Изобретение относится к автомобильной промышленности. Более конкретно изобретение относится к компонентам транспортных средств, а точнее к способу изготовления пневматической шины.
Известен способ изготовления покрышки пневматической шины путем сбора протектора, брекера и каркаса, состоящего из нескольких слоев обрезиненного текстильного или металлокорда, боковины борта и герметизирующего слоя (Спивак И.А. Заготовка деталей шин. / И.А. Спивак – М.: ООО «НТЦ «НИИШП», 2012 г. - 489 с.).
В данном техническом решении между слоями каркаса и герметизирующим слоем располагают каландрованную резиновую прослойку (прослойку каркаса) достаточно большой толщины 1-3 мм, предназначенную для предотвращения проникновения герметизирующего слоя в каркас шины. Кроме этого, каландрованная резиновая прослойка должна обладать хорошей адгезией к каркасу и герметизирующему слою для того, чтобы избежать отслаивания данных компонентов в процессе эксплуатации пневматической шины. Использование резиновой прослойки большой толщины, но при этом обеспечивающей вышеназванное назначение, приводит к повышению материалоемкости шины, увеличению ее массы и повышению ее сопротивления качению ввиду повышенной массы.
Известен способ изготовления пневматической шины, позволяющий уменьшить толщину резиновой прослойки каркаса шины, который описан в патенте ЕР 2 497 631 (опубл. 12.09.2012, кл. B29D 30/00). В соответствии с указанным патентом, который мы взяли в качестве прототипа, для возможности снижения толщины резиновой прослойки каркаса используют технологию электронно-лучевой обработки, в рамках которой каркас, включающий герметизирующий слой с наложенной на него (сдублированной) прослойкой каркаса, подвергают односторонней электронно-лучевой обработке. Обработку верхней поверхности резиновой прослойки каркаса шины производят пучком электронов с энергиями от 200 до 600 КэВ, предпочтительно от 300 до 600 КэВ, при поглощенной дозе 50-200 кГр, предпочтительно от 80 до 150 кГр, при этом ускоренные электроны могут проникнуть в герметизирующий слой, выполненный из бутилкаучука, что вызывает модификацию материала этого слоя, а это негативно отражается на эксплуатационных характеристиках готовой шины. Таким образом выполнение электронно-лучевой обработки сопряжено с определенными осложнениями по технологии и не всегда обеспечивается положительный результат.
Помимо сказанного, при односторонней электронно-лучевой обработке резиновой прослойки каркаса шины наблюдают выраженную неравномерность поглощенной дозы на площади облучения (см. Таблицу 1). На участках с низкой поглощенной дозой практически не наблюдают превращений в структуре материала прослойки, что означает отсутствие ее «барьерных» функции. Выявленная неравномерность вызывает необходимость значительного увеличения дозы поглощения для создания возможности как уменьшить толщину резиновой прослойки каркаса шины, так и для достижения эффективности ее характеристик - помимо обеспечения ее «барьерных» функций, снижение материалоемкости, снижение массы шины и уменьшение ее сопротивления качению ввиду пониженной массы. Однако при достижении увеличенной дозы поглощения указанный способ приобретает негативный показатель по энергоемкости.

Кроме того, в диапазоне заявленных в названном ЕР 2 497 631 поглощенных доз от 80 до 150 кГр при энергиях электронов 600 КэВ в резиновой прослойке каркаса шины наблюдают значительное увеличение вязкости материала прослойки - резиновой смеси (более 140 единиц Муни (1+4) ML при 100°С), что приводит к невозможности повторного использования резиновой смеси данной прослойки (см. Таблицу 2).
В основу заявляемого изобретения положена задача разработать такой способ, который позволял бы в условиях сниженного энергопотребления изготавливать пневматические шины с высокими эксплуатационными характеристиками и с резиновой прослойкой, пригодной для последующей переработки.
Технический эффект, который может быть достигнут при использовании предлагаемого способа, заключается в возможности в процессе изготовления пневматических шин исключить негативное влияние электронно-лучевого воздействия как на материал герметизирующего слоя, так и на материал резиновой прослойки каркаса шины и при этом достигнуть снижения энергопотребления.
Эта задача решается при реализации способа изготовления пневматической шины, включающего этап формирования ее каркаса, содержащего обрезиненную часть из текстильного или металлокорда и каландрированную резиновую прослойку, размещенную на герметизирующем слое, в процессе которого производят облучение пучком электронов, и последующий этап сборки сформированного каркаса, протектора и брекера шины с образованием целевого изделия, при котором, согласно изобретению, на этапе формирования каркаса перед размещением резиновой прослойки на герметизирующем слое облучению пучком электронов подвергают первую и вторую стороны резиновой прослойки, при этом используют электроны с энергией, выбранной в диапазоне от 400 КэВ до 1 МэВ, до достижения дозы, набираемой поверхностью стороны резиновой прослойки, подвергнутой облучению, в диапазоне от 10 до 80 кГр.
Технический результат, достигаемый благодаря заявляемому способу, заключается в возможности в процессе изготовления пневматических шин исключить негативное влияние электронно-лучевого воздействия как на материал герметизирующего слоя, так и на материал резиновой прослойки каркаса шины, при этом достигнуть снижения энергопотребления и изготавливать пневматические шины с высокими эксплуатационными характеристиками и пригодные для последующей переработки.
Согласно изобретению, важно, чтобы при облучении первой и второй сторон резиновой прослойки пучком электронов с энергией, выбранной в диапазоне от 400 КэВ до 1 МэВ, достигали максимум поглощенной дозы по центру облученной стороны прослойки, а минимум поглощенной дозы был достигнут по краям облученной стороны прослойки, что обеспечивает необходимые «барьерные» свойства прослойки - когезионную прочность ее материала и технологические свойства - ее клейкость к каркасу и герметизирующему слою.
В соответствии с заявляемым изобретением, разумно использовать энергию электронов, лежащую в диапазоне от 400 до 800 КэВ, и облучение поверхности прослойки осуществлять до набираемой дозы в диапазоне от 20 до 80 кГр.
Таким образом, заявляемый способ обеспечивает снижение энергопотребления и позволяет изготавливать пневматические шины с высокими эксплуатационными характеристиками и с резиновой прослойкой, пригодной для последующей переработки.
Эти и других преимущества заявляемого изобретения станут ясны из последующего подробного описания способа изготовления пневматической шины, иллюстрированного чертежами, на которых
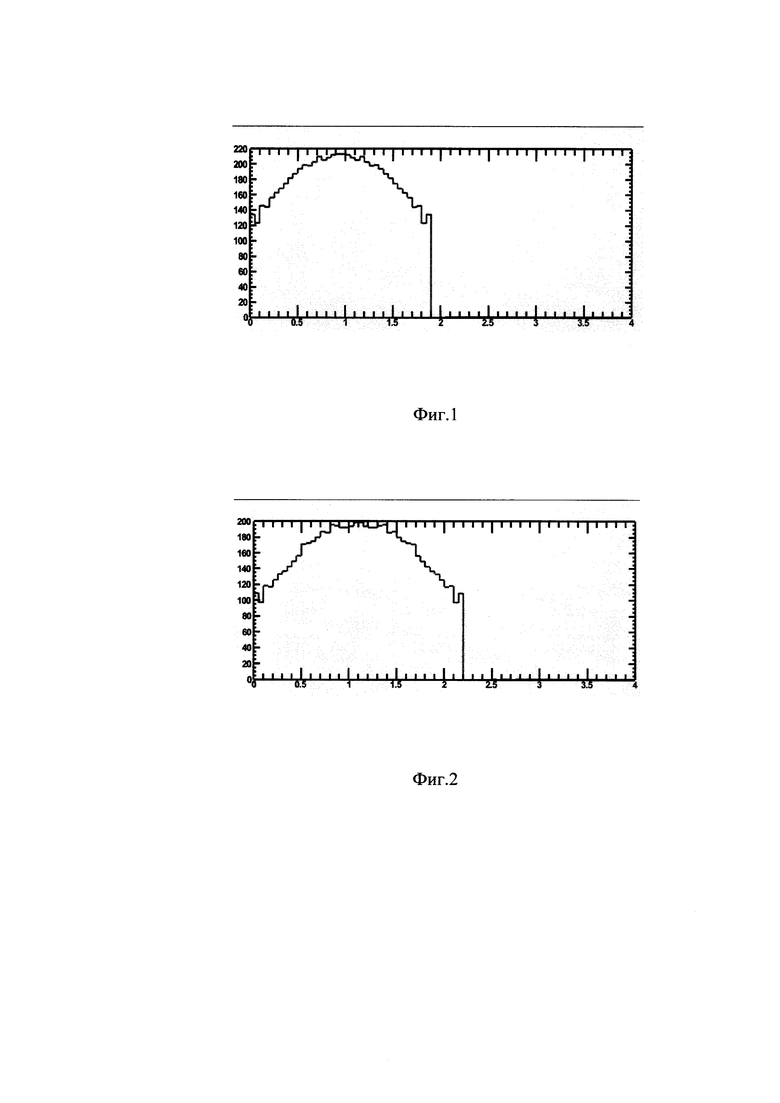
Фиг. 1 показывает распределение поглощенной дозы в относительных единицах при энергиях электронов 600 КэВ в резиновой прослойке толщиной 1,9 мм при двустороннем облучении;
Фиг. 2 показывает распределение поглощенной дозы в относительных единицах при энергиях электронов 800 КэВ в резиновой прослойке толщиной 2,2 мм при двустороннем облучении.
Производство пневматических шин - это многостадийный процесс, включающий как подготовку исходных материалов для компонентов целевого изделия, так и изготовление компонентов - каркаса, слоев брекера, бортовой части и боковой части шины, протекторов, крыльев и других деталей, а также сборку указанных деталей, формование и вулканизацию покрышек, изготовление камер и ободных лент до образования целевого изделия. В рамках заявляемого изобретения мы характеризуем способ изготовления пневматической шины выполнением следующих этапов: этапом формирования каркаса шины, который содержит обрезиненную часть из текстильного или металлокорда, герметизирующий слой и каландрированную резиновую прослойку; этапом сборки сформированного каркаса, протектора и брекера шины.
В соответствии с заявляемым изобретением, на этапе формирования каркаса шины резиновую прослойку с двух сторон подвергают облучению пучком электронов, используя любую известную электронно-лучевую установку, преимущественно в условиях непрерывного режима облучения путем непрерывной протяжки резиновой прослойки через установку.
Облучение с двух сторон резиновой прослойки осуществляют, согласно изобретению, пучком электронов с энергией, выбранной в диапазоне от 400 КэВ до 1 МэВ, преимущественно в диапазоне от 400 до 800 КэВ. Облучение ускоренными электронами с указанной энергией проводят до достижения дозы, набираемой поверхностью стороны резиновой прослойки, подвергнутой облучению, в диапазоне от 10 до 80 кГр, преимущественно от 20 до 80 кГр, при этом при выполнении облучения, например, в непрерывном режиме набираемую дозу возможно регулировать преимущественно скоростью движения (протяжки) резиновой прослойки через ускоритель электронов.
Таким образом, облучение электронным пучком осуществляют до набора заданной дозы облучения, а дозу, набираемую каждым участком резиновой прослойки, подбирают достаточной для модификации материала прослойки, обеспечивающей возрастание ее когезионной прочности. При этом, благодаря примененной комбинации: использование электронов высоких энергий (достигающей значения 1 МкВ) + двухстороннее облучение прослойки, достигнут профиль поглощенной дозы на облученной стороне резиновой прослойки каркаса шины, показанный на фиг. 1 и фиг. 2, а именно максимум поглощенной дозы по центру облученной стороны (что обеспечивает когезионную прочность материала облученной прослойки), минимум поглощенной дозы по краям облученной стороны прослойки (что обеспечивает сохранение клейкости материала облученной прослойки к каркасу шины и его герметизирующему слою).
Проведенные исследования показали, что при уровне энергии электронов и поглощенной дозы ниже указанных диапазонов возможно недостаточное для снижения толщины резиновой прослойки каркаса повышение ее когезионной прочности. При уровне энергии электронов и поглощенной дозы выше указанных диапазонов вероятно ухудшение физико-механических и технологических свойств (прочность, клейкость) резиновой прослойки каркаса и невозможность переработки обработанных радиационным облучением резиновой прослойки каркаса.
При этом, благодаря возможности уменьшить величину поглощенной дозы (по отношению к указанной в прототипе), технология имеет более высокую экономическую эффективность за счет того, что удельные затраты электроэнергии на использование ускорителя электронов сокращаются в 2 и более раз по сравнению с технологией, описанной в патенте ЕР 2 497 631.
В соответствии с изобретением, резиновую прослойку, подвергнутую с двух сторон электронно-лучевой обработке, затем размещают на герметизирующем слое, после чего прослойку каркаса дублируют на валковом устройстве (каландре) с герметизирующим слоем. Далее на этапе формирования каркаса шины сдублированный полуфабрикат каркаса соединяют с обрезиненной частью каркаса из текстильного или металлокорда. Дальнейший процесс изготовления пневматической шины включает сборку сформированного каркаса, протектора и брекера шины с образованием целевого изделия.
Благодаря тому, что резиновую прослойку подвергают электронно-лучевой обработке до размещения на герметизирующем слое, исключается вероятность модификации бутилкаучука - материала герметизирующего слоя под действием ускоренных электронов, то есть исключается вероятность негативного изменения эксплуатационных характеристик готовой шины.
Таким образом, благодаря заявляемому изобретению:
- обработанная электронным пучком резиновая прослойка каркаса за счет существенного возрастания когезионной прочности может иметь существенно более низкую толщину, чем прослойка, известная из ЕР 2 497 631, обладает требуемой клейкостью к каркасу и герметизирующему слою и может быть переработана по стандартному технологическому процессу, применяемому в шинной промышленности;
- существенно снижена энергоемкость процесса радиационного облучения по сравнению с указанной в патенте ЕР 2 497 631 за счет снижения величины поглощенной дозы;
- достигнута равномерность поглощенной дозы по сравнению с технологией, описанной в патенте ЕР 2 497 631, за счет применения при облучении электронов более высоких энергий. Это обеспечивает лучший баланс между повышением когезионной прочности, сохранением клейкости и сохранением перерабатываемости резиновой прослойки каркаса, а также возможность контроля качества полуфабриката по вязкости резиновой смеси с использованием традиционных для резиновой промышленности вискозиметров Муни;
- на фоне достигнутых преимуществ изготовленные, согласно заявляемому изобретению, пневматические шины по сравнению с пневматическими шинами, изготовленными по традиционной технологии и содержащими традиционную резиновую прослойку каркаса, имеют сопоставимую работоспособность, сниженную на 1-5% массу, сниженное на 0,2-2% сопротивление качению.
Пример 1
Осуществляют изготовление пневматической шины, при этом на этапе формирования каркаса шины резиновую прослойку толщиной 3 мм, которая будет располагаться в шине между обрезиненной частью ее каркаса из текстильного или металлокорда и герметизирующим слоем, непрерывно облучают с двух ее сторон пучком ускоренных электронов с энергией 400 КэВ при скорости прохождения полуфабриката 35 м/мин до поглощенной дозы на облученной стороне резиновой прослойки, составляющей 10 кГр. При последующей выборочной проверке резиновой прослойки определяют, что поглощенная доза на облученных сторонах прослойки имеет следующий профиль: максимум поглощенной дозы расположен по центру облученной стороны прослойки, а минимум поглощенной дозы достигают по краям облученной стороны прослойки - материалу облученной прослойки обеспечена когезионная прочность, превышающая когезионную прочность необлученной прослойки не менее чем на 5%, и сохранение клейкости материала облученной прослойки к герметизирующему слою, определяемое по разделению сдублированного полуфабриката герметизирующего слоя и прослойки.
Далее резиновую прослойку, подвергнутую с двух сторон электронно-лучевой обработке, размещают на герметизирующем слое, выполненном из бутилкаучука, после чего прослойку каркаса дублируют на валковом устройстве (каландре) с этим герметизирующим слоем. Затем сдублированный полуфабрикат каркаса режут автоматическими ножами и направляют на сборочный станок, на который также подают полуфабрикаты других деталей шины - обрезиненную частью каркаса из текстильного или металлокорда, брекер, боковины и т.д. - и осуществляют сборку шины из полуфабрикатов. Дальнейший процесс изготовления пневматической шины включает вулканизацию шины в вулканизационном прессе с образованием целевого изделия.
В изготовленной пневматической шине резиновая прослойка каркаса за счет существенного возрастания когезионной прочности имеет существенно более низкую толщину, чем резиновая прослойка, известная из ЕР 2 497 631; полученная резиновая прослойка обладает требуемой клейкостью к каркасу и герметизирующему слою и пригодна к переработке по стандартному технологическому процессу, применяемому в шинной промышленности; также существенно снижена энергоемкость процесса радиационного облучения по сравнению с указанной в патенте ЕР 2 497 631, при этом полученная шина имеет сниженную массу на 1-5% и сниженное на 0,2-2% сопротивление качению по сравнению с серийной шиной без ухудшения иных качественных показателей.
Пример 2
Изготовление пневматической шины осуществляют в условиях, аналогичных указанным в примере 1, однако облучение ведут пучком ускоренных электронов с энергией 1000 КэВ при скорости прохождения полуфабриката 12 м/мин до поглощенной дозы на облученной стороне резиновой прослойки, составляющей 80 кГр.
В изготовленной пневматической шине резиновая прослойка каркаса за счет существенного возрастания когезионной прочности имеет существенно более низкую толщину, чем резиновая прослойка, известная из ЕР 2 497 631; полученная резиновая прослойка обладает требуемой клейкостью к каркасу и герметизирующему слою и пригодна к переработке по стандартному технологическому процессу, применяемому в шинной промышленности; также существенно снижена энергоемкость процесса радиационного облучения по сравнению с указанной в патенте ЕР 2 497 631, при этом полученная шина имеет сниженную массу на 1-5% и сниженное на 0,2-2% сопротивление качению по сравнению с серийной шиной без ухудшения иных качественных показателей.
Пример 3
Изготовление пневматической шины осуществляют в условиях, аналогичных указанным в примере 1, однако облучение ведут пучком ускоренных электронов с энергией 800 КэВ в при скорости прохождения полуфабриката 37 м/мин до поглощенной дозы на облученной стороне резиновой прослойки, составляющей 20 кГр.
В изготовленной пневматической шине резиновая прослойка каркаса за счет существенного возрастания когезионной прочности имеет существенно более низкую толщину, чем резиновая прослойка, известная из ЕР 2 497 631; полученная резиновая прослойка обладает требуемой клейкостью к каркасу и герметизирующему слою и пригодна к переработке по стандартному технологическому процессу, применяемому в шинной промышленности; также существенно снижена энергоемкость процесса радиационного облучения по сравнению с указанной в патенте ЕР 2 497 631, при этом полученная шина имеет сниженную массу на 1-5% и сниженное на 0,2-2% сопротивление качению по сравнению с серийной шиной без ухудшения иных качественных показателей.
Пример 4
Изготовление пневматической шины осуществляют в условиях, аналогичных указанным в примере 1, однако облучение ведут пучком ускоренных электронов с энергией 600 КэВ при скорости прохождения полуфабриката 18 м/мин до поглощенной дозы на облученной стороне резиновой прослойки, составляющей 30 кГр.
В изготовленной пневматической шине резиновая прослойка каркаса за счет существенного возрастания когезионной прочности имеет существенно более низкую толщину, чем резиновая прослойка, известная из ЕР 2 497 631; полученная резиновая прослойка обладает требуемой клейкостью к каркасу и герметизирующему слою и пригодна к переработке по стандартному технологическому процессу, применяемому в шинной промышленности; также существенно снижена энергоемкость процесса радиационного облучения по сравнению с указанной в патенте ЕР 2 497 631, при этом полученная шина имеет сниженную массу на 1-5% и сниженное на 0,2-2% сопротивление качению по сравнению с серийной шиной без ухудшения иных качественных показателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| Брекер грузовой пневматической шины | 2019 |
|
RU2738624C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения каркаса) | 2024 |
|
RU2834911C1 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2004 |
|
RU2242372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2276015C2 |
| Брекер покрышки пневматической шины | 2019 |
|
RU2720599C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
Изобретение относится к способу изготовления пневматической шины. Техническим результатом является обеспечение вторичной переработки резиновой прослойки при снижении энергопотребления. Технический результат достигается способом изготовления пневматической шины, включает этап формирования ее каркаса, содержащего обрезиненную часть из текстильного или металлокорда и каландрированную резиновую прослойку, размещенную на герметизирующем слое, и последующий этап сборки сформированного каркаса, протектора и брекера шины с образованием целевого изделия. В процессе формирования каркаса шины перед размещением на герметизирующем слое резиновой прослойки прослойку облучают с двух сторон пучком электронов, при облучении используют электроны с энергией, выбранной в диапазоне от 400 КэВ до 1 МэВ, до достижения дозы, набираемой поверхностью стороны резиновой прослойки, подвергнутой облучению, в диапазоне от 10 до 80 кГр. 2 з.п. ф-лы, 2 ил., 4 пр., 2 табл.
1. Способ изготовления пневматической шины, включающий этап формирования ее каркаса, содержащего обрезиненную часть из текстильного или металлокорда и каландрированную резиновую прослойку, размещенную на герметизирующем слое, в процессе которого производят облучение пучком электронов, и последующий этап сборки сформированного каркаса, протектора и брекера шины с образованием целевого изделия, отличающийся тем, что на этапе формирования каркаса перед размещением резиновой прослойки на герметизирующем слое облучению пучком электронов подвергают первую и вторую стороны резиновой прослойки, при этом используют электроны с энергией, выбранной в диапазоне от 400 КэВ до 1 МэВ, до достижения дозы, набираемой поверхностью стороны резиновой прослойки, подвергнутой облучению, в диапазоне от 10 до 80 кГр.
2. Способ изготовления пневматической шины по п. 1, отличающийся тем, что при облучении первой и второй сторон резиновой прослойки пучком электронов с энергией, выбранной в диапазоне от 400 КэВ до 1 МэВ, достигают максимум поглощенной дозы по центру облученной стороны прослойки, а минимум поглощенной дозы достигают по краям облученной стороны прослойки.
3. Способ изготовления пневматической шины по п. 1, отличающийся тем, что используют энергию электронов, лежащую в диапазоне от 400 до 800 КэВ, и облучение поверхности прослойки ведут до набора дозы в диапазоне от 20 до 80 кГр.
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПОРИСТОГО ЯЧЕИСТОГО МАТЕРИАЛА | 2012 |
|
RU2497631C1 |
| JP 4175149 A, 23.06.1992 | |||
| US 20120227891 A1, 13.09.2012 | |||
| US 9033017 B2, 19.05.2015 | |||
| КЛЕЕВАЯ КОМПОЗИЦИЯ, СПОСОБ СКЛЕИВАНИЯ, ЛАМИНАТ И ШИНА | 2010 |
|
RU2499812C2 |

