Изобретение относится к области металлургии и может быть использовано при бесфлюсовой плавке магниевых сплавов системы магний-алюминий-цинк-марганец (Mg-Al-Zn-Mn).
Известен способ бесфлюсовой плавки магниевых сплавов системы Mg-Al-Zn-Ma, включающий расплавление магния, введение компонентов сплава в защитной газовой среде, продувку расплава модификатором при температуре 730÷750°С (см. напр. патент РФ 2623965, МПК B22D 1/00, опубл. 27.06.2017).
Недостатком известного способа является то, что для создания защитной газовой среды и продувки расплава модификатором используют различные газы и их смеси, то есть необходима широкая номенклатура газов и соответственно усложняется процесс плавки за счет наличия этапа создания над расплавом защитной газовой среды, а только затем при достижении расплавом заданной температуры производят продувку расплава модификатором содержащим смесь других газов.
В основу изобретения поставлена задача усовершенствования способа бесфлюсовой плавки магниевых сплавов путем использования предложенной смеси активного и инертного газов, которая создает защитную газовую среду и используется для продувки расплава, осуществляя одновременно модифицирующий эффект и рафинирование, и предложено устройство для осуществления предложенного способа.
Поставленная задача решается тем, что в способе бесфлюсовой плавки магниевых сплавов системы Mg-Al-Zn-Ma, включающем расплавление магния, введение компонентов сплава в защитной газовой среде, продувку расплава модификатором при температуре 730÷750°С, над поверхностью расплава располагают трубку с кольцеобразной нижней частью и через отверстия выполненные в кольцеобразной части подают смесь активного и инертного газов в соотношении (1÷10)÷(1÷20) над поверхностью расплава до достижения его температуры 730÷750°С, затем погружают кольцевую часть трубки в расплав и производят подачу смеси газов в течение 10÷20 минут с одновременным перемешиванием расплава, после завершения процесса подачи смеси газов непосредственно в расплав, извлекают мешалку и кольцевую часть трубки из расплава одновременно или в любой последовательности и проводят подачу смеси газов над поверхностью расплава до момента заливки расплава в формы, при этом в качестве активного газа могут подавать смесь бескислородных углесодержащих газов в виде бесхлоридного и хлорсодержащего фреонов в соотношении (1÷20)÷(1÷30), перемешивание расплава начинать и производить при температуре расплава 720÷730°С передопусканием кольцевой части трубки в расплав, во время подачи смеси активного и инертного газов непосредственно в объем расплава производят перемещение кольцевой части трубки в расплаве вверх-вниз.
Поскольку над поверхностью расплава располагают трубку с кольцеобразной нижней частью и через отверстия выполненные в кольцеобразной части подают смесь активного и инертного газов в соотношении (1÷10)÷(1÷20) над поверхностью расплава до достижения его температуры 730÷750°С, затем погружают кольцевую часть трубки в расплав и производят подачу смеси газов в течение 10÷20 минут с одновременным перемешиванием расплава, после завершения процесса подачи смеси газов непосредственно в расплав, извлекают мешалку и кольцевую часть трубки из расплава одновременно или в любой последовательности и проводят подачу смеси газов над поверхностью расплава до момента заливки расплава в формы, при этом в качестве активного газа могут подавать смесь бескислородных углесодержащих газов в виде бесхлоридного и хлорсодержащего фреонов в соотношении (1÷20)÷(1÷30), перемешивание расплава начинать и производить при температуре расплава 720÷730°С перед опусканием кольцевой части трубки в расплав, во время подачи смеси активного и инертного газов непосредственно в объем расплава производить перемещение кольцевой части трубки в расплаве вверх-вниз, обеспечивается использование предложенной смеси активного и инертного газов для создания защитной газовой среды и для продувки расплава, осуществляя одновременно модифицирующий эффект и рафинирование, посредством устройства для осуществления способа бесфлюсовой плавки магниевых сплавов системы Mg-Al-Zn-Ma содержащем стойки и смонтированные в них с возможность возвратно-поступательного перемещения трубку с кольцеобразной нижней частью и механизм для перемешивания расплава, а также дополнительно содержащем блок автоматического контроля, управления и регулирования движениями трубки с кольцеобразной нижней частью и механизмом для перемешивания расплава, подачей смеси газов в зависимости от режимов плавки, при этом механизм для перемешивания расплава установлен на стойке с возможностью вхождения в кольцеобразную часть трубки при их относительных возвратно-поступательных перемещениях, а кольцеобразная часть трубки выполнена с отверстиями для круговой подачи смеси газов.
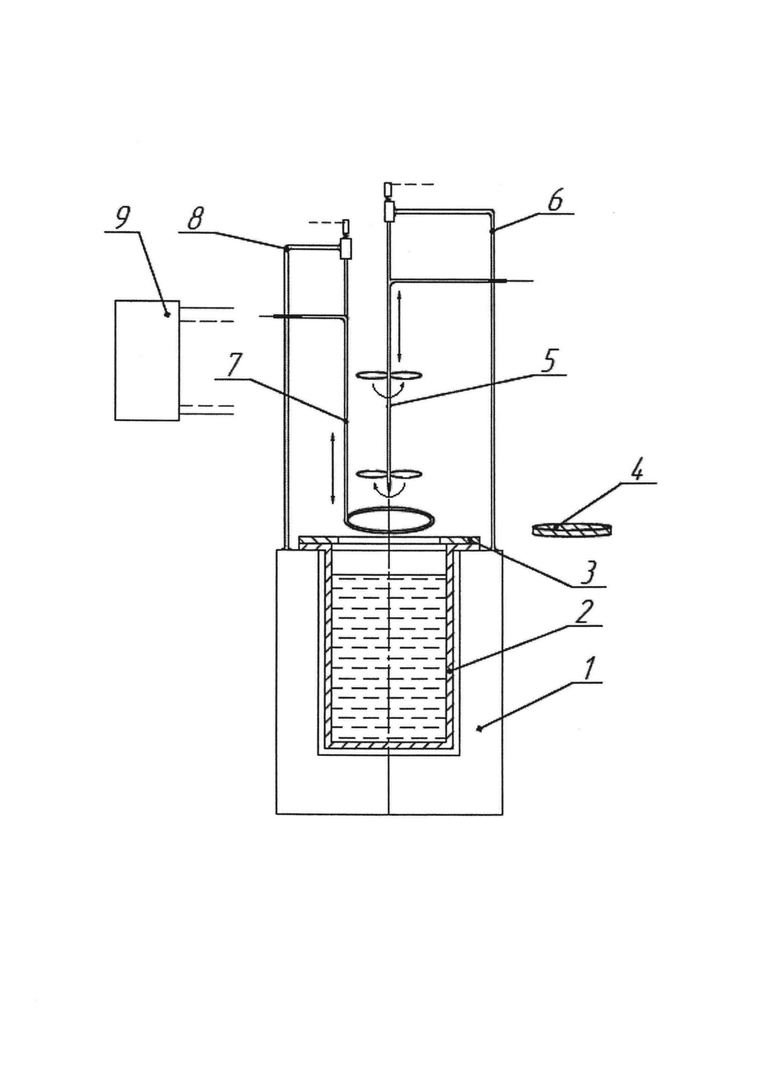
Устройство для осуществления способа бесфлюсовой плавки магниевых сплавов системы Mg-Al-Zn-Ma содержит стойки 6 и 8 и смонтированные в них с возможность возвратно-поступательного перемещения трубку 7 с кольцеобразной нижней частью и механизм для перемешивания расплава 5. Механизм 5 для перемешивания расплава установлен на стойке 6 с возможностью вхождения в кольцеобразную часть трубки 7 при ихотносительных возвратно-поступательных перемещениях, а кольцеобразная часть трубки 7 выполнена с отверстиями (на графическом материале условно не показаны) для круговой подачи смеси газов. Стойки 6 и 8 установлены на плавильной печи 1, внутри которой находится плавильный выемной тигель 2 с крышкой 3, которая имеет съемную часть 4, которой закрывают тигель после окончания модифицирования. Блок 9 автоматического контроля, управления и регулирования движениями трубки с кольцеобразной нижней частью и механизмом для перемешивания расплава, а также подачей смеси газов в зависимости от режимов плавки позволяет, в частности, точно соблюдать временные режимы плавки, особенно в части подачи газов при изменении температуры расплава.
Способ бесфлюсовой плавки магниевых сплавов системы Mg-Al-Zn-Ma осуществляют следующим образом.
С тигля 2 помещенного в плавильную печь 1 убирают съемную часть 4 крышки 3 и в тигель 2 опускают трубку 7 с кольцеобразной нижней частью и подают смесь активного и инертного газов в соотношении (1÷10)÷(1÷20) над поверхностью расплава до достижения его температуры 730÷750°С, создавая защитную газовую среду. Затем посредством привода (на графическом материале условно не показан) погружают кольцевую часть трубки 7 в расплав и производят подачу смеси газов в течение 10÷20 минут с одновременным перемешиванием расплава механизмом 5, который может быть выполнен в виде мешалки с лопастями направленными навстречу друг другу. Механизм 5 имеет привод вращения и возвратно- поступательного перемещения (на графическом материале условно не показан) в стойке 6. Поскольку кольцевая часть трубки 7 выполнена с отверстиями, а мешалка с лопастями расположена над центром кольцевой части трубки 7, то это позволяет равномерно подавать смесь газов, как над расплавом, так и при погружении кольцевой части трубки 7 в расплав, обеспечивая полнообъемное равномерное распределение смеси газов в расплаве, учитывая, что при этом идет интенсивное перемешивание расплава механизмом 5. Все это в совокупности позволяет равномерно распределить углерод образующийся в процессе реакций по всему объему расплава и осуществлять одновременно модифицирующий эффект и рафинирование. Подачу смеси газов проводят в течение 10÷20 минут с одновременным перемешиванием расплава. Снабжение устройства для осуществления способа блоком 9 автоматического контроля, управления и регулирования движениями трубки с кольцеобразной нижней частью и механизмом для перемешивания расплава, а также подачей смеси газов в зависимости от режимов плавки позволяет, в частности, точно соблюдать временные режимы плавки, особенно в части подачи газов при изменении температуры расплава.
После завершения процесса подачи смеси газов непосредственно в расплав, извлекают механизм 5 и кольцевую часть трубки 7 из расплава одновременно или в любой последовательности и проводят подачу смеси газов над поверхностью расплава до момента заливки расплава в формы. В качестве активного газа подают смесь бескислородных углесодержащих газов в виде бесхлоридного и хлорсодержащего фреонов в соотношении (1÷20)÷(1÷30).
Перемешивание расплава в некоторых случаях, что является ноу-хау, начинают и производят при температуре расплава 720÷730°С перед опусканием кольцевой части трубки 7 в расплав.
Предложенный способ бесфлюсовой плавки магниевых сплавов системы Mg-Al-Zn-Ma и устройство для его осуществления позволяют обеспечить использование заявленной смеси газов и в определенном их соотношении использовать эту смесь для создания защитной среды, как модификатор и осуществлять рафинирование. Выполнение устройства с блоком 9 автоматического контроля, управления и регулирования движениями трубки с кольцеобразной нижней частью и механизмом для перемешивания расплава, а так же подачей смеси газов в зависимости от режимов плавки позволяет осуществлять временной, температурный контроли, осуществлять изменение состава смеси газов и ее давления, то есть проводить полный контроль над режимом плавки и протекании соответствующих процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛИЧЕСКИХ ФОРМ ПРИ ЛИТЬЕ КРУПНОГАБАРИТНЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ И АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2682897C1 |
| Способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn | 2015 |
|
RU2623965C2 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-ЦИНК-КАЛЬЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2798498C1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ ЛИТЬЯ МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2632753C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРИ ЛИТЬЕ МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2632754C1 |
| Способ модифицирования алюминиево-кремниевых сплавов | 2015 |
|
RU2623966C2 |
| Способ получения отливок из магниевоалюминиевых сплавов | 1976 |
|
SU624701A1 |
| Устройство для рафинирования жидкого магниевого сплава продувкой | 2020 |
|
RU2745049C1 |
| Способ модифицирования алюминиево-кремниевых сплавов | 2020 |
|
RU2743945C1 |
| СПОСОБ ОБРАБОТКИ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2004 |
|
RU2281977C1 |
Изобретение относится к области металлургии и может быть использовано для бесфлюсовой плавки магниевых сплавов системы магний-алюминий-цинк-марганец. Защитную газовую среду над поверхностью расплава создают в виде смеси бескислородных углесодержащих газов и инертного газа в соотношении (1-10)÷(1-20), которую подают через трубку, имеющую отверстия в ее нижней кольцеобразной части, при этом при создании защитной атмосферы упомянутую смесь подают над поверхностью расплава до достижения его температуры 730 - 750°С, а затем проводят модифицирование и рафинирование расплава путем погружения в расплав упомянутой нижней кольцеобразной части трубки, через которую подают упомянутую смесь газов в течение 10-20 минут с одновременным перемешиванием расплава посредством механизма для его перемешивания, а после завершения процесса модифицирования и рафинирования извлекают упомянутые механизм и трубку из расплава и проводят подачу упомянутой смеси газов над поверхностью расплава до момента заливки расплава в формы. Изобретение позволяет создавать защитную газовую среду из активного и инертного газов для продувки расплава, осуществляя одновременно модифицирование и рафинирование. 2 н. и 3 з.п. ф-лы, 1 ил.
1. Способ бесфлюсовой плавки магниевых сплавов системы магний-алюминий-цинк-марганец, включающий введение и расплавление компонентов сплава в тигле плавильной печи в защитной газовой среде, созданной над поверхностью расплава, модифицирование и рафинирование, отличающийся тем, что защитную газовую среду над поверхностью расплава создают в виде смеси бескислородных углесодержащих газов и инертного газа в соотношении (1-10)÷(1-20), которую подают через трубку, имеющую отверстия в ее нижней кольцеобразной части, при этом при создании защитной атмосферы упомянутую смесь подают над поверхностью расплава до достижения его температуры 730-750°С, а затем проводят модифицирование и рафинирование расплава путем погружения в расплав упомянутой нижней кольцеобразной части трубки, через которую подают упомянутую смесь газов в течение 10-20 минут с одновременным перемешиванием расплава посредством механизма для его перемешивания, а после завершения процесса модифицирования и рафинирования извлекают упомянутые механизм и трубку из расплава и проводят подачу упомянутой смеси газов над поверхностью расплава до момента заливки расплава в формы.
2. Способ по п. 1, отличающийся тем, что соотношение бесхлоридного и хлорсодержащего фреонов в смеси бескислородных углесодержащих газов составляет (1-20)÷(1-30).
3. Способ по п. 1, отличающийся тем, что перемешивание расплава начинают и производят при температуре расплава 720-730°С перед опусканием кольцеобразной части трубки в расплав.
4. Способ по п. 1, отличающийся тем, что во время подачи упомянутой смеси газов непосредственно в объем расплава производят перемещение нижней кольцеобразной части трубки в расплаве вверх-вниз.
5. Устройство для бесфлюсовой плавки магниевых сплавов системы магний-алюминий-цинк-марганец, содержащее плавильную печь с тиглем для плавки компонентов сплава в защитной газовой среде, отличающееся тем, что оно снабжено стойками, установленными на плавильной печи, смонтированными в них с возможностью возвратно-поступательного перемещения трубкой, имеющей в кольцеобразной нижней части отверстия для подачи в тигель газов, и механизмом для перемешивания расплава, и блоком автоматического контроля, управления и регулирования движениями упомянутых трубки и механизма и подачей упомянутой смеси газов в зависимости от режимов плавки, при этом упомянутый механизм установлен на стойке с возможностью вхождения в кольцеобразную часть трубки при их относительных возвратно-поступательных перемещениях.
| Способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn | 2015 |
|
RU2623965C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЕВОГО СПЛАВА ДЛЯ ФАСОННОГО ЛИТЬЯ | 2001 |
|
RU2184789C1 |
| Способ получения отливок из магниевоалюминиевых сплавов | 1976 |
|
SU624701A1 |
| US 5248477 A, 28.09.1993. | |||

