Изобретение относится к неразрушающему контролю и может быть использовано при ультразвуковой дефектоскопии и толщинометрии.
Известен способ уменьшения мертвой зоны при контроле изделий ультразвуковым эхо-импульсным методом (авт. свид. СССР №125935), при котором на контролируемое изделие устанавливают пьезоэлемент (преобразователь) через линию акустической задержки, например через слой жидкости, вводят в контролируемое изделие ультразвуковой импульс и компенсируют импульс, отраженный от границы раздела изделия и линии акустической задержки аналогичным по форме и амплитуде импульсом, полученным путем отражения основных колебаний пьезоэлемента от дополнительного специального отражателя.
При этом отраженный от границы «контролируемое изделие - слой жидкости» импульс компенсируется за счет вычитания двух акустических импульсов, приходящих на пьезоэлемент, что позволяет существенно уменьшить «мертвую зону», в пределах которой обнаружение дефектов невозможно.
Недостатком данного способа является низкая точность компенсации импульса, отраженного от границы «линия акустической задержки - контролируемое изделие». Действительно, при использовании в качестве компенсирующего сигнала импульс, отраженный от отражателя и возбужденный тыльной стороной пьезоэлемента, расположенного в жидкости, следует учитывать, что сам отражатель будет искажать форму импульса, так как кроме импульса, отраженного от границы «отражатель - жидкость», возникнет дополнительный сигнал, вызванный многократным переотражением исходного импульса в отражателе. Кроме того, в процессе контроля может меняться как амплитуда, так и акустическая задержка импульса, отраженного от границы «жидкость - контролируемое изделие». Так как компенсирующий импульс подается непосредственно на пьезоэлемент, для компенсации этих изменений необходимо механическим способом изменять расстояние между пьезоэлементом и отражателем, а также размер самого отражателя.
Таким образом, в рассматриваемом способе компенсация импульса, отраженного от границы «контролируемое изделие - линия акустической задержки», производится за счет вычитания подаваемых на пьезоэлемент акустических импульсов, с настройкой компенсирующего импульса механическим способом, что делает данный вариант рассматриваемого способа неприменимым для практического контроля.
Задачей данного изобретения является увеличение точности компенсации импульса, отраженного от границы «линия акустической задержки - контролируемое изделие», а также расширение области применения метода.
Технический результат заключается в том, что компенсация импульса, отраженного от границы «контролируемое изделие - линия акустической задержки», аналогичным по форме и амплитуде импульсом производится электронно-вычислительным путем.
Технический результат достигается тем, что в способе уменьшения мертвой зоны при контроле изделий ультразвуковым эхо-импульсным методом, заключающемся в том, что на контролируемое изделие устанавливают преобразователь через линию акустической задержки, вводят в контролируемое изделие ультразвуковой импульс и компенсируют импульс, отраженный от границы «контролируемое изделие - линия акустической задержки», аналогичным по форме и амплитуде импульсом, согласно изобретению перед проведением контроля изделия устанавливают преобразователь через линию акустической задержки на настроечный образец, возбуждают ультразвуковые колебания, фиксируют импульс, отраженный от границы раздела настроечного образца и линии акустической задержки, и используют этот импульс для компенсации.
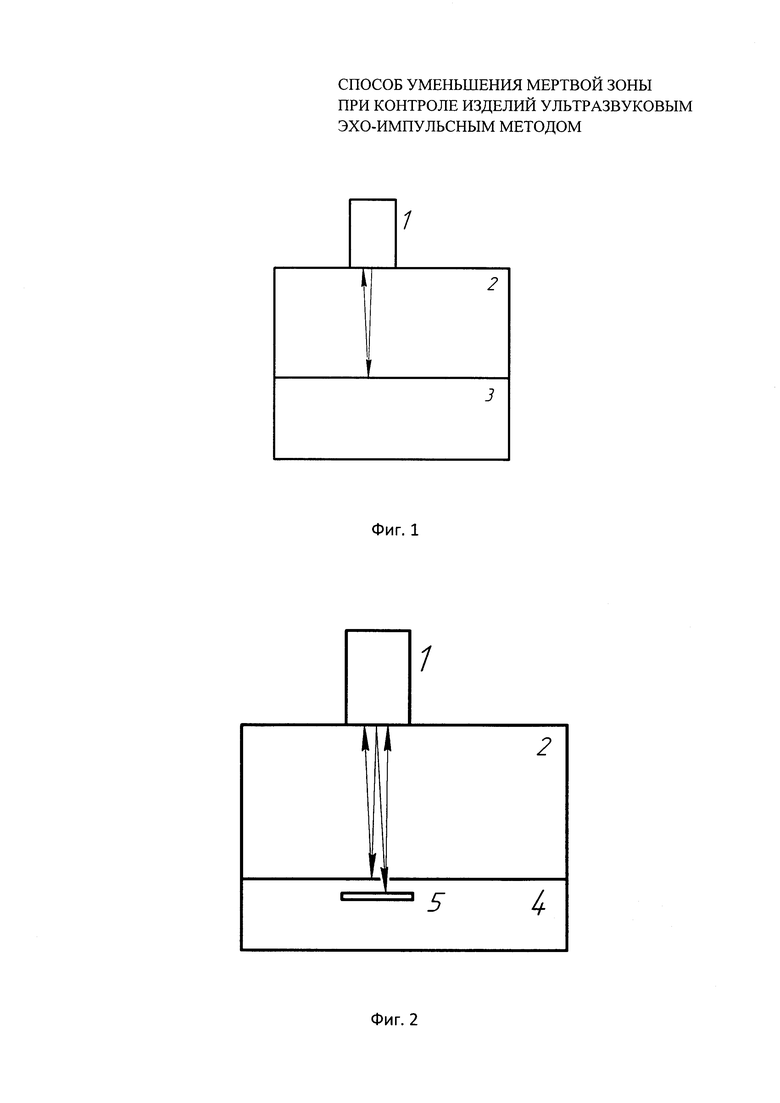
Способ работает следующим образом. Преобразователь 1 (см. Фиг. 1) через линию акустической задержки 2, выполненную, например, в виде слоя жидкости, устанавливают на настроечный образец 3, толщину которого выбирают так, чтобы выполнялось условие
Тоб≥Тс
где Тоб - акустическая задержка сигнала в настроечном образце;
Тс - акустическая задержка сигнала в контролируемом слое изделия.
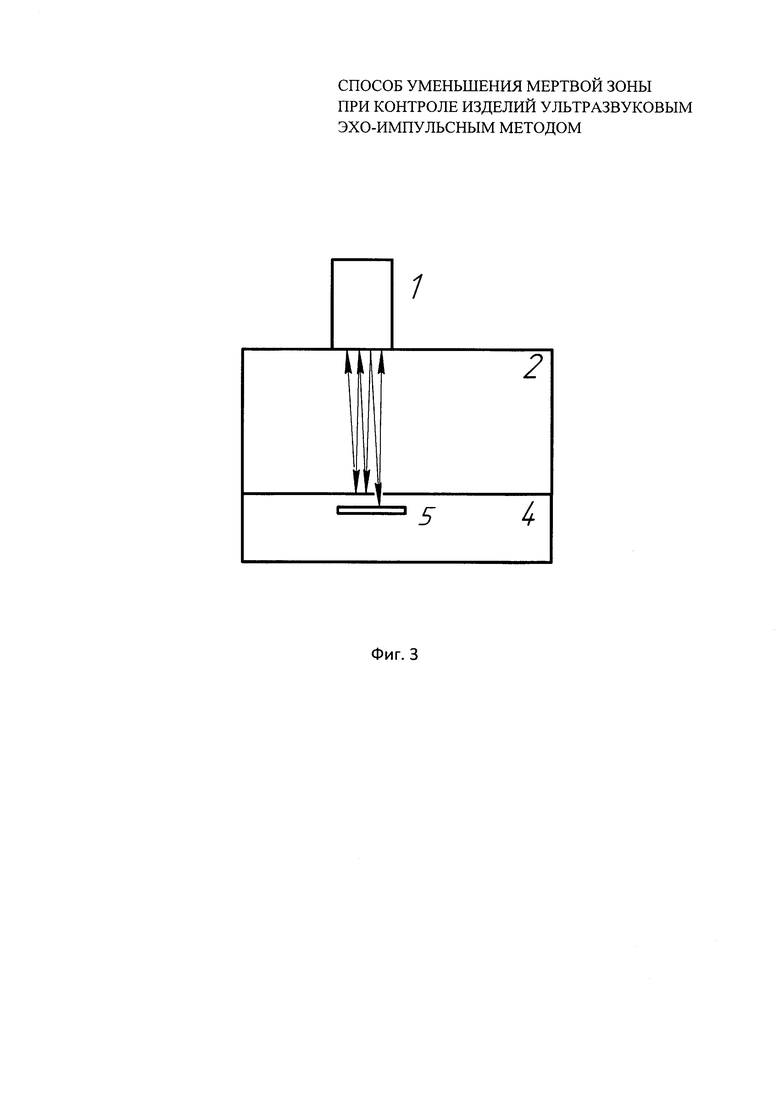
Возбуждают ультразвуковые колебания, принимают импульс, отраженный от границы «линия акустической задержки - настроечный образец», нормируют амплитуду импульса и запоминают его, например, с помощью цифровой обработки сигнала на ПЭВМ. Устанавливают тот же преобразователь 1 через ту же линию акустической задержки 2 на контролируемое изделие 4 (Фиг. 2), возбуждают ультразвуковые колебания, принимают сигнал, нормируют по амплитуде импульс, отраженный от границы «линия акустической задержки - контролируемое изделие», и вычитают из принятого сигнала ранее запомненный импульс. Так как основной и компенсирующий импульсы от границы раздела получены одним и тем же преобразователем, их взаимную компенсацию можно выполнить достаточно точно, при этом может быть выделен импульс от дефекта 5.
Условие Тоб≥Тс обеспечивает отсутствие донного импульса образца в зоне контроля изделия.
Длину линии акустической задержки для удобства нормирования первых вступлений импульсов, отраженных от границы, и контроля полноты компенсации предпочтительно выбирать из условия:
2Тл>Тимп,
где Тл - акустическая задержка сигнала в линии акустической задержки;
Тимп - длительность импульса.
В ряде случаев при стабильности формы сигнала у поверхности контролируемого объекта выполнение данного условия не является обязательным.
В случае, когда линия акустической задержки выполнена в виде волновода, т.е. в виде среды, ограниченной в поперечном направлении, импульс, отраженный от границы «волновод - контролируемое изделие», будет формироваться как за счет лучей, нормально падающих на границу раздела «волновод - контролируемое изделие», так и за счет лучей, падающих на границу раздела под некоторым углом. Так как коэффициент отражения в общем случае зависит как от угла падения волны, так и от соотношения волновых сопротивлений пограничных сред, импульс, отраженный от границы раздела «волновод - контролируемое изделие», может отличаться от импульса, отраженного от границы раздела «волновод - настроечный образец».
В предлагаемом способе по п. 2 технический результат достигается тем, что в способе уменьшения мертвой зоны по п. 1 в качестве линии акустической задержки берут волновод, а настроечный образец выполняют из материала, акустические свойства которого близки к акустическим свойствам материала контролируемого изделия.
Способ работает аналогично способу по п. 1.
В случае, когда поверхность контролируемого изделия или акустические свойства материала изделия недостаточно однородны, в процессе контроля отраженный от поверхности изделия сигнал может изменять свою форму. В этом случае компенсация импульсом, полученным от настроечного образца, будет не полной.
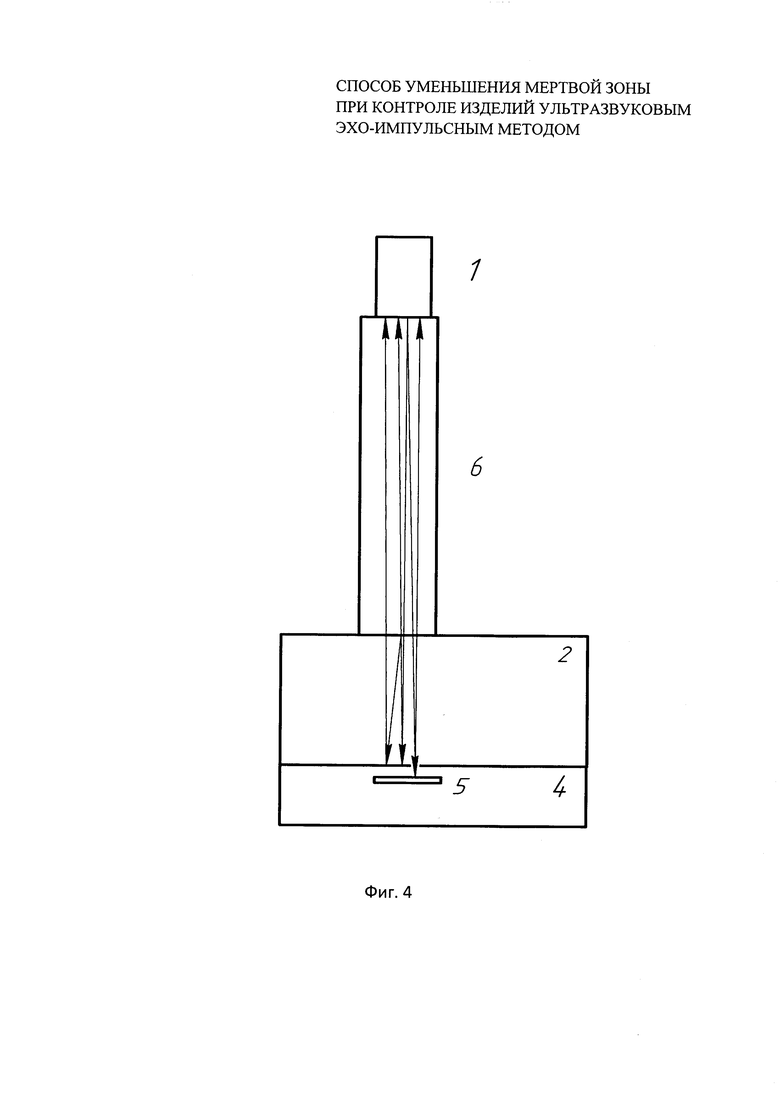
Технический результат способа по п. 3 достигается тем, что в способе уменьшения мертвой зоны по п. 1 в качестве настроечного образца берут само контролируемое изделие, а в качестве компенсирующего импульса используют импульс, дважды отраженный от границы линии акустической задержки и контролируемого изделия, При этом длина линии задержки выбирается из условия:
Тл≥Тс
Способ работает следующим образом. На контролируемое изделие 4 через линию акустической задержки 2 устанавливают преобразователь 1 (фиг. 3). Регистрируют и запоминают сигнал U1, состоящий из импульса, отраженного непосредственно от границы изделия, а также импульса, отраженного от дефекта 5, при его наличии (или донного импульса при проведении толщинометрии), и импульсов переотражения.

где
F(t) - функция, задающая форму импульса;
R2 - коэффициент отражения сигнала на границе между линией акустической задержки и изделием;
Rд - коэффициент отражения сигнала от дефекта (от противоположной поверхности изделия);
D - коэффициент прохождения сигнала через границу линии акустической задержки и изделия;
t2л - акустическая задержка сигнала на удвоенной толщине линии акустической задержки;
tд - акустическая задержка сигнала на пути от поверхности изделия до дефекта и обратно.
Сигнал U1 после отражения от поверхности распространяется в направлении преобразователя и отражается от внешней поверхности линии акустической задержки, на которой он установлен. Регистрируют сигнал U2, повторно отраженный от поверхности изделия и дефекта.

где R1 - коэффициент отражения сигнала от внешней поверхности линии акустической задержки.
Предполагалось, что импульсы, пришедшие к преобразователю после многократных отражений от дефекта и границ (3 и более), имеют меньшую амплитуду и в данных соотношениях не учитывались. Кроме того, ослабление сигнала за счет поглощения в материале изделия и в результате расхождения пучка ультразвуковых волн может привести к появлению в формулах коэффициентов, пропорциональных времени распространения импульсов.
Первый сигнал умножают на коэффициент R1R2, задерживают на время t2л и вычитают из второго сигнала. Результирующий сигнал Up будет равен

Таким образом, в результирующем сигнале присутствуют только импульсы, отраженные от дефекта один и два раза. Так как импульс, дважды отраженный от дефекта, приходит позже импульса, отраженного от дефекта один раз, и имеет меньшую амплитуду, он не является помехой при выявлении дефекта.
Предлагаемый способ уменьшения мертвой зоны может быть применен также при дефектоскопии (толщинометрии) внутреннего слоя двухслойной конструкции. В способе по п. 4 преобразователь устанавливают непосредственно на контролируемое изделие, а в качестве линии акустической задержки используют внешний слой конструкции.
Способ работает аналогично способу по п. 3, при этом предполагается, что первый слой контролируемого изделия не имеет дефектов.
При рассмотрении способов уменьшения мертвой зоны, в которых в качестве компенсирующего использован импульс, дважды отраженный от границы «линия акустической задержки - контролируемое изделие», предполагалось, что при отражении импульса от границы «линия акустической задержки - преобразователь» форма импульса не изменялась. Однако при падении импульса из линии акустической задержки на преобразователь помимо прямого отражения от границы раздела двух сред в линию акустической задержки поступает импульс, многократно переотраженный в самом преобразователе, что приводит к искажению исходного импульса, а значит и к неполной компенсации импульса, отраженного от границы «линия акустической задержки - контролируемое изделие».
Точность компенсации импульса, отраженного от границы «линия акустической задержки - контролируемое изделие», может быть повышена за счет устранения влияния искажения импульса при отражении его от границы «линия акустической задержки - преобразователь».
В способе по п. 5 технический результат достигается тем, что между преобразователем и линией акустической задержки устанавливается дополнительная линия акустической задержки, длина которой выбирается из условия
Т2>2Тл+2Тс,
где Т2 - акустическая задержка сигнала в дополнительной линии акустической задержки.
Способ работает следующим образом. Преобразователь 1 через дополнительную 6 и основную 2 линии акустической задержки устанавливают на контролируемое изделие 4 (фиг. 4). Вводят в дополнительную линию акустической задержки ультразвуковой импульс. Импульс, отраженный от границы «основная линия акустической задержки - контролируемое изделие», на границе основной и дополнительной линий задержек частично проходит в сторону преобразователя, частично отражается в сторону контролируемого изделия. Импульс, прошедший в сторону преобразователя, образует сигнал U1. Импульс, прошедший в сторону контролируемого изделия, отражается от него и, пройдя через основную и дополнительную линии акустической задержки, принимается преобразователем, образуя сигнал U2. Дальнейшее преобразование сигналов проводят описанным выше способом, выделяя сигнал от дефекта 5. Так как на границе основной и дополнительной линий задержек сигнал не искажается, компенсацию импульса, отраженного от границы «основная линия акустической задержки - контролируемое изделие», можно выполнить достаточно точно.
Условие Т2>2Тл+2Тс гарантирует отсутствие наложения импульсов переотражения в дополнительной линии акустической задержки на импульс сигнала от дефекта.
Предлагаемое изобретение может применяться при эхо-импульсной дефектоскопии и толщинометрии и позволяет существенно расширить область применения метода за счет повышения точности компенсации импульса, отраженного от границы «линия акустической задержки - контролируемое изделие», и уменьшения мертвой зоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| Ультразвуковой дефектоскоп | 1983 |
|
SU1113738A1 |
| Способ и устройство для уменьшения мертвой зоны ультразвукового эхо дефектоскопа | 1959 |
|
SU125935A1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1997 |
|
RU2158920C2 |
| УЛЬТРАЗВУКОВОЙ ИЗМЕРИТЕЛЬ ЗАЗОРОВ В МНОГОСЛОЙНЫХ КОНСТРУКЦИЯХ | 1993 |
|
RU2084821C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА МАТЕРИАЛА | 2003 |
|
RU2246724C1 |
| Способ настройки чувствительности ультразвукового дефектоскопа | 2019 |
|
RU2726277C1 |
| Способ ультразвукового неразрушающего контроля изделий из нитридной керамики на наличие дефектов | 2023 |
|
RU2812181C1 |
| Способ ультразвукового контроля затесненных участков изделий из стеклопластика | 2023 |
|
RU2816862C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В КЛЕЕВЫХ СОЕДИНЕНИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2451289C2 |
Изобретение относится к метрологии, в частности к способам контроля материалов и изделий. Способ уменьшения мертвой зоны при контроле изделий ультразвуковым эхо-импульсным методом заключается в том, что на контролируемое изделие устанавливают преобразователь через линию акустической задержки, вводят в контролируемое изделие ультразвуковой импульс и компенсируют импульс, отраженный от границы раздела изделия и линии акустической задержки, аналогичным по форме и амплитуде импульсом. Перед проведением контроля устанавливают преобразователь через линию акустической задержки на настроечный образец, возбуждают ультразвуковые колебания, фиксируют импульс, отраженный от границы раздела настроечного образца и линии акустической задержки, и используют этот импульс для компенсации. При этом толщина настроечного образца выбирается из условия, чтобы акустическая задержка в настроечном образце была больше или равна акустической задержке в контролируемом слое изделия. Линия задержки представляет собой волновод, а в качестве компенсирующего импульса используют импульс, дважды отраженный от границы линии акустической задержки и контролируемого изделия. Технический результат – повышение точности. 4 з.п. ф-лы, 4 ил.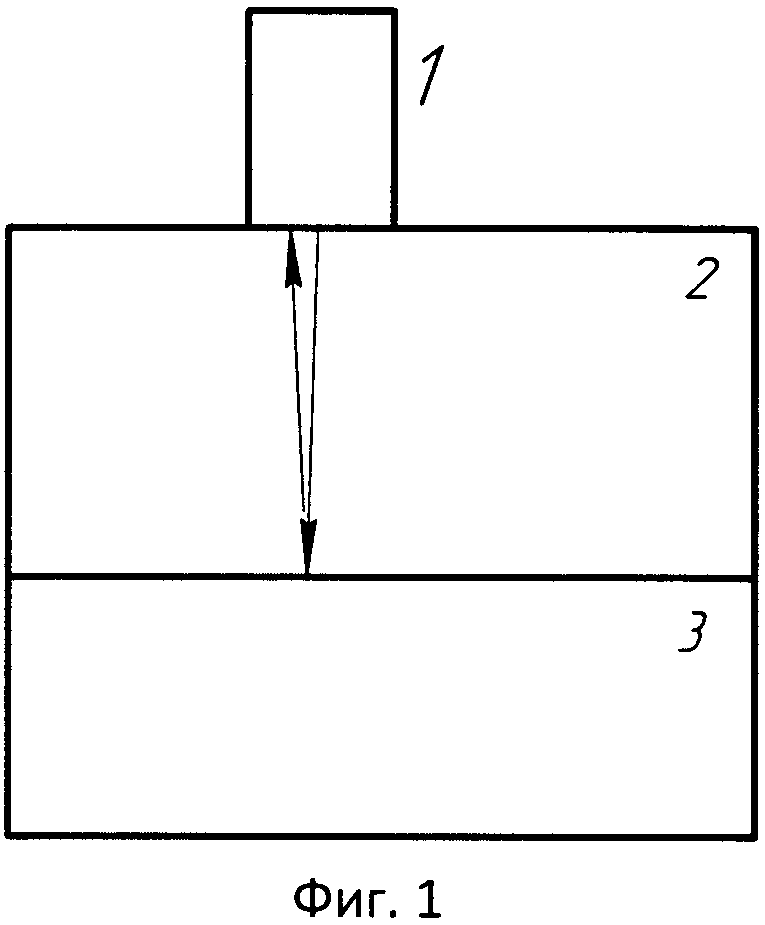
1. Способ уменьшения мертвой зоны при контроле изделий ультразвуковым эхо-импульсным методом, заключающийся в том, что на контролируемое изделие устанавливают преобразователь через линию акустической задержки, вводят в контролируемое изделие ультразвуковой импульс и компенсируют импульс, отраженный от границы раздела изделия и линии акустической задержки, аналогичным по форме и амплитуде импульсом, отличающийся тем, что перед проведением контроля устанавливают преобразователь через линию акустической задержки на настроечный образец, возбуждают ультразвуковые колебания, фиксируют и запоминают импульс, отраженный от границы раздела настроечного образца и линии акустической задержки, и используют этот импульс для компенсации, при этом толщина настроечного образца выбирается из условия Тоб≥Тс,
где Тоб - акустическая задержка сигнала в настроечном образце;
Тс - акустическая задержка сигнала в контролируемом слое изделия.
2. Способ по п. 1, отличающийся тем, что в качестве линии акустической задержки берут волновод, а настроечный образец выполняют из материала, акустические свойства которого близки к акустическим свойствам материала контролируемого изделия.
3. Способ по п. 1, отличающийся тем, что в качестве компенсирующего импульса используют импульс, дважды отраженный от границы линии акустической задержки и контролируемого изделия, используемого в качестве настроечного образца.
4. Способ по п. 3, отличающийся тем, что при контроле внутреннего слоя двухслойной конструкции преобразователь устанавливают непосредственно на контролируемое изделие, а в качестве линии акустической задержки используют внешний слой конструкции.
5. Способ по п. 3, отличающийся тем, что между преобразователем и линией акустической задержки устанавливают дополнительную линию акустической задержки, которая должна удовлетворять условию
Т2>2Тл+2Тс,
где Т2 - акустическая задержка сигнала в дополнительной линии акустической задержки;
Тл - акустическая задержка сигнала в основной линии акустической задержки;
Тс - акустическая задержка сигнала в контролируемом изделии.
| Способ и устройство для уменьшения мертвой зоны ультразвукового эхо дефектоскопа | 1959 |
|
SU125935A1 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2667187C2 |
| US 4875372 A1, 24.10.1989 | |||
| US 7270004 B2, 18.09.2007 | |||
| Способ распознавания характера дефектов при ультразвуковом контроле изделий | 1979 |
|
SU1061709A3 |
| Устройство для исследования раствора под микроскопом | 1953 |
|
SU101397A1 |
| Способ настройки ультразвуковой установки | 1977 |
|
SU917711A3 |

