Настоящее изобретение касается нового способа изготовления керамических материалов, в особенности огнеупорных материалов со сниженным удельным весом. В частности, изобретение касается способа изготовления легких огнеупорных материалов с не связанными друг с другом порами, которые можно применять для теплоизоляции при работе с высокими температурами.
В основе способа лежит создание структуры материала со сферическими, замкнутыми и изолированными порами. Поры, диаметр которых можно целенаправленно регулировать, создают посредством применения полимерных частиц, в особенности полиметакрилатов, в особенности полимеров или соответственно сополимеров, изготовленных путем полимеризации в суспензии, в качестве выгорающих порообразователей. Полимеры, или соответственно сополимеры представлены в форме маленьких шариков с заданным диаметром. Введение изолированных сферических пор позволяет изготавливать керамические материалы отчасти с существенно сниженным удельным весом и с улучшенной по сравнению с нынешним техническим уровнем коррозионной устойчивостью, а также лучшей механической прочностью. Одновременно специфическая система замкнутых пор способствует уменьшению теплопроводности керамических материалов. Кроме того, новый способ дает то преимущество, что даже при изготовлении толстостенных керамических изделий отсутствует опасность формирования вредных черных зерен.
Пористая огнеупорная керамика - это материалы с разнообразными возможностями применения, обладающие, в частности, высокой устойчивостью к жару либо же даже огнеупорностью при малой массе. Эти материалы находят применение в различных областях работы с высокими температурами, например, при выработке или обработке металла, а также в цементной промышленности, при работе с известью, гипсом, стеклом или керамикой.
Поры - компонент большинства керамических продуктов. Различают открытые (сплошные), полузакрытые (закрытые с одной стороны) и закрытые (замкнутые) поры. Вместе они образуют общую (суммарную) пористость материала. При этом поры формируют открытую или соответственно закрытую систему пор. В первом случае пористость образована преимущественно открытыми либо же полузакрытыми и связанными друг с другом порами. Этот вид пористости типичен для большинства керамических материалов. Закрытые поры в обычных керамических материалах встречаются редко.
Открытая система пор отрицательно влияет на устойчивость керамических материалов к коррозии. Через такую систему пор материал инфильтрируется газообразными и жидкими коррозионными веществами. Диффузия твердых веществ в материал через систему пор также происходит очень быстро. Закрытые и изолированные поры, напротив, не влияют на сопротивляемость коррозии либо же влияют незначительно.
Открытая система пор представляет собой слабую сторону плотных огнеупорных материалов с пористостью ниже 45%, которые применяются в качестве защиты от коррозии. По этой причине максимальное снижение пористости - важный аспект при изготовлении огнеупорных изделий.
С одной стороны, низкая пористость положительно сказывается на устойчивости к коррозии. Ей, однако, сопутствуют рад недостатков, как то: большая масса продукта, высокая теплопроводность и сниженная устойчивость к переменам температуры.
В уровне техники имеются различные методы изготовления пористых керамических материалов. Добавление пористых дополнительных веществ, как то: кизельгура, перлита или полых керамических шариков позволяет добиться относительно низкой доли пор в керамике, а материалы относительно тяжелы. Хотя эти дополнительные вещества и позволяют создать полости в керамических материалах, но не замкнутые и связанные между собой. Это отрицательно влияет на показатели применения таких керамических материалов и ограничивает их возможное применение небольшим количеством областей.
Вспенивание керамической массы-сырца или соответственно керамического шлама, напротив, приводит к неравномерности порообразования и к колебаниям качества продукта. Кроме того, высокую долю равномерно распределенных пор практически невозможно реализовать. Сходные положения справедливы для добавления вспенивающих агентов, как, например, карбоната аммония или сублимирующихся веществ, как например, нафталин.
Хотя качество огнеупорных керамических материалов и можно повысить комбинацией различных методов, но оптимум, представляющий собой выносящую очень большие механические нагрузки и одновременно очень легкую, устойчивую к коррозии и очень жароустойчивую керамику, например, с очень хорошими свойствами теплоизолятора, однако, очень сложно создать этими методами. Так, ни один из этих обычных способов не годится для изготовления равномерно распределенных сферических изолированных пор.
Создание пористых огнеупорных материалов с помощью выгорающих дополнительных веществ также относится к уровню техники. В качестве дополнительных веществ широко применяют, например, уголь, кокс, опилки, ореховую шелуху, пробковую муку, пенополистирол, рисовую шелуху, торф или лигнин. Остатки после сгорания некоторых этих веществ, например, зола или шлаки, очень склонны к реакции и могут отрицательно сказаться на характеристиках применения огнеупорных керамических материалов, например, в смысле огнеупорности.
Для снижения теплопроводности эти керамические материалы являются пористыми, как правило, имеющими открытую структуру пор. Открытые и соединяющиеся поры, однако, одновременно способствуют коррозии и, соответственно, износу материала. Кроме того, неодинаковые по форме и соединяющиеся поры отрицательно влияют на механические свойства огнеупорных материалов. Большинство используемых выгорающих порообразователей не могут полностью окислиться при ограниченной подаче воздуха. Это в свою очередь приводит к тому, что в обожженной керамике остаются черные остатки порообразователя, так называемые черные зерна, которые существенно ухудшают свойства материала.
Такие легкие керамические материалы из уровня техники, в особенности для применения в качестве огнеупоров, как правило, обладают пределом прочности на сжатие в холодном состоянии от 0,5 до 10 МПа при пористости от 40 до 80%.
В германском патенте DE 19700727 описаны пористые камни и другие глиняные продукты, а также способы изготовления таких продуктов. Поры диаметром 1-10 мм создают путем добавления выгорающих веществ. В качестве таковых в числе прочего применяют и отходы. Поры являются открытыми, и соединяются друг с другом.
В европейском патенте ЕР 1433766 описана скользящая деталь для уплотнительных элементов и ее изготовление из углеродных частиц и фенольных смол. Материал содержит сферические поры, изолированные и равномерно распределенные. В каждом случае добиться полного сгорания этих частиц можно лишь с большим трудом. Дело осложняется тем, что хотя частицы и, соответственно, и получающиеся поры, распределены вполне равномерно, но они не характеризуются равномерным распределением ни по размеру, ни по форме. Эти аспекты, однако, отрицательно сказываются на механических характеристиках материала. Материал также непригоден к использованию при высоких температурах.
В европейском патенте ЕР 0578408 раскрыт способ изготовления керамических уплотнительных элементов из карбида кремния. Материал содержит сферические изолированные поры, которые создают добавлением выгорающих веществ, как, например, акрилатных, эпоксидных, полиимидных или виниловых смол, полипропилена, поливинилхлорида или ацетата целлюлозы. Эти пластмассы, однако, как обязательным образом следует уже из применения смол, применяют либо в жидком состоянии, либо (если они затвердевшие) - в виде неоднородного размолотого материала. Создать регулярные поры заданного размера таким способом невозможно. Этот материал опять же непригоден к использованию при высоких температурах.
Из европейского патента ЕР 1889821 известен способ изготовления керамических скользящих деталей и элементов для уплотнения. Керамика содержит сферические поры крупнее 5 мкм, и ее изготавливают из смеси порошкообразного гранулята со сферическими бусинами смол в качестве порообразователей. В качестве смолы применяют силиконовую смолу, полистирол и/или сополимер акрилата со стиролом. Образовавшиеся поры не являются ни равномерно распределенными, ни изолированными. Кроме того, полистирол сгорает без остатка только при очень высоких температурах и при подаче кислорода. Керамические скользящие детали имеют специфическую структуру, а применяют их при комнатных или умеренных температурах.
Объектом японского патента JP 09299472 является пористый биосовместимый компонент имплантата. Компонент состоит из двух слоев. Поверхностный слой содержит сферические поры, которые создают посредством применения сферического акрилатного гранулята. Поры соединены друг с другом и не изолированы. Материал непригоден к использованию при высоких температурах.
В японском патенте JP 03001090 описан огнеупорный припас из оксида алюминия высокой очистки и способ изготовления такой детали. Материал содержит сферические поры с диаметром менее 600 мкм. Его изготавливают из смеси бусин из термопластической смолы и порошка оксида алюминия (Al2O3). Бусины из смолы состоят, например, из сополимеров стирола и метилметакрилата. Поры являются открытыми и не изолированными.
В корейском патенте KR 2006088157 раскрыто изготовление керамических материалов с высокой пористостью и прочностью. В качестве порообразователей применяют сферические частицы из полиметакрилатов или пригодных к поперечной сшивке и содержащих этиленгликольдиметакрилат полиметакрилатов. Поры в материале распределены равномерно, но не изолированы.
В статье Kim и др. (Journal of the American Ceramic Society (2005), 88(12), 3311-3315) описан способ изготовления микроячеистого муллита. Поры создают добавлением полимерных бусин с поперечной сшивкой, размером 20 мкм. Несмотря на высокую пористость, составляющую от 40 до 70%, керамические материалы обладают относительно высокой прочностью от 90 до 10 МПа. Высокая прочность объясняется присутствием равномерно распределенных сферических пор размером менее 20 мкм. В явном виде изолированными, однако, поры не являются, так что и в сравнении с этими материалами можно добиться улучшения. Кроме того, у обладающих поперечной сшивкой полимерных бусин имеется тот недостаток, что в большинстве случаев их лишь с большим трудом можно удалить полностью. Помимо этого, в статье Kim и др. описаны исключительно прессованные легкие материалы. Данные об огнеупорных материалах не изложены. К ним либо же к легким огнеупорным материалам, однако, следует предъявлять совсем другие требования по прочности и сроку службы.
Задача настоящего изобретения состояла в том, чтобы представить новый способ, при использовании которого можно изготавливать керамические материалы с улучшенной по сравнению с уровнем техники комбинацией удельного веса и свойств теплоизолятора.
Кроме того, задача настоящего изобретения состояла в том, чтобы представить способ, посредством которого можно изготавливать как формованные, так и неформованные керамические материалы с улучшенными свойствами.
Сверх этого также существовала задача представить способ изготовления плотных огнеупорных материалов (ОУ) со снижением массы материала и без ухудшения показателей применения, как то: коррозионной устойчивости и механической прочности.
Параллельно существовала задача представить способ изготовления легких теплоизолирующих материалов, то есть очень легких материалов с благоприятным соотношением прочности и пористости и с улучшенной коррозионной устойчивостью в сравнении с имеющимся уровнем.
В частности, задача состояла в том, чтобы представить материалы с соотношением пористости и прочности, улучшенным по сравнению с уровнем техники.
Помимо этого имелась задача представить способ изготовления керамических материалов с коррозионной устойчивостью, улучшенной по сравнению с уровнем техники.
Сверх того существовала задача разработать способ изготовления керамических материалов, дающих возможность лучшей теплоизоляции.
Также существовала задача добиться того, чтобы в керамических материалах, изготовленных по этому способу, после обжига черная зернистость присутствовала лишь в малых количествах или вообще отсутствовала, и чтобы осуществлять процесс обжига было просто или даже проще, чем в уровне техники.
Дальнейшие, не поставленные отдельно, задачи вытекают из общей совокупности нижеследующих описания, формулы и примеров.
Задачи решают посредством представления нового способа образования пор в керамических материалах, в особенности в формованных и неформованных керамических материалах, посредством применения новых выгорающих дополнительных веществ в керамической массе-сырце. Эти выжигаемые дополнительные вещества представляют собой сферические полимерные частицы, предпочтительно термопластические сферические полимерные частицы. В этом контексте ''термопластические'' означает не имеющие поперечной сшивки
Применяемые согласно изобретению полимерные частицы состоят из полимера, имеющего температуру деструкции менее 250°C, а диаметр составляет от 0,1 мкм до 3 мм, предпочтительно от 5 мкм до 3 мм, особо предпочтительно от 10 мкм до 1 мм, а крайне предпочтительно от 15 мкм до 200 мкм. При этом диапазон от 0,1 мкм до менее 5 мкм представляет собой альтернативные и столь же привлекательные с технической точки зрения нанопоры. Кроме того, распределение частиц полимера по размеру зерна располагается между 0,5 и 2,0, предпочтительно между 0,7 и 1,5. Сырую керамическую массу согласно изобретению обжигают при температуре, которая по меньшей мере на 200°C превышает температуру деструкции полимера.
Под указанными размерами зерна подразумевают медианные диаметры, которые согласно изобретению определяют методом анализа размера частиц с помощью лазерной дифракции с помощью прибора Coulter Diffraction Particle Size Analyzer, предпочтительно прибора Coulter LS 200. Медианный диаметр - это значение размера зерна, для которого половина частиц меньше его, а другая половина больше.
Еще одна величина, характеризующая размер частиц, это средний размер. Речь при этом идет о среднем значении, которое прибор формирует по лазерной дифракции всех частиц, прошедших измерение. Это значение также можно определить, например, посредством Coulter LS 200. Следует, однако, отметить, что размеры зерна, приведенные в рамках настоящего текста, определяют по медианному диаметру.
Третья величина в рамках настоящего изобретения - это так называемое распределение зерен по размеру. Оно представляет собой частное среднего диаметра и медианного диаметра. Это значение можно также непосредственно определить, например, посредством Coulter LS 200. В зависимости от формы кривой распределения эта величина может быть меньше или больше единицы. При особо широкой форме кривой в области малых размеров зерна эта величина, например, как правило, меньше единицы. В случае идеально симметричной формы кривой эта величина равна единице.
Доля полимерных частиц, которые добавляют к керамической массе-сырцу, составляет от 0,5 до 90% масс, предпочтительно от 1,0 до 80% масс, особо предпочтительно от 10 до 70% масс, а в особенности предпочтительно от 20 до 60% масс. Так, например, уже при использовании в плотных керамических материалах приблизительно 2% масс, полимерных частиц можно обеспечить снижение массы керамических материалов примерно на 6% масс. Данные о процентных долях полимерных частиц в рамках настоящего изобретения отнесены на 100%-ную по массе сумму керамической массы-сырца и полимерных частиц.
Керамические материалы, которые изготавливают способом согласно изобретению, демонстрируют ряд свойств, улучшенных по сравнению с уровнем техники. В частности, керамические материалы демонстрируют высокую долю сферических, преимущественно закрытых и изолированных пор. При этом поры выполняют множество функций. Преимущества изготовленных согласно изобретению керамических материалов с закрытыми сферическими и изолированными порами при этом следующие:
- Улучшение теплоизоляционных свойств и, соответственно, сниженные теплопотери наружу;
- Лучшая устойчивость к коррозии, поскольку значительно снижена инфильтрация коррозионных веществ в структуру материала;
- Благоприятное соотношение прочности и объема пор в случае сферических пор;
- Замкнутая, не имеющая пор поверхность, которая, в частности, пригодна для последующей глазировки;
- Снижение массы детали;
- Снижение расхода сырья, как, например, керамической массы-сырца или воды для затворения;
- Сниженные энергозатраты при изготовлении и транспортировке;
- Сниженные энергозатраты при использовании, например, в печах, в которых слой теплоизоляции также приходится нагревать, или в вагонетках для туннельных печей, которые необходимо передвигать;
- Возможность конструирования установок меньшего размера;
- Улучшение морозоустойчивости керамических строительных материалов;
- При некоторых условиях - повышение дуктильности материала и благоприятное поведение при изломе;
- Поглощение керамическими уплотнениями, запорными компонентами и т.д. функциональных веществ, как, например, смазок;
- Способствование съему металла и процессу шлифовки при использовании в качестве средства шлифовки;
- Существенно сниженная - вплоть до полного отсутствия - доля черного зерна и, соответственно, лучшие показатели применения или оптические свойства.
Способ годится для изготовления как формованных, так и неформованных изделий. Посредством способа можно изготавливать новые легкие продукты и полуфабрикаты.
Поры в керамических материалах, изготовленных в соответствии с уровнем техники, большей частью соединены друг с другом и образуют открытую систему пор. Частично система пор состоит из полузакрытых пор. Закрытые изолированные поры в обычных керамических материалах встречаются редко. Особенная заслуга настоящего изобретения состоит в представлении способа, который впервые дает возможность создать в керамике преимущественно изолированные закрытые поры. Эти замкнутые поры могут благоприятно сказываться на целом ряде существенных свойств керамических материалов. Например, это:
- Лучшее сопротивление инфильтрации газов и жидкостей. В качестве примера - в результате улучшается устойчивость материала к коррозии.
- Изолированные замкнутые поры улучшают изолирующее действие керамического материала.
- Более высокая прочность. Большие или имеющие неравномерную форму поры вызывают превышение напряжений, влияющее на показатели излома, а изолированные сферические поры, напротив, способствуют повышению прочности.
- Устойчивость к переменам температуры;
- Термические и электрические показатели;
- Отсутствие видимых с поверхности пор и, соответственно, положительный внешний вид керамики.
Улучшение отдельных или соответственно нескольких из этих свойств можно регулировать целенаправленно через состав керамики, объемную долю пор и размер пор. Также при реализации способа согласно изобретению можно задавать состав полимерных частиц с учетом условий выжигания и необходимых размеров пор. Таким образом, способ согласно изобретению дает возможность в широких пределах комбинировать степени свободы по различным свойствам.
В частности, задачи решаются благодаря выбору особо удобных в применении полимерных частиц. При этом особенно важны три свойства полимерных частиц, применяемых согласно изобретению: а) состав и получаемое в результате термическое поведение полимера, b) размер зерна или (что означает то же самое) частицы и распределение по размеру зерна и с) форма частиц. Сверх того большое значение придается составу керамического материала (d).
а) Состав полимерной частицы
Важный аспект изобретения, в особенности с точки зрения предотвращения черных зерен, это полное (без остатков) удаление порообразователей во время обжига либо же (в случае неформованных изделий) первого нагрева керамики. Это обеспечивает невозможность формирования черных зерен в обжигаемом материале, даже в случае толстостенных предметов. Черное зерно отрицательно влияет на свойства материала и приводит к выводу изделия в брак.
Применение сгорающих без остатка полимерных частиц дает возможность изготавливать крупные пористые керамические продукты с помощью метода выгорающих добавок, также называемого АВ-процессом, без опасности черных зерен. Обычные добавки этого не гарантируют.
Обеспечить сгорание без остатка можно посредством двух различных свойств полимера:
Во-первых, температура деструкции полимера, применяемого согласно изобретению в способе, предпочтительно составляет менее 280°C, предпочтительно менее 240°C. Температура деструкции - это температура, при которой полимеризация мономеров в полимер и деполимеризация полимера до мономеров находятся в равновесии друг с другом. Из этого следует, что выше этой температуры деструкции, которая определяется составом полимера или соответственно мономеров, полимерные цепи могут разлагаться на исходные мономеры, то есть происходит деполимеризация. Температура деструкции большинства полимеров превышает температуру разложения. В таких случаях часто происходит разложение функциональных групп, идут реакции элиминирования и т.п. Образуются продукты разложения низкой летучести, вплоть до обугливания, в результате чего в свою очередь формируется черное зерно. В случае полимеров с низкой температурой деструкции, которая должна лежать ниже температуры разложения, полимерная цепь при высоких температурах, как в процессе обжига керамики, разлагается без остатка, и летучие мономеры можно удалить из керамики. При этом большой объем печи может быть точно так же выгоден, как и создание пониженного давления.
Сверх того, преимущество этого способа состоит в том, что высвобождающиеся мономеры при обжиге в кислородной атмосфере сгорают в газовой фазе, например, в атмосфере воздуха, или же в том, что способ также можно очень хорошо реализовать и в отсутствие кислорода. Изготовление пористых керамических материалов, таким образом, можно также проводить в инертной либо же в восстанавливающей атмосфере. В случае известных порообразователей уровня техники это невозможно. Из этого следует дополнительная возможность изготавливать керамические изделия с высокой пористостью из материалов, склонных к окислению, как то: углерода, боридов, карбидов, нитридов и др.
Еще одно преимущество - это то, что высвобождающиеся мономеры можно без остатка удалить из керамики, и следовательно карбидизация внутри керамики не происходит.
Пригодные к применению полимеры с низкими температурами деструкции это, например, полиметакрилаты, поли-α-метилстирол или полиоксометилен, которые синтезированы без сомономеров, ингибирующих деполимеризацию. Предпочтительно применять один из этих полимеров согласно изобретению при реализации способа, особо предпочтительно использовать полиметакрилаты или поли-α-метилстирол.
В частности, при процедуре обжига в содержащей кислород атмосфере одновременно проходит окислительное разложение полимеров либо же остающихся в керамике мономеров, например, в виде сжигания. Для минимизации итогового обугливания важно второе, предпочтительное свойство используемого полимера. Чтобы улучшить полноту сжигания предпочтительны полимеры с относительно высокой долей кислорода Полимер должен иметь долю кислорода по меньшей мере в 25% масс, предпочтительно по меньшей мере в 30% масс. Таким образом, полиметакрилаты особо предпочтительны. Крайне предпочтительны полиметакрилаты с долей метилметакрилата (ММА) по меньшей мере в 80% масс, в особенности по меньшей мере в 90% масс; крайне предпочтительно применять чистый ПММА.
b) Размер частицы и распределение по размеру зерен
Размер частицы может варьировать в широких пределах. Размер используемых частиц зависит непосредственно от размера пор, которые желательно получить. Предпочтительно применяют частицы с диаметром от 0,1 мкм до 3 мм, предпочтительно от 5 мкм до 3 мм, особо предпочтительно от 10 мкм до 1 мм, а крайне предпочтительно от 20 мкм до 200 мкм. При этом диапазон от 0,1 мкм до менее 5 мкм представляет собой альтернативные и столь же привлекательные с технической точки зрения нанопоры.
Под размером частиц в настоящей публикации подразумевают собственно средний размер первичной частицы. Поскольку формирование агломератов практически исключено, средний размер первичной частицы, как правило, соответствует истинному размеру частицы. Кроме того, размер частицы примерно соответствует диаметру частицы приблизительно круглого вида. У частиц, которые не выглядят круглыми, средний диаметр определяют как среднее значение из самого малого и самого большого диаметра. Под диаметром в этом контексте подразумевают отрезок от одной точки на краю частицы до другой. Дополнительно эта линия должна пересекать центральную точку частицы.
Специалист может определить размер частицы, например, с помощью анализа изображений или статического светорассеяния.
В частности, добавление сгорающих без остатка частиц полимера с мономодальным, узким распределением по размеру дает возможность задавать структуру материала со сферическими порами, равномерно распределенными и изолированными. При этом распределение частиц полимера по размеру зерна располагается между 0,5 и 2,0, предпочтительно между 0,7 и 1,5. Распределение зерен по размеру предпочтительно определять с помощью измерительного прибора Coulter.
Соответственно, получаются поры, имеющие в идеальном случае мономодальное распределение по размеру. Это распределение по размеру пор может (но не обязано) обладать приблизительным сходством с распределением использованных полимерных частиц по размеру зерна. Предпочтительно, чтобы оно составляло от 0,2 до 4,0, предпочтительно от 0,5 до 2,0. Величину пор можно определить, например, посредством измерений, проводимых на микрофотографиях.
В качестве альтернативы можно применять и различные частицы, предпочтительно имеющие в каждом случае мономодальное распределение зерен по размеру.
с) Форма частиц
В идеальном случае частицы имеют приблизительно шарообразную либо же, что означает то же самое, сферическую форму. Поверхности частиц, как правило, круглые, однако возможны и минимальные срастания. Как известно, мерой геометрического приближения к шаровидной форме может служить информация о соотношении длины и ширины. При этом максимальное встречающееся соотношение ширины и длины отклоняется от среднего соотношения ширины и длины максимум на 20%. То есть, частицы в целом представляют собой практически идеальные шары.
Среднее соотношение сторон у применяемых согласно изобретению частиц составляет самое большее 1,4, предпочтительно самое большее 1,2 особо предпочтительно самое большее 1,1. Под максимальным отношением длины частицы к ее ширине подразумевают максимальное отношение двух из трех измерений - длины, ширины и высоты - друг к другу, которое возможно получить. При этом в каждом случае рассчитывают отношение самого большого размера к наименьшему из двух других размеров. Например, частица длиной 150 мкм, шириной 50 мкм и высотой 100 мкм имеет максимальное соотношение размеров (длины к ширине), равное 3. Частицы, максимальное соотношение размеров у которых равно 3, могут представлять собой, например, короткие палочковидные или же дисковидные, подобные таблеткам, частицы. Если максимальное соотношение размеров частиц составляет, например, самое большее 1,2 или меньше, то частицы имеют более или менее шаровидные или зерновидные очертания.
Чтобы получить сферические частицы, полимерные частицы, применяемые согласно изобретению, в особенности полиметилметакрилатные частицы, изготавливают методом полимеризации в суспензии. В частности, суспензионные полимеризаты в большинстве случаев демонстрируют выраженную сферическую форму. Полимеризация в суспензии, в частности, метакрилатов, в общем случае известна специалисту; о ней можно прочесть, например, в ''Kunststoffhandbuch Band IX: Polymethacrylate'', Hrsg. R. Vieweg, Carl Hanser Verlag Munchen 1975, Глава 2.3.3.
d) Состав литого керамического материала
Применяемые согласно изобретению массы-сырцы для изготовления литых керамических материалов могут, в принципе, представлять собой любые массы-сырцы для изготовления таких материалов, известные специалисту. В частности, в случае применения в области огнеупора речь при этом идет об оксидных керамических материалах, как то: оксиде алюминия (Al2O3), оксиде кремния (SiO2), оксиде хрома (Cr2O3), диоксиде циркония (ZrO2), оксиде титана IV (TiO2), оксиде магния (MgO), оксиде олова (SnO), или об огнеупорных соединениях оксидов, как, например, муллите (

С применением способа согласно изобретению возможна, однако, обработка и керамических материалов, отличающихся от оксидных. К неоксидным керамическим материалам относятся углерод, карбиды, как, например, карбид бора или кремния, или соответственно нитриды, как, например, нитрид бора (BN), нитрид кремния (Si3N4) или нитрид алюминия (AIN); бориды, как, например, диборид циркония (ZrB2), гексаборид кальция (СаВ6). Возможно также применять смеси различного состава из оксидных и неоксидных сырьевых материалов.
Особенно предпочтительны корундовые материалы, то есть оксид алюминия, либо же муллитные материалы, глинозем, глинозем, материалы с корундом (Al2O3) и муллитом в качестве главных компонентов, шамотные материалы с главным компонентом - муллитом, муллитно-кордиеритные материалы и шпинелевые материалы (MgO*Al2O3).
е) Способ изготовления
Легкие керамические материалы согласно изобретению можно изготавливать любым общеизвестным способом как формованные и как неформованные изделия. При этом изделия перед применением можно обжигать при высоких температурах, как правило, превышающих 1000°C, или же подвергать термической обработке в диапазоне более низких температур.
Во всех вариантах исполнения материала важный этап работы - это введение в керамическую массу-сырец сгорающих без остатка полимерных частиц. Их характеристика, как то: строение зерна, содержание воды, связующие агенты, реологические показатели и т.д. определяются используемой технологией формовки При этом в зависимости от керамики вводят, например, до 95 об.% или же только максимум 70 об.% полимерных частиц. Максимальное количество определяется тем, что необходимо следить, чтобы частицы не контактировали друг с другом.
Следующую за этим процедуру смешивания проводят таким образом, чтобы, во-первых, обеспечить гомогенное распределение полимерных частиц, а во-вторых, добиться хорошего перемешивания. Это задают в зависимости от таких факторов как вид и структура керамической массы-сырца. Под ''видом'' в этом контексте подразумевают форму, в которой находится керамическая масса-сырец. Например, сухая или полусухая, или соответственно пластичная или пригодная к заливке. Под ''структурой'' подразумевают такие показатели как строение зерна, содержание воды, вид связывающего агента, реологические показатели и т.д.
Для этого особенно хорошо пригодны приведенные выше полимеры. Особо удобны в применении предпочтительно применяемые суспензионные полимеризаты из полиметакрилата с очень высокой долей ММА.
После изготовления смешанной керамической массы-сырца, содержащей полимерные частицы, в зависимости от вида продукта и его применения следуют следующие этапы работы.
Формованные изделия
Из керамической массы с гомогенно распределенными полимерными частицами формируют с использованием общеизвестных технологий формовки предмет с желательными геометрическими характеристиками. Выбор подходящего способа формовки при этом зависит от геометрии конечного продукта и связанных с ним свойств керамической массы.
Формовку можно осуществлять, например, шликерным литьем, литьем под давлением, формовкой пластических масс, полусухой или соответственно сухой прессовкой или другими способами формовки. Также возможно, например, обжигать керамику в неформованном состоянии, а затем формовать, например, резкой или шлифовкой.
В частности, керамическую массу-сырец можно для формовки, например, спрессовывать. При этом после смешивания керамическую массу-сырец, в которую введены все компоненты, прессуют в форму под давлением p1. Эта форма может быть деревянной, пластмассовой, металлической, каменной, гипсовой или керамической. Созданный таким образом керамический предмет извлекают из формы и сушат при первой температуре Τ1, которая обязательно ниже температуры деструкции и предпочтительно ниже температуры стеклования полимера, на протяжении времени t1. Τ1, p1 и t1 при этом определяются составом применяемой керамической массы-сырца и известны специалисту. В качестве альтернативы можно также оставлять спрессованную керамическую массу в форме и удалять ее из формы только после затвердевания и сушки. В качестве альтернативы схватившуюся и высушенную керамическую массу-сырец можно также оставлять в форме, а удалять только после процедуры обжига. В третьей альтернативной форме исполнения форма без остатка сгорает во время процедуры обжига и таким образом удаляется.
Формованные необожженные изделия
После формовки и при необходимости схватывания изделия извлекают из формы и подвергают термической обработке. Она включает в себя обычные в керамической технологии этапы работы. В большинстве случаев термическая обработка начинается при температурах ниже 200°C. На этом этапе формованные изделия сушатся.
В случае изделий с химическим связыванием либо же изделий с углеродным связыванием этот этап работы также служит для затвердевания использованных связующих агентов. В качестве химических связующих применяют общеизвестные связующие агенты, например, фосфорную кислоту, водные растворы фосфатов либо же сульфатов, жидкое стекло, кизельзоль и т.д. В некоторых случаях, особенно в случае огнеупорных продуктов, применяют синтетические и натуральные смолы, вар, деготь и т.д. в качестве так называемого углеродного связующего. Для некоторых изделий из этой группы продуктов процесс изготовления заканчивается после сушки, поскольку требуемые для применения свойства оказываются достигнуты благодаря химическому связыванию. Во многих случаях изделия с химическим связыванием, продукты с углеродным связыванием либо же изделия с гидравлическим связыванием, например, огнеупорные бетоны можно подвергнуть так называемому отжигу. Отжигом специалисты называют температурную обработку в диапазоне температур ниже 1000°C. Температура зависит от керамической массы, однако, находиться как минимум около температуры, которая по меньшей мере на 100°C, предпочтительно на 200°C превышает температуру деструкции полимеров, содержащихся в полимерных частицах. На этом этапе процедуры проходят процессы разложения полимерных частиц и связующих агентов, а высвобождающиеся при этом летучие продукты разложения контролируемым образом выводят из материала. В качестве примера следует упомянуть кристаллизационную воду из химического либо же гидравлического связывания и продукты разложения углеродного связующего.
После отжига температурная обработка для некоторых продуктов оказывается завершена, поскольку они достигли требуемых показателей применения уже после отжига. В качестве примера необходимо упомянуть материалы с высоким содержанием глинозема и фосфатным связыванием и корундовые материалы либо же магниевые материалы с углеродным связыванием.
Формованные обожженные изделия
Высушенные продукты, так называемые сырцы, можно подвергнуть керамическому обжигу. Особую группу продукции образуют керамические материалы, изготовленные методом литья под давлением. Эти продукты создают с применением относительно больших количеств органических дополнительных веществ, как, например, восков, которые перед высокотемпературным обжигом необходимо удалять на специальном этапе работы, (так называемое удаление связующего вещества) в диапазоне температур ниже 1000°C.
Обжиг керамики проводят так, чтобы частицы керамики в матриксе материала спекались по возможности плотно. При этом изолированные сферические поры в смысле формы и доли должны сохраняться. Для этого пригодно как так называемое сухое спекание без жидкой фазы, так и спекание в присутствии жидкой фазы. В последнем случае матрикс материала может частично или соответственно полностью стекловаться. Температура обжига керамики соответствует температуре, которая зависит от керамической массы. Однако находиться как минимум около температуры, которая по меньшей мере на 200°C, предпочтительно по меньшей мере на 300°C, а особо предпочтительно по меньшей мере на 500°C превышает температуру деструкции полимеров, содержащихся в полимерных частицах.
Для поддержания процесса спекания в шихту можно добавлять реакционно-способные, активные при спекании компоненты, например, нанопорошки, микропорошки, вспомогательные средства спекания, стеклообразователи.
При этом нет необходимости полностью уплотнять матрикс материала до пористости в 0%. В зависимости от области применения матрикс может содержать остаточную пористость. Решающее значение имеет размер пор матрикса. Поры должны быть настолько малы, чтобы они препятствовали проникновению вредных веществ, например, воды, шлаков или расплавленных металлов.
В принципе же высокое сжатие при реализации способа согласно изобретению обладает тем недостатком, что усложняется отвод мономеров, а в некоторых случаях он происходит не полностью. Уплотнение керамического матрикса возможно в качестве альтернативы, и если необходимо посредством соответствующего управления режимом обжига.
Неформованные изделия
Неформованными называют смеси из добавок и вспомогательных либо же дополнительных веществ, в первую очередь связующих агентов. Они предназначены для применения непосредственно в состоянии поставки или же после добавления надлежащих жидкостей. Изолирующие огнеупорные продукты обладают общей пористостью более 45%. После затвердевания, сушки и нагрева образуется футеровка печи. Значение неформованных керамических продуктов, в особенности огнеупорных неформованных продуктов, постоянно возрастает. Помимо огнеупорных бетонов широкое применение находят другие неформованные керамические продукты, например, растворы, дорожные цементы, набивные массы, массы для литья под давлением и т.д.
Литые бетоны
В особой форме исполнения керамические материалы согласно изобретению представляет собой литые бетоны. В нижеследующем разделе описан этот особый аспект, но этот раздел непригоден для того, чтобы в какой бы то ни было форме ограничивать изобретение.
Литой керамический материал предпочтительно изготавливают из мелкозернистых огнеупорных бетонов или соответственно сырцовых масс, предпочтительно из самостоятельно текучих масс. Эти сырцовые массы отличаются тем, что доля частиц, которые больше 0,6 мм, составляет менее 10% масс, предпочтительно менее 5,0% масс, а особо предпочтительно менее 1,0% масс. Эти огнеупорные бетоны, однако, представляют собой лишь одну форму исполнения настоящего изобретения. Способ порообразования согласно изобретению можно переносить на любой вид керамических масс. Огнеупорные материалы при этом представляют собой лишь предпочтительную форму исполнения.
Для улучшения реологических свойств или соответственно для улучшения прочности материала в так называемом сыром (''зеленом'') состоянии (т.е. в необожженном состоянии) в массу можно добавить различные вспомогательные и дополнительные вещества, как, например, разжижающие агенты, заправочные средства или связующие агенты. Для производства необожженных изделий, как, например, огнеупорных бетонов или набивных масс, массы можно изготавливать с помощью известных гидравлических связующих агентов, как, например, огнеупорного цемента или соответственно химических связующих агентов, как, например, жидкого стекла, фосфатных соединений, сульфата магния или полисилоксановых связующих.
В целях улучшения показателей применения к массе, кроме того, можно подмешивать и другие дополнительные вещества, как, например, металлические, стеклянные, керамические волокна или соответственно другие средства порообразования.
Полимерные частицы, применяемые согласно изобретению, замешивают в керамическую массу-сырец. Необходимые для этого параметры процесса, как то: геометрические характеристики мешалки, скорость и продолжительность перемешивания, определяются составом керамической массы-сырца, размером полимерных частиц и их долей. Эту процедуру смешивания можно проводить до, во время или после введения в керамическую массу-сырец прочих добавок. Введение с перемешиванием или смешивание в первой форме исполнения проводят всухую. В альтернативной форме исполнения можно также применять суспензии из частиц полимера в жидкости, которая предпочтительно представляет собой воду, искусственную смолу или спирт. Например, при суспензионной полимеризации водные суспензии получают как первичный продукт, и таким образом их можно непосредственно добавлять в керамическую массу. При этом воду суспензии одновременно можно применять как так называемую воду для затворения керамической массы-сырца.
После перемешивания готовую по рецептуре керамическую массу заливают в форму. Эта форма может представлять собой деревянную, пластмассовую, металлическую, гипсовую или керамическую форму или соответственно слепок в песке или огнеупорной массе. Эта масса-сырец схватывается либо же, соответственно затвердевает в форме при температуре Τ1, которая может представлять собой, например, комнатную температуру, обязательно лежит ниже температуры деструкции, а предпочтительно ниже температуры стеклования полимера, на протяжении времени t1. Τ1 и t1 при этом определяются составом применяемой керамической массы-сырца и известны специалисту. После схватывания или соответственно затвердевания керамический полуфабрикат удаляют из формы и подвергают общеизвестному процессу сушки. В качестве альтернативы схватившуюся керамическую массу-сырец можно также оставлять в форме, а удалять только после процедуры обжига. В третьей альтернативной форме исполнения форма без остатка сгорает во время процедуры обжига и таким образом удаляется.
Процесс обжига проводят опять же при специфичной для материала температуре Т2, которая обязательно выше температуры деструкции полимера и температуры кипения высвободившихся мономеров; предпочтительно, чтобы Т2 по меньшей мере на 200°C, предпочтительно по меньшей мере на 300°C, особо предпочтительно по меньшей мере на 500°C превышала температуру деструкции или соответственно температуру кипения, в зависимости от того, какая из двух выше. Как правило, такие процедуры обжига керамики проходят выше 1000°C, в особенности выше 1200°C. Необходимое для этого время t2 в свою очередь следует из состава керамики, а также формы и в первую очередь массы подлежащего обжигу материала.
Процесс обжига можно проводить в атмосфере защитного газа, в атмосфере воздуха или даже в обогащенной кислородом атмосфере, без достойного упоминания формирования сажевых продуктов либо же продуктов крекинга в порах или на материале. Особое преимущество настоящего изобретения состоит в том, что способ можно также осуществлять и в отсутствие кислорода и, следовательно, также с чувствительными к окислению материалами. В случае порообразователей уровня техники это невозможно. Мономеры, высвобождающиеся при обжиге в отсутствие кислорода, предпочтительно следует откачивать и собирать с помощью соответствующего устройства.
При обжиге в содержащей кислород атмосфере, предпочтительно в содержащей кислород атмосфере с пониженным давлением, высвобождающиеся после деполимеризации мономеры сгорают практически полностью до воды и диоксида углерода и/или монооксида углерода. При этом особо предпочтительно использовать богатый кислородом полимер с долей кислорода по меньшей мере 25% масс.
Такой полимер сгорает с особо малым количеством сажи. Пример такого полимера - это чистый полиметилметакрилат.
Для изготовления неформованных огнеупорных продуктов, как, например, бетонов, набивных масс и т.д., керамическую массу, используя общеизвестные технологии, помещают на месте в промышленные установки и подают на использование.
Керамические материалы
Объектом настоящего изобретения также являются новые керамические материалы, которые можно изготавливать посредством способа согласно изобретению. Речь при этом идет о легких, предпочтительно огнеупорных керамических материалов с долей пор, превышающей 20 об.-%, предпочтительно от 30 до 90 об.-%, а особо предпочтительно от 40 до 70 об.-%.
При этом поры сферические и предпочтительно в основном изолированные, с максимальным средним соотношением сторон самое большее в 1,4, предпочтительно самое большее в 1,2, особо предпочтительно самое большее в 1,1, аналогично использованным полимерным частицам. Поры керамики, изготовленной согласно изобретению, сходны по размеру с размером использованных полимерных частиц, при этом, однако, они могут отклоняться от последнего размера на величину вплоть до 25%, в частности, быть больше. Таким образом, диаметр пор составляет от 0,1 мкм до 3,5 мм, предпочтительно от 4 мкм до 3,5 мм, особо предпочтительно от 7,5 мкм до 1,25 мм, а крайне предпочтительно от 15 мкм до 250 мкм.
В частности, можно создавать керамические материалы, в матриксе которых поры не соприкасаются друг с другом, либо же соприкасается только малая доля - менее 10%, предпочтительно менее 5%.
Кроме того, керамические материалы согласно изобретению отличаются тем, что они содержат менее 0,1% масс, предпочтительно менее 0,05% масс, а особо предпочтительно менее 0,01% масс. сажи.
Кроме того, керамические материалы согласно изобретению предпочтительно отличаются тем, что обладают относительной пористостью от 5 до 80%, предпочтительно от 10 до 80%, а особо предпочтительно от 20 до 70%. В особенности в этих диапазонах можно создавать керамические материалы, в матриксе которых поры не соприкасаются друг с другом, либо же соприкасается только малая доля - менее 10%, предпочтительно менее 5%.
Еще одна величина, характеризующая керамический материал, это пористость либо же относительная плотность. Относительная плотность по определению представляет собой частное от деления объемной плотности на плотность твердой фазы, в ряде случаев выраженную в процентах. Под объемной плотностью подразумевают плотность пористого предмета, включая поры. Под плотностью твердой фазы подразумевают плотность керамического матрикса без учета пор.
Пористые керамические материалы играют важную роль теплоизоляторов как в строительной промышленности, так и в промышленности, где используются огнеупоры. Для керамических материалов согласно изобретению, однако, можно в качестве примеров привести и другие области применения, как то: технология реакторов, катализаторов, легковозводимых конструкций, например, легкая строительная керамика или теплоизолирующая черепица, теплоизолирующая облицовка стен, керамика для посуды, и вплоть до изготовления украшений. В частности, материалы, изготовленные согласно изобретению, пригодны для применения в области высоких температур, как, например, внутренняя изоляция высокотемпературных печей или конструирование вагонеток для туннельных печей. При этом керамический продукт можно изготавливать и применять в виде формованного или неформованного изделия. Неформованные изделия затем можно нарезать, пилить или шлифовать. Кроме того, керамический продукт можно изготавливать и применять в виде обожженного или необожженного изделия.
Примеры
Методы измерения:
Распределение полимерных частиц по размеру зерна: измерение проводят прибором Coulter LS 200. Подготовка образцов: в лабораторном стакане емкостью 50 мл 2 шпателя испытуемого вещества вспенивают приблизительно в 20 мл полностью деионизированной воды. Затем добавляют каплю раствора Triton Х-100 и удаляют из образца воздух в течение 1 мин. во внешней ультразвуковой ванне.
Процедура измерения: измерение проводят при концентрации от 9% до 11%. Процесс измерений управляется компьютером. Выполняют три отдельных измерения. Приведенные результаты - это усредненные значения полученных в них dV50-
Термогравиметрические исследования (ТГА) в атмосфере воздуха со скоростью нагрева 5 К/мин до максимальной температуры в 1000°C. При этом эту температуру удерживают, пока масса не станет постоянной.
Навеска: чистые полимерные частицы, ок. 2 г
Полимерные частицы, введенные в огнеупорный матрикс - ок. 20 г
Определение основных свойств исследуемых материалов проводили с опорой на следующие нормативы EN DIN:
Открытая пористость (ОР) и объемная плотность (RD): согласно EN DIN 993-1
Предел прочности на сжатие в холодном состоянии (KDF): согласно ΕΝ DIN 993-5
Усадка (S): согласно EN DIN 993-10
Использованные полимеры типов Degacryl (продаются фирмой Evonik Rohm GmbH) представляют собой суспензионные полимеризаты из чистого ПММА. Конкретные характеристики использованных продуктов по отдельности следующие. Среднемассовое значение молекулярной массы при этом определяли гель-проникающей хроматографией (ГПХ).
DEGACRYL М449: ПММА с Mw 400.000-500.000 и dy50 90-110 мкм
DEGACRYL М527: ПММА с Mw 450.000-560.000 и dy50 33-41 мкм
DEGACRYL М546: ПММА с Mw 400.000-500.000 и dy50 55-70 мкм
А) Легкие теплоизолирующие керамические материалы
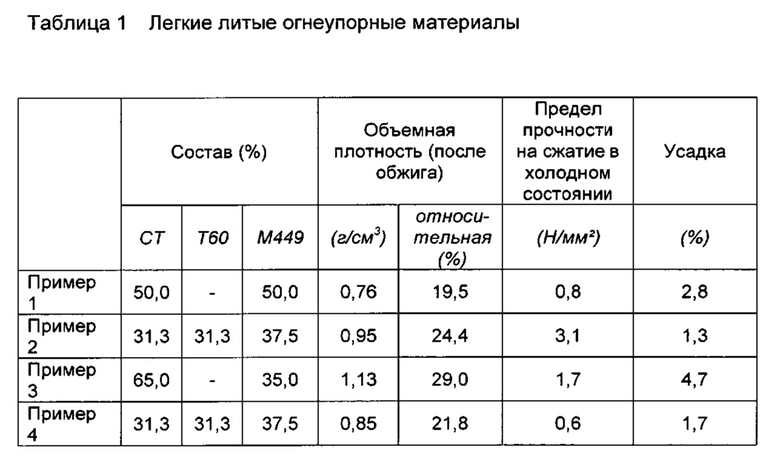
Примеры 1-4: легкие литые огнеупорные материалы
В качестве керамической массы-сырца использовали тонкозернистый огнеупорный бетон, представляющий собой смесь кальцинированного глинозема (СТ) и полимерного изделия (полимера). Чтобы изучить влияние грубозернистого оксида алюминия, исследовали также смеси со спеченным корундом (Т60, размер частиц менее 45 мкм). В качестве связующих агентов при этом применяли 4 массовые доли огнеупорного цемента с кальциевым алюминатом: бетонную массу изготавливали с 12% масс, (на 100 частей сухой массы) воды (так называемой воды для затворения). В качестве полимерного изделия применяли DEGACRYL М449 (М449), добавляемый в различных количествах. Сначала полимерные частицы путем перемешивания смешивали с готовой замешанной сырой бетонной массой. Из содержащей полимерные частицы керамической массы-сырца отливали цилиндрические образцы (диаметр и высота 46 мм). Осуществляли это путем заливки в пластмассовую форму. Затем образцы сушили 4 часа при 110°C. После сушки керамику обжигали в атмосфере воздуха при 1500°C в течение 4 часов. Состав исследованных смесей и свойства обожженных образцов обобщены в таблице 1.
Результаты
- Легкие литые огнеупорные материалы согласно изобретению отличаются очень низкими показателями объемной плотности. Они составляют от 16 до 30% теоретического значения. Это соответствует пористости от 70 до 84%.
- Уплотнением структуры можно управлять через величину доли полимерных частиц.
- Материалы обладают характерным для типа материала низким пределом прочности на сжатие в холодном состоянии, обусловленным высокой пористостью. На величину KDF можно дополнительно повлиять в положительном направлении посредством целенаправленных мероприятий. К ним относится в числе прочего частичная замена кальцинированного глинозема на тонкодисперсный спеченный корунд.
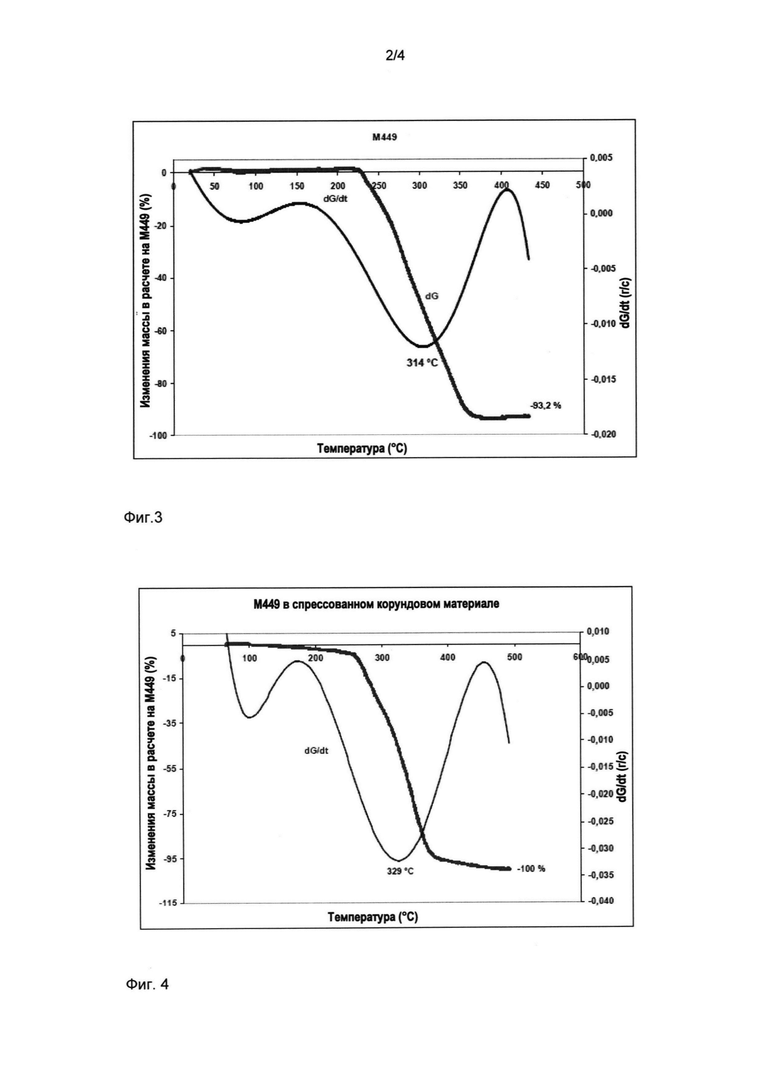
- Из прилагаемых к рисункам кривым измерений ТГА также несомненно явствует, что применяемые согласно изобретению полимерные частицы можно без остатка удалить из керамики при температуре ниже 500°С.
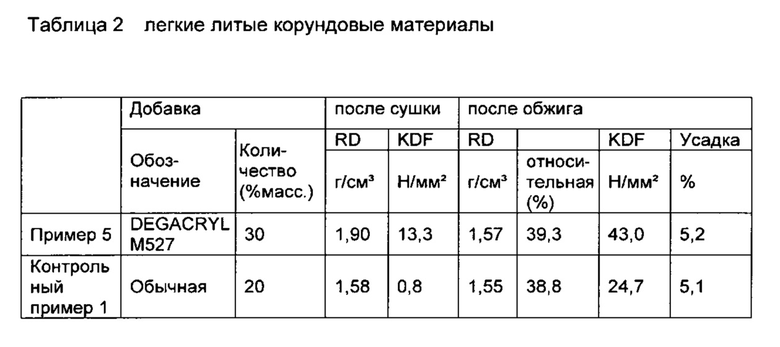
Пример 5: Легкие литые корундовые материалы (с контрольным примером 1)
В качестве сырцовой керамической массы использовали шликер из 90% масс, кальцинированного глинозема и 10% масс. алюмината кальция в качестве связующего агента. К бетонной массе добавили 14,5% масс. (на 100 частей сухой массы) воды для затворения. В качестве полимерных частиц использовали 30% масс. DEGACRYL М527 (М527) (относительно 100% масс. шликера). Сначала полимерные частицы путем перемешивания смешивали с готовой замешанной керамической массой-сырцом. Из содержащей полимерные частицы керамической массы-сырца затем отливали цилиндрические образцы (диаметр и высота 46 мм). Это осуществляли путем заливки в пластмассовую форму. Затем образцы сушили 4 часа при 110°C. После сушки керамику обжигали в атмосфере воздуха при 1500°C в течение 4 часов.
Для сравнения параллельно исследовали смеси с 20% масс, обычного выгорающего дополнительного вещества (опилок). Чтобы получить возможность ввести в керамическую массу это количество дополнительного вещества, добавку воды пришлось повысить примерно до 28% масс. Прочие условия изготовления и исследования были идентичны. Полученные результаты приведены в таблице 2.
Результаты
Несмотря на большее количество добавляемого материала, керамическая масса с добавкой DEGACRYL в сравнении с обычным продуктом требует значительно меньше (примерно 50%) воды для затворения
- Прочность высушенной массы с DEGACRYL по сравнению с обычной добавкой очень высока.
- При приблизительно одинаковой объемной плотности обожженные керамические массы с содержанием полимеров отличаются очень высокой прочностью. Она почти на 75% выше, чем таковая материалов с другой обычной добавкой.
Примеры 6-9: Легкие литые муллитные материалы (с контрольным примером 2)
Путем перемешивания изготовили гомогенные смеси из сырой муллитной смеси и Degacryl М449. Сырая муллитная смесь представляла собой смесь сырьевых материалов, которую в промышленных масштабах применяют для изготовления муллитного спеченного материала. Содержание влаги в смеси составляло около 16% масс. В зависимости от примера доля Degacryl находилась в пределах от 10 до 70% масс.(см. таблицу 3). Потребность в воде для затворения составляла в зависимости от доли Degacryl от 33 до 45% масс. Сначала сырьевые материалы для керамики смешивали с водой для затворения. Degacryl М449 вводили и гомогенным образом распределяли в конце процесса смешивания. Изготовление образцов (диаметр и высота в каждом случае 46 мм) осуществляли без связующего агента, путем отливки в пластмассовой форме. Формованные изделия сушили в течение 24 ч при 110°C. Затем образцы подвергли процедуре обжига в атмосфере воздуха со следующими параметрами:
Ступень I. температура обжига 1000°C, скорость нагрева 1 К/мин, без выдерживания
Ступень II. температура обжига 1600°C, скорость нагрева 5 К/мин, время выдерживания 4 ч.
На высушенных образцах осуществляли определение объемной плотности (RD). На обожженных образцах определяли объемную плотность (RD), открытую пористость (ОР), предел прочности на сжатие в холодном состоянии (KDF) и усадку (S).
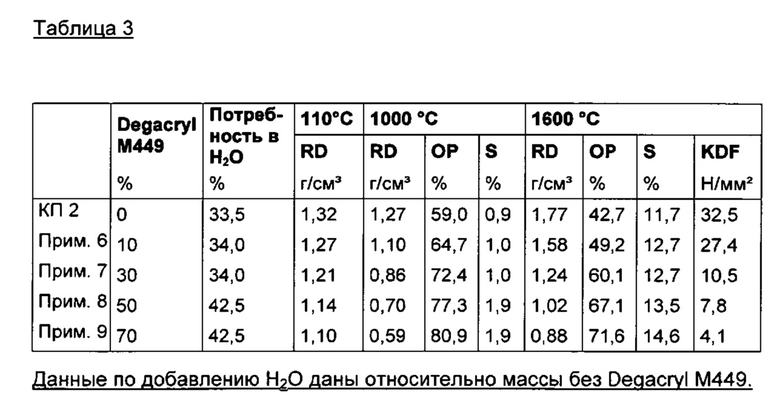
Результаты показывают, что посредством добавления полимерных частиц можно изготавливать легкие муллитные материалы высокой пористости с хорошими показателями прочности.
Примеры 10-13: Легкие литые материалы из Al2O3CA6 (с контрольным примером 3)
В этих примерах изготавливали согласно изобретению огнеупорные керамические материалы, которые соответствуют представленным в торговле керамическим материалам, содержащим гексаалюминат кальция (СаО*6Al2O3) в качестве легкой микропористой добавки. Указанный продукт содержит приблизительно. 8,5% масс. СаО и примерно 91% масс. Al2O3. Его открытая пористость составляет приблизительно 75 об.-%. Продукт применяют в качестве зерна для изготовления легких теплоизолирующих огнеупорных продуктов. Недостаток материала - это относительно высокое содержание СаО, которое отрицательно влияет на устойчивость к коррозии и термомеханические свойства огнеупорных материалов.
В этих примерах согласно изобретению изготовили керамические материалы с меньшим содержанием СаО, но со сравнимыми с обычным продуктом теплоизолирующими свойствами. В качестве порообразователя применяли DEGACRYL М527.
Керамическая масса, использованная в качестве шликера, состояла из 90% масс, кальцинированного глинозема NO 645, 10% масс, кальциево-алюминатного цемента SECAR 71,1% масс, разжижающего агента (ADS, ADW) и различных количеств воды для затворения (см. таблицу 4). Определенный расчетами химический состав после схватывания использованной смеси - это 3% масс. СаО и 97% масс. Al2O3. Это соответствует содержанию гексаалюмината кальция приблизительно в 34% масс. Остаток составляет корунд (α-Al2O3). В зависимости от примера доля Degacryl находилась в пределах от 10 до 70% масс.(см. таблицу 4). Сначала сырьевые материалы для керамики смешивали с водой для затворения. В зависимости от доли Degacryl потребность в воде для затворения составляла от 12 до 30% масс.(см. таблицу 4). Degacryl М527 добавляли и гомогенным образом распределяли в конце процесса смешивания. Изготовление образцов (диаметр и высота в каждом случае 46 мм) осуществляли путем отливки в пластмассовой форме. После схватывания образцы сушили при 110°C в течение 24 ч. Затем образцы подвергли процедуре обжига в атмосфере воздуха со следующими параметрами:
Ступень I. температура обжига 1000°C, скорость нагрева 1 К/мин, без выдерживания
Ступень II. температура обжига 1600°C, скорость нагрева 5 К/мин, время выдерживания 4 ч.
На высушенных образцах осуществляли определение объемной плотности (RD). На обожженных образцах определяли объемную плотность (RD), открытую пористость (OP), предел прочности на сжатие в холодном состоянии (KDF) и усадку (S).
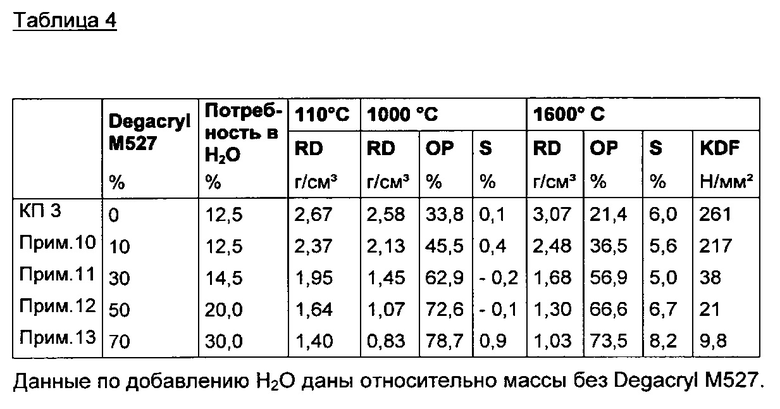
Добавление Degacryl М527 вызывает повышение открытой пористости. При добавлении более чем 30% масс, можно добиться даже повышения до более чем 55 об.-%. Добавление еще больших количеств приводит к образованию легких материалов высокой пористости, у которых открытая пористость выше 70 об.-%. В особенности эти материалы отличаются очень хорошим соотношением прочности к объемной плотности.
Примеры 14-17: Легкие литые корундовые материалы с грубозернистой фракцией (с контрольным примером 4)
Посредством этих примеров показано, что и с добавлением грубозернистых компонентов можно изготавливать легкие керамические материалы согласно изобретению. Основываясь на результатах предварительных опытов, в качестве шликера для опытов использовали керамическую массу из 47,5% масс. спеченного корунда Т60, 47,5% масс.кальцинированного глинозема NO 645, 5% масс. кальциево-алюминатного цемента SECAR 71, 1% масс. разжижающего агента (ADS, ADW) и воды для затворения и различных количеств воды для затворения (см. таблицу 5).
В качестве полимерных частиц применяли Degacryl М546. Доля Degacryl находилась в пределах от 10 до 70% масс. (количества см. в таблице 5). Сначала сырьевые материалы для керамики смешивали с водой для затворения. В зависимости от доли Degacryl потребность в воде для затворения составляла от 12 до 30% масс.(см. таблицу 5). Degacryl М546 добавляли и гомогенным образом распределяли посредством перемешивания в конце процесса смешивания. Изготовление образцов (диаметр и высота в каждом случае 46 мм) осуществляли путем отливки в пластмассовой форме. После схватывания образцы сушили при 110°С в течение 24 ч. Затем образцы подвергли процедуре обжига в атмосфере воздуха со следующими параметрами:
Ступень I. температура обжига 1000°С, скорость нагрева 1 K/мин, без выдерживания
Ступень II. температура обжига 1600°С, скорость нагрева 5 K/мин, время выдерживания 4 ч.
На высушенных образцах осуществляли определение объемной плотности (RD). На обожженных образцах определяли объемную плотность (RD), открытую пористость (ОР), предел прочности на сжатие в холодном состоянии (KDF) и усадку (S).
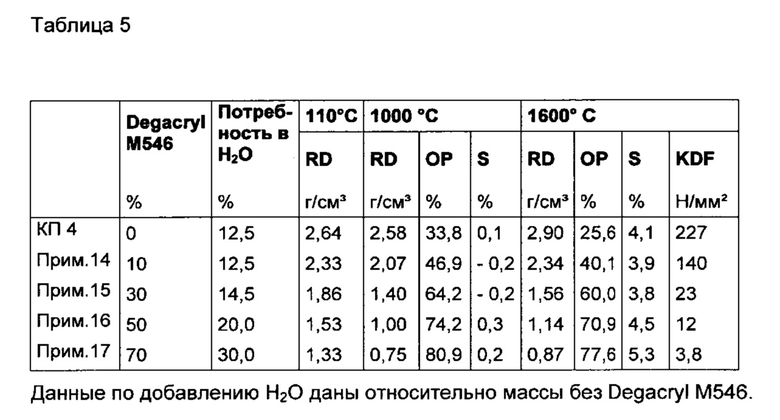
После добавления грубозернистой фракции также можно изготавливать огнеупорную керамику согласно изобретению. Дополнительно можно даже уменьшить усадку материалов с добавлением Degacryl при обжиге. С другой стороны, грубозернистая фракция означает снижение показателей прочности.
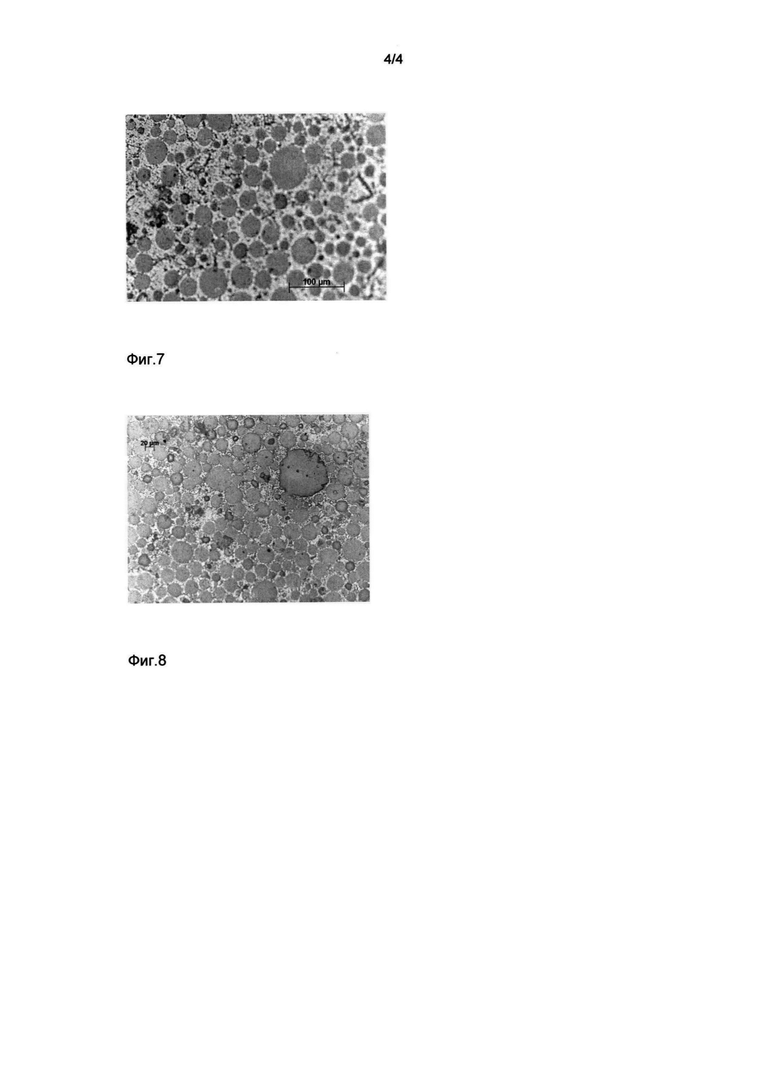
На иллюстрациях фиг. 5-7 хорошо видно формирование сферических и изолированных пор в материалах из примеров 15 и 17, а также отсутствие соответствующих пор в контрольном примере КП4.
Пример 18: Сравнение с обычными выгорающими добавками (с контрольным примером 5)
В качестве шликера применяли керамическую массу из 90% масс, кальцинированного глинозема NO 645 и 10% масс, кальциево-алюминатного цемента SECAR 71. Дополнительно к ней добавляли 1% масс, разжижающего агента (ADS+ADW) и 14,5% масс, воды для затворения. Эту массу разделили на две равные порции. В заключение к первой порции согласно примеру 18 добавили 30% масс. Degacryl М527, а ко второй порции согласно контрольному примеру 5-20% масс, стружки. Объемы обоих количеств добавок были одинаковы.
Сначала полимерные частицы в примере 18 путем перемешивания смешивали с готовой замешанной керамической массой. Из содержащего полимерные частицы шликера путем отливки в пластмассовую форму изготовили цилиндрические образцы (диаметр и высота в каждом случае 46 мм). Затем образцы сушили 4 часа при 110°C. После сушки керамику обжигают в атмосфере воздуха при 1500°C в течение 4 часов.
В контрольном примере 5 действовали соответствующим образом, с добавлением 20% масс, обычного выгорающего дополнительного вещества (стружки). Чтобы получить возможность ввести в шликер керамической массы это количество дополнительного вещества, добавку воды пришлось повысить примерно до 28% масс. Прочие условия изготовления и исследования в обоих случаях были одинаковы. Полученные результаты приведены в нижеследующей таблице 5.
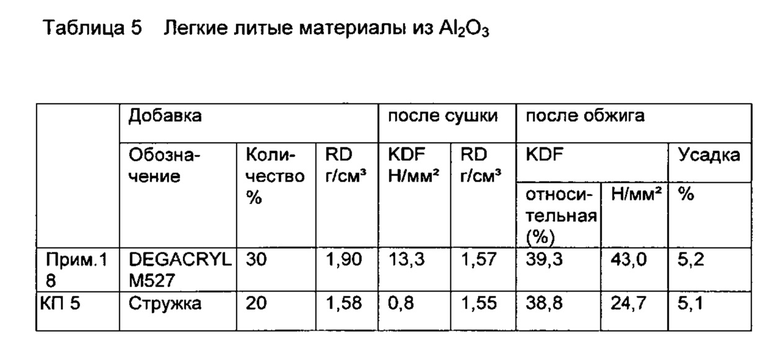
Несмотря на большее количество добавляемого материала, керамическая масса с добавкой Degacryl в сравнении с продуктом уровня техники требует значительно меньше (примерно на 50%) воды для затворения Прочность высушенной массы с Degacryl по сравнению с добавкой уровня техники очень высока. При приблизительно одинаковой объемной плотности обожженные керамические массы с содержанием полимеров отличаются очень высокой прочностью. Она почти на 75% выше, чем таковая материалов с обычной добавкой.
Пример 19 и контрольный пример 6: Легкие материалы, спрессованные в сухом состоянии
Моделью служил тонкозернистый муллитный материал с максимальным размером зерна 100 мкм. В качестве выгорающей добавки применяли DEGACRYL M449. Доля полимера составляла 30% масс. Муллитное сырье смешали в сухом состоянии с DEGACRYL. В качестве связующего агента добавили 10% масс, сульфитной барды. Из доведенной до гомогенного состояния смеси путем одноосевой прессовки в стальной форме изготовили стандартные цилиндрические образцы размером 50×50 мм. Давление прессования составило 50 МПа. Образцы, высушенные в течение 24 часов при 110°C, обжигали при 1500°C на протяжении 2 часов. На обожженных образцах провели исследование на предел прочности на сжатие в холодном состоянии и на объемную плотность. Для сравнения исследовали также муллитные материалы с 30% масс, древесных опилок. Процедура изготовления и исследования были одинаковы. Полученные результаты приведены в таблице 6.
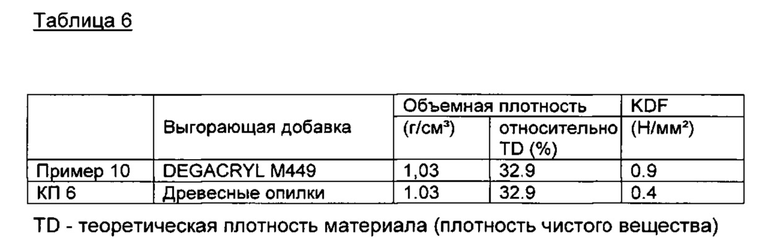
Предел прочности легких муллитных материалов, изготовленных с DEGACRYL, по сравнению с обычной добавкой выше в 2,2 раза.
Пример 20 и контрольный пример 7: Пластично сформованные огнеупорные легкие материалы
Этот пример касается одного конкретного шамотного материала, сформованного пластичным образом. В качестве основного сырья использовали огнеупорную глину. В качестве выжигаемой добавки применяли DEGACRYL М527. Пластичную керамическую массу изготовили из 82% масс, глины и 12% масс. воды. Затем массу гомогенным образом смешали с полимером в соотношении 30% масс. DEGACRYL М527 на 100% масс, керамической массы. Из пластичной массы изготовили кубовидные образцы для испытаний с длиной ребра 30 мм. Образцы, высушенные в течение 24 ч при 110°C, обжигали при 1000°C на протяжении 2 часов. На обожженных образцах провели исследование на предел прочности на сжатие в холодном состоянии и на объемную плотность. Для сравнения исследовали также шамотные материалы с древесными опилками (контрольный пример 4). Из-за сложностей с изготовлением массы с большими количествами древесных опилок долю этой добавки снизили до 20% масс. Прочие условия изготовления и исследования оставались без изменений. Полученные результаты приведены в таблице 7.
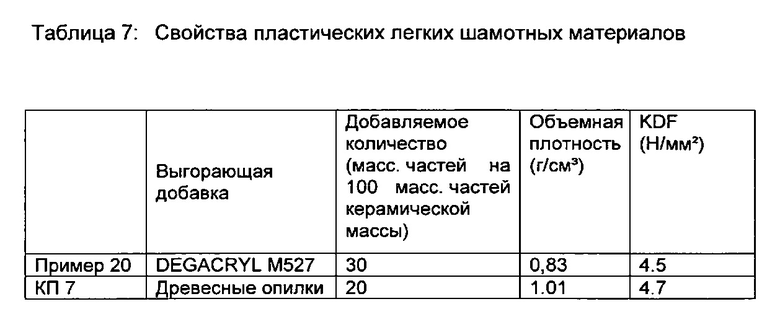
Прочность легких шамотов, изготовленных с DEGACRYL, при объемной плотности, меньшей почти на 20%, приблизительно такая же, как и у изделий, изготовленных с традиционной добавкой.
В) Плотные огнеупорные керамические материалы
Примеры 21-25: Спрессованные корундовые материалы с контрольным примером 8
Цель этой серии экспериментов состояла в сравнении различных сортов Degacryl: DEGACRYL М449, DEGACRYL М527, DEGACRYL M546.
Количество добавляемых полимерных частиц составляет:
Контрольный пример 8: 0% масс.
Пример 21: 1% масс. DEGACRYL М449
Пример 22: 5% масс. DEGACRYL М449
Пример 23: 10% масс. DEGACRYL М449
Пример 24: 5% масс. DEGACRYL М527
Пример 25: 5% масс. DEGACRYL М546
Эксперименты проводили на спрессованном корундовом материале со следующим составом зерен:
Спеченный корунд: 1-2 мм-50% масс.
Спеченный корунд: 0,2-0,6 мм-10% масс.
Спеченный корунд: <0,1 мм-40% масс.
В качестве временного связующего агента применяли сульфитный щелок (4% масс). Полимерные частицы (количества см. ниже) сначала смешивали с керамической массой-сырцом путем перемешивания в сухом виде. Из керамической массы-сырца, содержащей полимерные частицы, изготовили образцы с длиной ребра 36 мм. Это осуществляют путем одноосевой прессовки в стальной форме под давление прессовки в 100 МПа. Затем образцы сушат в течение 5 часов при 110°C. После сушки керамику обжигают в атмосфере воздуха при 1500°C в течение 4 часов.
Результаты приведены в таблице 8.
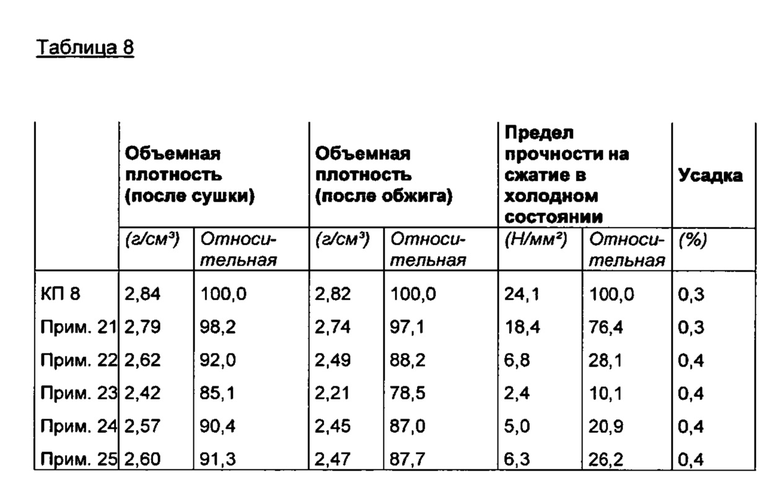
Результаты
- Добавка DEGACRYL в спрессованный корундовый материал вызывает существенное снижение его объемной плотности.
- При прямом сравнении продукты М449 и М527 показывают лучшие результаты, чем М546.
Пример 26: Спрессованный корундовый материал с применением реакционно-способного связующего агента с контрольным примером 9
Цель эксперимента состояла в проверке того, можно ли путем применения реакционно-способного связующего агента уменьшить падение прочности, вызванное DEGACRYL. Эксперименты проводили на спрессованном корундовом материале с составом зерен, как в примерах 21-25: В качестве полимерных частиц использовали Degacryl М527. Продукт в сухом состоянии вводили и смешивали с другими компонентами. Добавляемое количество составляло 2% масс. Изготовление образцов (диаметр и высота 36 мм) осуществляли путем одноосевой прессовки в стальной форме с давлением прессовки в 100 МПа. В качестве реакционно-способного связующего агента применяют гель SDX (4%). Высушенные (110°C, 10 ч) образцы обжигают в течение 4 ч в атмосфере воздуха при 1500°C. Результаты приведены в таблице 9.
Контрольный пример 9 был изготовлен аналогичным образом без добавления полимерных частиц.
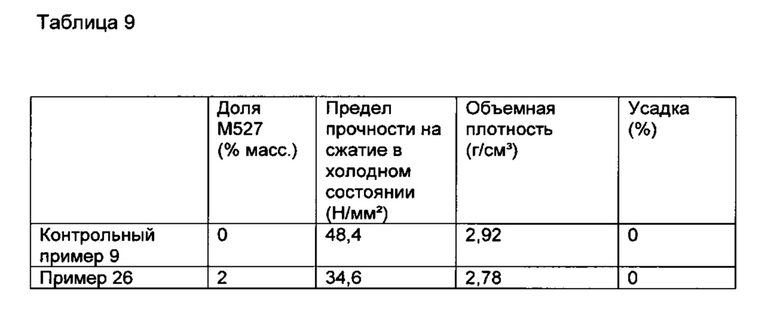
Результаты
- 2%-ная по массе добавка полимерных частиц дает в результате снижение объемной плотности приблизительно на 5%.
- Падение прочности спрессованных корундовых материалов, связанных гелем SDX, составляет ок. 23%. Добавление сравнимого количества М449 к корундовому материалу с обычным связующим агентом вызывает снижение прочности приблизительно на 40%. Из этого следует, что благодаря применению реакционно-способного связующего агента можно значительно уменьшить ослабление структуры материалов, изготовленных с DEGACRYL.
Примеры 27-31 тонкозернистый корундовый бетон с контрольным примером 10
В качестве испытуемого материала применяли тонкозернистый корундовый бетон со следующей структурой зерна: <0,045 мм-50% масс, кальцинированный глинозем 50% масс.
В качестве порообразователя применяли продукт DEGACRYL М527. Его в сухом состоянии вводили и смешивали с другими компонентами. Добавляемое количество составляет: 0, 1, 2, 5, 7 и 10% масс. Изготовление образцов (диаметр и высота 46 мм) осуществляют путем отливки в пластмассовой форме. В качестве средства связывания применяют алюминат кальция FF-Zement (4%). Схватившиеся и высушенные (110°C, 10 ч) образцы обжигали в течение 4 ч в атмосфере воздуха при 1600°C. На обожженных образцах определяли следующие свойства в зависимости от добавляемого количества М527: объемную плотность (RD), открытую пористость (ОР), предел прочности на сжатие в холодном состоянии (KDF). Линейная усадка (S). Полученные результаты приведены в таблице 10.
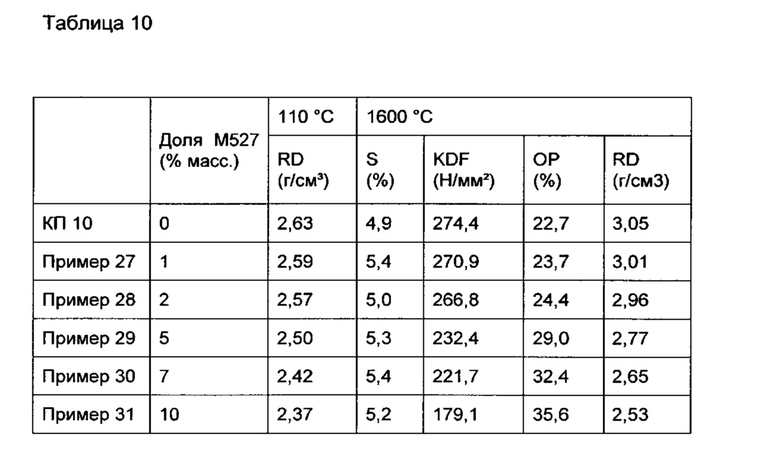
Результат
- Путем добавления М527 объемную плотность тонкодисперсных корундовых бетонов можно снизить на величину до 5% без существенного ухудшения других показателей материала. Необходимое для этого количество добавляемого М527 равно приблизительно 2-3%.
Примеры 32-33 грубозернистый корундовый бетон с контрольным примером 11
Испытуемым материалом служил промышленный корундовый бетон. В качестве порообразователя применяли продукт DEGACRYL М527. Его в сухом состоянии вводили и смешивали с другими компонентами. Добавляемое количество составляет: 0, 2, 5% масс. Изготовление образцов (диаметр и высота 46 мм) осуществляют путем отливки в пластмассовой форме. В качестве средства связывания применяют алюминат кальция FF-Zement (4%). Схватившиеся и высушенные (110°C, 10 ч) образцы обжигали в течение 4 ч в атмосфере воздуха при 1600°C. На обожженных образцах определяли следующие свойства в зависимости от добавляемого количества М527: объемную плотность (RD), открытую пористость (ОР), предел прочности на сжатие в холодном состоянии (KDF). Линейная усадка (S). Полученные результаты приведены в таблице 11.
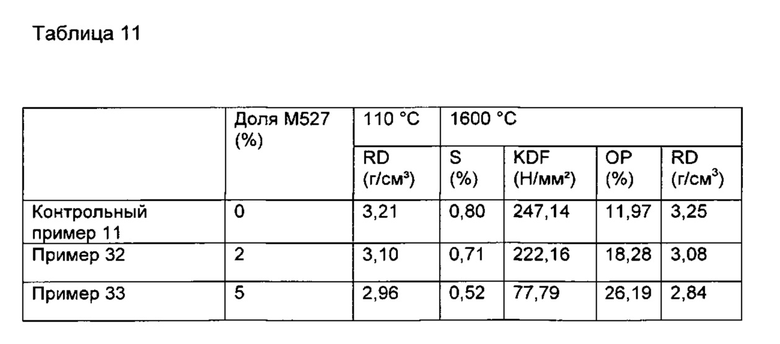
Результат
В грубозернистом промышленном корундовом бетоне допустимое дополнительное количество М527 составляет 2-3%. Получающееся в результате уменьшение массы промышленных бетонов составляет 5-6%.
Рисунки
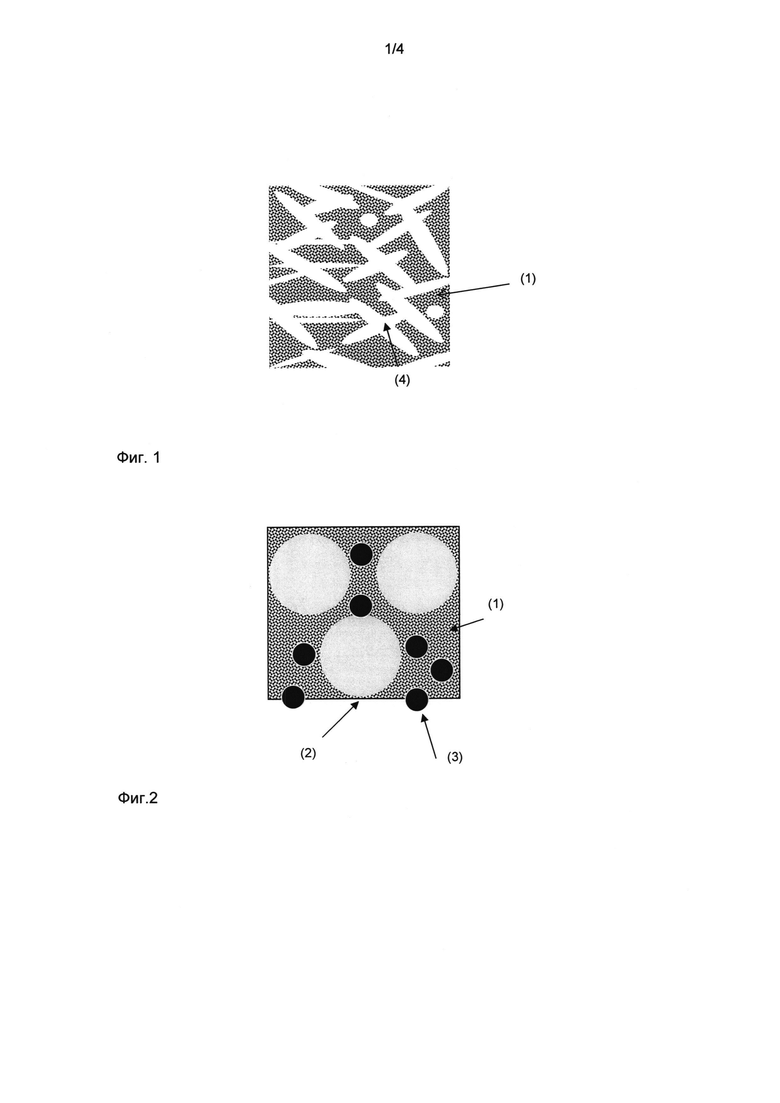
Фиг. 1: Схематическое изображение структуры материала для легкой огнеупорной керамики с порообразованием в соответствии с уровнем техники, где (1) - матрикс керамики, (4) - поры не согласно изобретению; крупное зерно прессованной керамики, в качестве опции присутствующее аналогично фиг. 2, не представлено по соображениям ясности.
Фиг. 2: Схематическое изображение структуры материала для легкой прессованной огнеупорной керамики с порообразованием по способу согласно изобретению, где (1) - матрикс керамики, (2) - поры, (3) - крупное зерно. В литой керамике крупнозернистая фракция отсутствует.
Фиг. 3: Исследование полимерной частицы DEGACRYL М449 методом ТГА.
Фиг. 4: Исследование методом ТГА DEGACRYL М449 в огнеупорном корундовом бетоне из примера 3; масса нормирована на долю полимера.
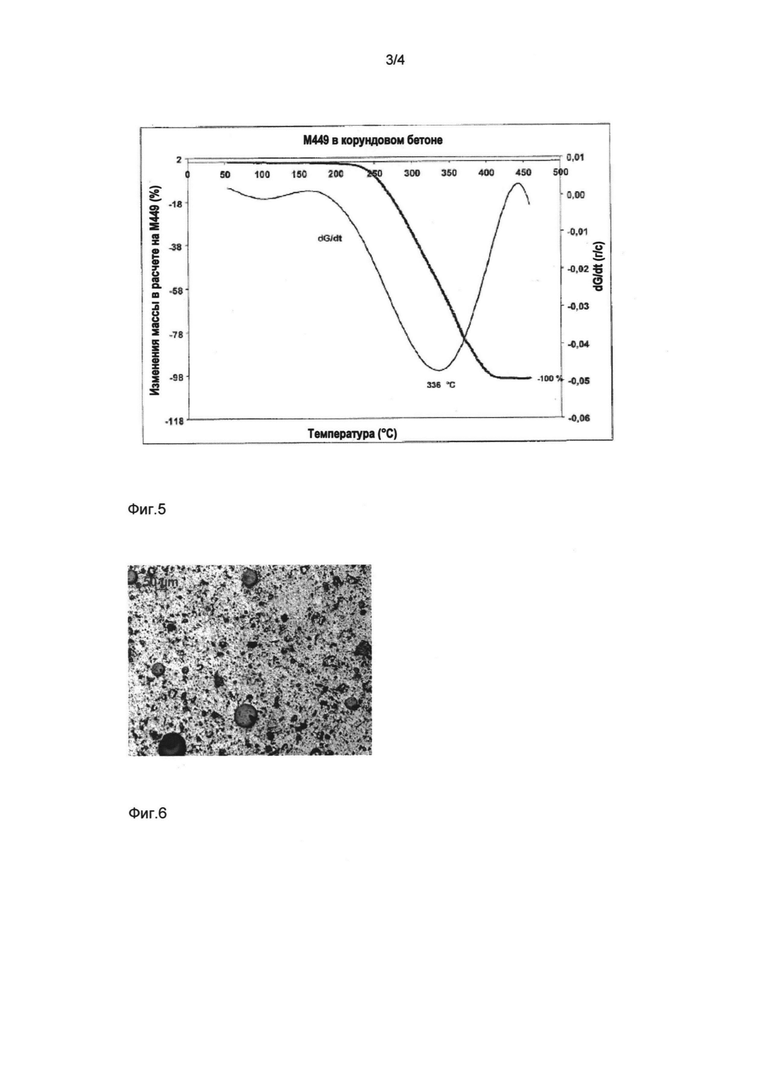
Фиг. 5: Исследование методом ТГА DEGACRYL М449 в огнеупорном корундовом бетоне из примера 16; масса нормирована на долю полимера.
Фиг. 6: Микрофотография поперечного разреза обожженной керамики из контрольного примера КП 8.
Фиг. 7: Микрофотография поперечного разреза обожженной керамики из примера 25 (с 30% масс. Degacryl М546).
Фиг. 8: Микрофотография поперечного разреза обожженной керамики из примера 27 (с 70% масс. Degacryl М546)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических проппантов | 2017 |
|
RU2666560C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПОРИСТОГО МАТЕРИАЛА | 2007 |
|
RU2353474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2266267C1 |
| Способ получения пористой спеченной магнезии, шихты для получения грубокерамического огнеупорного изделия с зернистым материалом из спеченной магнезии, изделия такого рода, а также способы их получения, футеровки промышленной печи и промышленная печь | 2018 |
|
RU2752414C2 |
| ОБОЖЖЕННЫЙ ОГНЕУПОРНЫЙ КЕРАМИЧЕСКИЙ ПРОДУКТ | 2007 |
|
RU2417966C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2436751C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ | 2012 |
|
RU2497783C2 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2269501C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПОРИСТОЙ ЯЧЕИСТОЙ СТРУКТУРЫ ИЗ КЕРАМИКИ | 2007 |
|
RU2348487C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ СЛОЖНОПРОФИЛЬНЫХ ОТЛИВОК | 2013 |
|
RU2529603C1 |
Настоящее изобретение касается способа изготовления огнеупорных материалов со сниженным удельным весом и может быть использовано в качестве рабочей футеровки при работе с высокими температурами. В основе способа лежит создание структуры материала со сферическими, замкнутыми и изолированными порами. К сырой керамической массе добавляют в расчете на сумму сырой керамической массы и полимерных частиц от 0,5 до 70 мас.% сферических полимерных частиц диаметром от 5 мкм до 3 мм, при этом сферические частицы полимера состоят из полимера с температурой деструкции ниже 280°С. Сырая керамическая масса содержит менее 10 мас.% керамических частиц, которые больше 0,6 мм. Сырую керамическую массу перерабатывают в керамический материал: заливают в форму, затем сушат, отжигают и обжигают. Диаметр пор целенаправленно регулируют посредством применения полимерных частиц, преимущественно полиметилметакрилатов. Способ позволяет изготавливать керамические материалы отчасти с существенно сниженным удельным весом и с улучшенной по сравнению с уровнем техники коррозионной устойчивостью, а также лучшей механической прочностью. Одновременно специфическая система замкнутых пор способствует уменьшению теплопроводности керамических материалов. 2 н. и 12 з.п. ф-лы, 33 пр., 12 табл., 8 ил.
1. Способ изготовления керамических материалов, отличающийся тем, что к сырой керамической массе добавляют в расчете на сумму сырой керамической массы и полимерных частиц от 0,5 до 70 мас.% сферических полимерных частиц диаметром от 5 мкм до 3 мм, при этом сферические частицы полимера состоят из полимера с температурой деструкции ниже 280°С и что сырую керамическую массу перерабатывают в керамический материал, причем сырая керамическая масса содержит менее 10 мас.% керамических частиц, которые больше 0,6 мм, и что эту сырую керамическую массу заливают в форму, затем сушат, отжигают и обжигают.
2. Способ по п. 1, отличающийся тем, что сферические полимерные частицы имеют мономодальное распределение по размеру зерен.
3. Способ по п. 1, отличающийся тем, что сырую керамическую массу обжигают при температуре, которая превышает температуру деструкции по меньшей мере на 100°С.
4. Способ по п. 1, отличающийся тем, что полимер представляет собой полиметакрилат, полиоксиметилен или поли-α-метилстирол и что частицы имеют диаметр от 10 до 200 мкм.
5. Способ по п. 4, отличающийся тем, что полиметакрилат содержит долю кислорода по меньшей мере в 25 мас.%.
6. Способ по п. 5, отличающийся тем, что полиметакрилат содержит долю метилметакрилата по меньшей мере в 80 мас.%.
7. Способ по п. 1, отличающийся тем, что доля полимерных частиц, добавляемых к сырой керамической массе, составляет от 40 до 70 мас.%.
8. Способ по п. 1, отличающийся тем, что полимерные частицы представляют собой термопластические суспензионные полимеризаты.
9. Способ по одному из пп. 1-8, отличающийся тем, что полимерные частицы имеют распределение по размеру зерен от 0,5 до 2,0.
10. Способ по п. 1, отличающийся тем, что полимерные частицы, распределенные в жидкости, предпочтительно в воде, искусственной смоле или спирте, в форме суспензии подмешивают к керамической массе.
11. Огнеупорный керамический материал, отличающийся тем, что в случае огнеупорного керамического материала речь идет об изготовленных посредством способа по п. 1 литых бетонов, которые имеют долю пор более 20 об.%, причем поры имеют диаметр от 4 мкм до 3,5 мм, изолированы и имеют сферическую форму.
12. Огнеупорный материал по п. 11, отличающийся тем, что доля пор в нем составляет от 40 до 70 об.%.
13. Огнеупорный материал по п. 11 или 12, отличающийся тем, что поры имеют диаметр от 5 до 200 мкм.
14. Огнеупорный материал по п. 11, отличающийся тем, что обожженный материал имеет долю сажи менее 0,05 мас.%.
| ДАТЧИК ДЛЯ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙ | 1991 |
|
RU2025658C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2209793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU337366A1 |
| Узел соединенияскладного пространственного каркаса | 1976 |
|
SU578408A1 |

