении непрерывного процесса рулонной технологии для создания и переноса защитных устройств в форме микроструктурных элементов или микроструктур с пленки для переноса на конечную подложку.
Более конкретно настоящее изобретение обеспечивает пленку для переноса для переноса микроструктур на конечную подложку. Микроструктуры, переносимые при помощи пленки для переноса на конечную подложку, представляют собой однослойные или многослойные структуры, включающие: полости в по сути плоской поверхности, причем полости необязательно заполняются или покрываются другим материалом; подъемы на по сути плоской поверхности; или их комбинации.
В первом типичном варианте осуществления пленка для переноса включает пленочный носитель и один или несколько слоев термически расцепляемого клея на поверхности пленочного носителя, причем слой(и) термически расцепляемого клея состоит из множества расширяющихся микросфер и одного или нескольких склеивающих при надавливании клеев.
Термин "термически расцепляемый клей" в контексте этого описания означает клей, прилипание которого к поверхности уменьшается при нагревании до температур выше, чем приблизительно 60°C, а термин "расширяющиеся микросферы" в контексте этого описания означает полимерные микросферы, которые начинают расширяться и/или вспениваться при нагревании до температур выше, чем приблизительно 60°C.
Термически расцепляемые клеи (например, термически расцепляемые ленты) известны специалистам в данной области и применяются в обработке полупроводниковых пластин и других процессах производства электронных компонентов. Поставщиками термически расцепляемых продуктов, применяемых в электронике, являются такие компании, как Nitto Denko Corporation, 1-2, Shimohozumi 1-chome Ibaraki-shi, Osaka Japan (Nitto Denko), торгующая лентами и листами на термически расцепляемом клее REVALPHA®, и Haeun Chemtec Co., Ltd., Shingil-dong, Danwon-gu, Ansan, Kyungki-do, 425-839, Korea, торгующая термически расцепляемой пленкой REXPAN™. Однако толщина и стоимость этих продуктов не позволяют выходить за пределы маломасштабного производства образцов и не приемлемы для производства в больших объемах, как описывается авторами.
Термин "склеивающий при надавливании клей" в контексте этого описания означает клей, требующий лишь минимального надавливания для прилипания или приклеивания к поверхности.
В типичном варианте осуществления один или несколько слоев термически расцепляемого клея получают из композиции, включающей от приблизительно 25 до приблизительно 99 мас. % (предпочтительно от приблизительно 75 до приблизительно 97 мас. %, более предпочтительно - от приблизительно 90 до приблизительно 96 мас. %) композиции энергетически (например, при помощи ультрафиолетового (УФ) облучения) отверждаемого склеивающего при надавливании клея (PSA) и от приблизительно 1 до приблизительно 75 мас. % (предпочтительно от приблизительно 3 до приблизительно 25 мас. %, более предпочтительно - от приблизительно 4 до приблизительно 10 мас. %) расширяющихся микросфер.
В этом типичном варианте осуществления энергетически отверждаемая композиция PSA в целом включает:
от приблизительно 5 до приблизительно 95 мас. % (предпочтительно от приблизительно 10 до приблизительно 70 мас. %, более предпочтительно - от приблизительно 30 до приблизительно 60 мас. %) одного или нескольких эластомерных олигомеров;
от приблизительно 1 до приблизительно 75 мас. % (предпочтительно от приблизительно 5 до приблизительно 60 мас. %, более предпочтительно - от приблизительно 10 до приблизительно 40 мас. %) одной или нескольких повышающих клейкость смол; от приблизительно 0,5 до приблизительно 75 мас. % (предпочтительно от приблизительно 5 до приблизительно 60 мас. %, более предпочтительно - от приблизительно 20 до приблизительно 50 мас. %) одного или нескольких реактивных мономерных разбавителей; и
от приблизительно 0,1 до приблизительно 15 мас. % (предпочтительно от приблизительно 1 до приблизительно 8 мас. %, более предпочтительно - от приблизительно 3 до приблизительно 6 мас. %) одного или нескольких фотоинициаторов.
Во втором типичном варианте осуществления пленка для переноса включает пленочный носитель и один или несколько отвержденных связующих слоев. В этом варианте осуществления микроструктуры имеют один или несколько отвержденных конформных слоев удаляемого покрытия на их поверхности и связаны с пленкой для переноса одним или несколькими отвержденными связующими слоями. Во время переноса микроструктур нагревание для разделения не требуется.
Настоящее изобретение также обеспечивает способ применения описанных выше пленок для переноса, причем способ включает применение пленок для переноса (а) для переноса вышеописанных микроструктур в непрерывном процессе рулонной технологии на конечную подложку или (b) в качестве производственных подложек во время изготовления микроструктур с последующим переносом микроструктур в непрерывном процессе рулонной технологии на конечную подложку.
Также обеспечивается процесс переноса микроструктур на конечную подложку. В первом типичном варианте осуществления процесс включает подвергание вышеописанной пленки для переноса в непрерывном процессе рулонной технологии следующим операциям: либо образованию микроструктур на ней, либо переносу микроструктур на поверхность слоя(ев) термически расцепляемого клея пленки для переноса, причем микроструктуры являются однослойными или многослойными структурами, включающими: полости в по сути плоской поверхности, причем полости необязательно заполняются или покрываются другим материалом; подъемы на по сути плоской поверхности; или их комбинации; с последующим переносом микроструктур с пленки для переноса на поверхность конечной подложки.
В первом предпочтительном варианте осуществления процесс включает: образование микроструктур на поверхности одноразовой производственной подложки; приведение образовавшихся микроструктур в контакт с поверхностью пленки для переноса при приложении к ним давления, с активацией, таким образом, склеивающего при надавливании клея в слое(ях) термически расцепляемого клея пленки для переноса с приклеиванием микроструктур к ее поверхности; сдирание одноразовой производственной подложки; нанесение одного или нескольких активируемых нагреванием и/или давлением клеев на микроструктуры на пленке для переноса; приведение покрытых клеем микроструктур на пленке для переноса в контакт с поверхностью конечной подложки при применении нагревания и давления к пленке для переноса, что вызывает расширение (или вспенивание) микросфер в слое(ях) термически расцепляемого клея и дезактивацию склеивающего при надавливании клея, позволяя переносить микроструктуры на поверхность конечной подложки с одновременной активацией клея на микроструктурах, что позволяет микроструктурам приклеиваться к поверхности конечной подложки.
Этот вариант осуществления является особенно подходящим для микроструктур с так называемым "отсутствием восходящего/нисходящего контроля по четности" (например, преломляющих оптических систем). Как станет легко понятным специалистам в данной области, такие структуры предназначены для наблюдения сверху или с верхней стороны, а не снизу или с нижней стороны. Процесс согласно изобретению обеспечивает возможность визуального осмотра микроструктур на одноразовой производственной подложке в целях гарантии качества перед переносом микроструктур на пленку для переноса, а также позволяет надлежащим образом располагать микроструктуры в вертикальной позиции на поверхности конечной подложки.
Во втором предпочтительном варианте осуществления процесс включает: образование микроструктур на поверхности слоя(ев) термически расцепляемого клея пленки для переноса; нанесение одного или нескольких активируемых нагреванием и/или давлением клеев на образовавшиеся микроструктуры на пленке для переноса; приведение покрытых клеем микроструктур в контакт с поверхностью конечной подложки при применении нагревания и давления к пленке для переноса, что вызывает расширение (или вспенивание) микросфер в слое(ях) термически расцепляемого клея и дезактивацию склеивающего при надавливании клея, позволяя переносить микроструктуры на поверхность конечной подложки с одновременной активацией клея на микроструктурах, что позволяет микроструктурам приклеиваться к поверхности конечной подложки.
Этот вариант осуществления является особенно подходящим для микроструктур, которые не требуют осмотра верхней/нижней поверхности (например, элементов или структур проводящей цепи). Такие структуры могут быть симметричными в разрезе и не обязательно предназначены для наблюдения сверху или с верхней стороны, а не снизу или с нижней стороны.
Во втором типичном варианте осуществления процесс является непрерывным процессом рулонной технологии, который включает:
образование микроструктур на поверхности одноразовой производственной подложки;
нанесение одного или нескольких слоев удаляемого покрытия на поверхность микроструктур, причем слои удаляемого покрытия соответствуют поверхности микроструктуры, с последующим отверждением слоя(ев) удаляемого покрытия;
нанесение одного или нескольких связующих слоев на поверхность пленочного носителя и, необязательно, также на отвержденную покрытую разделительным составом поверхность микроструктур, и, во время пребывания этих поверхностей в контакте между собой, отверждение связующего(их) слоя(ев);
механическое удаление одноразовой производственной подложки с микроструктур, теперь связанных с пленочным носителем; и последующий
перенос микроструктур с пленочного носителя на поверхность конечной подложки.
В предпочтительном варианте осуществления микроструктуры переносят с пленочного носителя на поверхность конечной подложки путем: нанесения одного или нескольких активируемых нагреванием и/или давлением клеев на микроструктуры на пленочном носителе; приведения покрытых клеем микроструктур на пленочном носителе в контакт с поверхностью конечной подложки; применения нагревания и давления к пленочному носителю с последующим снятием пленочного носителя с микроструктур, что вызывает разделение микроструктур и слоя(ев) удаляемого покрытия, таким образом, позволяя переносить микроструктуры на поверхность конечной подложки с одновременной активацией клея на микроструктурах, что позволяет микроструктурам приклеиваться к поверхности конечной подложки.
Другие особенности и преимущества изобретения станут очевидными для специалистов в данной области по ознакомлении с представленным ниже подробным описанием и прилагаемыми фигурами.
Если нет иного определения, все использованные авторами технические и научные термины имеют значение в традиционном понимании для специалистов в области, к которой относится изобретение. Все публикации, патентные заявки, патенты и другие упомянутые авторами источники включены путем ссылки в полном объеме. В случае противоречия приоритетной силой обладает данное описание, включая определения. Кроме того, материалы, способы/процессы и примеры являются лишь пояснительными, но не ограничительными.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Конкретные особенности описываемого изобретения поясняются со ссылкой на ФИГ. 1, которая является технологической схемой второго типичного варианта осуществления процесса переноса микроструктур на конечную подложку согласно изобретению. Компоненты на этой фигуре не обязательно представлены с соблюдением масштаба, поскольку основное внимание уделено четкому пояснению принципов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает способы или процессы изготовления микроструктур (например, микроструктур точного литья) на подложке или пленке для непрерывной рулонной технологии способами, обеспечивающими возможность последующего переноса этих микроструктур на конечную подложку. Преимущества в скорости и точности реализуются путем применения процессов рулонной технологии для получения микроструктур при обеспечении средств переноса микроструктур на конечную поверхность, которая не обязательно является совместимой с обработкой гибкой ленты или подходящей для нее (например, жесткие конечные подложки, такие как стекло). Таким образом, конечные подложки могут иметь точные микроструктуры, нанесенные на их поверхность, без подвергания воздействию всех условий, необходимых для изготовления, например, микроструктур точного литья.
Настоящее изобретение применимо при изготовлении защитных ламинатов для паспортов, нанесении защитных наклеек или печатей на ценные документы, ярлыков на продукты, тонких пленок или фольги на банкноты, проводников или изолирующих компонентов схемы на жесткие подложки, и в других распространенных случаях нанесения микроструктурных элементов или микроструктур на поверхность.
Во избежание разночтений, наноструктуры также предусмотрены настоящим изобретением в качестве (со ссылкой на вышеизложенное) целевого назначения за пределами области защиты документов.
Далее описываются типичные варианты осуществления системы согласно изобретению. Однако авторы не ставили целью ограничение настоящего изобретения описанными вариантами осуществления. Наоборот, цель состоит в охватывании всех альтернатив, модификаций и эквивалентов.
Микроструктуры, применимые согласно настоящему изобретению, представляют собой однослойные или многослойные структуры, включающие: полости в по сути плоской поверхности, причем полости необязательно заполняются или покрываются другим материалом; подъемы на по сути плоской поверхности; или их комбинации. В типичном варианте осуществления микроструктуры (например, оптические или физические структуры) представляют собой микроструктуры точного литья, включая любые и все типы структур, форма которых может быть изготовлена путем заполнения отрицательной полости в отвержденной или вулканизированной матрице на гибкой подложке.
Примерами таких предусмотренных микроструктур точного литья могут быть многослойные оптические системы, такие как преломляющие, отражающие, дифракционные и гибридные микрооптические структуры, а также другие однослойные или многослойные структуры, такие, как проводящие следы, рисунки схем, микролинзы, волноводы, воздушные линзы с отрицательным пространством, изолирующие керамические структуры, элементы изображения пиктограмм, микротекст, противоотражающие структуры, светопреломляющие призмы, микрозеркальные структуры, структурированные полупроводники, структурированная или неструктурированная металлизация, флуоресцентная защитная печать, пористые фильтрирующие структуры, химические или электронные чувствительные элементы, фоторезистивные маскирующие структуры, штриховые дифракционные решетки, периодические или непериодические решетки, структуры для увеличения площади поверхности, структуры, изменяющие тактильность, структуры, способствующие механическому связыванию, и т.п.
В целом размер этих микроструктур (т.е. ширина или глубина) ограничивается лишь размером, достигаемым путем литья из штампа для тиснения на гибкую подложку. Размер может составлять от десятков нанометров (толщина в несколько атомных слоев) в глубину в некоторых случаях до нескольких микрометров в большинстве случаев, и до структур в миллиметровом масштабе.
Точное литье микроструктур в форме непрерывных рулонов на гибкой подложке или пленке имеет много преимуществ, в частности при рассмотрении в сочетании с перемещаемым процессом, как описывается ниже. Термин "точное литье" в контексте этого описания означает воспроизведение микроструктурированной поверхности, имеющей заданный рисунок полостей и/или подъемов, или отрицательные и положительные особенности.
Путем применения отверждаемых облучением полимеров на пленке или подвергаемых горячему тиснению пленках, например, поверхность шаблона копируется непрерывно, и в отвержденной матрице может быть образован точный рисунок полостей и/или подъемов, в результате чего образуются точно сформированные микроструктуры или "элементы пиктограмм". Примеры процессов описываются в Патенте США №7,333,268, выданном Steenblik et al., Патенте США №7,468,842, выданном Steenblik et al., Патенте США №7,738,175, выданном Steenblik et al., Патентной заявке США под регистрационным номером 12/820,320 на имя Steenblik et al. и Патентной заявке США под регистрационным номером 13/360,017 на имя Samuel М. Cape et al., которые включены в данное описание путем ссылки в полном объеме. При литье этих структур каждое отрицательное пространство в результате образует объемную область, которая может быть заполнена вторым материалом, значительно отличающимся от материала, применяемого для литья матрицы. Например, могут применяться суспензии, пасты, дисперсии, гели, порошки, жидкости и чешуйки для заполнения полостей, в результате чего образуется высокоточный элемент, содержащийся в объеме матрицы. Это позволяет создавать формы с применением материалов, которые было бы трудно или невозможно отлить без применения этой технологии заполнения матрицы. Материал заполнения может быть подвергнут дальнейшему отверждению, промыванию и т.п. для обеспечения необходимых свойств, таких как степень сшивания, и т.п.
Сразу после формирования первого слоя такой заполненной рельефной матрицы может быть добавлено любое практическое количество дополнительных слоев, таких как второй слой заполненных высокоточных элементов или высокоточных элементов, которые не заполняются, таких как слой микролинз или слой полимерной прокладки, с последующим нанесением слоя микролинз, слоя металлизации или других функциональных покрытий. Кроме того, существует возможность и часто потребность в нанесении покрытия на гибкую подложку перед литьем первого микроструктурированного слоя с целью способствования воспроизведению с рельефного шаблона и для удаления микроструктурных элементов впоследствии. Это покрытие может быть подобрано для обеспечения склеивающих или расцепляющих свойств между гибкой подложкой и микроструктурированным слоем. Например, такое покрытие может быть изготовлено из полимеров, обладающих низкой поверхностной энергией, таких как УФ-отверждаемые силикономодифицированные полиакрилаты.
В примере первого типичного варианта осуществления процесса переноса микроструктур согласно изобретению с "отсутствием восходящего/нисходящего контроля по четности" образуют однослойные или многослойные микроструктуры точного литья на гибкой одноразовой производственной подложке, а затем микроструктуры переносят с производственной подложки на новый пленочный носитель, имеющий один или несколько слоев термически расцепляемого клея. Слой(и) термически расцепляемого клея применяют для обеспечения прочной связи между новым пленочным носителем и микроструктурами и возможности расцепления этих микроструктур впоследствии под воздействием нагревания.
В общих чертах процесс согласно изобретению:
a) позволяет удалять гибкую одноразовую производственную подложку (т.е. несущую пленку) с микроструктур точного литья, которым не хватает значительной собственной прочности, плотности или структурной целостности;
b) позволяет преобразовывать и обрабатывать микроструктурные элементы с применением традиционного ленточного или листового оборудования, таким образом, чтобы можно было наносить новые слои покрытия и клея, и таким образом, чтобы в хрупких при других условиях структурах можно было делать прорези, высекание штампом, перфорирование, расслаивание и т.п.; и
c) позволяет переносить микроструктуры с покрытого термически расцепляемым клеем пленочного носителя (т.е. пленки для переноса TRA) на конечную подложку без повреждающего воздействия процесса переноса, например, под действием нагревания, давления и натяжения, и при этом пленочный носитель может быть перемотан и удален в отходы после завершения процесса переноса.
Слой(и) термически расцепляемого клея пленки для переноса обеспечивает(ют) прочную связь между микроструктурами точного литья, и при этом новый пленочный носитель имеет механизм для окончательного, прогнозируемого расцепления впоследствии, когда микроструктуры переносятся на конечную подложку.
Композицию, применяемую для приготовления слоя(ев) термически расцепляемого клея согласно настоящему изобретению, специально составляют для прочного связывания при комнатной температуре и значительного ослабления прочности связывания при применении повышенных температур. Композиция клея может быть "активирована" при низкой температуре в состоянии прочной связи, и "дезактивирована" при повышенной температуре в состоянии ослабленной связи.
Как было указано выше, композиция термически расцепляемого клея согласно изобретению в более предпочтительном варианте осуществления включает от приблизительно 90 до приблизительно 96 мас. % энергетически отверждаемой композиции PSA и от приблизительно 4 до приблизительно 10 мас. % расширяющихся микросфер.
Энергетически отверждаемая композиция PSA, применяемая в композиции термически расцепляемого клея согласно изобретению, в более предпочтительном варианте осуществления включает:
от приблизительно 30 до приблизительно 60 мас. % одного или нескольких эластомерных олигомеров, обеспечивающих высокое удлинение и структуру композиции;
от приблизительно 10 до приблизительно 40 мас. % одной или нескольких повышающих клейкость смол, придающих композиции эластичность, гибкость и адгезию;
от приблизительно 20 до приблизительно 50 мас. % одного или нескольких реактивных мономерных разбавителей, которые служат для изменения степени сшивания и температуры стеклования композиции; и
от приблизительно 3 до приблизительно 6 мас. % одного или нескольких фотоинициаторов.
Конкретными примерами подходящих композиций PSA, помимо прочих, являются следующие:
Композиция PSA 1:
Композиция PSA 2:
Конкретными примерами подходящих расширяющихся микросфер, которые начинают расширяться и/или вспениваться при нагревании до температур выше, чем приблизительно 60°C, являются:
расширяющиеся пластиковые микросферы, реализуемые под коммерческим обозначением EXPANCEL® компанией Casco Adhesives АВ, P.O. Box 11538, Stockholm, Sweden 100 01 (Casco);
сухие термопластичные микросферы, реализуемые под коммерческим обозначением DUALITE® компанией Henkel Corporation, One Henkel Way, Rocky Hill, CT 06067 (Henkel);
термически расширяющиеся микросферы, реализуемые под коммерческим обозначением ADVANCELL ЕМ компанией Sekisui Kagaku Kogyo Kabushiki Kaisha (dba Sekisui Chemical Co. Ltd.), 4-4, Nishitemma 2-chome, Kita-ku Osaka-shi, Osaka, Japan 530-8565 (Sekisui); и
расширяющиеся микросферы, приобретаемые у компаний Matsumoto Yushi-Seiyaku Co., Ltd., 2-1-3 Shibukawa-cho Yao-shi, Osaka, Japan (Matsumoto), Kureha Corporation, 3-3-2, Nihonbashi-Hamacho, Chuo-ku, Tokyo, Japan 103-8552 (Kureha) и Hangzhou Hi-Tech Fine Chemical Co., Ltd., Haihong Technical and Industrial Area, Liangzhu Town, Yuhang District, Hangzhou, Zhejiang, China (Haihong Group).
Конкретный пример подходящей композиции TRA представлен ниже:
Композиция TRA:
TRA действует через механизм расширения микросфер, обеспечивающий возможность точного контроля расцепления. Во время процесса расцепления клеящая способность клея сильно уменьшается. В одном примере прочность связи активированного TRA составляла от 5,3 до 9,6 Н/дюйм, а измеренная дезактивируемая нагреванием прочность составляла приблизительно от 0,9 до 0,1 Н/дюйм. Типичные микросферы для такого применения начинают расширяться при 80-180°C и продолжают расширяться до 125-220°C. Сразу после нагревания клея таким образом клейкость и прочность связи начинают неуклонно снижаться.
Перед расширением микросферы предпочтительно имеют размер от 5 до 50 микрон в диаметре, а после нагревания они предпочтительно расширяются до 15-150 микрон в диаметре. Более предпочтительно перед расширением размер микросфер составляет от 6 до 20 микрон в диаметре.
Перед нагреванием предпочтительная толщина слоя термически расцепляемого клея составляет от 3 до 100 микрон, более предпочтительно - от 5 до 25 микрон. После нагревания этот слой обычно имеет вдвое большую толщину.
Приготовление композиции TRA осуществляют путем сочетания предварительно смешанного энергетически отверждаемого PSA в его жидком состоянии со взвешенным количеством полимерных микросфер (например, порошка из полимерных микросфер) с последующим смешиванием при помощи мешалки с большими сдвиговыми усилиями. Полученная в результате суспензия порошка с энергетически отверждаемым PSA остается устойчивой в ее жидкой форме в течение длительного периода времени, пока исключается воздействие источников тепла и УФ-излучения.
Композицию TRA наносят на пленочный носитель. Подходящим пленочным носителем может быть любой гибкий материал, способный принимать покрытие и перемещаться по производственному оборудованию. Например, полимерные материалы, такие как двуосноориентированный полиэтилентерефталат (PET), полипропилен (PP), нейлон 6 полиамид (PA), полиэтиленнафталат (PEN), ацетат целлюлозы или другие пленочные материалы, также неполимерные материалы, такие как бумага, образующая подходящие пленочные носители.
Способы, подходящие для нанесения жидкого клея, могут применяться для нанесения композиции TRA на пленочный носитель, пока не превышается температура активации микросфер. Например, подходящая толщина слоя композиции TRA может достигаться путем нанесения на пленочный носитель стержнем с проволочной обмоткой (например, стержнем Мейера #14) или при помощи устройства для флексографской печати или формного цилиндра. Жидкую композицию TRA нагревают выше комнатной температуры с целью снижения вязкости для облегчения нанесения (т.е. для способствования закачиванию или заливке), если не превышается температура активации микросфер. При нанесении тонкого слоя на пленочный носитель нужной толщины (например, 15 микрон) TRA отверждают путем УФ-облучения, например, путем пропускания покрытого пленочного носителя под ртутной лампой 300 Вт/дюйм при 40 fpm. В альтернативном варианте TRA отверждают в потоке электронов путем пропускания неотвержденной смолы через электронно-лучевое отверждающее устройство. Кроме того, оба способа могут применяться в комбинации.
После отверждения TRA становится активированным и обладает высокой клейкостью и прочностью на отрыв (например, прочностью на отрыв в пределах от приблизительно 5 до приблизительно 50 Н/дюйм (ASTM D903-98)) и может быть приведен в контакт с нужной связывающей поверхностью. Например, гибкую микрооптическую защитную пленку приводят в контакт с TRA и пленочным носителем (т.е. пленкой для переноса TRA), образуя слоистую структуру, которая остается связанной, пока не возникнет потребность в расцеплении связи путем применения нагревания.
Образуемую таким образом полную слоистую структуру затем перематывают и обрабатывают как однослойную гибкую пленку, позволяющую осуществлять дальнейшую обработку, такую как: сдирание основной производственной подложки, нанесение клеев на открытую сторону микрооптической пленки, высекание штампом, печать, металлизация или другие преобразующие операции на пленке. Клеящая способность TRA затем может быть дезактивирована путем нагревания (например, до 80-220°C) в момент времени, когда возникает потребность в переносе микроструктур с пленки для переноса TRA (например, пленочный носитель из PET стандарта TRA/60) на конечную подложку. Как было указано выше, такой процесс может применяться для изготовления защитных ламинатов для паспортов, нанесения защитных наклеек или печатей на ценные документы, ярлыков на продукты, тонких пленок или фольги на банкноты, проводников или изолирующих компонентов схемы на жесткие подложки и в других распространенных случаях нанесения микроструктурных элементов или микроструктур на поверхность.
Дезактивация TRA происходит каждый раз при достижении или превышении температуры размягчения полимерной оболочки микросфер, что вызывает объемное расширение (или вспенивание) и значительное снижение прочности связывания клея по сравнению с его состоянием до нагревания. К способам нагревания, подходящим для вызывания дезактивации TRA, относятся нагнетание горячего воздуха, нагревание валков, инфракрасное нагревание, нагревание в печи или на плите, тиснение нагретой фольгой при помощи валков, ламинатор для паспортов, нагретый башмак, нагретая пластина, нагретая ванна и т.п.
В предпочтительном процессе переноса микроструктур с "отсутствием восходящего/нисходящего контроля по четности" на конечную подложку непрерывный процесс рулонной технологии включает:
образование микроструктур на одноразовой гибкой производственной подложке;
необязательно заполнение микроструктур отверждаемым материалом;
нанесение энергетически отверждаемого TRA в жидкой форме на отдельный пленочный носитель и отверждение путем применения УФ-лучей, электронно-лучевым способом или обоими способами с образованием, таким образом, " пленки для переноса TRA";
прижимание образованных микроструктур на гибкой производственной подложке к слою TRA пленки для переноса TRA, с активацией, таким образом, склеивающего при надавливании клея в TRA слое и приклеивание микроструктур к слою TRA при помощи клея;
сдирание одноразовой гибкой производственной подложки;
преобразование микроструктуры/пленки для переноса TRA с применением способов, известных специалистам в данной области, включая, помимо прочего, нанесение других активируемых нагреванием и/или давлением клеев (например, нелипнущих, активируемых при нагревании клеев), грунтовок или покрытий на пленку для переноса с последующим прорезанием или высечкой пленки штампом до необходимых конечных размеров и расслаиванием нарезанной пленки на стопки или перемоткой на барабаны или катушки с образованием, таким образом, "готовой к перемещению системы";
перемещение покрытых клеем микроструктур на конечную подложку путем приведения микроструктур на готовой к перемещению системе в контакт с конечной подложкой для термической ламинации, с применением при этом нагревания и давления к готовой к перемещению системе, что вызывает расширение (или вспенивание) микросфер в слое TRA и дезактивацию склеивающего при надавливании клея, таким образом, позволяя переносить микроструктуры на поверхность конечной подложки с одновременной активацией клея на микроструктурах, что позволяет микроструктурам приклеиваться к поверхности конечной подложки; и
перемотку и удаление в отходы пленки для переноса с дезактивированным TRA, в результате чего остается конечная подложка с недавно прикрепленными к ее поверхности микроструктурами, готовая для дальнейшей обработки или печати, в зависимости от потребности.
В типичном варианте осуществления микроструктура представляет собой многослойную оптическую систему в форме защитной нити или фольги, а конечной подложкой является банкнотная бумага. В этом типичном варианте осуществления нагревание и давление ламинации обеспечивают надежное связывание нити/фольги с банкнотной бумагой, и при этом превышается температура дезактивации TRA, что вызывает отделение TRA и пленочного носителя от нити/фольги. Этот процесс обеспечивает эффективное средство переноса защитной нити/фольги на банкнотную бумагу, с последующей перемоткой и удалением в отходы пленочного носителя, содержащего дезактивированный TRA.
В другом типичном варианте осуществления микроструктура представляет собой высеченный штампом, приклеиваемый при нагревании ярлык, а конечной подложкой является упаковка для продукта.
В типичном варианте осуществления процесса переноса микроструктур согласно изобретению, обладающих "верхней/нижней четностью" (т.е. поперечной симметрией), изготовленные путем точного литья однослойные или многослойные микроструктуры формируют непосредственно на пленке для переноса TRA, а затем микроструктуры переносят с пленки для переноса TRA на конечную подложку. В этой конфигурации необходимо избегать перегрева TRA во время этапа литья микроструктуры. Заливочные смолы с низкой вязкостью (смолы, не требующие дополнительного нагревания для обеспечения свободной текучести, такие как неопентилгликольдиакрилат (выпускаемые компанией Sartomer под коммерческим обозначением SR247)), в сочетании с внутренне охлаждаемой водой поверхностью литья (аналог охлаждающего барабана флексографской машины) обеспечивают возможность ультрафиолетового отверждения микроструктур на TRA без перегрева расширяющихся микросфер или вызывания преждевременного расширения.
В предпочтительных процессах непрерывный процесс рулонной технологии включает:
нанесение энергетически отверждаемого TRA в жидкой форме на отдельный пленочный носитель и отверждение путем применения УФ-лучей, электронно-лучевым способом или обоими способами с образованием, таким образом, "пленки для переноса TRA";
образование микроструктур на пленке для переноса TRA;
необязательно заполнение микроструктур отверждаемым материалом;
преобразование микроструктуры/пленки для переноса TRA путем нанесения других активируемых нагреванием и/или давлением клеев (например, нелипнущих, активируемых при нагревании клеев), грунтовок или покрытий на пленку для переноса с последующим прорезанием или высечкой пленки штампом до необходимых конечных размеров и расслаиванием нарезанной пленки на стопки или перемоткой на барабаны или катушки с образованием, таким образом, "готовой к перемещению системы";
перемещение покрытых клеем микроструктур на конечную подложку путем приведения микроструктур на готовой к перемещению системе в контакт с конечной подложкой для термической ламинации, с применением при этом нагревания и давления к готовой к перемещению системе, что вызывает расширение (или вспенивание) микросфер в слое TRA и дезактивацию склеивающего при надавливании клея, таким образом, позволяя переносить микроструктуры на поверхность конечной подложки с одновременной активацией клея на микроструктурах, что позволяет микроструктурам приклеиваться к поверхности конечной подложки; и
перемотку и удаление в отходы пленки для переноса с дезактивированным TRA, в результате чего остается конечная подложка с недавно прикрепленными к ее поверхности микроструктурами, готовая для дальнейшей обработки или печати, в зависимости от потребности.
В типичном варианте осуществления микроструктура представляет собой встроенную структуру линзовой решетки, а конечной подложкой является гравируемая лазером поликарбонатная подложка. В данном случае встроенная структура линзовой решетки состоит из обладающей низким коэффициентом преломления (RI) (например, n=1,35-1,45) вогнутой полимерной матрицы, заполненной обладающим высоким RI (например, n=1,5-1,8) полимером, наносимый клей представляет собой активируемый при нагревании клей, и встроенную структуру линзовой решетки готовой к перемещению пленки приводят в контакт с поверхностью гравируемой лазером поликарбонатной подложки и нагревают под давлением до точки, при которой встроенная структура линзовой решетки термически приклеивается к поверхности поликарбонатной подложки. В этом варианте осуществления нагревание и давление ламинации вызывает надежное связывание встроенной линзовой структуры с предусмотренной поликарбонатной конечной подложкой, и при этом превышается температура дезактивации TRA, вызывая отделение пленки для переноса TRA от встроенной линзовой структуры. Этот процесс обеспечивает эффективное средство переноса линзовой структуры на гравируемую лазером поликарбонатную поверхность, таким образом, чтобы обеспечивалась возможность осуществления дальнейших этапов обработки, например лазерной записи через линзовую структуру в поликарбонате, с созданием эффекта лазерной записи с изменяющимися свойствами.
В другом типичном варианте осуществления микроструктура представляет собой отражающую оптическую систему, и конечной подложкой является бумага для денежных знаков или банкнот. В этом варианте осуществления отражающую оптическую систему переносят на пленку для переноса TRA. Предпочтение отдается формированию такой многослойной микроструктуры непосредственно на пленке для переноса TRA, которая должна использоваться для переноса оптики на конечную подложку (а не на гибкую одноразовую производственную подложку с последующим переносом на пленку для переноса TRA). Причина состоит в том, что отражающая оптическая система действует при ориентации отражающей стороны на конечную подложку и потому является совместимой и предпочтительной для применения с этим способом.
Для изготовления этой отражающей оптической системы может применяться следующий способ. Тонкий слой (например, 5 микрон) TRA наносят на пленку PET 60-го стандарта и отверждают путем применения УФ-лучей. Затем создают пиктограммы в виде полостей в отверждаемом облучением жидком полимере (например, акрилированном уретане), который отливают из формы пиктограмм, затем полости пиктограмм заполняют пигментированным красящим материалом с субмикронным размером частиц путем ракельного нанесения по принципу гравирования на полимерную поверхность пиктограмм, затем заполняющий материал отверждают соответствующим способом (например, удалением растворителя, при помощи излучения или химической реакции), затем отливают отражающие линзовые элементы напротив заполненных пиктограмм путем прикладывания стороны пленки с пиктограммами к линзовой форме, заполненной отверждаемым облучением полимером, и полимер отверждают путем применения УФ-лучей или при помощи другого актиничного излучения. Затем линзовые элементы металлизируют (например, алюминием) с применением процесса физического осаждения из газовой фазы, известного в области производства голографической фольги. После металлизации необязательно наносят припойный слой для дополнительной защиты металлического покрытия с последующим нанесением и высушиванием клея, например, нелипнущего, активируемого при нагревании полиуретанового клея для фольги. Затем всю структуру (т.е. пленку для переноса TRA с оптической микроструктурой (слоем пиктограмм/отражающими линзовыми элементами/металлическим отражающим слоем/припойным слоем/клеевым слоем) преобразуют в конечную форму путем подвергания продольной резке и перемотке на барабаны, совместимые с оборудованием для переноса голографической фольги. В этой форме микрооптическая система может быть перенесена с пленки для переноса TRA на конечную подложку путем применения нагревания и давления. Например, структура может быть приведена в контакт с бумагой для денежных знаков или банкнот во время прижимания штампа для фольги при 140°C. При этой температуре клей для фольги связывает структуру (стороной, имеющей отражающие элементы) с конечной бумажной подложкой, a TRA обеспечивает механизм расцепления микрооптической системы и пленки для переноса TRA. Затем нужный конечный продукт (бумагу с нанесенными на поверхность отражающими микрооптическими элементами) перематывают и использованную пленку для переноса TRA перематывают и удаляют в отходы или утилизируют.
В еще одном типичном варианте осуществления микроструктуры представляют собой печатные проводники, и конечная подложка является стеклянной подложкой, которая составляет субблок сенсорного дисплея. В этом варианте осуществления нагревание и давление обеспечивают связывание печатных проводников со стеклянной подложкой при одновременном расцеплении с пленкой для переноса TRA. Этот процесс обеспечивает средство изготовления микроструктурных печатных проводников в большом объеме на основе непрерывной подачи рулонного материала с последующим переносом на негибкую конечную подложку, в результате чего обеспечивается экономичность производства субблока сенсорного дисплея.
В еще одном типичном варианте осуществления микроструктура имеет форму регулярной матрицы микроструктурированных прекерамических полимеров, а конечная подложка является кварцевой подложкой, образующей термочувствительную дифракционную решетку. В этом варианте осуществления нагревание и давление позволяют переносить "зеленую" решетку прекерамических полимеров (означает керамику, которая еще подлежит обжигу) с пленки для переноса TRA на кварцевую подложку. Затем кварц и прекерамику обжигают в обжиговой машине при высоких температурах (например, 1400-1600°C), получая в результате спеченную керамическую микроструктуру, слитую с кварцевой подложкой.
Этот процесс обеспечивает средство изготовления микроструктурированной дифракционной решетки с применением керамических прекурсоров в большом объеме при низких температурах на основе непрерывной подачи рулонного материала с последующим переносом на негибкую конечную подложку. Таким образом, могут осуществляться дальнейшие процессы, несовместимые с гибкой лентой, такие как высокотемпературный обжиг, в результате которого образуется микроструктурированная керамическая поверхность, выдерживающая экстремальные температурные условия, но производится с применением экономичных процессов обработки гибкой ленты. В этом примере микроструктурированную керамическую решетку на кварцевой подложке применяют в качестве устройства контроля температуры или датчика деформации. Отражение лазера от ее поверхности и измерение расстояния между отраженными яркими зонами (участками усиливающей интерференции) позволяют обнаруживать и очень точно вычислять изменения в расстоянии между канавками из-за температуры или деформации.
Далее описывается альтернативный процесс переноса микроструктур на конечную подложку. Этот альтернативный процесс обеспечивает улучшения в общей толщине системы, скорости переноса, устойчивости во времени и удалении остатка на перенесенных микроструктурах.
Альтернативный процесс не требует применения нагревания для расцепления микроструктур с пленочным носителем (и, таким образом, является совместимым со способами холодного фольгирования), хотя совместим и может применяться с термически активируемыми клеями. Этот процесс также совместим с литьем прокладки между фокусирующими элементами (например, линзами) и пиктограммами и, как таковой, не ограничивается "беспрокладочной" структурой, показанной на ФИГ. 1. Кроме того, в случаях, когда расцепляющий(е) слой(и) и связующий(е) слой(и) являются "полностью отвержденными" и устойчивыми, температуры, которые имеют место, например, во время фольгирования при нагревании, могут способствовать снятию носителя, но без оставления следов на микроструктурах.
Как упомянуто выше, в альтернативном процессе переноса микроструктур применяют:
1) одно или несколько удаляемых покрытий, которые наносятся на верхнюю поверхность микроструктур (и соответствуют ей) и подвергаются отверждению; и
2) один или несколько связующих слоев, которые отверждаются в контакте с пленочным носителем и отвержденным(и) удаляемым(и) покрытием(ями) на верхней поверхности микроструктур.
Вместе эти слои служат для прочного связывания микроструктур с пленочным носителем до более позднего времени, когда возникнет потребность в переносе микроструктур на конечную подложку, такую как бумага для денежных знаков, и в удалении пленочного носителя в отходы. Кроме того, применение полностью отвержденного связующего материала позволяет избегать неустойчивости температуры и давления.
Один или несколько связующих слоев в предпочтительном варианте осуществления получают из энергетически отверждаемой (например, УФ-отверждаемой) связующей композиции, в целом включающей:
(a) от приблизительно 0 до приблизительно 99,8 мас. % (предпочтительно от приблизительно 10 до приблизительно 50 мас. %) энергетически отверждаемого полиакрилатного олигомера;
(b) от приблизительно 0 до приблизительно 99,8 мас. % (предпочтительно от приблизительно 20 до приблизительно 80 мас. %) энергетически отверждаемого акрилатного мономера; и
(c) от приблизительно 0,2 до приблизительно 35 мас. % (предпочтительно от приблизительно 1 до приблизительно 12 мас. %) свободнорадикального фотоинициатора.
Связующую композицию наносят между пленочным носителем и микроструктурами (еще прикрепленными к производственной подложке) во время непрерывного процесса рулонной технологии. Композицию наносят при толщине от приблизительно 0,5 до приблизительно 25 микрон (предпочтительно от приблизительно 2 до приблизительно 10 микрон) и слои связывают, применяя, например, традиционный процесс влажного ламинирования, при котором два слоя соединяют неотвержденной смолой между слоями, а затем отверждают в соединенном состоянии. Достигается относительно прочная связь с пленочным носителем, и становится невозможным расцепление на границе между связующим(и) слоем(ями) и пленочным носителем. В предпочтительном варианте осуществления применяют пленочный носитель, имеющий обработанную "готовую для печати" поверхность, а в другом предпочтительном варианте осуществления поверхностную энергию пленочного носителя изменяют во время изготовления, применяя, например, предварительную обработку коронным разрядом или плазмой.
В более предпочтительном варианте осуществления один или несколько связующих слоев изготовляют из композиции, включающей:
(a) 40 мас. % энергетически отверждаемого полиакрилатного олигомера, реализуемого под коммерческим обозначением CN293 компанией Sartomer;
(b) 60 мас. % энергетически отверждаемого акрилатного мономера, реализуемого под коммерческим обозначением CD420 компанией Sartomer; и
(c) 4 мас. % жидкой смеси двух фотоинициаторов, реализуемой под коммерческим обозначением OMNIRAD 1000 компанией IGM.
Чтобы избежать постоянной связи между связующим материалом и микроструктурами (например, пленочной структурой на основе микролинз), микроструктуры сначала подвергают обработке "расцепляющей" композицией, обладающей низкой прочностью связи (т.е. прочностью на отрыв менее 1 Н/дюйм (ASTM D903-98)). Таким образом, отвержденный связующий материал прочно связывается с пленочным носителем, а также прочно связывается с отвержденным(и) слоем(ями) удаляемого покрытия. Эта комбинация обеспечивает связь, которая является прочной при одной совокупности условий (благоприятных для удаления производственной подложки), а также связь, которая легко разрывается при другой совокупности условий (благоприятных для переноса микроструктур на конечную подложку).
Один или несколько конформных слоев удаляемого покрытия в предпочтительном варианте осуществления получают из энергетически отверждаемой (например, УФ-отверждаемой) композиции, которая в целом включает:
(a) от приблизительно 1 до приблизительно 98 мас. % (предпочтительно от приблизительно 5 до приблизительно 20 мас. %) изодецилакрилата;
(b) от приблизительно 2 до приблизительно 50 мас. % (предпочтительно от приблизительно 10 до приблизительно 35 мас. %) свободнорадикального фотоинициатора; и
(c) от приблизительно 0 до приблизительно 90 мас. % (предпочтительно от приблизительно 10 до приблизительно 80 мас. %) 2-пропанола (изопропилового спирта).
Композицию, которая действует в диапазоне разных степеней разведения изопропиловым спиртом, наносят валиком или с применением других подходящих способов нанесения жидкости на гибкую подложку (например, флексографического покрытия, анилоксового покрытия, гравировального покрытия, с применением измерительной рейки (стержня Мейера), наливного покрытия, ротационного покрытия, с применением трафаретной сетки, погружения, с применением реверсивного валика, с применением ракельного ножа, щелевого покрытия или с применением воздушного шабера) при толщине от приблизительно 0,1 до приблизительно 10 микрон, предпочтительно от приблизительно 0,5 до приблизительно 2 микрон. Вязкость композиции может составлять от приблизительно 2 до приблизительно 50 сантипуаз (cps) (предпочтительно от приблизительно 5 до приблизительно 15 cps), что обеспечивает конформность композиции в отношении поверхности микроструктур. Слой(и) удаляемого покрытия, до и после полного отверждения, обладают достаточно низкой прочностью граничной связи. В частности, прочность граничной связи достаточно низка, и если микроструктуры связываются с конечной подложкой клеем, и пленочный носитель снимается, происходит отделение на границе микроструктур и слоя(ев) удаляемого покрытия. Легкость отделения регулируется свойствами компонентов удаляемого покрытия. Например, монофункциональный компонент, такой как изодецилакрилат с низкой температурой стеклования (Tg=-60°C), обладает значительно меньшей прочностью связи по сравнению с компонентом более широкой функциональности, таким, как триметилолпропанэтокситриакрилат (ТМРЕОТА) (Tg=37°C), который имеет большее количество реакционноспособных центров на молекулу полимера. Во время операций горячего или холодного фольгирования необходимое усилие для разрыва этой связи прилагается в форме натяжения, когда пленочный носитель снимают с микроструктур и перематывают на барабан для отходов.
В более предпочтительном варианте осуществления композиция расцепления включает:
(a) 10 мас. % изодецилакрилата;
(b) 30 мас. % жидкой смеси двух фотоинициаторов, реализуемой под коммерческим обозначением OMNIRAD 1000 компанией IGM; и
(c) 60 мас. % изопропилового спирта.
Условия, обеспечивающие прочную связь или слабую связь с применением этой конструкции, определяются геометрией отделения (т.е. углом, под которым снимают производственную подложку, относительно пленочного носителя). При низком угле снятия (т.е. при тупых углах более 90 и до приблизительно 180°) связь между носителем и микроструктурами является довольно прочной благодаря распределению усилия по большой площади (подобным образом трудно поддаются разделению две плоские стеклянные пластины со слоем воды между ними). При высоком угле снятия (т.е. при острых углах менее 90 и до приблизительно 0°) напряжение сконцентрировано на меньшем участке, надрывая связи на границе, ближайшей к источнику напряжения, что позволяет удалять производственную подложку без разрыва связи между микроструктурами и пленочным носителем. Сразу после удаления производственной подложки и нанесения клея микроструктуры могут наноситься на конечную подложку, такую как бумага, на промышленном устройстве для фольгирования (например, машине для фольгирования Leonard Kurz MHS) или машине для ламинирования паспортов. Это оборудование предназначается для снятия пленочных носителей с целью перемотки и удаления в отходы, и этот процесс снятия легко разрывает связь между микроструктурами и пленкой на границе удаляемого покрытия.
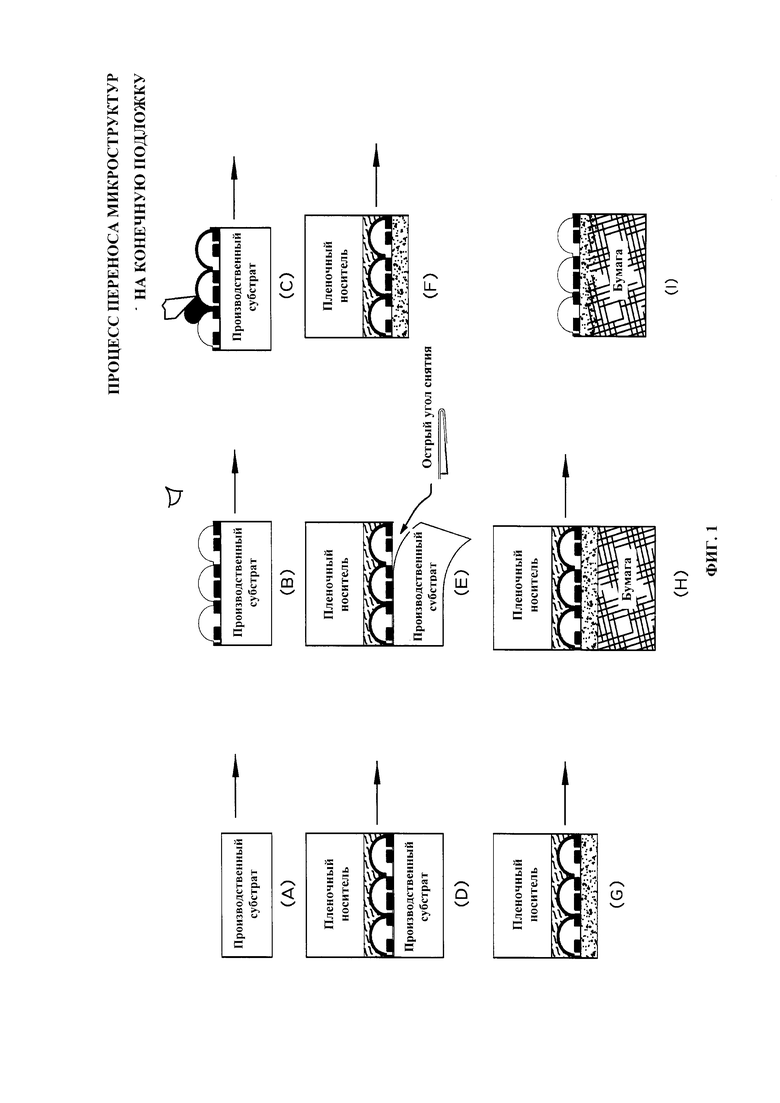
На ФИГ. 1 подробно показана технологическая схема варианта осуществления этих альтернативных процессов переноса микроструктур на конечную подложку под общим номером 10. Процесс согласно изобретению представляет собой непрерывный процесс рулонной технологии, который в этом типичном варианте осуществления включает:
образование микроструктур на поверхности одноразовой производственной подложки (в целом показано как этапы процесса (А) и (В) на ФИГ. 1);
нанесение одного или нескольких слоев удаляемого покрытия на поверхность микроструктур, причем слои удаляемого покрытия соответствуют поверхности микроструктур, с последующим отверждением слоя(ев) удаляемого покрытия (в целом показано как этап процесса (С) на ФИГ. 1);
нанесение одного или нескольких связующих слоев на поверхность пленочного носителя и, необязательно, также на отвержденную покрытую разделительным составом поверхность микроструктур, и, во время пребывания этих поверхностей в контакте между собой, отверждение связующего(их) слоя(ев) (в целом показано как этап процесса (D) на ФИГ. 1);
механическое удаление одноразовой производственной подложки с микроструктур, теперь связанных с пленочным носителем (в целом показано как этап процесса (Е) на ФИГ. 1);
преобразование связанной или ламинированной пленочной структуры с применением способов, известных специалистам в данной области, включая, помимо прочих, нанесение других активируемых нагреванием и/или давлением клеев (например, нелипнущих, активируемых при нагревании клеев), грунтовок или покрытий на пленочную структуру (в целом показано как этап процесса (F) на ФИГ. 1) с последующим прорезанием или высечкой структуры штампом до необходимых конечных размеров (в целом показано как этап процесса (G) на ФИГ. 1) и расслаиванием нарезанной пленки на стопки или перемоткой на барабаны или катушки с образованием, таким образом, "готовой к перемещению системы";
перемещение покрытых клеем микроструктур на конечную подложку путем приведения микроструктур на готовой к перемещению системе в контакт с конечной подложкой (в целом показано как этап процесса (Н) на ФИГ. 1) для термической ламинации, с применением при этом нагревания и давления к готовой к перемещению системе, а затем пленочный носитель снимают с микроструктур, вызывая разделение между микроструктурами и слоем(ями) удаляемого покрытия, таким образом, позволяя переносить микроструктуры на поверхность конечной подложки с одновременной активацией клея на микроструктурах, что позволяет микроструктурам приклеиваться к поверхности конечной подложки; и
перемотку и удаление в отходы пленочного носителя (в целом показано как этап процесса (I) на ФИГ. 1), в результате чего остается конечная подложка с недавно прикрепленными к ее поверхности микроструктурами, готовая для дальнейшей обработки или печати, в зависимости от потребности.
Как было указано выше, этот альтернативный процесс обеспечивает улучшения в общей толщине системы и скорости переноса. Связующий(е) слой(и) отверждают между пленками, что позволяет раскатывать связующий материал до очень тонкого слоя между пленками, что уменьшает общую толщину системы. Это уменьшение толщины преобразуется в улучшение скорости прогона, поскольку проводимость тепла через систему ускоряется при меньшем количестве материала, действующего в качестве тепловой массы для замедления расплавления клея.
Другие особенности и преимущества изобретения станут очевидными для специалистов в данной области по ознакомлении с представленным ниже подробным описанием и прилагаемыми фигурами. Если нет иного определения, все использованные авторами технические и научные термины имеют значение в традиционном понимании для специалистов в области, к которой относится изобретение. Все публикации, патентные заявки, патенты и другие упомянутые авторами источники включены путем ссылки в полном объеме. В случае противоречия приоритетной силой обладает данное описание, включая определения. Кроме того, материалы, способы и примеры являются лишь пояснительными, но не ограничительными.
Предлагается способ переноса микроструктур на гибкую или жесткую конечную подложку, обеспечивающий преимущества как в скорости, так и в точности. Процесс согласно изобретению включает подвергание пленки для переноса в непрерывном процессе изготовления гибких схем следующим операциям: либо образованию микроструктур на ней, либо переносу микроструктур на поверхность пленки для переноса, с последующим переносом микроструктур с пленки для переноса на поверхность конечной подложки. Микроструктуры представляют собой однослойные или многослойные структуры, состоящие из: полостей в по сути плоской поверхности, причем полости необязательно заполняются или покрываются другим материалом; подъемов на по сути плоской поверхности; или их комбинаций. При этом микроструктуры имеют один или несколько отвержденных конформных слоев удаляемого покрытия на их поверхности и связаны с переносящей пленкой с помощью одного или нескольких слоев отвержденного связующего. Предложенный способ обеспечивает гарантированно качественный перенос микроструктур на подложку. 3 н. и 13 з.п. ф-лы, 1 ил.
1. Переносящая пленка для переноса микроструктур на конечную подложку, причем переносящая пленка включает пленочный носитель и один или несколько слоев отвержденного связующего на поверхности пленочного носителя, при этом микроструктуры являются однослойными или многослойными структурами, включающими: полости в по сути плоской поверхности, необязательно заполненные или покрытые другим материалом; приподнятые участки на по сути плоской поверхности; или их комбинации, и при этом микроструктуры имеют один или несколько отвержденных конформных слоев удаляемого покрытия на их поверхности и связаны с переносящей пленкой с помощью одного или нескольких слоев отвержденного связующего.
2. Переносящая пленка по п. 1, отличающаяся тем, что один или несколько слоев отвержденного связующего состоят из одного или нескольких энергетически отверждаемых полиакрилатов и свободнорадикального фотоинициатора.
3. Способ использования переносящей пленки для переноса микроструктур на конечную подложку, где переносящая пленка состоит из пленочного носителя и одного или нескольких слоев отвержденного связующего на поверхности пленочного носителя, причем микроструктуры являются однослойными или многослойными структурами, включающими: полости в по сути плоской поверхности, причем полости необязательно заполнены или покрыты другим материалом; приподнятые участки на по сути плоской поверхности; или их комбинации, и при этом микроструктуры имеют один или несколько отвержденных конформных слоев удаляемого покрытия на их поверхности и связаны с переносящей пленкой с помощью одного или нескольких слоев отвержденного связующего, причем способ включает применение переносящей пленки (а) для переноса микроструктур в непрерывном процессе рулонной технологии на конечную подложку или (b) в качестве производственной подложки во время изготовления микроструктур с последующим переносом микроструктур в непрерывном процессе рулонной технологии на конечную подложку.
4. Способ по п. 3, отличающийся тем, что один или несколько слоев отвержденного связующего состоят из одного или нескольких энергетически отверждаемых полиакрилатов и свободнорадикального фотоинициатора.
5. Способ использования переносящей пленки по п. 3, отличающийся тем, что микроструктуры предусмотрены в форме многослойной оптической структуры, преобразованной в защитную нить или фольгу, и при этом конечной подложкой является бумага для банкнот.
6. Способ использования переносящей пленки по п. 3, отличающийся тем, что микроструктуры предусмотрены в форме однослойной или многослойной структуры, преобразованной в высеченный штампом, приклеиваемый при нагревании ярлык, и конечной подложкой является упаковка для продукта.
7. Способ использования переносящей пленки по п. 3, отличающийся тем, что микроструктуры предусмотрены в форме включенной структуры матрицы линз, и конечная подложка является гравируемой лазером поликарбонатной подложкой.
8. Способ использования переносящей пленки по п. 3, отличающийся тем, что микроструктуры предусмотрены в форме отражающей оптической системы, преобразованной в защитную нить или фольгу, и конечной подложкой является бумага для банкнот.
9. Способ использования переносящей пленки по п. 3, отличающийся тем, что микроструктурами являются печатные проводники, и конечной подложкой является стеклянная подложка, составляющая субблок сенсорного дисплея.
10. Способ использования переносящей пленки по п. 3, отличающийся тем, что микроструктуры предусмотрены в форме периодической матрицы микроструктурированных предкерамических полимеров, и конечной подложкой является кварцевая подложка, образующая термочувствительную дифракционную решетку.
11. Способ переноса микроструктур на конечную подложку, где способ включает подвергание переносящей пленки, состоящей из пленочного носителя и одного или нескольких слоев отвержденного связующего на поверхности пленочного носителя в непрерывном процессе рулонной технологии, следующим операциям: либо образованию микроструктур на ней, либо переносу микроструктур на поверхность одного или нескольких слоев отвержденного связующего переносящей пленки, причем микроструктуры являются однослойными или многослойными структурами, включающими: полости в по сути плоской поверхности, причем полости необязательно заполнены или покрыты другим материалом; приподнятые участки на по сути плоской поверхности; или их комбинации; при этом микроструктуры имеют один или несколько отвержденных конформных слоев удаляемого покрытия на их поверхности и связаны с переносящей пленкой одним или несколькими слоями отвержденного связующего, и последующему переносу микроструктур с переносящей пленки на поверхность конечной подложки.
12. Способ по п. 11, отличающийся тем, что один или несколько слоев отвержденного связующего состоят из одного или нескольких энергетически отверждаемых полиакрилатов и свободнорадикального фотоинициатора.
13. Способ по п. 11, отличающийся тем, что включает:
образование микроструктур на поверхности одноразовой производственной подложки;
нанесение одного или нескольких слоев удаляемого покрытия на поверхность микроструктур, причем один или несколько слоев удаляемого покрытия соответствуют поверхности микроструктур, с последующим отверждением одного или нескольких слоев удаляемого покрытия;
нанесение одного или нескольких слоев связующего на поверхность пленочного носителя и, необязательно, также на отвержденную покрытую разделительным составом поверхность микроструктур, и, во время пребывания этих поверхностей в контакте между собой, отверждение одного или нескольких слоев связующего;
механическое удаление одноразовой производственной подложки с микроструктур, теперь связанных с пленочным носителем; и последующий
перенос микроструктур с пленочного носителя на поверхность конечной подложки.
14. Способ по п. 13, отличающийся тем, что микроструктуры отливают в непрерывном процессе по микроструктурированной поверхности, имеющей заданный рисунок полостей и/или приподнятых участков на поверхности одноразовой производственной подложки.
15. Способ по п. 13, отличающийся тем, что один или несколько слоев удаляемого покрытия состоят из изодецилакрилата, свободнорадикального фотоинициатора и, необязательно, изопропилового спирта.
16. Способ по п. 13, отличающийся тем, что дополнительно включает:
нанесение одного или нескольких активируемых нагреванием и/или давлением адгезивов на микроструктуры на пленочном носителе;
приведение покрытых адгезивом микроструктур на пленочном носителе в контакт с поверхностью конечной подложки;
применение нагревания и давления к пленочному носителю с последующим снятием пленочного носителя с микроструктур, что вызывает разделение между микроструктурами и одним или несколькими слоями удаляемого покрытия, таким образом, позволяя переносить микроструктуры на поверхность конечной подложки с одновременной активацией адгезива на микроструктурах, что позволяет микроструктурам приклеиваться к поверхности конечной подложки.
| 0 |
|
SU153113A1 | |
| EP 1354925 A1, 22.10.2003 | |||
| Двигатель с внешним подводом теплоты | 1980 |
|
SU1002640A1 |
| US 2011017498 A1, 27.01.2011. | |||

